Marcouillou
-
Compteur de contenus
37 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Marcouillou
-
problème dimensionnel de hauteur d'impression sur les cones de calibration V3
Marcouillou en réponse au topic de Sepulhuria dans Les imprimantes 3D SLA
Bonjour bonjour, je me permet d'ajouter une question (mes questions de curage et de couche de transition ayant déjà été répondues!): Doit-on utiliser des supports pour imprimer les tests ou s'impriment-ils directement à plat sur le plateau? Bien cordialement -
Déformation sur pièces moyennes et socle de figurines
Marcouillou en réponse au topic de Marcouillou dans Les imprimantes 3D SLA
Bonjour, Encore merci pour les réponses et les explications. Nouveau test, résultat parfait! Bon, j'ai un peu abusé sur les supports, du coup j'ai pas mal de marques, mais avec le temps et l'expérience j'imagine que je trouverai le bon compromis nombre de supports/déformation... Plus qu'à peindre (et uploader sur cult3D!)
-
Impression 3D résine et toxicité : risques pour mon foyer ?
Marcouillou en réponse au topic de Elmontois dans Discussions sur les imprimantes 3D
Merci beaucoup! -
Impression 3D résine et toxicité : risques pour mon foyer ?
Marcouillou en réponse au topic de Elmontois dans Discussions sur les imprimantes 3D
Hello, merci pour cette discussion (et pour le moteur de recherche qui m'y a amené!) @pjtlivjy Est ce que tu pourrais nous donner le modèle et la marque de ton appareil s'il te plaît, ou plus simplement un ordre d'idée du prix. En effet, lorsqu'on cherche un outil de mesure de la qualité de l'air, on a tous les prix, de 15€ à plus de 150€. Je ne voudrais ni avoir un outil de mauvaise qualité ou mal calibré (c'est la santé de ma famille quand même), ni un outil inutilement performant (par exemple je ne suis pas certain que l'option compteur Geiger soit pertinente ). Bonne soirée. Marc -
Déformation sur pièces moyennes et socle de figurines
Marcouillou en réponse au topic de Marcouillou dans Les imprimantes 3D SLA
Hello, Merci infiniment pour ces explications étayées, effectivement si les supports sont trop faibles et se tordent voire se cassent pour certains (je regrette de ne pas avoir mieux regardé avant de décoller la fig) ça explique complètement le résultat. Ca explique également pourquoi mes figurines de D&D sortent très bien étant plus légères, moins "gros bloc d'un coup" Je ne vais pas essayer tout de suite parce que je n'ai plus de résine, et aussi parce qu'il faut que je règle un autre problème (extracteur d'air dans ma pièce pas assez ventilée), mais je suis d'ores et déjà rassuré. Je posterai les résultats ici dès que j'en ai. Encore merci -
Déformation sur pièces moyennes et socle de figurines
Marcouillou en réponse au topic de Marcouillou dans Les imprimantes 3D SLA
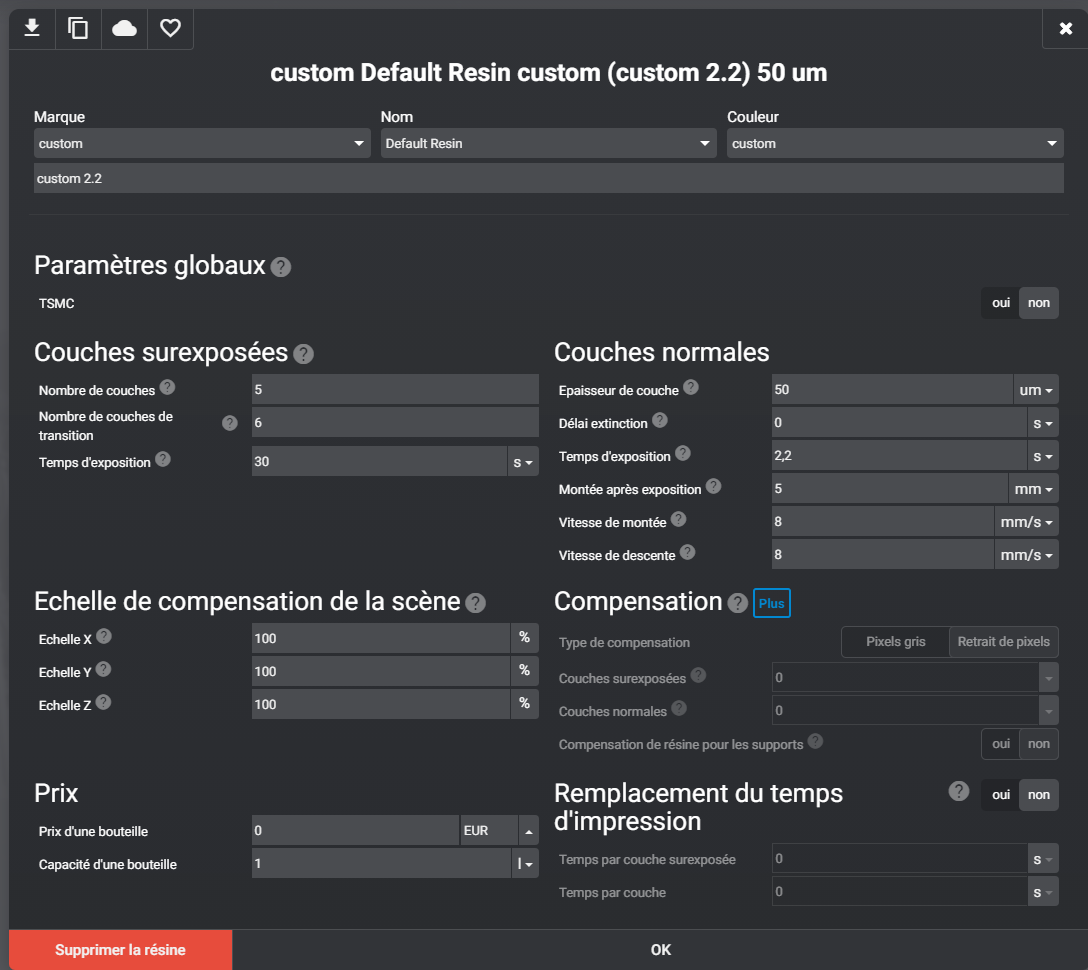
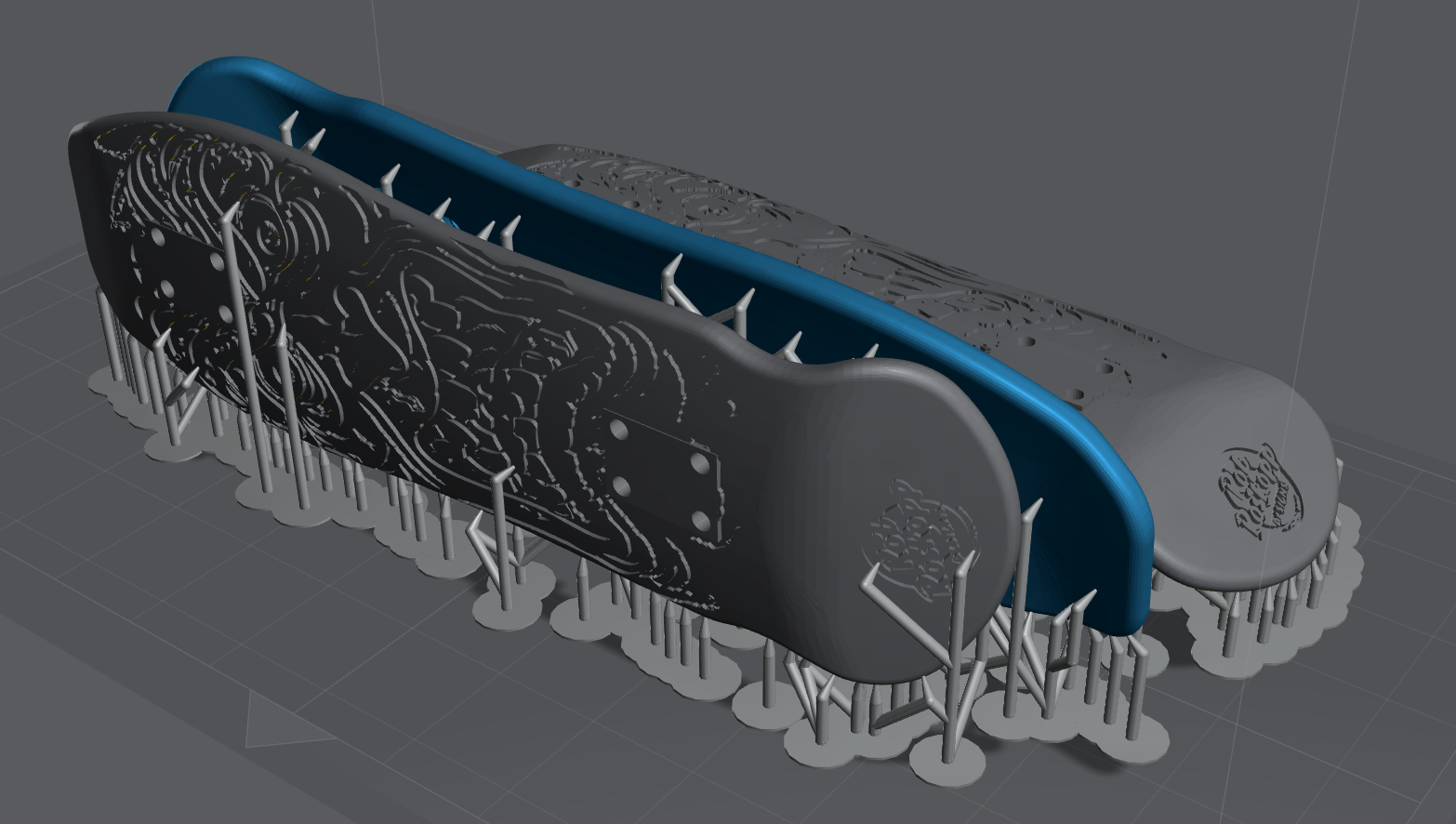
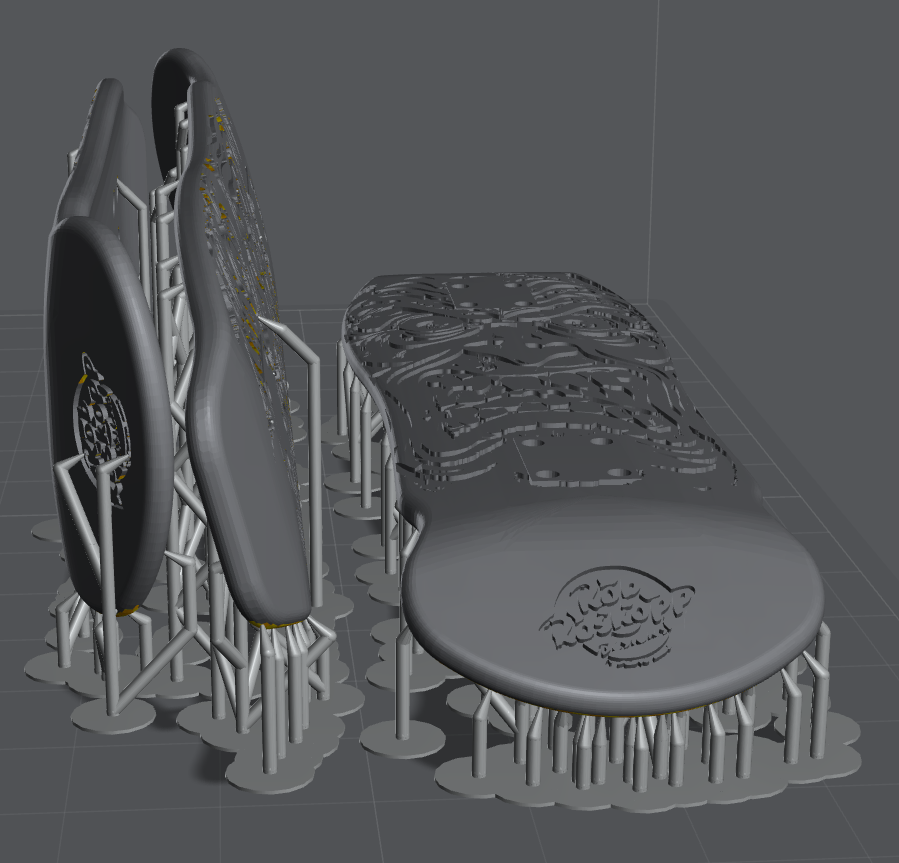
Bonjour @Krl, Merci pour ta réponse, je te mets ci-dessous les paramètres de la résine, de la génération des supports, des screenshots de la position du plateau ainsi qu'une photo des résultats de l'impression, dis-moi si tu veux une autre info, j'utilise Lytchee au passage. Je ne suis pas convaincu que les supports soient en cause, dans la mesure où la distorsion n'est pas côté plateau, mais peut-être me trompe-je, je suis très peu expérimenté en résine. Paramètres de la résine (calibré il y a quelques temps avec le modèle conseillé sur ce forum, avec l'épée, le gobelet etc...): Paramètres des supports: Emplacements: Résultats: Dans le même ordre que sur le plateau ci-dessus: La première planche a été imprimée à plat, et il y a une distortion au niveau du tail (à droite) et le dessins est plus plat que prévu. La seconde, placée légèrement en diagonale, est celle qui a le mieux réussie. Je l'ai peinte depuis l'impression, mais on voit quand même quelques défauts et elle n'est pas bien symétrique au niveau de la forme (encore que c'est assez léger) La troisième, imprimée sur la tranche et bien verticalement est inutilisable. Notez que la partie distordue n'est pas celle qui est du côté du plateau, j'aurai donc tendance à disculper les supports. Il semble d'ailleurs que les distorsions soient toutes plutôt à droite (sur les trois prints), ou en tout cas que plus on va à droite et plus la distorsion est grande. Est-il possible que mon problème vienne de la résine ou du FEP? Le cas échéant, comment estimer la qualité du FEP? (je vais changer de résine de toutes façons) Notez que si quelqu'un est intéressé par le fichier je le partage avec plaisir dès qu'il est finalisé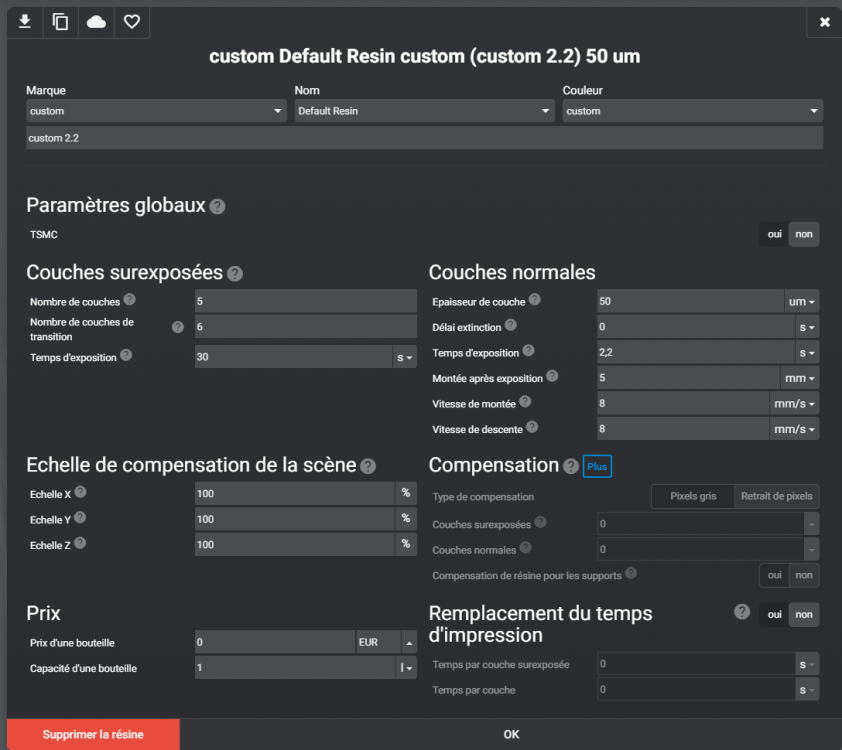




-
Déformation sur pièces moyennes et socle de figurines
Marcouillou en réponse au topic de Marcouillou dans Les imprimantes 3D SLA
Euh, ok merci, désolé, je pensais avoir fait le bon choix en partant sur la section entre-aide, mais effectivement, c'est spécifique SLA. Toutes mes confuses -
Déformation sur pièces moyennes et socle de figurines
Marcouillou a posté un sujet dans Les imprimantes 3D SLA
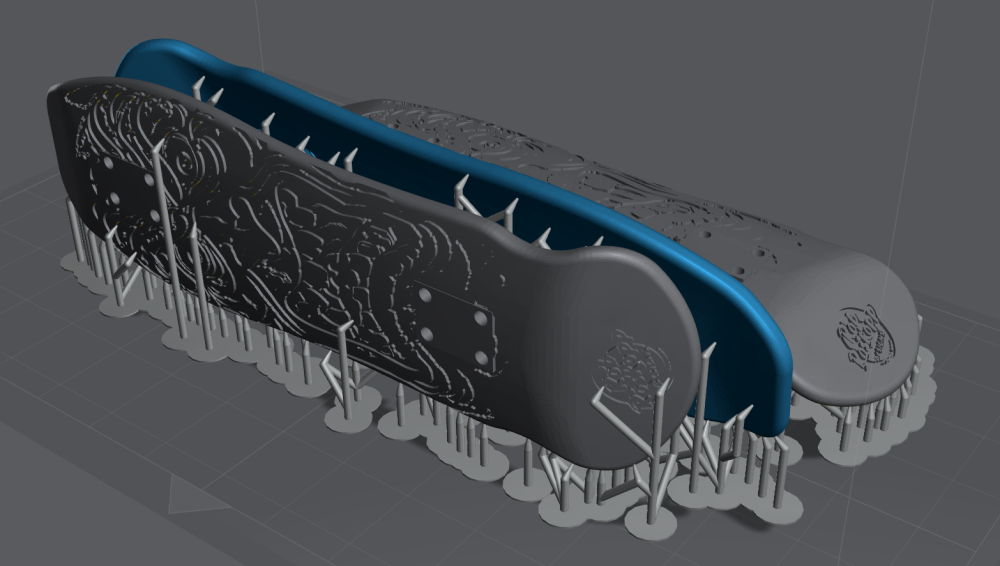
Bonjour, Je poste ça là au cas où quelqu'un aurait déjà eu le problème (et la solution). Ca me ferait gagner un peu de temps et de résine! Mon imprimante (photon mono 4 ultra, achetée en janvier de cette année) a tendance à déformer salement certaines pièces... mais pas toutes. C'est assez curieux. J'ai des figurines assez fines qui passent plutôt bien, mais dès que j'ai un peu de matière (disons un socle sous la figurine par exemple, ou le finger skate que j'essaye de me faire), ça devient très vite n'importe quoi. J'ai fait quelques recherches, et la réponse de @Furcow sur un post de 2020 (lien ci-dessous) me donne des premières pistes (utilisation d'une résine à faible retrait par exemple), mais je ne suis pas convaincu que le problème soit le même pour les finger skates. Je pensais également racheter de la résine (pour l'instant je termine la bouteille que j'ai achetée avec la machine), donc re-calibrage et tout et tout... Mais voyez plutôt les figurines: les corps sont "relativement" corrects (je les ai détachées sans ménagement), mais les socles sont complètements tordus. Les autres figurines de la même impression sont moins pourries (imprimées à 45°) Et pour le finger skate (la version rob roskopp de mon adolescence ), c'est encore plus flagrant. Notez que c'est celle du haut qui est imprimée à plat. Celle du bas set imprimée verticalement. Le troisième modèle, imprimé légèrement incliné est le moins pourri, mais il y a encore pas mal d'imperfections...

-
Engrenages hélicoïdaux sur Fusion 360
Marcouillou en réponse au topic de dddus dans Dessiner / modéliser en 3D
Hello tout le monde, Petite précision qui a son importance: si vous n'avez pas le menu en question (Helical Gear), vous pouvez l'ajouter en téléchargeant un composant Fusion 360 de la manière suivante: Allez dans Utilitaire (ou outil) Menu Compléments App Store de Fusion Une page web s'ouvrira dans laquelle vous pourrez chercher tout complément dont vous aurez besoin (pas forcément des engrenages). Dans recherche, tapez Helical Gear Perso j'ai téléchargé Helical Gear Generator créé par Ross Korsky: il a l'avantage d'être gratuit, bien noté, et il est recommandé dans cette vidéo (en anglais j'en ai peur): https://www.youtube.com/watch?v=_P4xHln3qfQ Il sera nécessaire de vous connecter pour télécharger le composant. Pensez à fermer Fusion 360 avant de lancer l'installation Cliquer sur le .msi téléchargé pour l'installer Relancer Fusion 360 et le menu devrait être là @dddus J'ai les paramètres suivants: [edit] Si on laisse la souris sur un paramètre, on a une explication (en anglais) avec potentiellement des illustrations. Je laisse la suite du post (dans laquelle je te demande des explications) car j'ai dans l'idée qu'un complément ne sera pas de trop Je suis preneur d'explication de chacun d'entre eux si tu as un peu de temps. Teeth c'est le nombre de dents, ça pas de problème. Je vois assez bien pour le Helix Angle qui semble concerner l'angle des dents par rapport à l'axe de l'engrenage, et encore je ne suis pas trop certain! Pour d'autres comme le Backlash par exemple, j'ai beau le bidouiller et voir que ça change l'engrenage, je suis infoutu de comprendre l'objectif, et donc de le mesurer sur l'engrenage (cassé) que j'essaie de dupliquer. Merci d'avance.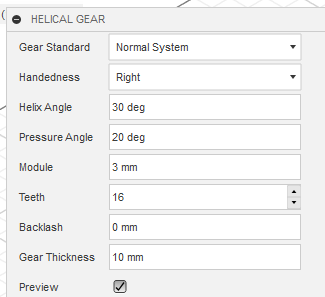
-
Hello tous le monde, j'ai trouvé ce post après avoir débuté mes tests de calibration... Perso j'ai commencé par imprimer 4 fois le test en exposition 3.5s, puis 3s, puis 2.5s, puis enfin 2s. Je me suis dit que j'affinerai ensuite entre deux bornes (qui d'après ce que j'ai lu tout au début de ce post seront probablement entre 2 et 2.5... Pas grave. Merci pour cette discussion qui me rassure sur l'état de ma première figurine (un peu pourrie mais toujours infiniment mieux qu'imprimée avec une FDM!)
-
Utilité protection écran
Marcouillou en réponse au topic de Marcouillou dans Entraide : Questions/Réponses sur l'impression 3D
Ok, ça répond à ma question, merci beaucoup. -
Utilité protection écran
Marcouillou a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Hello, Comme j'ai tendance à écrire beaucoup je mets la question en premier: Qu'est ce que je risque si je me lance sans protection d'écran? il me semble avoir entendu @isidon dire qu'il n'en mettait pas (merci mec pour tes vidéos au passage)... Mais bon, c'est ma première imprimante résine, j'ai envie de tout faire bien et de foirer ma première pièce correctement! Et les détails ensuite pour ceux qui aiment la lecture Fier de ma toute nouvelle Photon Mono 4 ultra, j'ai mis la protection d'écran un peu vite: 2 poussières, trois bulle, mince, tant pis, j'en commande d'autres (il n'y a qu'une protection fournie avec l'imprimante), je patiente, et je recommence. J'ai éclusé 3 des 5 protections que j'ai rachetées sans pour autant avoir un résultat convenable: le plus pénible c'est qu'elle dépasse toujours d'un demi millimètre sur un côté, ce qui risquerait (il me semble) de faire foirer le leveling... Avant de retenter avec les deux dernières (que je projette d'amputer d'un millimètre sur la largeur et la longueur) je me pose une question un peu coconne, que j'aurai peut-être du me poser avant: à quoi sert une protection d'écran, ou plutôt à quel point a-t-il besoin d'être protégé? et contre quoi? Plus largement, quel est l'impact d'une petite bulle (<1mm de diamètre) sur mes futures impressions? Je n'ai pas forcément envie de placer mes objets dans mon slicer en fonction des bulles sous la protection! Merci d'avance pour vos éventuelles réponses, en espérant ne pas avoir raté un post qui traitait du même sujet (si si je vous jure, j'ai cherché) Marc -
Première imprimante résine, pertinence des tests du site
Marcouillou en réponse au topic de Marcouillou dans Bien choisir son imprimante 3D
Hello, Après réflexion (et visionnage du live d'Isidon de ce matin) je suis parti sur une Anycubic Mono 4 Ultra avec le wash and cure 3 qui l'accompagne. Je me suis également fendu de deux trucs de purification d'air (qui d'après Isidron purifie les odeurs mais pas forcément les émanations toxiques, donc masque et aération obligatoires). Malgré les précos de notre ami sus-cité, j'ai quand même pris un litre de résine anycubic, surtout parce que je ne voulais pas être pris au dépourvu une fois la machine arrivée! Je ferai plus de recherches plus tard... Merci pour vos réponses, merci en particulier à @MrMagounet: la short list que tu m'as proposé était parfaite. Au final, le tout m'aura couté moins de 400€, soit moins de la moitié de mon budget max (les prix ont pas mal baissés non ces dernières années?). ça permettra de voir venir (résine, IPA etc...) et peut-être même d'acheter quelques figurines Ceci conclu ce thread, en espérant que d'autres personnes pourront y trouver quelques réponses. Bien à vous tous Marc -
Première imprimante résine, pertinence des tests du site
Marcouillou en réponse au topic de Marcouillou dans Bien choisir son imprimante 3D
Ok, donc si je comprend bien quelle que soit l'imprimante que j'achète, le plateau ne sera pas rectifié, et ça ne doit donc pas être un critère de choix. Si j'ai un problème d'adhésion et que c'est du à la planéité trop imparfaite, il sera toujours temps de venir demander de l'aide sur le forum. Du reste j'ai déjà trouvé quelques sujets pour lesquels le problème avait été réglé... Enfin je verrai bien le moment venu! Merci @pjtlivjy pour ton intervention. -
Première imprimante résine, pertinence des tests du site
Marcouillou en réponse au topic de Marcouillou dans Bien choisir son imprimante 3D
Bonjour pjtlivjy Dois-je comprendre de ta réponse que c'est assez fréquent et pas seulement sur la mono 4 ultra? Le cas échéant j'imagine que la procédure de rectification est connue: je vais chercher un peu sur le forum du coup. Ce qui m'inquiète c'est de me retrouver avec une machine inutilisable parce que j'aurai besoin d'un marbre pour refaire le plateau, mais si c'est juste un peu d'huile de coude ça ne me fait pas peur! Bonne soirée! -
Première imprimante résine, pertinence des tests du site
Marcouillou en réponse au topic de Marcouillou dans Bien choisir son imprimante 3D
Re, j'ai très envie de me lancer sur la Mono 4 Ultra qui semble bien être la préférée d'Isidon pour le coup! Par contre il semble que la planéité du plateau n'était pas parfaite et ça me fait un peu peur. Est-ce que quelqu'un sait quelle est la marge de tolérance (j'imagine qu'on est sur du 0.05mm grand max, d'autant que la couche la plus fine est à 0.01mm). Mais du coup comment peut-on le voir, et surtout avec quoi on règle le problème, parce que du papier abrasif fin, je veux bien, mais j'imagine qu'il faut également un établi parfaitement plan non? Marc -
Première imprimante résine, pertinence des tests du site
Marcouillou en réponse au topic de Marcouillou dans Bien choisir son imprimante 3D
Hello @MrMagounet, Merci infiniment pour cette réponse détaillée. Pour les tests que j'ai vus, il y a celui dont j'ai donnée le lien pour la Phrozen, et une vidéo dont je n'ai plus le lien pour la Mars5 Ultra dans laquelle le gars passe sont temps à dire que les petits défauts sont globalement les mêmes que sur d'autres machines et que donc ce ne sont pas vraiment des défauts... Personnellement je préfère largement le franc-parler d'Isidon. Je fonce voir ce que Monsieur Isidon dit des trois machines que tu me recommande afin de choisir celle qui me conviendra le mieux. Je posterai certainement un truc lorsque j'aurai fait mon choix Encore merci et bonne journée Marc -
Bonjour à toutes et à tous, Après 5 ans d'impression filament, je me décide (et j'ai la permission de ma femme!) pour passer à l'impression résine. Mon besoin principal et court terme est d'imprimer des figurines type warhammer (+/ 30mm) qui viendraient de sites comme loot studio ou hero forge. Mon premier critère de choix est donc la résolution. Le second sera la fiabilité (j'ai pas envie de passer 4 jour à régler le trancheur pour 2 heures d'impression et 12 fails). Je me fixe une limite max de 1000€ tout compris (imprimante, bac de lavage isoprop, bac uv, bouteilles de résine pour commencer etc...), je vise donc dans les 400€ pour l'imprimante. J'étais parti sur la short list suivante: - Phrozen Sonic mini 8KS (déclarée "petite préférée" par les mecs de cette vidéo https://youtu.be/q96Y_yKgZak) - ELEGOO Mars 5 Ultra (qui semble être sa concurrente directe, et probablement l'imprimante du marché avec la meilleure résolution) Cependant les deux sont littéralement démontées par le gars qui fait les tests sur le site lesimprimantes3d.fr (Isidon je crois): il parle de défauts majeurs, de quelque chose comme 30% d'impressions ratées etc... A vrai dire le visionnage des deux tests m'a limite ôté l'envie de passer à la résine! D'un autre côté certains tests sur internet encensent les deux machines et je me retrouve comme un con à me dire qu'il va probablement falloir que j'achète en fermant les yeux et en priant pour que tout marche bien… La critique est-elle volontairement acide ou les avertissements du gars sont ils à prendre au premier degré? Il semble en outre que la Saturn 4 ait plutôt de bons résultats (même pour notre ami Isidon!). Pensez-vous que sa plus faible résolution (19*24 contre 22*22 pour la phrozen ou 18*18 pour la Mars) ait un véritable impact en termes de qualité sur une fig de 30mm (15mm si j'imprime un hobbit!)? Merci d'avance pour vos réponses
-
[STICKY] Dernière Version MARLIN pour DISCOEASY 200
Marcouillou en réponse au topic de dobodu dans Mise à jour et/ou amélioration
Euh... bonjour . Je suis sincèrement désolé de ne pas avoir répondu, je n'ai pas vu ton post, j'aurai été ravi de pouvoir envoyer une photo. Je vais voir si j'ai ça en stock, mais je ne pourrai malheureusement pas en prendre une nouvelle: mon imprimante a péri quelques semaines/mois plus tard pendant le covid... Ben, euh, bonne année quand même -
Changement de filament avec Marlin 1.1.8
Marcouillou en réponse au topic de Marcouillou dans Entraide : Questions/Réponses sur l'impression 3D
Merci Krl pour cette réponse (que je viens juste de voir, je ne me connecte pas tellement souvent au forum , accessoirement il faut que je vérifie ma configuration car j'ai l'impression que je n'ai pas de notification) Je ferai probablement des tests, c'est pas con le retract/unretract. J'ajoute également quelques commentaires à mon premier post (après plus d'un an de tests et d'affinage!): 1) Mon GCode n'a quasiment pas évolué, mais j'ai viré la partie à modifier en fonction du Z, ce qui donne ça: G0 X50 Y50; Move head so that I can manually purge previous colour M300 S131 P1000 ; Beep so I can stop whatever I was doing to do the actual change M0 ; Pauses print and wait for a click to resume (tested only on my Ender 3 Xs Pro) 2) Je n'utilise plus non plus le click droit + "Ajouter un G-code personnalisé", car j'ai trouvé où on configure le code de changement de couleur: c'est dans "Réglages de l'imprimante" puis "G-code de changement de couleur". Note: pour voir cet élément de configuration dans la fenêtre de réglage il faut utiliser l'ascenseur vertical, car la molette de la souris ne fonctionne pas (en tout cas pas chez moi), ce qui peut donner l'impression que l'élément de configuration n'existe pas. 3) Concernant l'update que j'avais mis à la fin de mon post: le "changement de Z qui ne s'est pas super bien passé", j'ai compris le contexte, même si je n'ai pas forcément bien compris la cause: Cela arrive lorsque je tarde trop à changer le filament. Je m'explique: lorsque ça bippe et que l'impression se met en pause, le moteur de l'axe Z reste "sous tension". J'entends par là qu'on ne peut pas le forcer manuellement, ce qui est plutôt une bonne chose: l'offset Z ne peut donc pas changer. Par contre, si je tarde (parce que j'ai laissé l'impression tourner pendant le déj par exemple), alors le moteur fini par "perdre cette tension", l'axe Z peut alors être modifié manuellement, et même si on ne touche à rien, je pense que l'offset se réduit légèrement au moment où cette tension se relâche. A la reprise de l'impression la buse est donc légèrement trop basse (0.2mm suffit, je pense que tout le monde voit de quoi je parle!). Je ne sais pas exactement au bout de combien de temps de pause ça se produit. Si quelqu'un voit ce qui peut causer ça je suis preneur! Dernier point, lorsque l'impression se met en pause la buse et le plateau chauffant arrêtent de chauffer, ce qui est un peu con parce que je suis obligé de me dépêcher pour le changement de couleur: d'une part si je veux purger un peu la couleur précédente j'ai besoin que la buse soit chaude, et d'autre part le modèle risque de se décoller du plateau. Et une bonne année à toutes et à tous! -
Bonjour à toutes et à tous, Tout d'abord oui, j'ai cherché (si la solution existe dans ce forum, alors j'ai mal cherché, mais je vous jure que j'ai cherché) . D'ailleurs j'ai trouvé la solution à mon problème, mais pas ici, et par petits morceaux, c'est pourquoi je me permets de l'exposer d'un coup ici. Si ça aide des gens tant mieux, et si vous avez mieux à proposer, je suis preneur! Besoin: Changer de filament en cours d'impression pour faire des impressions multicolores Problème: la commande M600 ne fonctionne pas avec le Marlin 1.1.8 installé par défaut sur mon imprimante Contrainte: Je veux le faire avec mon marlin 1.1.8: en effet, flasher le firmware semble nécessiter l'achat d'une carte arduino, ceci pour installer un bootloader qui permettra ensuite… un peu trop complexe pour mon petit besoin Solution J'utilise SuperSlicer, mais au lieu de faire un clic gauche pour utiliser l'option permettant d'ajouter un changement de filament (M600), je fait un clic droit et je choisis "Ajouter un G-code personnalisé" Dans la fenêtre qui s'ouvre, je colle le bout de GCode suivant (en rouge la valeur à ajuster en fonction de la hauteur du changement, en bleu les valeurs à vérifier en fonction de votre objet) ; Filament change (Marlin 1.1.8) G0 X50 Y50 Z20 ; Move head so that I can manually purge previous colour M300 S131 P1000 ; Beep so I can stop whatever I was doing to do the actual change M0 ; Pauses print and wait for a click to resume (tested only on my Ender 3 Xs Pro) G0 Z2.2 ; Resume previous Z level (to adjust on each break) Points d'attention: La dernière ligne est à ajuster systématiquement selon la hauteur de Z à laquelle vous voulez faire votre changement de filament. Il est également possible que vous deviez ajuster la première ligne si vous faite un changement alors que votre impression en est à plus de 2cm de haut! Pareil pour le X et le Y de cette ligne si votre objet prends tout le plateau. La commande M0 fonctionne très bien sur ma Ender3 XS Pro, à tester sur les autres imprimantes Sur ma machine il faut appuyer sur le bouton pour relancer l'impression: impossible de purger la buse en actionnant le moteur de l'extrudeur, je le fais donc à la main (ce qui me va parfaitement). Petit update: sur ma dernière impression, le retour au niveau Z demandé ne s'est pas super bien passé (il est redescendu trop bas).Du coup j'ai viré le paramètre Z de la première ligne, et carrément viré la dernière ligne. La purge de la buse est un peu plus pénible lorsqu'elle est très près du plateau, mais pour l'instant je n'ai pas d'autre idée
-
cura Epaisseur de couche variable
Marcouillou en réponse au topic de Marcouillou dans Paramétrer et contrôler son imprimante 3D
Raaahhhn, je viens de tester vite fait Ideamaker, c'est GENIAAAAL! Bien, euh, hum, reprenons nous. Ideamaker offre effectivement une configuration par couche qui réponds en tout points à mon besoin. C'est très satisfaisant. Reste à tester le fichier GCode généré, mais je ne pense pas qu'il y ait de souci. Merci @icare pour l'info. @jcjjames_13009 : Merci également, je testerai PrusaSlicer plus tard: quitte à abandonner Cura, autant faire le tour de ce qui existe. -
cura Epaisseur de couche variable
Marcouillou en réponse au topic de Marcouillou dans Paramétrer et contrôler son imprimante 3D
Ok, merci pour l'info. Effectivement j'utilise Cura pour l'instant -
cura Epaisseur de couche variable
Marcouillou a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Hello tous, Je n'ai rien trouvé sur le forum qui corresponde à mes attentes, mais je ne suis pas à l'abris d'avoir raté un truc donc n'hésitez pas à me rediriger le cas échéant. L'idée serait de pouvoir configurer mon slicer pour que l'épaisseur de couche soit différente selon la hauteur. Je m'explique: sur certaines impressions j'ai une partie, souvent la base, qui ne nécessite pas une résolution verticale particulièrement élevée, des couches à 0.3 suffiraient amplement. En revanche, le dessus de l'impression est souvent plus fine, et nécessiterai potentiellement du 0.1. Aujourd'hui je suis obligé de faire du 0.1 partout si je veux du 0.1 sur le dessus, et ça me donne vraiment l'impression de perdre du temps pour rien. Au mieux dans Cura on peut configurer l'épaisseur de la première couche, ça fait un peu léger comme gain! Moi j'aimerai pouvoir dire: de 0 à n mm de hauteur: imprime en 0.3, et de n jusqu'à la fin de l'impression, imprime en 0.1. J'ai commencé à m'intéresser au GCode en me disant que je pourrais peut-être le bidouiller moi-même, mais d'une part ça implique que je doive recalculer le Z sur chaque ligne, et ça promet d'être particulièrement laborieux, et d'autre part c'est un coup à me gourrer et à foirer mon impression. Il y a également l'option Adaptative Layer Height de Cura qui propose, si j'ai bien compris, de modifier lui-même les épaisseur de couche en fonction de la nécessité, mais bon, j'ai un peu de mal à comprendre comment ça fonctionne, et en plus ça fait partie des fonctionnalités expérimentales, du coup je suis pas trop chaud! Qu'en pensez-vous? Avez-vous déjà eu ce besoin? Comment vous-en êtes vous sorti. Bonne journée! -
Mes problèmes sont ils des problèmes, mes solutions sont elles adaptées?
Marcouillou en réponse au topic de Marcouillou dans Mise à jour et/ou amélioration
Alors il s'est passé pas mal de temps depuis ce post, et j'ai fini par faire quelques petites améliorations. D'abord j'ai installé un touchmi (https://www.thingiverse.com/thing:3877693), ce qui a réglé quasiment tous mes problèmes! Le support type buidlttack vendu par Dagoma m'a également énormément aidé sur le warping. Puis j'ai eu un souci avec l'imprimante (absolument pas lié au modèle, mais bon, elle est morte), et j'ai racheté une ender 3 XS Pro, et je n'ai plus jamais eu les problèmes décrits plus haut.