Eclipse
-
Compteur de contenus
70 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Eclipse
-
J'avais le même problème sur ma X1, impossible de faire une pause car ensuite l'extrudeur fait systématiquement du surplace, en tremblant un peu, un peu comme si une vis avait lâchée. Puis par hasard j'ai flashé le firmware de l'écran avec celui de molise et ce problème a disparu. Je vois pas trop pourquoi dans la mesure ou j'imprime via octoprint
-
Merci beaucoup Magounet, je ferai un retour du plug Arc welder pour ceux que ça intéresse
-
Je veux bien ton firmware 2.0.8 pour la X1 Je dois rajouter le wagster mode et c'est good? Celui que j'ai était basé sur un fichier d'exemple de la 2.0.5, mais apparemment il faut la 2.0.6 a minima pour l'arc welder
-
Je crois que j'était un fichier d'exemple de marlin, ça remonte à loin. Actuellement la qualité d'impression est très satisfaisante, peut être un peu de ringing à diminuer, j'aimerai tenter le plug d'arc welder mais il faut une version supérieur a 2.0.5, est ce que le tient est adaptable pour la X1? J'ai un 3D touch (wagster mode) avec le capteur de filament déporter sur le rpi, et des tmc2209 Klipper propose une solution alléchante avec un accéléromètre mais à vrai dire j'ai un peu la flemme de switcher à quelque chose de radicalement nouveau alors qu'il y a pas mal de gros print en file d'attente. Mais c'est vers quoi je pense me diriger, plutôt la case 32bit
-
C'est exactement ce a quoi j'ai pensé, que cura ou im découpe les courbes en petite ligne droite, quand prusa utilise une extrapolation. Cela expliquerai le rendu ainsi que la taille du fichier différente. Je vérifierai les gcodes ce soir, et le réglage résolution. J'imprime via octoprint, et le plug in Arcwelder a l'air super interressant ! merci pour le partage Effectivement les slices sont différents, surtout quand on sais que des moves linéaires sont utilisés pour des courbes quand il existe une commande dédié (G2) Le firmware c'est celui de base (2.0.5.2) auquel j'ai ajouté le bltouch, activer le babysteps et des bricoles je crois. Je vais me renseigner sur les s-curves, mais ce qui est sur c'est que le gcode generé par prusa est plus compact et exempt de bug, dans mon cas
-
C'est ce que je trouve bizarre, un tel problème ne passerai pas inaperçu. J'ai même essayé de réinstaller les 2 softs. Est ce que cela viendrais d'une incompatibilité avec le firmware de la X1 ? je comprends pas non plus la grosse différence de taille entre les gcodes comparé a prusaslicer Un exemple de stl: https://drive.google.com/file/d/1-LeF9xN2Ye29drYpK63L2Sgfbw9t14nC/view?usp=sharing
-
Bonjour à tous, Merci pour les réponses. Un soucis sur ma X1 m'a retarder dans la recherche d'une solution. Le problème a été trouvé: cela viens du gcode généré par ideamker. Sur les grands prints, à partir de 15cm de haut, d'un coup, plus on s'approches des limites en X et Y, plus l'extrusion s'accellere ou se réduit alternativement juste avant d'arriver autour des angles de la pièce. Je l'ai constater visuellement avec la roue de l'extrudeur qui s'accélère ou se ralenti brièvement. Autre soucis, les parties arrondies ne sont pas belles, arrivé à 25cm de hauteur les couches ne semblent pas bien alignées, et la buse semble frotter sur les couches précédentes, alors que c'est ok sur les lignes. J'ai testé les réglages dans tous les sens, sans succès. En revanche les pièces moyennes n'ont aucun problème. J'ai donc testé avec cura, mais il y a un autre problème sur les partie arrondies de la pièce: le mouvement devient saccadé et cela créer des artefacts bien visibles. Testé avec plusieurs profile dont celui fourni par cura pour la X1, a vitesse lente ou rapide, ou en diminuant l'accélération J'ai enfin testé avec prusaslicer, avec exactement les même réglages qu'ideamaker. Non seulement le problème a disparue complètement, mais overall la qualité d'impression est au dessus. Les fichiers gcode sont bien moins volumineux: 70Mo, contre 170 pour cura et ideamaker, et le tranchage est logiquement plus rapide (plusieurs minute pour ideamaker vs 30s pour prusa) Les 3 logiciels sont pourtant bien à jour, et c'est vraiment étonnant que les résultats se dégradent pour cura et ideamaker lorsque la pièce se rapproche des limites de la taille d'impression. Me reste plus qu'a me familiariser avec prusaslicer La piece fait 35cm de haut. Prusaslicer (en cours) Cura: Ideamaker:


-
Merci Margounet Finalement j'ai laissé les 2209 et j'ai limité la vitesse max sur Z. A vitesse normal ou en impression ça reste plus silencieux que les 2100.
-
Hello, Les vref ont été vérifiées, elles sont corrects. Et ça ne change rien si elles sont en dessous ou dessus de la normal. En remettant les TMC2100, le grincement sur le Z disparait, ce qui exclue a priori un problème mécanique. J'ai intervertis les tmc2209 entre eux, pour être sur qu'un driver n'est pas défaillant. J'ai également essayer d'enlever un des 2 à tour de rôle, le problème disparait. C'est comme si les 2 moteur ne tournait pas à la même vitesse avec les 2209, je comprends pas trop Est ce que je peux laisser le firmware modifié pour les 2209, avec une config hybride 2209 - 2100 pour les Z ? (il y a un réglage des inversions du sens de rotation dans le TFT)
-
Merci Margounet je vais tester en faisant varié la tensionC Cequi est bizzare c'est que c'est que cela semble etre le meme moteur en tous cas la mm taille (on voit pas la ref car caché) que le X qui lui est completement silencieux avec la même tension Les 2209 donne l'impression d'avoir graissé tous les roulements je regrette pas le changement. Et ca sura surement encore un peu + benefique lorsque je passerai la X1 sous klipper
-
Hello, j'ai installé les 2209 et flasher le FW, tout semble ok sauf un bruit de fonctionnement des moteurs en Z anormale lorsque sollicité à "haute vitesse", qui n'est pas présent avec les TMC2100 En cours d'impression, cela ne s'entend pas étant donné la faible course sur le Z, c'est d'ailleurs impressionnant de silence et fluidité comparativement aux drivers d'origines qui n'étaient pourtant déja pas trés bruyants. Est ce que le problème pourrait venir du reglages des vref? Les moteurs restent tièdes apres une impression donc je doute un survoltage, peut être un sous voltage mais il reste au dessus de celui par defaut pour les TMC2100 Si vous avez une idée merci !
-
Merci c'est commandé! Je vais préparer le firmware en attendant
-
Merci Magounet pour confirmation Je voudrais les remplacer mais je ne trouve pas les TMC2100 en livraison rapide, j'ai vu qu'on pouvait mettre des TMC2209 a la place mais quelle version? J'ai trouvé ça TMC2209 V3.1 Mode UART Domilay 5 Pièces Séries Tmc2209 V3.0 TMC2209 V2.0 Kingprint TMC2209 V1.2 Il y a donc les version 3.1, 3, 2 et 1.2. Et j'imagine qu'il faut remplacer les 5 et mettre à jour le firmware?
-
Problème trouvé, il s'agit d'un disfonctionnement du driver correspondant
-
Bonjour à tous, Suite à un problème sur l'imprimante j'ai du démonté et remonter la CM, ainsi que l'extrudeur Tout fonctionne normalement sauf sur l'extrusion: le moteur tourne uniquement dans un sens quelque sois la commande envoyée et fais sortir systématiquement le filament. La vitesse et la quantité est correct par contre S'agit il d'un problème de branchement? avec une inversion de branchement, on aurait eu une inversion du sens d'extrusion non? Je ne trouve pas de schéma sur les connexions de la CM de la X1 Merci Edit: Nappes changées, sans changement Schema de la carte trouvée dans le forum: Apparemment, E1 motor est concerné?
-
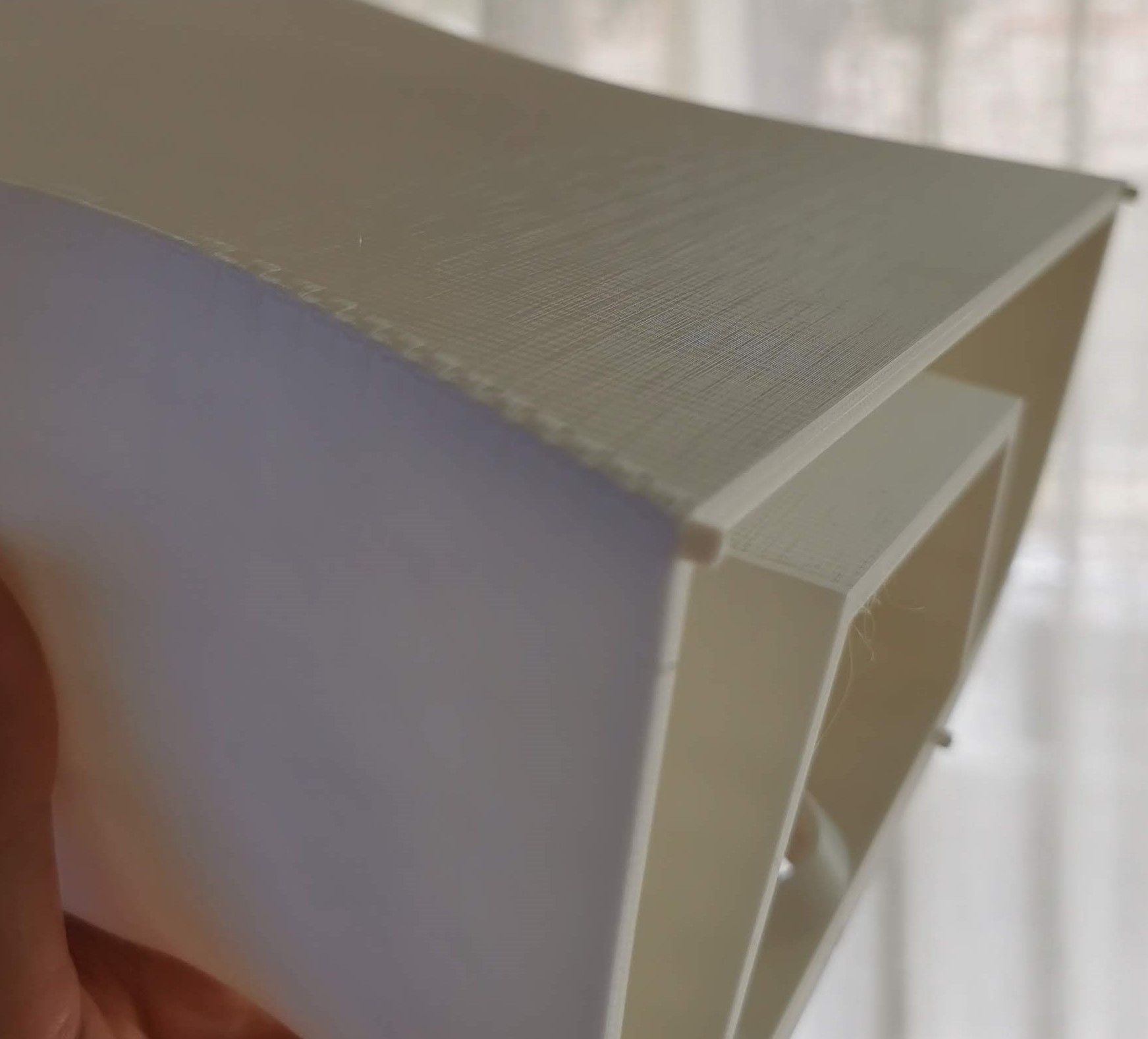
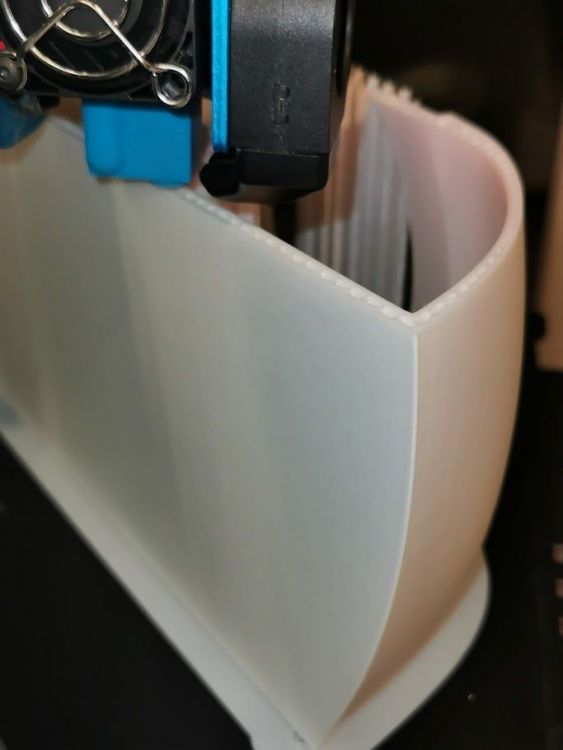
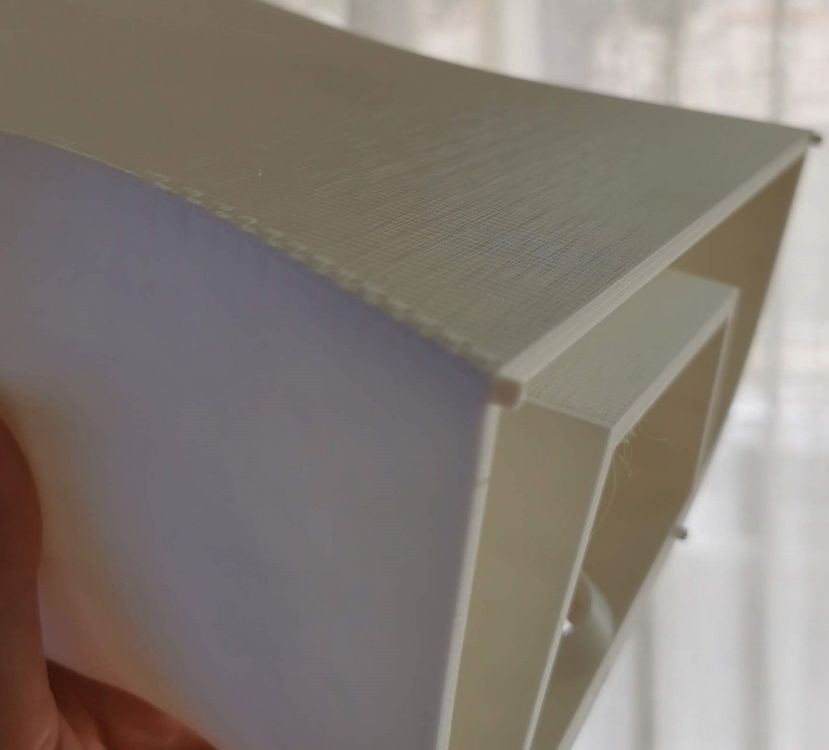
Bonjour à tous, Je rencontre un problème d'impression que je n'arrive pas à identifier. Les photos parlent d'elles même, quelques infos supplémentaires: Cela arrive progressivement à partir d'une hauteur de 10cm, la pièce en fait 20 de haut Uniquement sur la partie extérieur gauche, intérieur droit, par rapport a l'orientation de la pièce sur le plateau Comme on le vois sur la 1ere photo, les autre éléments internes sont parfaits. Ce qui selon moi exclu un problème de vibration, voir mécanique. La pièce est imprimé en pla à 100mm/s pour quasi tout, il n y a que le remplissage et les support a 80mm/s. Les parois sont à 3 couches (1.2mm), remplissage 15% J'ai inspecté le tranchage et rien d'anormal, il y a eu de plus grosses pièces imprimées sans problème précedemment mais avant celle ci le firmware tft et octoprint ont été mis à jour, ça ne peux pas venir de la qd mm? Et d'autres bricoles modifiés aussi comme le motif de remplissage et la hauteur de couche Merci de votre aide et bon dimanche



-
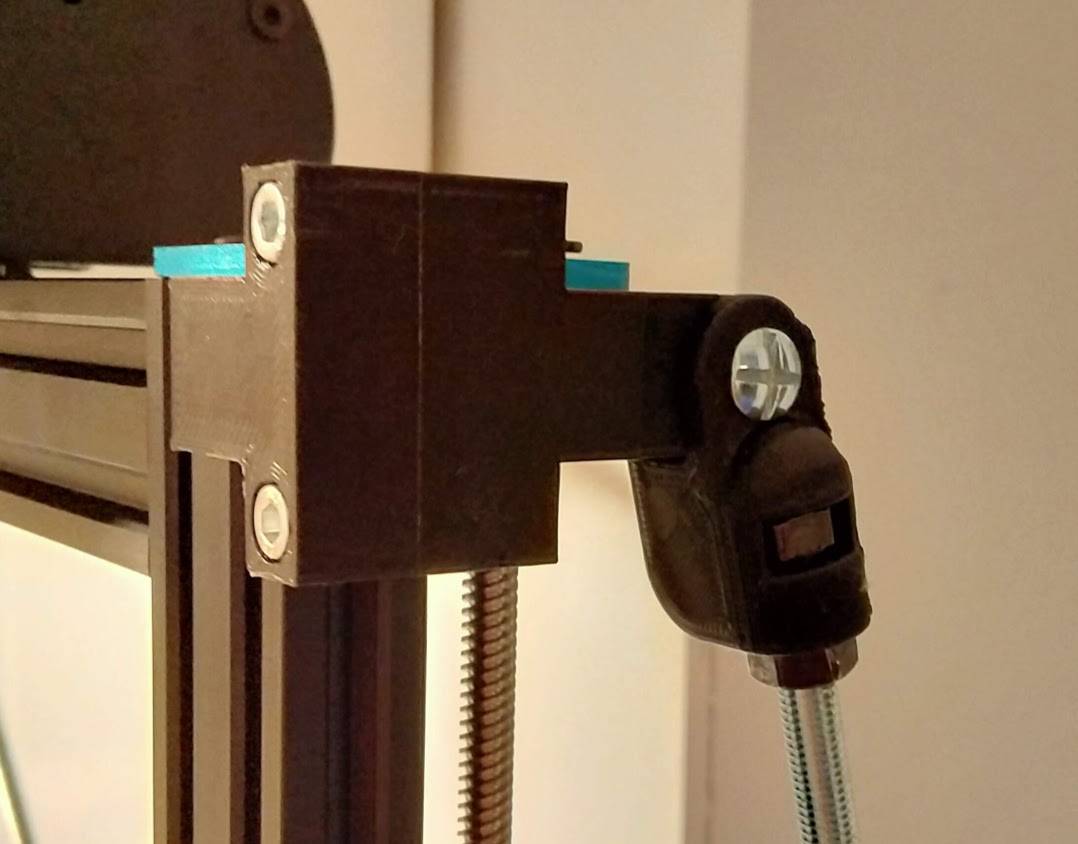
Salut, le support fonctionne bien, cependant j'ai fait une V2 avec le capteur plus proche de la buse. Si tu me laisses quelques jours je metterai les STL à jour. Pour celui ci il faut définir sa position en X et Y par rapport a la buse avec ces commandes: M851 X33 Y- 30 M500 Normalement la hauteur est ok pour le capteur geeteck (il y a quelques mm de marge)
-
Avec quelle vitesse de déplacement? En passant de 200 a 140 il ne semble plus y avoir le soucis, pour une impression réelle à 100mm (soit 200 sur Cura, qui divise par 2). Par contre j'ai l'impression que la qualité a diminuée (alors qu'auparavant il n y avait quasi pas de différence entre une impression lente et rapide). De toute façon 1 kilo en plus sur le plateau c'est pas négligeable, je vais relancer l'impression d'une pièce de 1 kilo
-
La partie supérieure fait 430g, et celle adhérente me paraissait tout aussi lourde (et clairement plus que l'ancienne version). Les décalages semblent se produire à partir de 200g imprimé. Je n'avais pas ce soucis avant l'installation du ziflex. Je vais essayer de diminuer la vitesse, si c'est le poids ce critere joue forcement non?
-
J'ai le même soucis, décalage sur l'axe des Y, toujours dans le même sens (vers le fond) et sur des pièces volumineuses. Pas de point dur ni de courroie détendue J'ai ajouté un ziflex qui me semble assez lourd. Si c'est le moteur qui galère, je choisit un plus puissant avec les mêmes step et je le change simplement?
-
Pour ma part je mettrais octoprint dans le top list, bien que ce soit plutôt pour contrôler son imprimante surtout, surveiller, et à distance. Pour le trancheur, j'ai utilisé d'abord Cura, puis Prusa Slicer, puis Ideamaker. Franchement, je ne trouve pas que l'un soit plus compliquer qu'un autre. Y a juste plus ou de moins de réglage-option, souvent différent entre chaque, qu'on est pas obliger de toucher et une fois configurer y a rien a faire. Du coup ma préférence va maintenant nettement à Ideamaker, du fait de la possibilité de pouvoir modifier les supports, ainsi que renforcer certaines parties, c'est juste un must et pas vraiment compliqué à utiliser. Son seul point négatif, c'est qu'il n'est pas connecté a octoprint pour les envois des gcode. Peut être voir du coté des watched folder pour ça. Enfin concernant freecad, c'est pas super intuitif, mais d'un autre coté assez simple quand on a compris les trucs de bases. Ca permet de faire des trucs précis assez rapidement. J'arrive maintenant à sortir des mécanisme en quelques dizaine de minutes pour les envoyer directement à l'impression. Le seul reproche que je lui ferai, c'est qu'il est assez buggé, le plus gros étant sur la modification d'une pièce, qu'on doit souvent la refaire de 0. Apres je ne suis pas un power user de ce soft, et une fois les bug connu, on fait avec (0.18 ou 0.19)
-
Tout sur l'Artillery Sidewinder X1
Eclipse en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Je conseil celui de geetech, testé et approuvé pour 12€ livré rapidement d'Allemagne: https://fr.aliexpress.com/item/32722934550.html?spm=a2g0s.9042311.0.0.51146c37IqsBOK Attention juste aux supports car les cables sortent un peu plus haut que le bltouch Concernant la précision, pas possible de voir la différence à l'oeil nu: https://www.youtube.com/watch?v=dGQgBs12HXo&t=743s -
Le plateau est concave chez moi aussi. Une solution est de flasher un firmware avec un bed leveling manuel ou avec capteur si tu es motivé a en installé (pas super nécessaire) Il y a quelques liens de firmware sur le site docarti.fr
-
Voici les fichiers, il y a 2 pièces par attache a imprimer et 2 M5x35 + 2 écrous renfort_top_1.stl renfort_top_2.stl
-
Ce firmware peut être flasher sans avoir besoin de pc