Quentin Marquet
-
Compteur de contenus
12 -
Inscrit(e) le
-
Dernière visite
Récompenses de Quentin Marquet
")





-
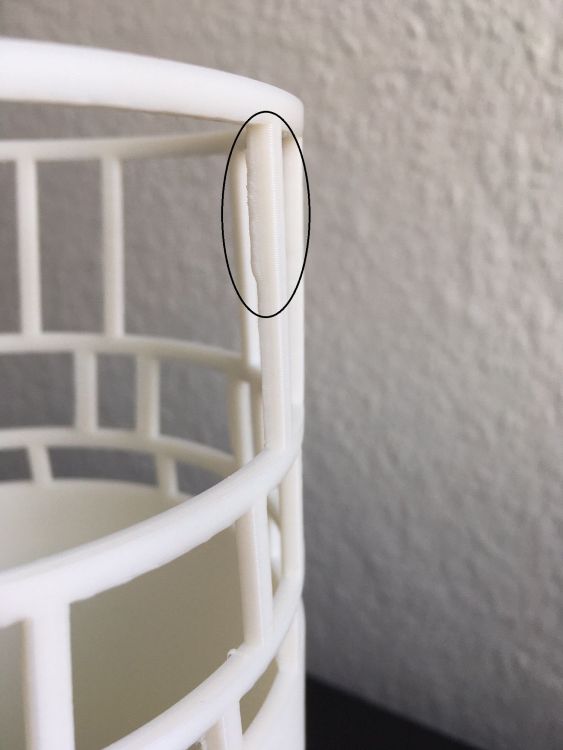
 Bonjour Constance, Déjà ne perdez pas confiance, je sais que c'est frustrant de ne pas obtenir de résultats quand on met tellement d'effort pour y arriver ! Les machines d'entrée de gamme ont un fort potentiel mais il faut être bricoleur et persévérer pour obtenir leur plein potentiel. D'après la photo, il y'a des "blobs" sur les parois extérieures. As-tu vérifié que la couture (seam) n'est pas sur "random"? Sinon voici des pistes à explorer, de la plus probable à la moins probable: - température d'extrusion trop élevée et/ou ventilation trop faible (pour du PLA c'est 190 à 210° et 100% de ventilation) - température du bed trop haute (pour du PLA c'est 50°) - extrudeur qui saute des pas ? - humidité du filament (même certains filaments neufs peuvent l'être). Peu probable vu ce que tu racontes. Un bon moyen de vérifier le taux d'extrusion est simplement de peser une pièce fraichement imprimée et de comparer sa masse avec ce qu'indique le slicer. Bon courage
Bonjour Constance, Déjà ne perdez pas confiance, je sais que c'est frustrant de ne pas obtenir de résultats quand on met tellement d'effort pour y arriver ! Les machines d'entrée de gamme ont un fort potentiel mais il faut être bricoleur et persévérer pour obtenir leur plein potentiel. D'après la photo, il y'a des "blobs" sur les parois extérieures. As-tu vérifié que la couture (seam) n'est pas sur "random"? Sinon voici des pistes à explorer, de la plus probable à la moins probable: - température d'extrusion trop élevée et/ou ventilation trop faible (pour du PLA c'est 190 à 210° et 100% de ventilation) - température du bed trop haute (pour du PLA c'est 50°) - extrudeur qui saute des pas ? - humidité du filament (même certains filaments neufs peuvent l'être). Peu probable vu ce que tu racontes. Un bon moyen de vérifier le taux d'extrusion est simplement de peser une pièce fraichement imprimée et de comparer sa masse avec ce qu'indique le slicer. Bon courage -
Salut, Tu as vérifié le serrage des excentriques sur les deux axes du plan horizontal ? C'est un réglage sensible sur ces modèles. Il faut serrer suffisamment pour éliminer le jeu mais surtout pas trop. Pour les courroies pareil, une tension excessive les endommagent de façon irréversible. En tout cas le défaut à l'air lié aux organes de guidage/entrainement.
-
problème de math sur les dimensions imprimées
Quentin Marquet en réponse au topic de bblt dans Discussions sur les imprimantes 3D
Salut, Le fait que l'erreur ne soit pas proportionnelle indique déjà que les step/mm des axes sont bien calibrés. A mon avis, il faut plutôt regarder du côté du flow et de la largeur de ligne: vérifies la calibration de l'extrudeur (en sachant que théoriquement il faut une calibration par marque et type de filament). -
differentes architecture imprimante 3d
Quentin Marquet en réponse au topic de hugo.ign dans Discussions sur les imprimantes 3D
Pour commencer une cartésienne c'est le plus simple! La partie logicielle sera beaucoup plus "intuitive" qu'avec une delta. Sinon globalement au niveau des architectures, la delta est plus encombrante mais permet une plus grande vitesse, la core xy permet une plus grande vitesse car les moteurs x et y sont fixes donc moins d'inertie et moins de ghosting. -
utilité d'un plateau chaud pendant toute la durée de l'impression ?
Quentin Marquet en réponse au topic de landaisd dans Discussions sur les imprimantes 3D
Je suppose qu'il faut maintenir une température constante au cours de l'impression car une baisse provoquerait une rétractation de la matière et fragiliserait l'adhérence. Cependant peut-être qu'une petite baisse ça peut le faire. Personnellement j'utilise mon imprimante avec le plateau à 50° au début et jusqu'à la fin. -
Guidage linéaire drylin IGUS ?
Quentin Marquet en réponse au topic de maccoa dans Discussions sur les imprimantes 3D
Effectivement l'usure des galets d'origine dépend beaucoup du réglage de l'excentrique: au début je serrai beaucoup trop. Le bon réglage, c'est le moins serré possible sans jeu ! Depuis j'ai changé les galets usés sur l'axe X et Y par des galets en PC et RAS ca bouge pas. -
Guidage linéaire drylin IGUS ?
Quentin Marquet en réponse au topic de maccoa dans Discussions sur les imprimantes 3D
Bonjour, Je n'ai jamais essayé ce genre de guidage mais des vrais chariots à billes MGN12 sur mon ender 3, et la conclusion que j'en ai tiré c'est que c'est beaucoup de travail pour au final ne pas gagner en qualité d'impression. Le défaut du système de guidage sur roues d'origine c'est surtout la difficulté à ajuster et remplacer les éléments à cause de l'usure. Mais en remplaçant les roues par des versions plus dures style PC, il suffit de bien faire l'ajustement 1 fois puis ça bouge plus avant longtemps ! Pourquoi est-ce que tu veux faire cette modification ? -
Quentin Marquet a changé sa photo de profil
-
CR-10 V2 toute neuve qui ne fonctionne pas
Quentin Marquet en réponse au topic de Quentin Marquet dans Entraide : Questions/Réponses sur l'impression 3D
Bon j'ai démonté l'alim et je viens de comprendre le problème: un des connecteurs du plateau chauffant sur la carte mère était déconnecté. -
Bonjour, Je viens de monter ma CR-10 V2 mais quand je lance un print, le plateau ne chauffe pas et l'écran fait clignoter des points d'interrogations à la place des coordonnés X, Y et Z comme sur la photo. J'ai essayé de refaire tous les branchements plusieurs fois mais rien à faire. Savez-vous si c'est un problème récurrent ? La carte est foutue ?
-
Bonjour, J'ai besoin de concevoir des éléments de calage en carton pour un packaging, jusque là tout va bien j'ai dessiné ces éléments qui tiennent sur une plaque de 295*295mm. J'avais en tête de découper ces éléments dans du carton simple cannelure de 3mm d'épaisseur au laser (type laser Ortur 15W). Cependant je n'ai pas encore acheté ce laser et je me pose une question: est-ce que mes pièces découpées seront propres et ne laisseront pas de traces noirâtres ? Comment procéderiez-vous pour faire une série de découpes comme celle-ci ? Je suis vraiment néophyte dans ce domaine et vos conseils et expériences pourraient beaucoup m'aider. Merci d'avance, Quentin
-
Salut, merci pour vos réponses, Oui j'ai bien entré le profil de la Ender 3 dans Cura (mon slicer) avec la bonne taille de buse (0.6mm). J'utilise une largeur de ligne supérieure au diamètre de ma buse car j'ai vu qu'il était courant d'utiliser une largeur légèrement supérieur (1.2*diamètre de la buse) et aussi cela me permet d'économiser du temps d'impression. Pour la température du PLA, il est donné pour 190-220, et après plusieurs tests j'ai trouvé que 190 était la température idéale pour éviter au maximum le stringing (à 200° c'était vraiment moche). Par contre effectivement je vais faire des tests en bidouillant la rétraction (diminuer la vitesse et augmenter la distance). J'ai aussi pensé essayer de jouer avec le paramètre expérimental "coasting".
-
Bonjour, J'ai changé la buse sur ma Ender 3 V2 pour une buse en laiton TriangleLab de 0.6mm. J'ai effectué ce changement dans l'optique d'imprimer des murs plus épais et imprimer plus vite de grands objets. Tout d'abord, chose étrange j'ai eu un gros souci de sous-extrusion après ce remplacement. J'ai fini par résoudre le problème en augmentant par tâtonnement le flux général à 107%. Le problème qui persiste en revanche est sur l'impression de barres fines verticales comme vous pouvez le voir sur les photos, des coulures apparaissent de façon aléatoire sur certaines barres, mais pas sur toutes! Au début j'ai pensé modifier les paramètres de rétractation, mais je n'ai pas réussi à améliorer les choses, voici mes principaux réglages: Épaisseur de ligne: 0.8mm Hauteur de couche: 0.28mm Vitesse: 60mm/s Vitesse des murs intérieurs/extérieurs: 45 / 35mm/s Température de la buse: 190° (trop de stringing à 200°) Filament: PLA blanc Grossiste 3D Combing: Not in skin Distance de retractation: 5mm Vitesse de retractation: 45mm/s Je soupçonne le réglage "Combing" d'être en cause mais je ne comprend pas vraiment à quoi il sert ? Merci d'avance pour vos réponses

-
Bonjour, Je m’appelle Quentin, je suis amateur d'impression 3D depuis mes études en ingénierie. Dans le but de créer des luminaires et autres fournitures design pour l'intérieur, je me suis équipé en imprimantes Creality. Cependant n'étant pas un professionnel du domaine, j'ai besoin de temps à autre d'aide et de conseils avisés ! Merci pour l’accueil, Quentin