QTB21
-
Compteur de contenus
67 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par QTB21
-
Hello , Je suis assez surpris de ne pas avoir trouvé l'information (mauvais mots clés ?) mais je ne trouve pas réponse a cette question : comment calibrer la hauteur Z sur les imprimantes Creality série K1 ? J'ai imprimé un cube XYZ de 20mm pour tester je suis proche de 20.00 mm en X et Y (modulo l'incertitude de la mesure de mon pied à coulisse) et entre 20.10 et 20.20 sur l'axe Z Cela vous parait-il acceptable ? si non comment modifier ce paramètre ? Sur les machines plus anciennes, je me souviens qu'il était possible de modifier un coefficient lié aux pas des moteurs (vieux souvenir, je ne me souviens plus de détails) mais je ne trouve pas ce paramètre sur ma machine. Détail qui à peut être son importance : J'utilise un plateau Creality texturé et j'ai paramétré en conséquence Creality Print Merci beaucoup
-
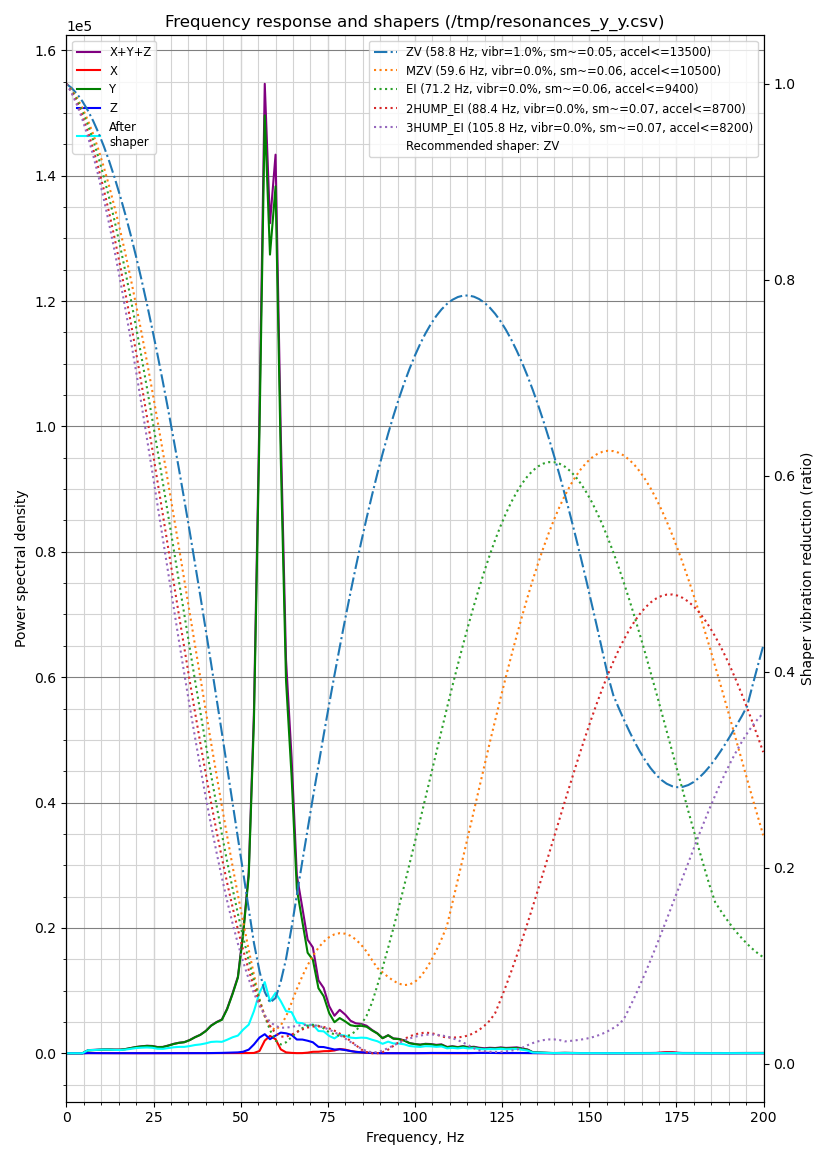
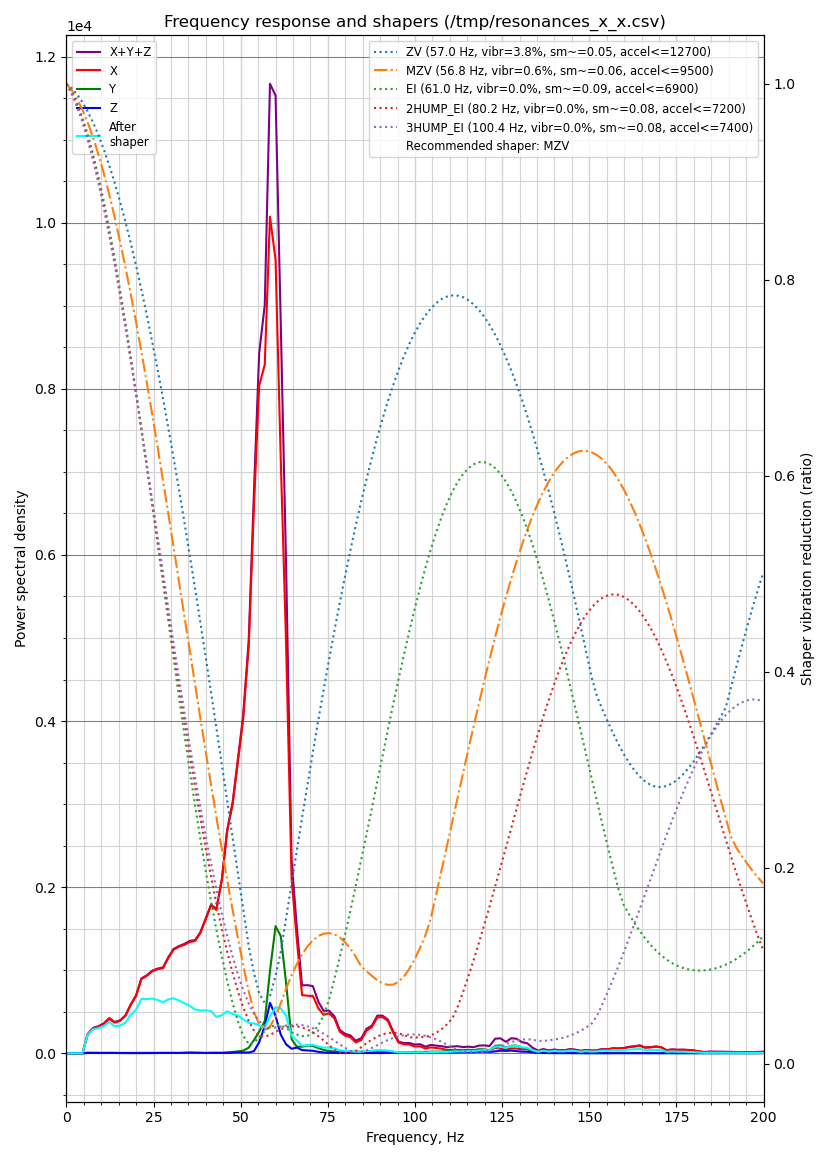
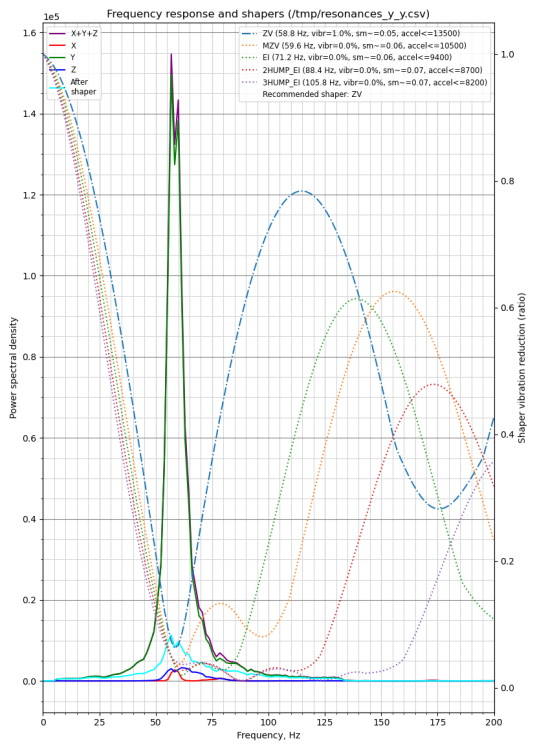
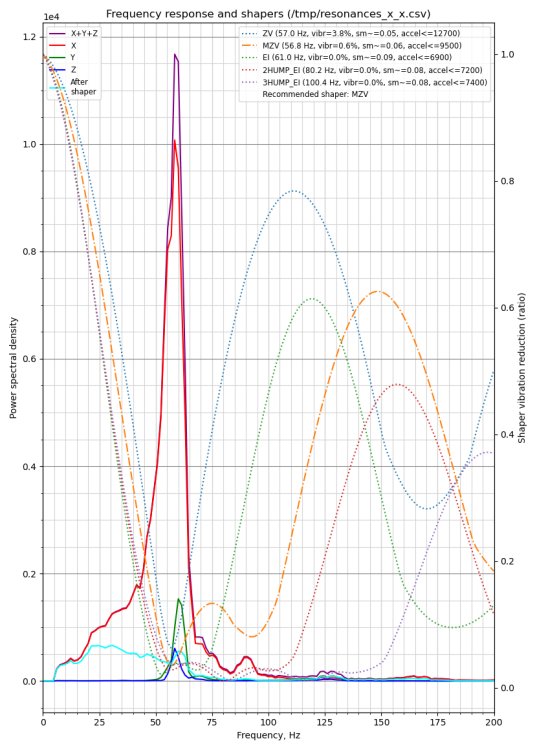
Hello, Personne n'a d'idée sur la cause de ces marques ? Apparemment c'est bien une question de paramètres car la problème n'apparaît pas avec ce même benchy et le profil 0.08mm d'Orcaslicer... avec des temps d'impression similaires J'ai finalement rooté ma machine et fait des graphiques de résonances Cela me parait correcte non ? Je ne suis pas expert
-
Bonjour, Faire gaffe aussi avec l'outil fourni pour déboucher, il m'est déjà arrivé de faire remonter un bout de PLA dans l'extrudeur en le retirant... dans ce cas, il faut démonter
-
Salut à tous, Je suis face à un problème assez étrange avec le profil 0.08mm de Creality Print 5.0 : les vibrations explosent par rapport aux profils 0.16mm et 0.20mm : Ce qui me surprend le plus c'est que c'est vraiment du ON/OFF : il n'y a pas la moindre ébauche de ces motifs lorsque j'imprime avec des couches plus épaisses. J'ai tenté plusieurs choses, sans succès : Réduire la vitesse d'impression dans le slicer par pallier jusqu'à 40mm/s imprimer depuis le menu de l'imprimante à 50% en "stable" Partir du profil 0.16mm et réduire la hauteur de couche à 0.1mm Réduire la ventilation désactiver le z hop "Au doigt mouillé" j'ai l'impression que la tension de mes courroie est correcte, de plus les tests de VFA que j'ai pu effectuer sont correctes et conforme a ce que j'ai pu voir dans des tests de la K1C J'ai vu que le root de la machine pouvait améliorer l'input shaping : est-ce selon vous une bonne piste ? Avez-vous une idée de l'origine de ce problème ? c'est un peu dommage car dans l'état, les impressions en 0.08 sont bien moins belles que les impression avec de couches plus épaisses. Merci à vous

-
Merci pour cette contribution J'en profite pour poser une petite question : avez vous testé des impressions en 0.1mm ou 0.08mm J'ai lancé quelques benchy hier à des paramètres différents et des vitesses variées, les pièces son affublées d'énormement de vibrations... Je veux bien imaginer qu'un couche plus légère soit plus sensibles aux vibrations de la machine mais la c'est presque du ON/OFF... Je suis allé jusqu'à descendre la vitesse a 40mm/s pour les coques extérieures et baisser la vitesse sur l'imprimante a 50% j'ai même tenté de baisser la ventilation mais cela n'a pas changé grand chose... Auriez vous une idée de la cause de ces vibrations ? Ça ne ressemble même pas à des VFA, les lignes sont obliques
-
Hello, En fait j'ai juste remplacé le "4" pas un 0 donc 0.009 mais je ne suis pas certain que cette valeur soit idéale... c'est pourquoi j'ai préféré ne pas la préciser. je ne sais pas vraiment ce qu'une valeur trop basse pourrait impliquer en termes de défaut... peut-être quelques trous sur des modèles présentant des défauts ?
-
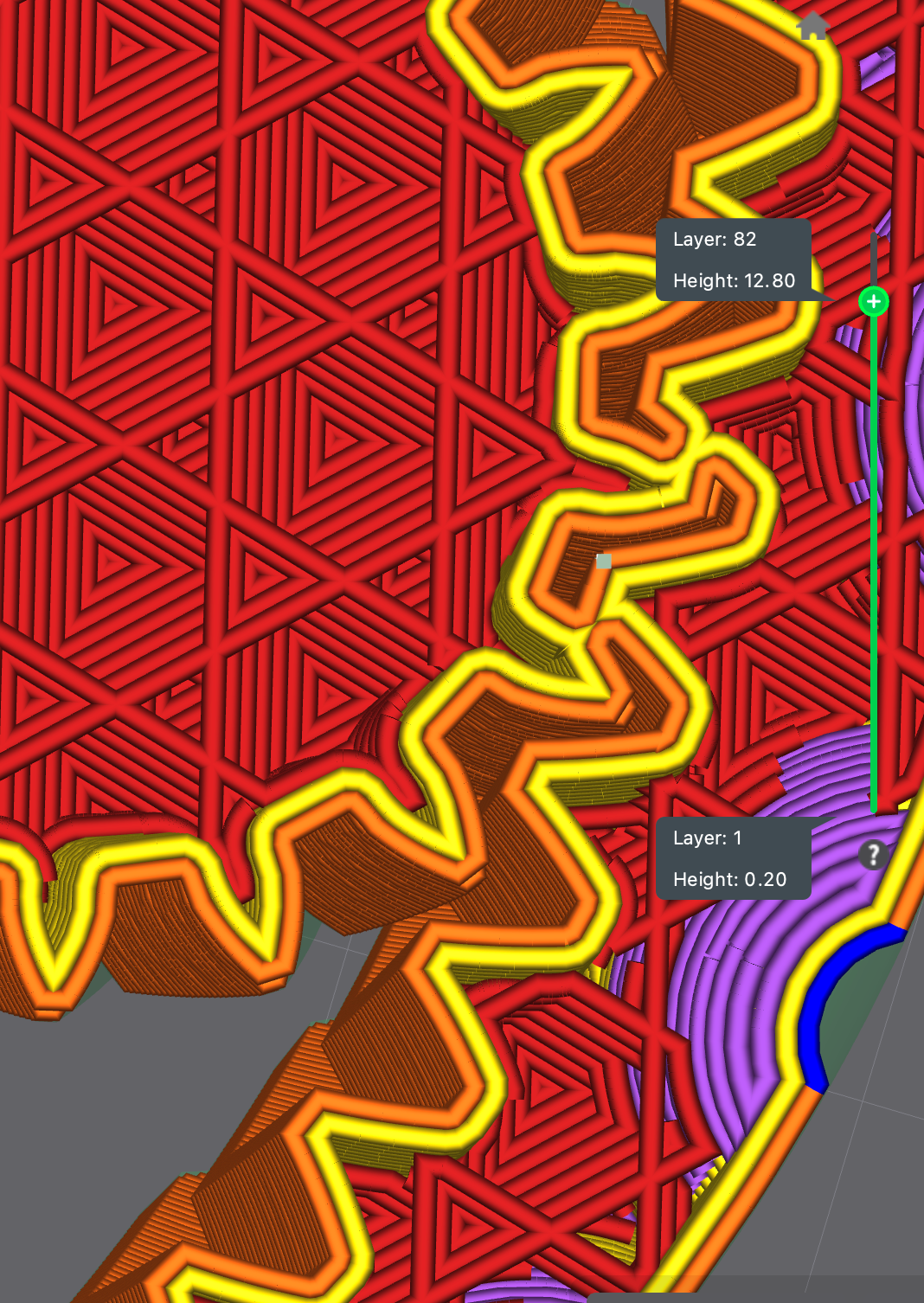
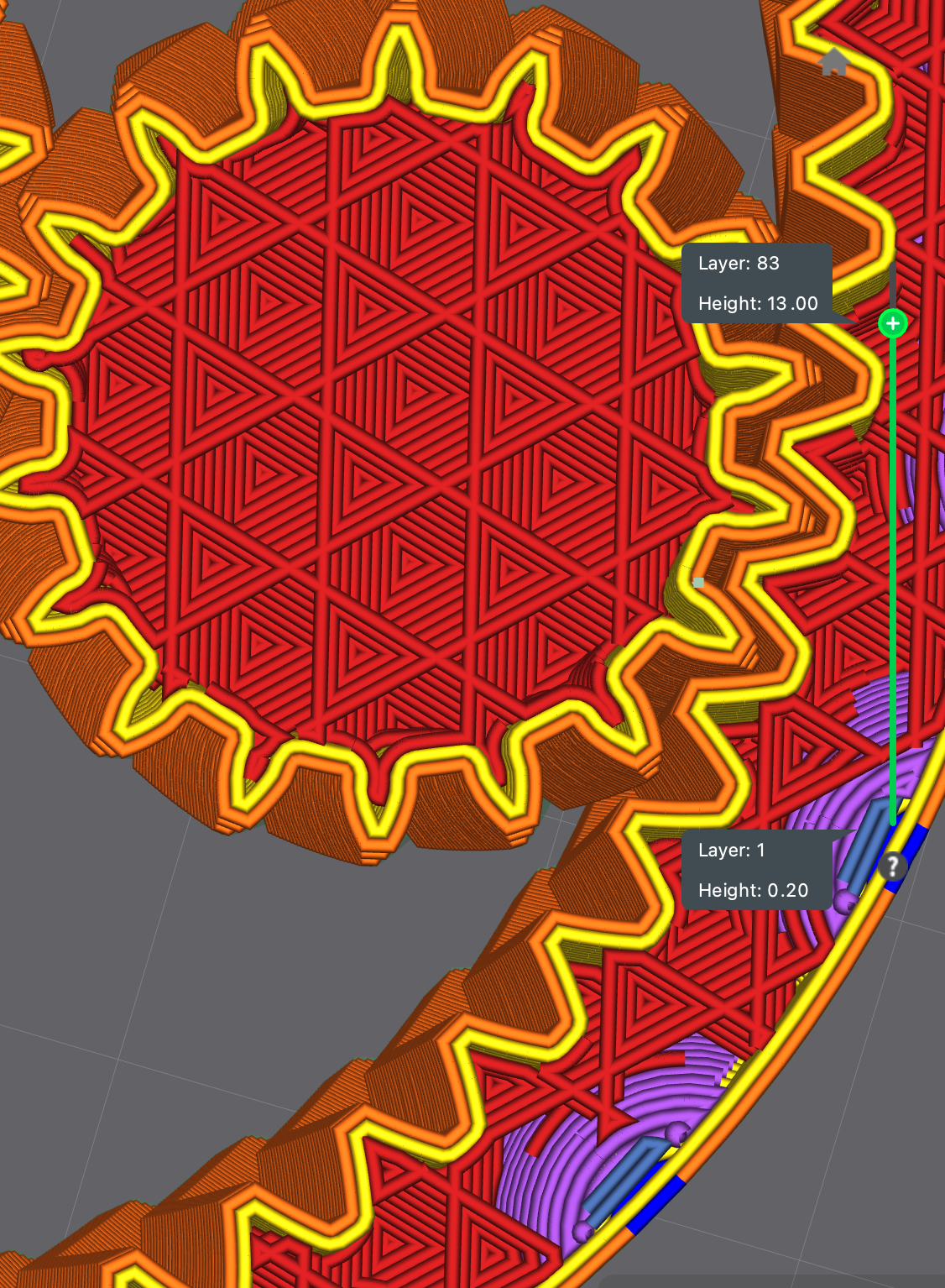
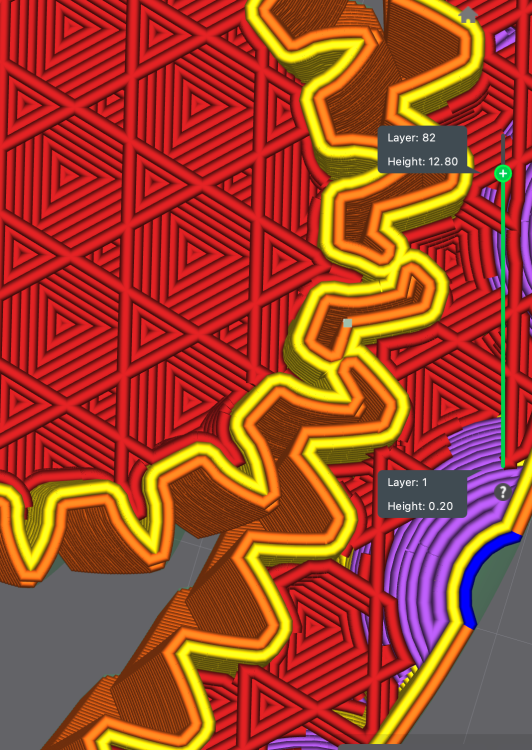
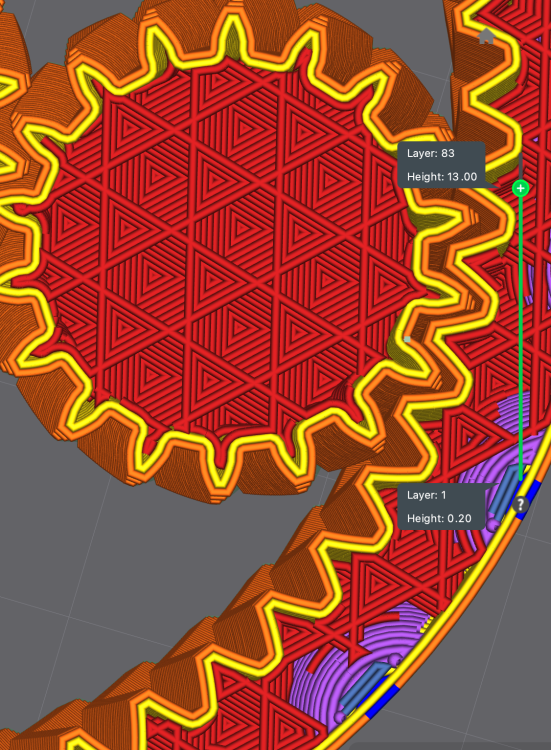
Hello, Juste pour info : J'ai fait quelques tests avec le gear spinner qui ne bougeai pas chez moi ni dans le test paru sur le site. C'est bien un problème lié aux paramètres de précision : le paramètre "slice gap closing radius" qui d'après ce que j'ai compris, comble automatiquement les "angles" inférieurs a une certaine dimension. En baissant cette valeur, ont voit bien le résultat sur la pièce : Avant : Après : Le résultat sur la pièce imprimée fut immédiat : les pièces composant ce modèles tournent et s'articulent maintenant correctement entre elles. Bonne nouvelle donc puisque l'un des reproches que l'on fait aux imprimantes de la série K1 par rapport aux banbuLab est souvent lié à la leurs précision. ce constat est donc en partie imputable aux paramètres par défaut du slicer et non aux machine en elle-mêmes.
-
Merci pour ce retour, Effectivement ces paramètres semblent être plus que similaires, il faut que j'investigue cela... Hello, Pas vraiment choqué de mon coté par la chauffe du plateau mais c'est vrai que mon seul point de comparaison est mon ancienne AflaWise u30 pro, soit une (bonne) imprimante 3D à 200€ de 2019 et avec un plateau en 24v... Pour le plateau, je me pose la question du nettoyage de la buse en l'absence de la petite pièce en haut du plateau qui permet de la grater. Il me semble avoir vu passer des vidéos indiquant que la machine vérifie sa présence au moment de la calibration mais je n'ai pas vérifié cette info. Il doit me rester un plateau PEI avec les bonnes dimensions à la maison, je peux tester si tu le souhaites Merci
-
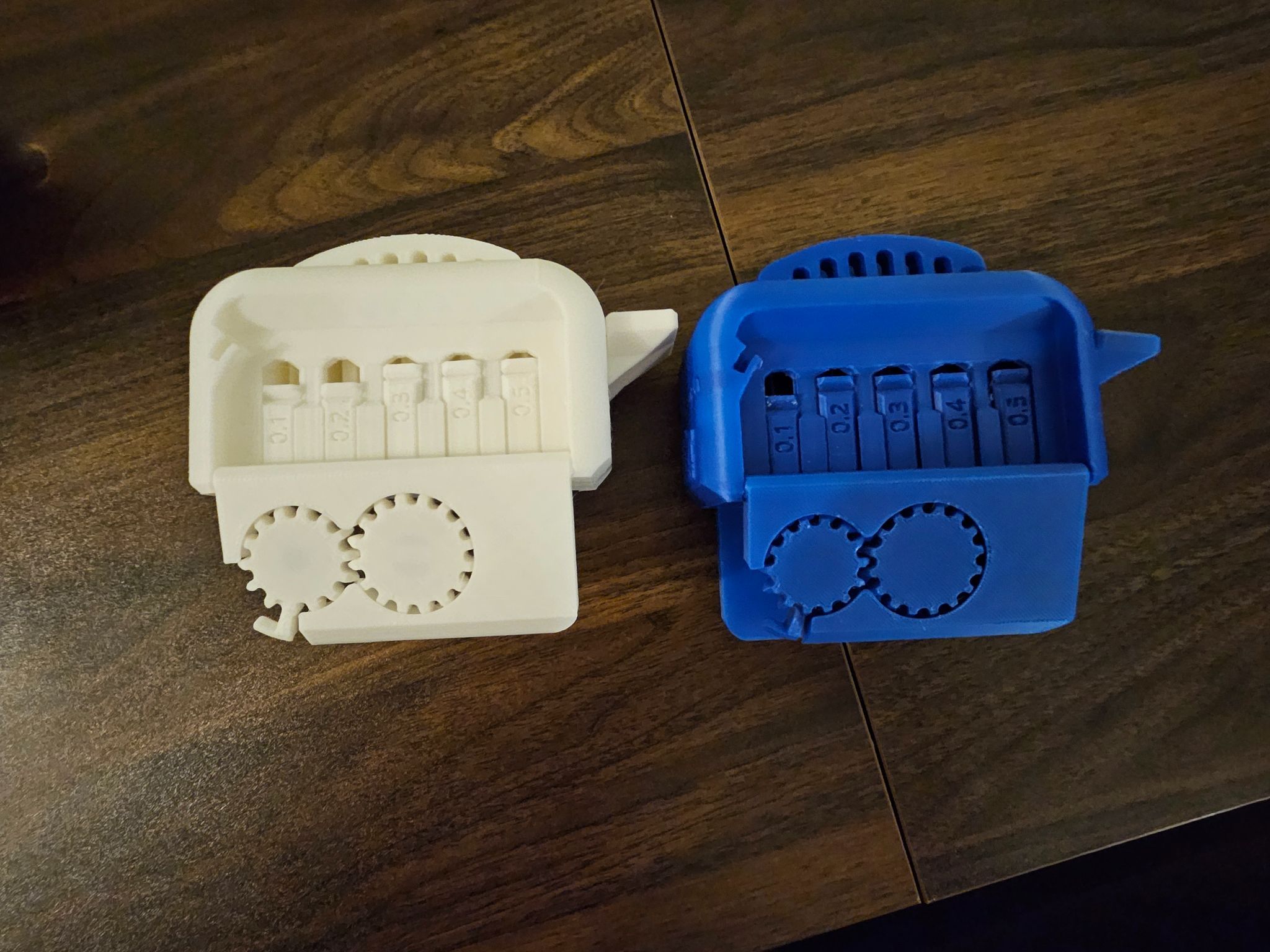
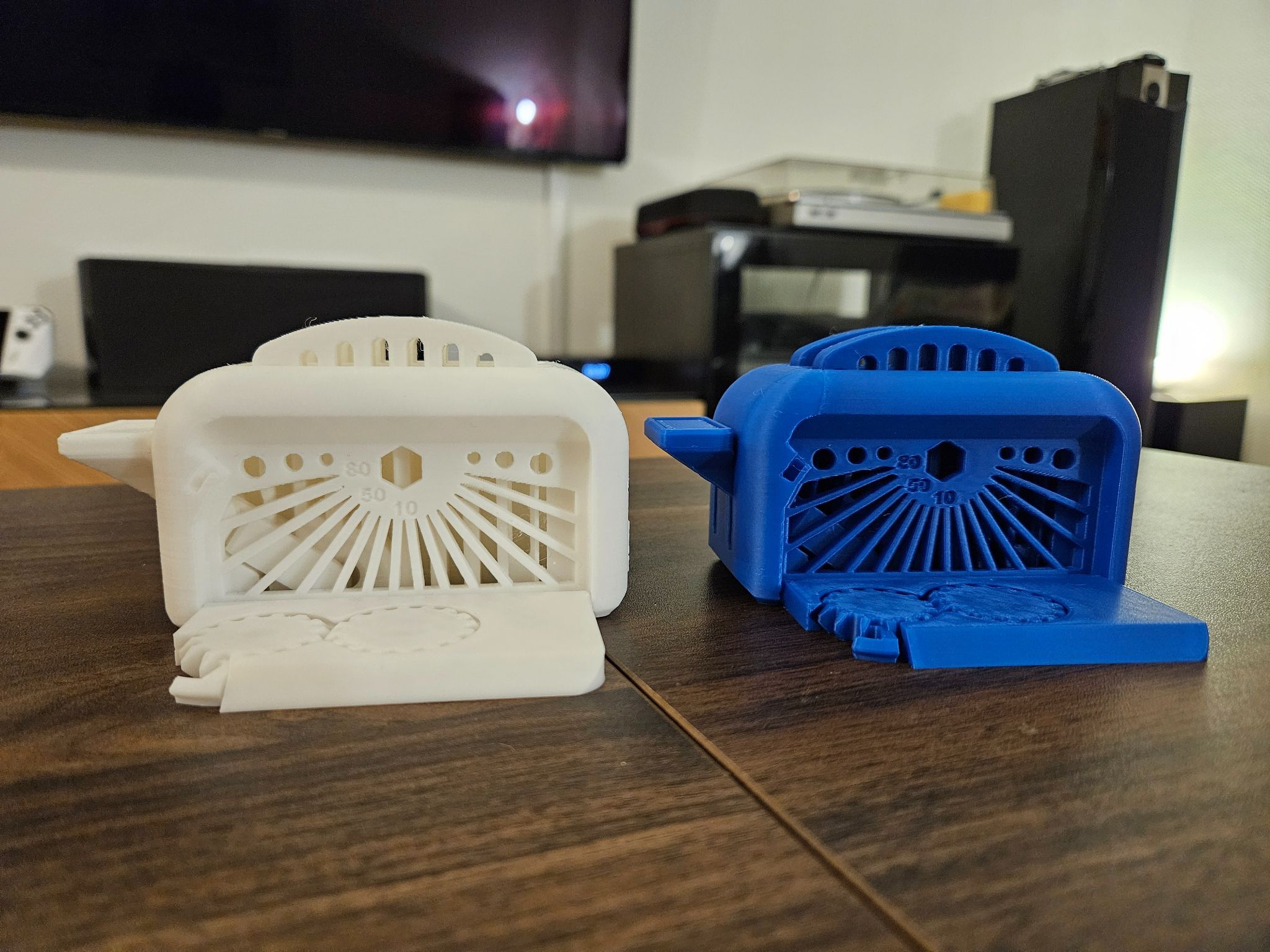
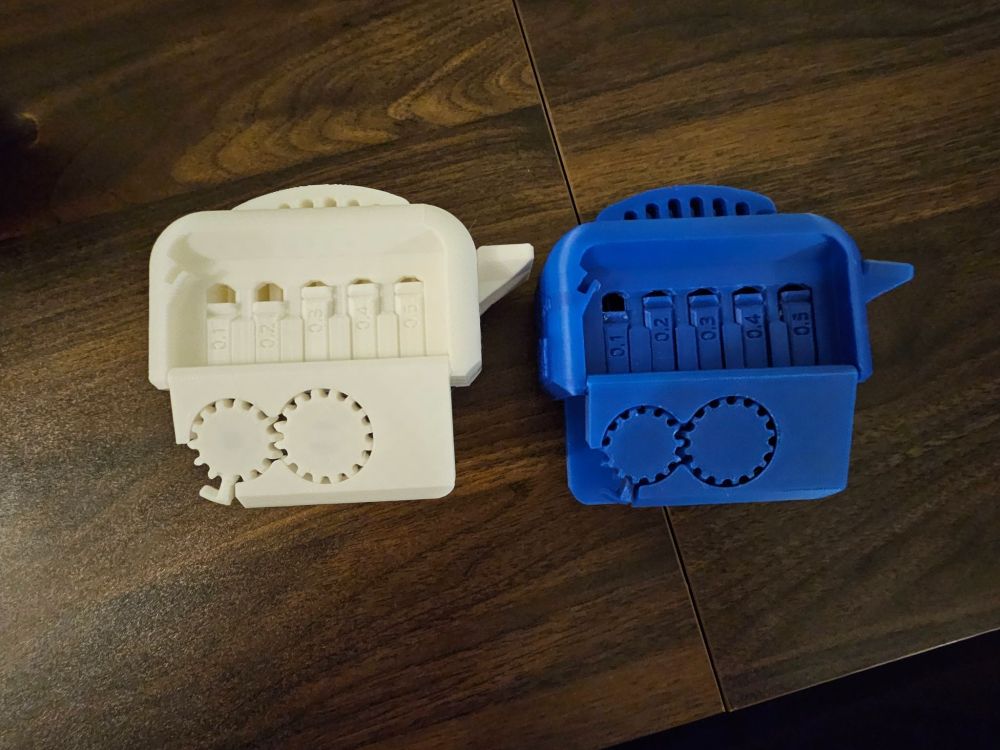
Hello, Juste pour faire un petit retour sur le paramétrage de CP 5.0 J'ai fais quelques tests et j'ai finalement augmenté la distance et la vitesse de rétraction et baissé un peu l'extrusion du filament (de 0.95 a 0.88) sur le profil hyper pla pour améliorer les tolérances et la qualité de la première couche. J'ai fini par réimprimer un toaster test avec CP 5.0 et mes nouveaux paramètres. Pour les photos suivantes le toaster blanc à été imprimé day one avec le profil par défaut hyper pla de la k1 en environ 5h45 (réel) et le toaster bleu à été imprimé avec mes nouveaux paramètres et CP 5.0 en 3h53 (réel aussi) Premier constat : je peux maintenant bouger la petite tirette en 0.2mm alors que qu'elle était figé avec les anciens paramètres (j'avais même dû forcer un peu pour débloquer le 0.3 a cause de la première couche sur le toaster blanc) J'ai également beaucoup réduit les cheveux d'anges Revers de la médaille : les écritures sont maintenant un peu moins belles... difficile de dire si c'est due à la vitesse accrue ou à une légère sous extrusion mais les intérieurs des "o" et des "p" sont un peu moins ronds avec mes nouveaux paramètres Enfin, j'ai imprimé également l'hélicoptère dont parle motard geek dans son test... bonne nouvelle : l'hélice tourne bien et la qualité est très correcte Je pense encore que mes paramètres peuvent être affinés, je ne conseil vous donc pas de les appliquer tels quels. Le handspiner gear ne nous toujours pas chez moi (mais le fichier stl fourni est un peu douteux)... J'ai vu une section "precision" dans les paramètres de CP 5.0 mais je ne sais pas exactement comment ils fonctionnent... L'avez-vous déjà manipulée ? J'ai aussi pensé à réduire l'épaisseur de couche mais je ne sais pas si cela me permettrai d'améliorer la précision, est-ce une bonne piste ? Merci





-
Hello, Merci d'avoir posté ici mon message J'ajouterai que je trouve l'interface intéressante et peut être plus conforme/ressemblante aux autres slicers que j'ai pu tester récemment Il faut juste un juste un peu de temps pour retrouver ses petits car il y a les réglages "du filament"; "de l'imprimante" et "de l'impression" sont organisés en 3 menus différents. Pour moi qui suis habitué à Cura, c'est un peu déroutant de ne pas tout avoir centralisé dans un même menu. Et petit Erratum par rapport a mon message précédent : il n'y a pas de profil 0.12mm par défaut pour la K1c
-
Pour ceux qui se poseraient à l'avenir les mêmes questions que moi à l'avenir : J'ai testé aujourd'hui la version 5.0 de CrealityPrint. Les profils HyperPLA sont par défaut bien plus rapides que ceux de CrealityPrint 4.X et plus rapide que tout les slicers que j'ai pu tester jusqu'à présent. Pour donner des exemples avec un Benchy en 0.2mm : Creality 4.X annonçait 55' avec le profil hyperPLA et K1C de base avec l'option "Sudden Flow speed gradient" Creality 4.X annonçait 39' et 40' avec respectivement le profil hyperPLA de la K1 et le profil hyperPLA de la K1C sans l'option "Sudden Flow speed gradient" (conforme au temps réel d'impression) PrusaSlicer annonce 35' avec le profil de KaminoKGY OrcaSlicer avec le profil de le K1c et filament "rapide" annonce 42' (conforme au temps réel d'impression) Creality 5.0 avec le profil hyperPLA et K1C de base annonce 26' (conforme au temps réel d'impression) Je ne vois pas de différence notable de qualité entre ce Benchy en 26' et les autres imprimés en ± 40'. C'est donc plutôt une bonne nouvelle en matière d'optimisation. La qualité reste bien meilleure que le Benchy en 17' fourni dans le firmware de la machine. Par curiosité, j'ai fait une simulation en demandant à CP 5.0 des couches de 0.3mm et en réduisant le remplissage de 15% à 5%, Creality annonce alors 19'... On se rapproche donc des 17' du Benchy optimisé fourni de base dans la mémoire de la machine... Avec ce même profil, Le ToasterTest est annoncé en 3h45 contre 5h40 dans le test de Motard Geek, c'est tout de même 1,5x plus rapide. Reste que les modifications manuelles de vitesse d'impression des CP 5.0 n'impactent toujours pas le temps d'impression estimé, même en augmentant le débit d'extrusion dans les paramètres du filament mais bon... Je suis déjà satisfait de ce profil "rapide" Autre bonne nouvelle, CP 5.0 propose dorénavant plus de profils de qualité que les anciennes versions du logiciel, de mémoire il y a du 0.08 , 0.12, 0.16, 0,2 et 0,24mm de base Il me reste à tester les profils "qualité" pour voir si ces nouveaux profils ont une influence sur la précision/les tolérance des impressions... N'hésitez pas à tester vous aussi et à faire vos retours
-
Petit Up ! J'ai découvert qu'en désactivant l'option "Sudden Flow speed gradient" dans les paramètres "material" le temps d'impression revenait a des valeurs comparables au profils de la K1 (la case n'est pas cochée pour les profils hyperPLA de cette dernière) Savez-vous à quoi sert cette option et ce qu'elle est susceptible de changer sur les impressions ? De même, je souhaiterai affiner la précision / les tolérance : J'ai fait quelque tests et les pièces mobiles se soudent lorsque le jeu est < 0,3 mm. J'ai tenté de réduire la largeur de couche de 0,42mm à 0,40mm puis 0,38 mm mais ce n'à pas changé grand chose. Avez-vous des conseils à fournir pour améliorer ce point ? En dehors de cela je suis assez content de cette K1C. J'ai eu une sorte de bizarrerie avec des "vibrations" sur le Benchy en 17' qui n'étain pas présente le premier jour mais un ré-étalonnage de la machine semple voir réglé le souci.
-
Adventurer 5m pro ou Adventurer 5m + caisson maison ?
QTB21 en réponse au topic de QTB21 dans FlashForge
Bonjour à tous ; J'ai finalement revendu mon ensemble U30 pro + caisson et pris à la place une Creality K1c : L'annonce du CFS (AMS Creality) à fini de me convaincre. Pour avoir fait quelques recherches, le dossier important si l'on souhaite enfermer une imprimante si rapide, c'est la ventilation auxiliaire latérale mais il ne doit pas être impossible de bricoler quelques chose. A bientôt -
Hello Pour répondre à kaillou38, J'ai reçu ma K1C vendredi et testé avec une très vielle bobine (ouverte depuis 4 ans) sans souci majeur avec le profil TPU de base de Creality print... En parlant de Profils, Je trouve qu'il y a quelques incohérences avec ceux fournis de base sur Creality Print. J'ai pris l'exemple du Toaster que Motard Geek à imprimé en 5h40. Avec le profil HyperPLA pour la K1C, Creality Print annonce un peu plus de 9h d'impression en 0.2mm alors que les temps d'impression annoncés avec le profil K1c-HyperPLA carbone et avec le profil K1-HyperPLA sont bien d'environ 5h40... Je trouve aussi que la première couche est un peu sur-extrudée avec le profil de base. J'ai pu comparer avec les profils Prusaslicer pour la série K1 de KaminoKGY, c'est bien plus propre à ce niveau (mais il y davantage de cheveux d'anges de base). Pour les utilisateurs de K1 ou K1C : avez vous pu affiner un peu les profils CrealityPrint fournis par le constructeur ? Avez-vous également testé de faire un profil avec Cura ? C'est encore le Slicer que je connais le mieux Merci à vous
-
Hello Petite question bête, j'envisage de remplacer ma Alfawise U30 pro qui commence à prendre de l'âge par un modèle si possible core XY. Je n'ai pas de religion concernant les marques mais j'ai entendu pas mal de bien des modèles Adventurer 5m et 5m pro. Je suis également tombé sur le comparo du site (Qui parle notamment de petites options supplémentaires comme la caméra et l'arrêt automatique) mais j'ai l'impression que la différence majeure entre ces machines se situe dans le fait que le modèle pro dispose d'un caisson fermé. Hors, je m'étais déjà concocté un caisson sur base de tables Ikea Lack : Dans le détail : j'avais soigné a l'époque les 3 parois fixes avec des plaques en verre jointées par du silicone, J'ai une plaque en plexi qui me sert de porte (avec un peu de jour au niveau de charnières), un rhéobus qui me permet de contrôler la vitesse des 2 ventilateurs Coolermaster de 120mm, imprimé des obturateurs qui me permettent d'occulter les ventilateurs lorsque j'imprime de l'ABS. Bref, le caisson est a peu près hermétique à l'exception de la porte et du perçage permettant de faire passer le fil depuis l'extérieur du caisson. J'en viens enfin à ma question : Est-il préférable pour imprimer des matériaux difficiles de partir sur une 5m pro avec son caisson intégré ou pourrais-je obtenir d'aussi bons résultats avec la 5m dans mon caisson homemade ? Merci à vous
-
Problématique Ender 3v2
QTB21 en réponse au topic de Partage2014 dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, As-tu vérifié que ta nouvelle sonde était bien en contact avec ton bloc de chauffe ? cela donne l'impression d'une trop grande fluidité du filament et donc d'une température trop élevée. peut être qu'a partir d'une certaine hauteur, ta sonde n'est plus en contact avec le bloc ce qui faussera le thermorégulation de ta buse ? As-tu un moyen (sonde haute température pour la cuisine/thermomètre laser...) de contrôler la température de ta buse pendant une impression (si jamais ta nouvelle sonde est défectueuse) ? -
Mon imprimante FDM ayant bientôt 3 ans et 1200h , je me suis dit qu'il serai souhaitable de lui octroyer un petite révision Ayant parfois quelques difficultés lors des assemblages (particulièrement pour les visses et filetages) j'ai voulu vérifier le calibrage des mes axes avec un cube xyz. je n'avais jamais touché au réglage des steps puisque celui-ci n'est pas accessible via les menus de l'écran de ma machine (je dois modifier la valeur dans mon Marlin depuis un PC branché en USB). Pour mon premier cube imprimé en petg (ma bobine actuelle) à 100% je suis parfait en X et Y : entre 19,97 mm et 20,03 mm sur les 2 axes en fonction de la pression exercé sur le pied à coulisse. Sur l'axe Z, c'est par contre un peu court : environ 19,85 à 19,90 mm... à 0,10 à à 0,15mm d'erreur, je n'étais pas certain que je n'observai pas ici un simple leveling du plateau mal ajusté (je n'ai pas de BL touch), j'ai donc décidé d'imprimer un nouveau cube mais cette fois-ci à une échelle de 200% et avec une couche initiale de 0,1 mm : Le résultat est toujours très correct sur les axes X et Y : environ 39,95 mm sur ces 2 axes (sans doutes dans l'incertitude de la mesure/la marge d'erreur de mon pied à coulisse). Par contre, malgré un réglage du plateau plu lâche, je mesure mon cube en Z à environ 39,60 mm. Pour info : ces impression ont été imprimées en PETG, avec des couches de 0,1 mm, buse à 235°C, plateau à 70°C, avec 7mm de rétraction à 35mm/s, pour une vitesse de 50mm/s et un remplissage à 20%. Ma bobine de PETG est un peu vielle et à sans doute pris un peu d'humidité. J'ai également un très léger phénomène de pied l'éléphant, d'environ + 0,1mm sur ma première couche par rapport au reste de ma pièce. Si mes mesures sont bonnes, ce la donne : une erreur < 0,2 % en X et Y : pour mois c'est parfait une erreur d'environ 1% sur l'axe Z : qui me paraît plus problématique. Je n'ai pas vraiment trouvé de topic traitant des tolérance acceptables ou non pour le calibrage des axes et l'interprétation d'un cube. Cette différence de 1% en Z vous parait-elle acceptable ? Cela peut-il être dû au filament lui même ? Est-il préférable de modifier en conséquence mes steps ou de vérifier plus en détail la "bonne intégrité" physique de ma machine ( perpendicularité des profilés, état de la tige fileté, des roues..ect) ? Merci beaucoup
-
[Alfawise U30 Pro] Topic officiel généraliste
QTB21 en réponse au topic de Bosco2509 dans Alfawise / Longer3D
J'ai changé tous ceux de la mienne en même temps avec les modèles cités précédemment dans le topic (Sunon) Effectivement belle différence au niveau des nuisances sonores. -
[Alfawise U30 Pro] Topic officiel généraliste
QTB21 en réponse au topic de Bosco2509 dans Alfawise / Longer3D
Bonjour à tous. Je suis toujours autant satisfait de ma petite u30 pro mais je cherche toujours à améliorer mes résultats. J'ai parfois des petites irrégularités sur certaines parroies lisses et j'imagine qu'il s'agit surtout de problèmes de paramétrage cura. J'ai également testé l'ABS : beau rendu, aucun problème de warping (je me suis construit un caisson) mais je trouve l' adhésion entre les couches moins bonnes qu'avec du PLA (pièces finalement plus fragile) Je pense qu'il serais intéressant de partager nos profils cura, et les améliorations que nous avons chacuns constaté avec nos ajustements. Avez-vous des suggestions à nous apporter ? Merci -
Merci pour vos réponse J'ai finalement changé uniquement le bloc de chauffe et plus de soucis. (en même temps je ne pouvais m'en prendre qu'à moi même, si je n'avais pas serré ma buse comme un bourin...) Merci quand même pour le tuyau, je suis content de constater que l'on peut changer facilement tout la partie extrusion. Tu as remarqué une quelconque différence de qualité d'impression depuis ce changement ?
-
Décollement/décalage entre les couches au niveau des parties "saillantes" (U30 PRO)
QTB21 en réponse au topic de QTB21 dans Alfawise / Longer3D
Bon, Même si mon post n'a pas déchaîné les foules, je pense avoir trouvé la solution à mon problème, si jamais quelqu'un y est confronté à l'avenir : J'avais du jeu sur la fixation de la barre d'aluminium qui soutien l'extrudeur. J'ai à présent des impressions bien lisses -
Décollement/décalage entre les couches au niveau des parties "saillantes" (U30 PRO)
QTB21 en réponse au topic de QTB21 dans Alfawise / Longer3D
Personne n'a vu ce cas ? J'ais recendu l'axe des z dans le coupleur et mis le Flow à 95%, il y a un mieux mais rien de parfait -
d'accord, merci pour ta réponse Effectivement je n'ai pas trouvé sur Amazon de kit MK8 avec nos heatbreak. j'ai donc commandé un autre kit avec les blocs de chauffe MK8, il y à aussi des heatbreak que je pourrais pas utiliser mais bon, au moins ce seras livré en fin de semaine. je ne comprend pas trop au passage ce qui peu justifier de changer le heatbreak, c'est un consommable ? L'achat d'un kit MK10 à la place d'un MK8 complet (avec le radiateur) a-t-il un intéret en terme de qualité d'impression ? merci encore
-
Bonjour, J'ai malheureusement foiré le filetage de mon bloc de chauffe sur mon alfawise U30 PRO je cherche donc à le remplacer mais j'ai tout de même un doute sur ce qui peux se monter sur ma machine : j'ai souvent entendu que les imprimantes Alfawise étais équipées de d'extrudeurs de type MK8 (ou pseudo-MK8) mais j'ai quand même un doute car j'ai l'impression qu'il y a d’origine des caractéristiques communes aux deux types d'extrudeur : Voila ce que je trouve sur Amazon : KIt MK8 : Le bloc de chauffe en lui même à l'air identique à celui d’origine ici, il fais bien 10mm d'épaisseur mais le heatbreak et les buses sont différents de ceux d’origine (buse plus petite et heatbreak fileté sur toute la longueur. Kit MK10 I Ici, le bloc de chauffe est plus épais que d'origine (13mm vs 10), il y à des perçages en plus dans le bloc d'aluminium mais le heatbreak et la buse ressemble d'avantage à ceux d'origine Ma question est donc simple : Peut-ont monter ces deux types de bloc chauffant sur nos Alfawise ? Si oui, un bloc plus épais produiras-t-il de meilleurs performances ? Merci beaucoup


-
+1 je suis également très intéressé