MrMagounet
-
Compteur de contenus
9 859 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
52
Tout ce qui a été posté par MrMagounet
-

Soyons original : à la recherche de LA bonne imprimante...
MrMagounet en réponse au topic de pollux59510 dans Bien choisir son imprimante 3D
Salut @pollux59510 J'utilise les 2 types d'imprimantes a savoir les Filaments FDM et résine MSLA. Perso j'utilise la résine a 90% de pour de l'impression de figurine et le reste du temps pour de la pièce technique soit qui demande un etat de surface que j'aurais du mal a avoir en filament soit qui demanderait des détails trop fin. Pourquoi j'utilise pas plus mon imprimantes résine pour de la pièce technique, bien simplement car une imprimante Résine dès que l'on dépasse les 10" de taille d'ecran sa devient vite hors de prix même en entré de gamme, et qu'il est impensable d'avoir des machine de 350x350x350 par exemple, sa c'est la raison N°1. La 2 eme raison est que le prix au kilo de la résine si c'est de la résine technique par exemple cela va vite couté un bras par rapport a son pendant filament, par exemple en résine standard ou ABS Like on a du choix a moins de 30€ de KG mais les résine ABS Like premier prix on la les propriéter du filament ABS, pour avoir de l'equivalence faut doublé minimum le prix voir plus la ou en filament j'ai mon ABS a moins de 20€/Kg du rapide PETG a moi 13€/Kg etc... Bon perso je trouve les 2 techno complémentaire mais quitte a débuter faut voir quelques que tu veux faire principalement au début, si c'est des accessoires petit et ou de figurine type playmo ok résine c'est en effet mieux pour avoir un rendu ultra clean, si c'est pour pour de l'impression pour le bricolage tu as des résine prévue mais a quels prix ? je te vois mal acheter un machine a 350€ pour prendre de la résine très technique a 90-120€/Litre. Pour illustré ce que je te dis je te la un exemple d'impression résine et FDM, la grand figurine est en pure résine ABS-Like Sunlu peinte a la main elle fait la taille d'une bouteille de badoit de 1L pour l'echèle, la base de la grande figurine et la mini figurine sont imprimer en Filament PLA, la mini figurine fait 8cm de hauteur. C'est imprimer en 0.12mm de hauteur de couche avec buse de 0.4mm sur la Snapmaker U1 avec 4 filaments Donc réfléchit bien a ce que tu veux faire avant d'acheter ou prend une techno pour le moment en gardant que tu prendre l'autre techno plus tard. Pour ce qui est de machine Résine pas trop chers, perso je suis sur du Elegoo Saturn 4 non pro (avant Anycubic Photon M3), la MArs 5 Pro j'en ai pas eu de bon retour comme la Saturn 4 Pro d'ailleurs leur ecran tilte perso me font vomir trop dangereux pour la machine a mon sens, mais la Mars 5 non pro je sais pas ce qu'elle vaut. Après Je sais pas ce que vaut le nouveau concurrent de Amazon Joybuy mais y a des truc interessant en prix, exemple : anycubic photon mono 4 10k a 149€ anycubic wash-cure 3 la dernière version a 79€ ce qui te fait un pack complet a 228€ ce qui te laisse de l'argent pour de la résine et accéssoire, ou mettre le reste de côté dans l'hypothèse d'acheter un petite FDM a côté. P.S : Par exemple moi sur mes FDM je suis en cour d'impression et de construction d'une imprimante 3D dont le chassis est imprimer en ABS, ce projet aurais pas été faisable en Résine ou alors il m'aurait couté en résine ce que le projet entier me revient sans garantie avoir des pièces qui tienne les vibration en marche de l'imprimante. Attention aussi a 2 facteurs la résine emet des particules il faut utiliser cela dans une pièce de vie, bien ce protéger et aerer. Et si tu utilise ta machine résine dans une zone non chauffer sache que en periode hivernal surtout quand ta pièce est sous les 18°c cela deviendra compliqué d'imprimer sauf a acheter un petit système de chauffe d'appoint pour l'imprimante, ou prendre une machine avec chauffe du bac mais les prix seront pas les mêmes.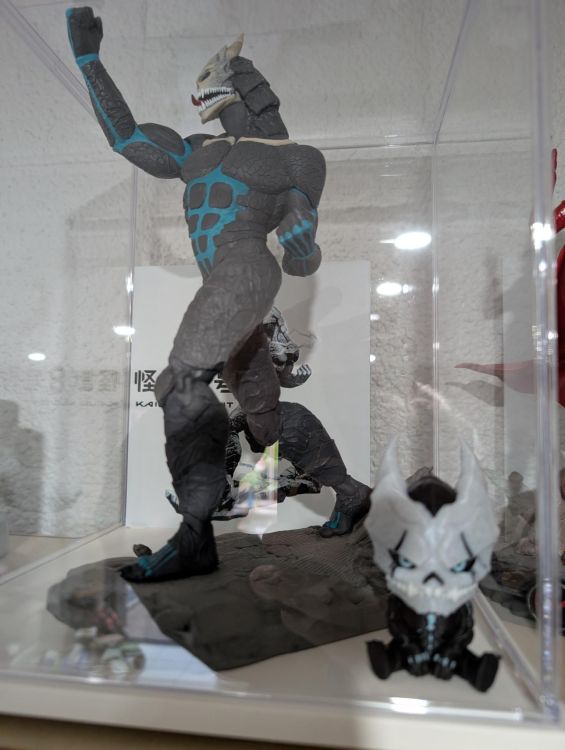

-
Sur la U1 j'ai depuis le début pris le partie de la laissé d'origine sur le firmware pour voir la régularité et evolution des mises a jour apporté par snapmaker, car quand je venais a mettre les main côté fimrware ou configuration des printer.cfg j'en arrivais a ne plus suivre ce que faisait la marque, ce qui avait été le cas sur la Artillery SW X4 Pro Plus et M1 Pro (bon en même temps Artillery et firmware sa n'a jamais été magnifique). Et la U1 est une machine qui m'impressionne assez par la qualité et le suivie des mise a jour pour le moment c'est supérieur a ce que creality a produit pour la K2 Plus supérieur a ce que FlashForge a donné sur la AD5X aussi, @Toad3 comme toi l'exclusion Object est un option qui manquait gravement et qui dévrait être en place sur tous les imprimantes modernes je rongait mon freins a ne pas l'ajouter moi même, même si en soit je n'ai jamais réellement eu de souci et echec d'impression sur un pièce sur la U1, mais cela pourrait arrivé ne serait ce que pas erreur de ma part, et quand on imprimer une 10 aine de pièces si les support sont en echec sur l'une il est préférable de pouvoir l'exclure pour ne pas perdre le reste des impressions.
-
imprimante 3D SLA pour réaliser des petits moules à silicone.
MrMagounet en réponse au topic de tortuegéniale dans Bien choisir son imprimante 3D
Salut @tortuegéniale perso je ne connais pas bien les principe du moulage et autre donc je ne saurais te dire ce qui est le plus adapter. Pour ce qui est etape de surface lisse touts imprimantes SLA et MSLA récente d'au moins 4k franchement on un rendu de surface souvent largement suffisant. Ce que je peux te dire c'est que si tu es dans un garage en effet l'hiver il est préférable d'avoir une machine intégrant une chauffe dans mon cas sur la Saturn 4 j'ai modéliser un support pour une PTC de 70w controler par un boitier externe qui inclus une alim et un controleur sa fait bien le taf pour 35€ de matos et un peu de modésilation et bricolage, mais il y a des machine qui intègre des bac chauffé en effet. Pour le Capot bien filtrant les UV c'est plus dur, Elegoo et Anycubic ont des capot assez décevant sur les machines actuels, après tu peux aussi te tourné vers de la bonne occasion comme par exemple un uniformation GK3 vendu ici par le copain Thierry. Cette machine a une bonne filtration et une ecran chauffant, le plus absolue pour moi un capot a charniere. Pour tes moules en silicone regarde du côté des résine dites castable elles sont a base cire et fonde rapidement a la chauleur ce qui permet de concevoir des moules détaillés que l'on vide facilement ou que l'on peux remplir de matériaux chaud qui evacue cette cire, mais c'est pas dit que ce soit utile dans ton cas. -
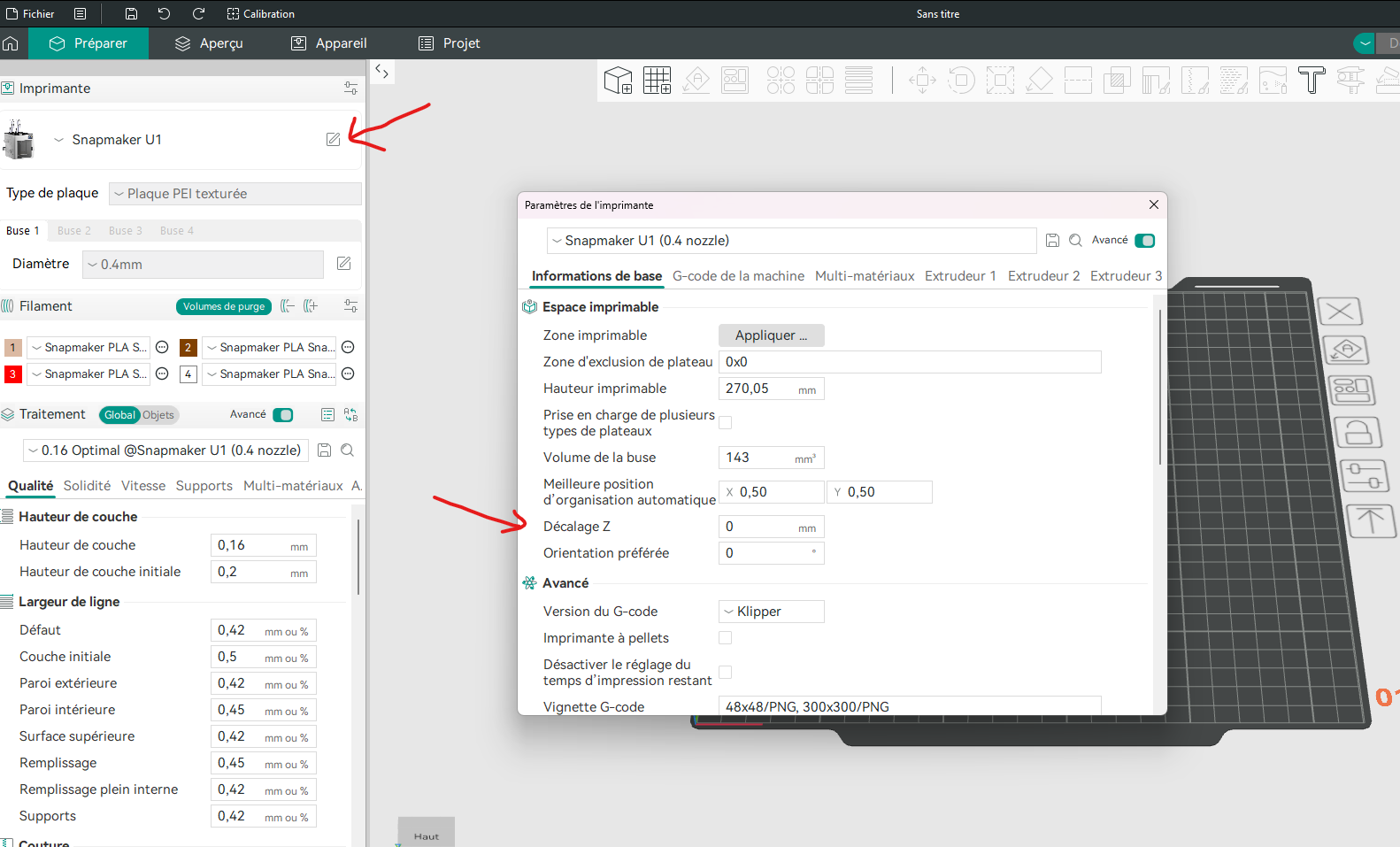
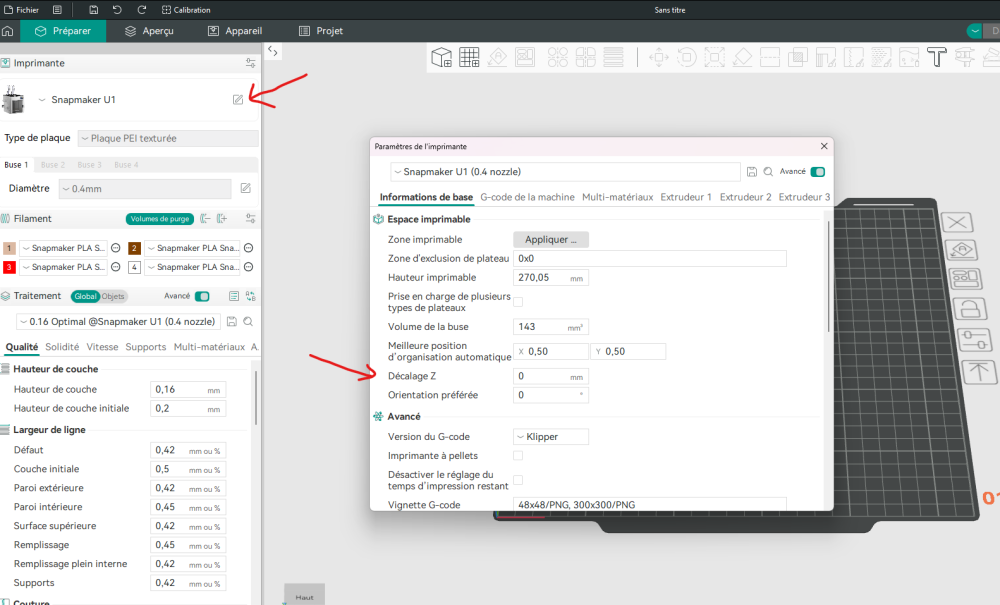
Alors c'est assez simple, sur tous les slicer Orca Bambustudio ou dérivé fork comme Snorca tu as ici le champs Décalage Z Si tu met de dans -0.005 par exemple il viendra descendre ta première couche de -0.005mm par rapport a Z offset de ta machine, et bien sur toutes les couches suivantes seront aussi descendu de -0.005mm pour que cela reste parfaitement cohérent sur l'ensemble de l'impression. C'est une méthode rapide simple pour ajuster ta première couche sans avoir a revoir manuellement ton Z-offset sous Fluidd et de sauvegarder la valeur pour qu'elle reste en mémoire, et a avoir a intégré un ajuster dans ton start Gcode qui souvent est executé par une macro dans ton printer.cfg. C'est donc plus simple et éfficace et a la porté de tous sans bidouille
-
Pour le fichier printer.cfg de la U1 non pour le moment je me suis pas mis dessus a l'étudié j'avais pas assez de temps en ce moment pour m'y mettre vraimeent je m'y attaquerais a partir d'avril j'aurais un peu plus de temps de dispo. Par contre tu peux ajuster ta valeur de Z-Offset sur Snorca ou Orca, tu peux ajouter un valeur aditionnel a ton Z-offset dans les parametrages machine. Pour ce qui est de ton expérience avec une bobine de filament Silk, perso sur la U1 j'ai enchainé envirions 150h d'impression de pièce en filament Silk de Marque Ziro et Kexcelled et un peu de Silk Eryone en parallèle, j'ai pas eu un seule soucis d'adhérence au PEI texturé. Comme la dit @loick2000 il est pas impossible d'avoir une bobine avec un additif mal dosé qui pose souci, d'expérience j'ai déjà eu un déconvenue avec 2 bobine Sunlu Silk en Gold & Silver l'adhésion intercouche etait totalement pourrie quand j'imprimais j'avais une impression propre en apparence pas de sous extrusion ni rien mais juste a retirer l'impression du plateau suffisant a briser l'impression comme si les couches de filament etait a peine tenue par de la colle UHU . J'avais testé sur plusieurs machines et plusieurs parametres toujours pareil un vraie cata ce filament. Perso j'ai souvent rencontré des comportements différents sur une même gamme de filament Sunlu d'un batch a l'autre, c'est pour cela que j'ai utilise presque plus perso.
-
nouvelle recherche d'imprimante.
MrMagounet en réponse au topic de Lubox40 dans Bien choisir son imprimante 3D
@Lubox40 ravis de voir qu'elle te plait cette machine -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
MrMagounet en réponse au topic de MrMagounet dans Artillery
@babz Sa vient pas de carte mère déjà c'est une bonne news, donc oui les pistes probables carte de la hotend ou la nappe qui va a la tête. -
Mon Projet d'imprimante The100
MrMagounet en réponse au topic de MrMagounet dans Le coin des Cubiques
Dans le cas de l'orbiter il reste très leger et le moteur Nema 14 moons est l'un des plus léger, mais faudrait faire des test. Je ferais possiblement une version bowden en debut et voir si je fait pas des proto DD en parallele. -
Tiens généralement pour le l'impression dentaire on par toujours sur le l'impression SLA / MSLA (de la résine quoi), en effet peux tu nous donner plus d'infos sur les condition du thermoformage cela permettra de comprend quels filament sera necessaire et donc quelques type de machine.
-
Aide choix imprimante capable impression continue Flex
MrMagounet en réponse au topic de ASP68 dans Bien choisir son imprimante 3D
Perso Il m'est en effet aussi arrive d'avoir un bed trop petit pour certaines impression rare et spécifique même avec ma K2 Plus et ces 350x350 après y a des soft comme Split3r et luban pour sont pratique pour la découpe de gros projet parfois . (Perso j'ai la chance d'avoir eu un licence a vie de Split3r) -
Choix d'une nouvelle imprimante 3d "filaments techniques"
MrMagounet en réponse au topic de Ptilou dans Bien choisir son imprimante 3D
tu nous fera ton petit retour -
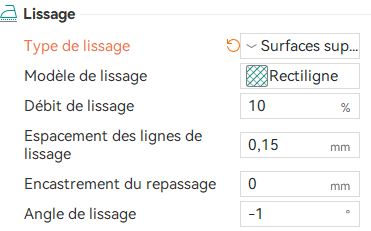
Sur la U1 non j'ai jamais fait de lissage dessus mais sur d'autre machine j'ai eu des résultat parfois cauchemardesque quand mal ajuster. Sur Orca tu n'ajuste pas la hauteur de lissage il faut donc essayé de joué sur le débit de lissage si tu as des zone non lissé ou ou rugueuse essaie de l'augmenter tu peux tenter aussi de passer d'un motif de lissage rectiligne a zigzag parfois.
-
Choix d'une nouvelle imprimante 3d "filaments techniques"
MrMagounet en réponse au topic de Ptilou dans Bien choisir son imprimante 3D
@Ptilou de ce que je sais les soucis expliqué par la cave au chat sur les défaut de jeunesse ont tous été corriger en soit par Qidi. La K2 Plus et la Qidi on tous un port USB qui permet de lancer manuellement ces fichiers slicer, la K2 Plus permet d'ailleurs par l'utilisation de cette USB de faire les MaJ en Offline, pour la Qidi sa je ne saurais te le dire mais je pense qui c'est aussi le cas. ABS, ASA, PA, PC et version chargé pas de soucis sur la K2 Plus et la Plus 4, la K2 Plus permet un accès ultra rapide et demontage de l'extrudeur si besoin, par contre pour tout ce qui est TPU la K2 Plus est capricieuse a cause du cheminement du filament le mieux restant de retirer le capot du dessus et alimenté en direct la tête en filament TPU, pour la Qidi je ne saurais te dire. Pour la K2 Plus perso y a 3 choses que j'ai réaliser : une modification du bout chemin de câble fixer sur la tête pour apporter une courbure au PTFE meilleur et obtenir un meilleur maintient de ce dernier. l'ajout d'un riser sur le dessus qui evite au PTFE de froter et taper sur la vitre du dessus. et l'ajout de filtre Hepa12 devant les éléments de filtration filtre a charbon dans la machine. Pour avoir les bobine par le dessus ces possibles mais demandera une adaptation un PTFE avec un courbure adapter pour aller jusque l'entre du filament. Pour Simplify 3D y devrait toujours être possible de créer un manuellement les profiles des machines mais la je peux pas t'aider ce doit être le seule trancheur FDM que j'ai jamais utilisé. -
Perso j'utilise rarement le lissage et je crois pas l'avoir utiliser sur la U1, mais sur tes images on vois que le lissage semble présent sur les angles mais pas sur les centre des axes X et Y comme si la buse etait plus haute que sur le reste de l'impression, j'esserais d'ajuster les paramètres de lissage de baisse d'un cheveux la buse lors du lissage pour voir mais pas trop sinon tu aura des sillons
-
Mon Projet d'imprimante The100
MrMagounet en réponse au topic de MrMagounet dans Le coin des Cubiques
@Nossolov je te dirais ce que j'en serait au test mais c'est pas encore pour demain hein , j'ai vue sur cults tes modif pour tes T100 pas mal de recup mais bien pensé la prochaine fois que j'ai un PC qui par a la benne si l'alim fait au moins 350w je penserais a la gardé. La aujourd'hui je réfléchissait a la tête d'impression soit je laisse en Bowden avec la tête de Matt j'ai juste a modéliser un support pour Orbiter en bowden ce sera facile soit j'ai vue une chose qui m'a interpeller en Direct Drive sauf que que ici lui semble utiliser un 4010 turbine et j'ai de gros doute sur l'efficacité en ventilation je partirais plus sur un 5015 moi dans ce cas. -
Nouvelle FlashForge en approche : la Creator 5 Pro (C5)
MrMagounet en réponse au topic de MrMagounet dans FlashForge
@medmed oui mon copain thierry nous a mis une petite vidéo qui me fait salivé , je trouve aussi que le placement des tête permet une alimentation plus simple via dryer et le fait de proposer un dryer 4 bobines 2 zone c'est très bien et mieux que le système proposer par Snapmaker, c'est pour cela que j'ai choisi de partir sur une chitu E1 perso et pas leur dryer de chez polymaker. Perso la même mais avec 6 à 8 têtes INDX (car plus compact et le volume de la U1) serait parfaite mais déjà si ce qui est annoncé est bien la et bien fait la U1 a une sacré concurrente qui arrive. -
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
MrMagounet en réponse au topic de MrMagounet dans Artillery
si la thermistor est bonne tu peux le savoir déjà avec ohm mètre tu dois avoir 100k a environs 28°c, vue que tu dis avoir tester plusieurs le soucis est pas lié a cela ce qui implique que soit tu la carte de tête qui a eux un court circuit et un composant a cramer qui gère le passage de la lecture de la sonde soit la carte mère est le problème soit tu as un soucis avec le connecteur ou cable entre la tête et la carte mère. Je testerais de brancher une sonde directement sur le carte mère voir tu as résultat déja cela permettra de l'enlevé de l'equation et et regarder uniquement sur le carte de la tête le connecter ou le cable -
Choix d'une nouvelle imprimante 3d "filaments techniques"
MrMagounet en réponse au topic de Ptilou dans Bien choisir son imprimante 3D
Salut @Ptilou, la Creality K2 Plus est une de mes machines préférer et cela depuis sa sortie et c'est encore le cas aujourd'hui son volume m'est très utile parfois c'est encore le cas dans mon projet de fabrication d'une imprimante Core XY T100 maison dont une grande partie des pièce et du chassis est en ABS. Certains on quand même eux quelques problèmes (pas toujours lié a la machine parfois) donc j'aimerais savoir ce que tu as lu qui pose soucis sur la Plus 4 car j'en ai que de bon retour de la part d'amis connaisseurs. Perso sur la K2 Plus j'ai jamais vraiment eu de réelle soucis a part le CFS parfois un peu capricieux ce qui ne semble pas être un outil forcement utile pour toi. Malgré comme la dit Hyoti on a une belle concurrente qui est la et aujourd'hui si je devait choisir un machine grand volume pour filament technique la Qidi Max 4 serait possiblement une machine que je pourrais prendre en lieux et place la K2 Plus pour ces capacité en filament technique mais surtout son volume supérieur 390x390x340, sont système de refroidissement externe sur les machine de test j'en connais qui a eu un souci avec (sans que cela empèche d'imprimé toutefois) donc cette option a voir par contre. Pour être franc j'ai aucun soucis sur la K2 Plus, mais pour être transparent tu as autant de risque d'avoir un soucis sur la K2 Plus que sur les Qidi Plus 4 ou Max 4 pour moi sachant que Qidi a pour moi un meilleur SAV que creality par contre. Pour ce qui est de l'utilisation cela reste simple d'utilisation pour les machines elles même, mais elles sont prévue pour l'utilisation de Slicer issue de Orca et donneront le meilleur d'elles même avec le slicer de la marque (fork Orca) ou Orca, Simplify est un slicer a l'abandon qui a finit par ce faire dépasser, tu pourras possiblement t'en servir mais tu sacrifie plus option comme l'envoie a distance du fichier depuis le trancheur directement et en l'envoyant via les interfaces type fluide tu aura obligation de sélectionner les filament si utilise le système multi bobines depuis l'écran. Tu pourras perdre des fonctionnalité propres a l'evolution d'orca sur la qualité et la vitesse de tes impressions. Pour ma part en machine pour filament technique simple bobine les Qidi max 4 et ma K2 Plus sont ce que je trouve de plus interessant, si l'on intègre un système de boitier multi bobine la H2S avec sont AMS 2 Pro est plus efficace. Mais si l'on parle d'impression technique utilisant plusieurs matière comme par exemple ABS + TPU alors une Core One L plus kit INDX devrait être ce que je trouve de plus aboutie si le tous fonctionne bien, ma U1 en mettant un tophat et ajoute un panda breath pour gérer l'ABS et ASA mais gère plus, la Futur FlashForge Creator 5 Pro sera le meilleur choix filament technique 4 têtes pour filament technique mais en format plus compact 256x256x256, et sinon la H2C est très chers mais permet de gérer 7 filament sans purge ou plus d'une 30aines avec purges. -
nouvelle recherche d'imprimante.
MrMagounet en réponse au topic de Lubox40 dans Bien choisir son imprimante 3D
bien il suffit qu'il m'envoi la carte de pilotage des moteurs que je leur réclame depuis le début je te dirais mais bon -
nouvelle recherche d'imprimante.
MrMagounet en réponse au topic de Lubox40 dans Bien choisir son imprimante 3D
Moi au grand surprise j'ai reçu mail de Artillery ce matin qui me demandais si mon soucis était résolu Après 4 mois sans news de leur part , je leur est gentiment répondu que non que depuis octobre c'etait en panne quelques soit le type de fichier avec ou sans support avec ou sans remplissage fichier d'origine sur la M1 Po ou slicer par moi toujours des décalages a la con, j'ai pas trop d'espoir qu'ils comprennent qu'il y a un soucis de driver mais bon j'ai répondu. Fin avril si rien ce passe je la désosse pour récuperer des pièces utilisable comme le PTC, les roulement ou axe linéaire vis trapézoidale et l'alim par exemple et ce qui est pas fiable poubelle. -
Y a juste a voir si y a besoin de vérifier a quels temp° ton filament est optimal, mais en soit la transmission de chaleur sur une buse acier inox ou acier trempé reste sensiblement la même.
-
Avant on avait par defaut que des buses laiton pourquoi car le laiton permet un chauffe plus rapide, mais aujourd'hui on a pas mal de filament diverse est il devient rare que les fabriquant propose de simple buse laiton. Par exemple sur la A1 par defaut les buse sont en acier inoxydable et une existe des version acier trempé , sur les K2 on utilise des buse trimetal, core en cuivre ou laiton, pointe en acier trempé et jonction de heatbreak en titane, FlashForge propose des buse acier inoxydable ou trempé sur ces machine etc...., certain propose des buse laiton mais plaqué nickel ce qui est très correct avec des filament pas trop abrasif comme les filament bois marbre et luminescent. Et seule les machine premier prix aujourd'hui reste sur de la buse 100% laiton. Sur la U1 c'etait indiqué lors du kickstarter que les buse d'origine etait en acier inoxydable et qu'il y avait le pack hotend acier trempé de disponible, perso j'ai pris un pack de hotend avec buse acier temper en 0.4 lors de ma commande KS a l'époque. Pour le moment je n'imprime que divers PLA et le seule charger que j'utilise un peu c'est les type marbre comme sur la que j'ai mis plus haut et diverse PETG. Pour le moment j'ai rien imprimer très abrasif en soit je suis a plus de 400h d'impression sur la machine avec des buse qui n'ont pas bougé, par contre je ne passerais pas de fialemnt carbone avec ces buses la c'est sur car alors j'aurais pas utilisé 1Kg qu'elle sera HS, dans ce cas Acier trempé oblige.
-
@Carlito06 oui c'est possible que dernier maj de configuration est touché a des preset de valeur, la vitesse de retraction et distance est souvent un point crucial avec le TPU sur beaucoup de machine que j'ai tester les valeur par defaut sont trop violente a mon sens et fonction sur des très petites pièces mais bloque des que l'on va sur plus gros.
-
suivant la taille des particules surtout sur le filament charger bois oui c'est possible que tu es de l'obstruction en buse de 0.4mm en marbre sait moins vrai , pour le côté acier trempé en filament charger effet marbre et bois les buses en acier inoxydable d'origine sont largement suffisante par contre on oublie sur chargé carbone et fibre de verre sa c'est sur
-
OrcaSlicer-FullSpectrum : Fork d'OrcaSlicer qui permet de générer des nuances différentes de couleurs
MrMagounet en réponse au topic de PPAC dans Blabla
@Kachidoki en effet a regarder de près on un peu déçu au premier abord mais comme tu la dis rien etait calibrer et ici on utilise aussi les TD des filament pour essayé d'avoir le meilleur rendu possible, de ce que j'ai cru comprendre les concepteurs du fork ce sont basé sur leur test sur les filament polymaker (qui sont souvent un référence même côté hueforge et flatforge). Mais oui y a clairement du potentiel, c'est surtout sur les zones on l'on a du mixe de couleur sur de l'arrondie on c'est frappant comme le dessus des lunettes mais comme tu l'as dis c'est prometteur et l'idée de placer un damier sur le dessus des couche visible pourrait faire illusion en effet bonne idée.