Ellionas
-
Compteur de contenus
79 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Ellionas
-
Belle qualité ! En effet, c'est pas mal du tout ! En tout cas, content que tu aies résolu ton problème.
-
Dans ce cas, tu as essayé d'autres prints ? C'est peut-être parce que tu n'as pas secoué ou mélangé un peu la résine. Il y a aussi le temps de pause dans les paramètres de l'impression à explorer. (Si la résine est toujours en mouvement, cela pourrait créer ce genre de chose) Pas d'essai avec une autre résine par hasard ?
-
Vu que tu n'avais pas fait de l'impression résine depuis un bail, ce n'est pas une ancienne résine un peu périmée hein ? Ou un bac avec un FEP un peu trop (Saleté, graisse, poussière. Bref, un vieux machin un peu dégueu :p) vintage ?
-
Trace dégueu sur impression (sur expo ?)
Ellionas en réponse au topic de berfaz dans Les imprimantes 3D SLA
Quoi ? Les topics ce n'est pas comme le vin, meilleur en vieillissant ? Zut alors... Tu avais essayé tout ce que propose pjtlivjy ? (Et le temps de pause ?) -
Alors là pas d'accord... Il n'est pas obligé de réserver la résine à des petites pièces ou de la figurine. On peut quasiment tout faire avec, et c'est que je fais en perso. (Déco, assemblage mécanique, petit mobilier, pièces de rechange, etc.) Et pour ce qui est de la vitesse... Euh... Sérieux ? En imprimant suivant un bon axe et en faisant en sortes d'utiliser le plateau comme il se doit, la résine fait littéralement des merveilles comparés à certaines FDM. Bref. Pour avoir utilisé les deux, effectivement, il y a des différences, mais globalement, il y a pas mal de print qu'elles peuvent faire en commun. PS : Concernant la toxicité, on parle des filaments ABS et Nylon ? (Entre autres ) Bon, au moins tu vas pouvoir bientôt expérimenter le monde de l'impression 3D, et ses merveilles cher créateur de topic.
-
Voilà déjà une petite chose que j'ai trouvé tantôt, si ça peut t'aider dans ton paramétrage des mono photon : https://fr.anycubic.com/blogs/news/parametres-de-resine-pour-limprimante-3d-anycubic-photon-series?srsltid=AfmBOorlOD4EQqqRYVlFsF8X5NNjxq1D0S3wQlVjZ380G24tOG8C2OtU Je ne sais pas si c'est de là dont vient ta capture d'écran, mais a priori cela regroupe leur paramétrage pour leurs résines vs leurs imprimantes. L'anycubic "Dye" ne m'est pas connu. Serait-ce la standard ? Dans tous les cas, le seul moyen de vérifier que ton paramétrage est bon, c'est de lancer un fichier test.
-
un ou des conseils pour une nouvelle machine
Ellionas en réponse au topic de Nyko dans Bien choisir son imprimante 3D
Cool que tu aies craqué ! :x Effectivement, elle est plus lente, mais comme tu peux imprimer plus de modèles en même temps ou des modèles en une partie au lieu de deux ou trois, ça compense. Que penses-tu de la qualité toi qui a une 16k à côté ? -
Bottom lifting c'est pour les couches de base (Le nombre de couches de base est paramétrable aussi) et lifting pour les autres. En somme, c'est pour appliquer un paramétrage différent sur la base, afin que celle-ci soit bien faites et ne se décolle pas. Là sur ton tableau de recommandation, tu n'as pas la différentiation du paramétrage pour la vitesse/distance. Par contre, il te préconise 5 couches de base, avec 35s d'expo pour elle. C'est quoi le doux nom de ta résine ? Accessoirement, n'hésites pas à faire des tests d'impressions pour chaque nouveau type de résine que tu achètes. Il n'y a que comme cela que l'on arrive vraiment à calibrer.
-
Trace dégueu sur impression (sur expo ?)
Ellionas en réponse au topic de berfaz dans Les imprimantes 3D SLA
Je viens de regarder quelques articles, et je suis tombé sur le "blooming", qui ressemble pas mal aussi à tes traces dégueulasses. ^^' La solution serait d'augmenter le temps de pause, (Light off) pour laisser le temps à la résine dans le bac de se stabiliser et donc d'éviter toutes vagues/vaguelettes. À tester ! -
un ou des conseils pour une nouvelle machine
Ellionas en réponse au topic de Nyko dans Bien choisir son imprimante 3D
Tout dépend de ce que tu fais, et de ton niveau de... Perfectionnisme ? Effectivement, une machine comme la photon mono m7 max n'a pas la même définition qu'une Saturn 4 à 16k ou d'une Halot mage s à 14k. Néanmoins, cette définition est aussi un peu marketing. Pour avoir comparé de la figurine et de l'impression de déco entre ma Halot mage S, et la mono m7 max d'un pote... Bon... Effectivement, sur les très, très petit détails, on a une différence. Mais pour le reste, la qualité se rapproche énormément. C'est d'ailleurs ce qui m'a fait commander la m7 qui arrive demain. Plus de volume, plus friendly usage que ma halot mage s et a priori, une fois bien config., plus fiable. Donc à toi de voir si le fait de sacrifier un peu la qualité des très petit détails est un frein pour toi ou non. (Accessoirement, avec de la peinture ce genre de petit détails passent presque inaperçus...) Pour moi, cela ne l'a pas été. Mais effectivement, je ne suis ni un perfectionniste, ni un puriste de la figurine. Après, oui, si tu peux te permettre la GK 3 Ultra qui est vraiment une excellente imprimante grand format, fonce. Ps : Franchement, le leveling manuel sur une imprimante résine, c'est facile et rapide. (Comparé au fdm) Donc n'en fais pas un frein. -
Imprimante apte à ce genre de figurines ?
Ellionas en réponse au topic de tyrannosaure dans Bien choisir son imprimante 3D
Pourquoi tu ne pars pas sur une Photon mono m7 max ? (Tu peux aussi taper dans la JUPITER, mais disons qu'elle est beaucoup plus archaïque) D'après ce que je vois de la dernière impression (Les autres je ne sais pas, ils sont payant et je ne trouve pas les dimensions.), cela passe aisément dedans. Par contre, même si les détails restent assez fins sur cette imprimante, tu n'es pas sur le 16k dont tu as l'habitude. (Bon, c'est très marketing ces définitions hein ; Il y a bien une différence, mais elle est pas si énorme que cela.) Mais cela restera bien au-dessus en terme de qualité qu'une imprimante FDM classique. -
Trace dégueu sur impression (sur expo ?)
Ellionas en réponse au topic de berfaz dans Les imprimantes 3D SLA
C'est une des résines que j'utiliser, et pour ma part, pas de problème. Comme dit plus haut, une question de mélange certainement. (Ou alors tu as vraiment un lot défaillant) Par contre, la résine ABS ELEGOO n'est pas la meilleure pour faire de la haute vitesse. (Pour avoir testé deux-trois fois, les résultats ne sont pas terribles.) Prends plutôt une résine adaptée à cela. -
Soucis avec mon Anycubic Photon Mono M7 Max
Ellionas en réponse au topic de ThiGav dans Les imprimantes 3D SLA
Ces deux-là.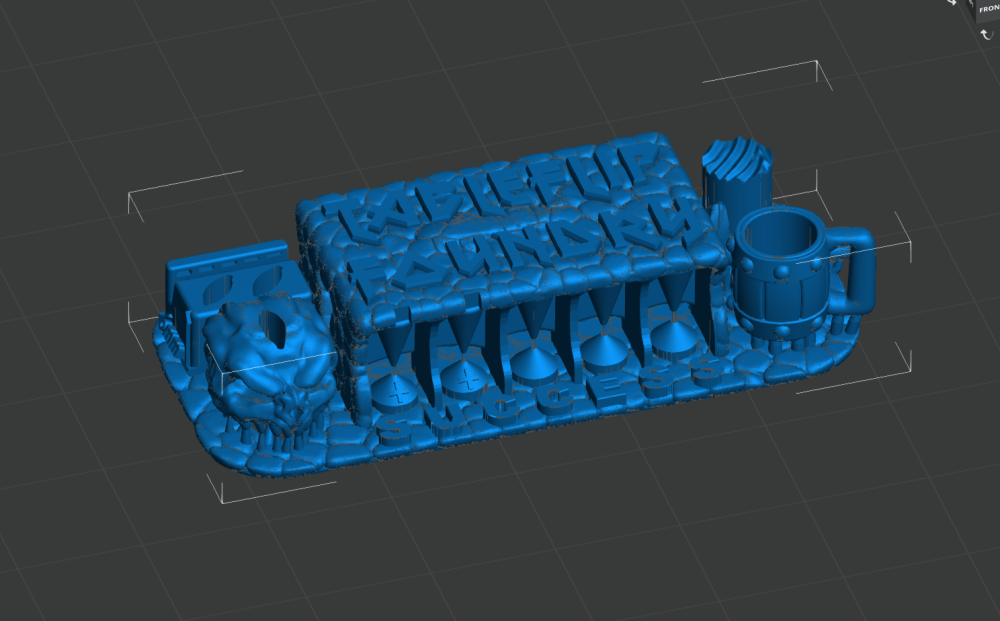
-
Soucis avec mon Anycubic Photon Mono M7 Max
Ellionas en réponse au topic de ThiGav dans Les imprimantes 3D SLA
Avec des fichiers tests pour chaque résine différentes et en ajustant pour obtenir le meilleur résultat. -
Résine fragile et collage - Impression de Mini
Ellionas en réponse au topic de Glenwind dans Les imprimantes 3D SLA
L'elegoo abs-like fonctionne aussi très bien pour des minis. (Et tout un tas d'autres choses) Et niveau prix, tu en trouve aussi à 19 balles, suivant le type. Personnellement, je n'ai que peu de confiance envers les résine washable à l'eau. -
Délaminage de la dernière couche de la base en impression SLA
Ellionas en réponse au topic de Ghyos dans Les imprimantes 3D SLA
Tu utilises quoi comme résine ? Ça a toujours de l'importance, car dans le cas des décollements, le temps d'exposition, les pauses, la température, la vitesse peuvent varier en fonction. Sur les résines que j'utilise par exemple, 2 sec. d'exposition normale, c'est trop peu. (Je suis à 2.6-2.8 suivant la résine) Tu as la ultra non 16k ? Dans ce cas, ce peut être un problème de température aussi. En plus de la réf' de la résine, peux-tu nous donner tes paramètres ? -
resine abs like 3.0 de elegoo
Ellionas en réponse au topic de leat dans Consommables (filaments, résines...)
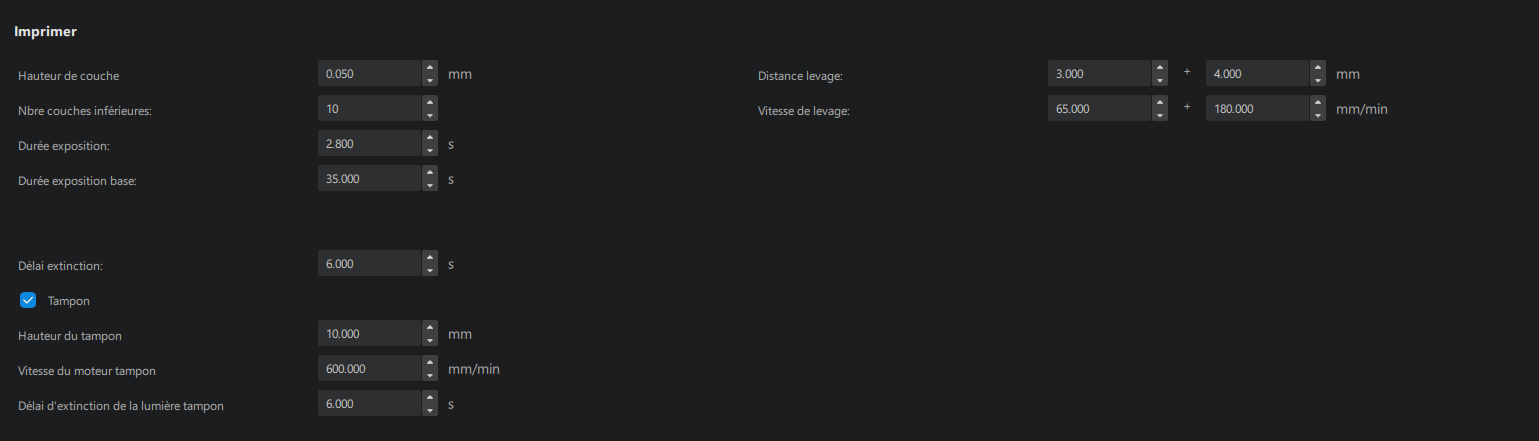
Bonjour, Vous pouvez regarder ces deux google docs, qui vous donnent des indications sur les paramètres des résine ELEGOO : https://docs.google.com/spreadsheets/d/1mRHBH867ZwPIUViQNUXbBzr-ESlIxTsV/edit?pli=1&gid=225033446#gid=225033446 https://drive.google.com/file/d/1_jnyMfNkm4sPJhKyN46ey5CO-ks4MRyR/view Pour l'ABS 3.0, j'utilise ces paramètres sur mon Halot Mage S :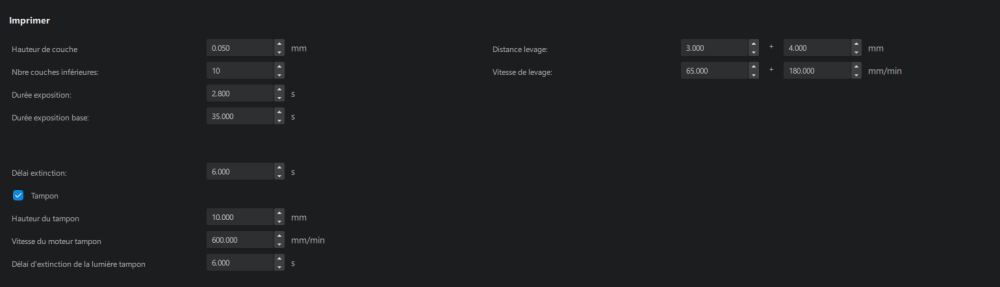
-
Soucis avec mon Anycubic Photon Mono M7 Max
Ellionas en réponse au topic de ThiGav dans Les imprimantes 3D SLA
Bonjour, Au niveau z lift, etc. Je ne sais pas. À mon avis, tu devrais remettre les paramètres par défaut et refaire un nivellement. En revanche, au niveau du décollement des impressions, beaucoup de Youtubeurs ont eu des problèmes à ce niveau. Ils indiquent pour la plupart d'augmenter le temps de pause pour solutionner. (Et bien sûr, de bien faire attention aux coupables habituels : le temps d'expositions et les couches de bases ; à voir selon ta résine) Je n'aurais cette machine que jeudi, donc je pourrais te confirmer cela que d'ici une semaine, mais voilà pour ce que j'en sais, si cela peut t'aider. -
HALOT MAGE S - Impression qui ne colle pas au plateau
Ellionas en réponse au topic de Ellionas dans Les imprimantes 3D SLA
Euh... À nouveau joker ? -
HALOT MAGE S - Impression qui ne colle pas au plateau
Ellionas en réponse au topic de Ellionas dans Les imprimantes 3D SLA
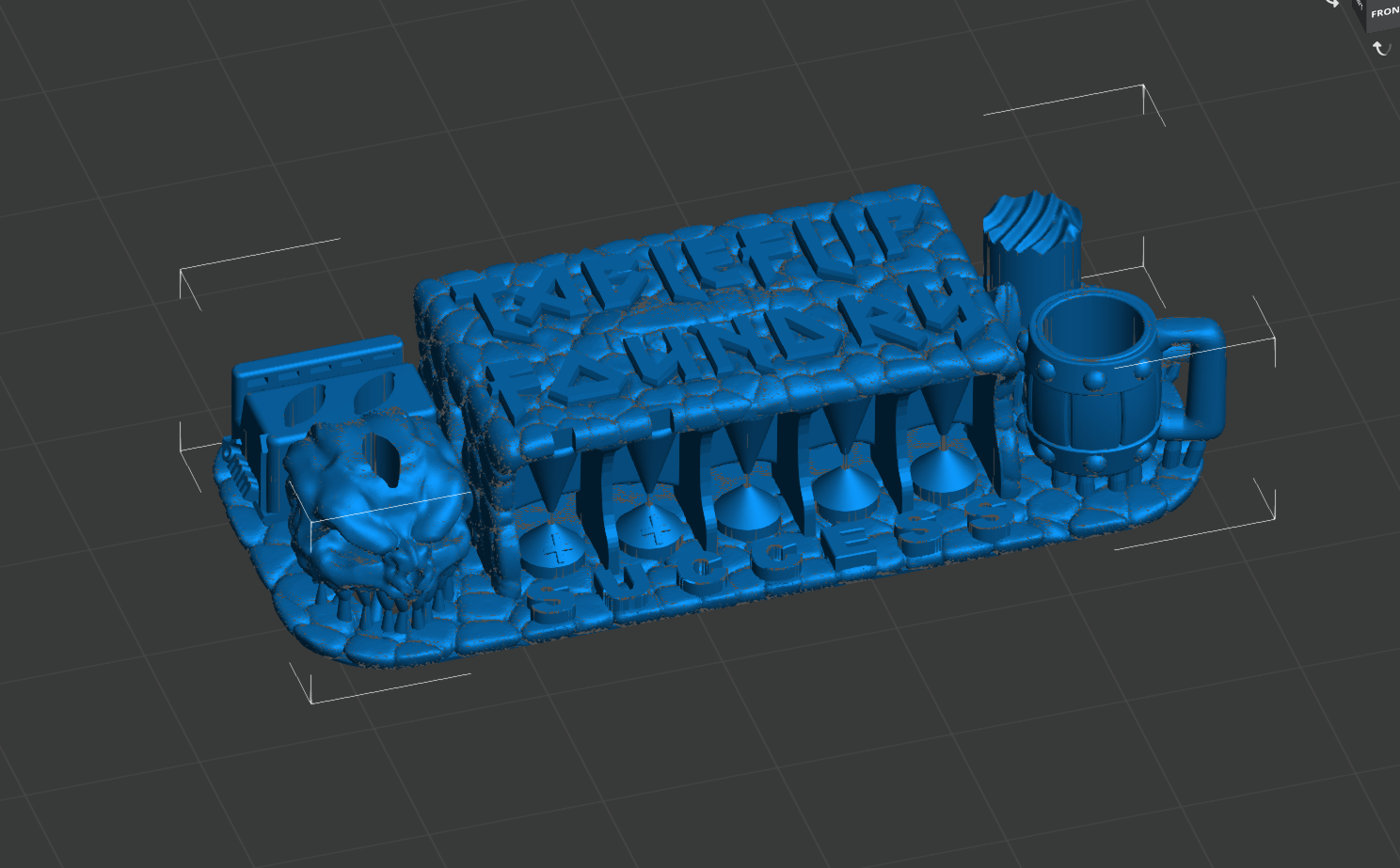
Eh bah vlà mieux... Le film est changé. J'ai changé la résine aussi et... Le radeau colle bien au plateau, il est parfait, mais il n'y a rien dessus ! Aucun support, il est tout lisse... J'ai tenté deux impressions différentes, même problème... -
HALOT MAGE S - Impression qui ne colle pas au plateau
Ellionas en réponse au topic de Ellionas dans Les imprimantes 3D SLA
Je viens de changer le film, pour un fep classique. Je tente une impression rapide. En cas d'échec, je te balance la photo. -
HALOT MAGE S - Impression qui ne colle pas au plateau
Ellionas en réponse au topic de Ellionas dans Les imprimantes 3D SLA
https://store.creality.com/products/pictor-film-high-speed-release-film-for-halot-mage-halot-mage-pro?srsltid=AfmBOoqZxv_sCDyUGAQP36W4I1kIGbRim9BXMQX-PsMpOGMqejJcFFd4 -
HALOT MAGE S - Impression qui ne colle pas au plateau
Ellionas en réponse au topic de Ellionas dans Les imprimantes 3D SLA
Joker ? Sur le site, il indique que dans le bundle de l'imprimante, c'est du Pictor. Sur Amazon, c'est du FEP. -
HALOT MAGE S - Impression qui ne colle pas au plateau
Ellionas en réponse au topic de Ellionas dans Les imprimantes 3D SLA
J'ai utilisé 2 résines différentes. Concernant le film, celui que j'avais mis était le deuxième fourni avec l'imprimante, donc celui prévu par Creality. Je te fais une photo dès que je change le film. (Là, ce sera du film de chez Amazon ^^') -
HALOT MAGE S - Impression qui ne colle pas au plateau
Ellionas en réponse au topic de Ellionas dans Les imprimantes 3D SLA
Bah au niveau de l'écran, le motif se forme, mais il n'accroche pas au plateau, donc en gros les multiples couches sont sur une seule. De plus, en faisant le programme "nettoyage", j'ai bien une feuille de résine bien lisse qui se crée... Il faut peut-être que je change de nouveau le film. Comme c'était la première fois, peut-être que j'ai mal fait ?