


telson
-
Compteur de contenus
29 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par telson
-
Pour l'explication sur le palpage en 3 points : OK insister sur la cohérence entre les valeurs du firmware et les réglages encodé dans cura : Tu pourrais développer stp, je ne vois pas le lien entre les valeurs du firmware et cura. Une sorte de FAQ : Effectivement cela paraît une bonne idée. Merci pour tes retours. ++
-
Bonjour, Je n'ai effectué aucun calibrage minutieux des axes...........J'avoue que les résultats pour le moment me conviennent très bien. Par la suite je ferai un réglage complet de ma machine puis je changerai les courroies et les poulies......Pour le moment, je n'ai pas pris le temps de m'y consacrer et je réserve ce temps pour mon projet initiale. Je suis satisfait de savoir qu'il me sera possible par la suite d'obtenir une meilleur précision.......Pourrais tu me dire vars quoi je devrais m'approcher avec un très bon réglage sans changer les courroies et poulies. Merci par avance ++
-
Est ce que tu pourrais me dire si la méthode pour régler l'offset du palpeur est correct. Pourrais tu aussi me dire si tu vois des modifications/ajouts au tutoriel pour le faire progresser... Merci
-
Agressif ???? !!! Ha bon ok alors ??? " Maintenant pour l'offset (commande : M114.): Il faut entièrement et tranquillement lire le tuto hein !! Pas la moitié " = humour ....
-
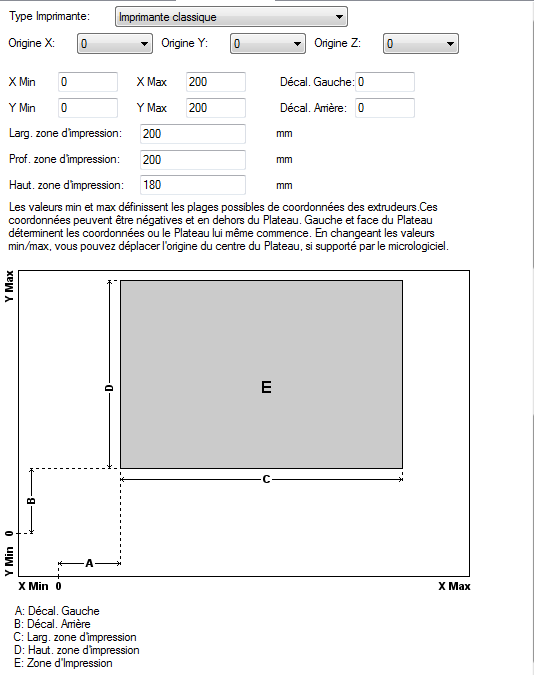
Bon.....Reprenons doucement : il faut faire la différence entre : la taille de ton plateau la taille de ta zone d'impression le décalage de ta zone d'impression sur ton plateau tu peux très bien avoir un plateau de 400*400 MAIS n'avoir qu'une zone d'impression de 200*200. attention la zone d'impression ne peut forcément JAMAIS être supérieure à ton plateau. Bien selon l'image ci-dessous : Nous constatons que le : le YMax défini la profondeur de ton plateau le X Max défini la largeur de ton plateau D défini la profondeur de ta zone d'impression C défini la largeur de ta zone d'impression A défini le décalage en X vers la droite de ta zone d'impression sur ton plateau B défini la décalage en Y vers le fond de ta zone d'impression sur ton plateau Maintenant dans ton firmware : #define Z_MIN_POS 0 => ICI TU DOIS LAISSER 0 #define X_MAX_POS 190 => Correspond à la largeur de ta zone d'impression #define Y_MAX_POS 180 => Correspond à la profondeur de ta zone d'impression #define Z_MAX_POS 180 = > Correspond à la hauteur Max de ton impression Maintenant pour l'offset (commande : M114.): Il faut entièrement et tranquillement lire le tuto hein !! Pas la moitié Admettons que tu as en offset X: -29.85, Y:1.85, Z:8.40. Tu dois impérativement multiplier ces valeurs par – 1. Autrement dit les valeurs négatives deviennent positives et les valeurs positives deviennent négatives. Maintenant dans le fichier Configuration.h, tu modifies les lignes suivantes avec les valeurs ci-dessus donc : N’oubliez pas de placer les valeurs que vous tu as multiplié par – 1 !!!, soit ici dans notre exemple : #define X_PROBE_OFFSET_FROM_EXTRUDER 29.85 #define Y_PROBE_OFFSET_FROM_EXTRUDER -1.85 #define Z_PROBE_OFFSET_FROM_EXTRUDER -8.40 : toujours négatif Attention, regarde bien tes valeurs de décalage, ici en X nous avons 29.85 dans le fichier de configuration.h original: #define LEFT_PROBE_BED_POSITION 30 Il sera alors plus prudent d'ajouter des MARGES et donc mettre les valeurs ci-dessous (plateau de 200*200): #define LEFT_PROBE_BED_POSITION 50 (29.85 + 20 de marge) #define RIGHT_PROBE_BED_POSITION 150 ( 200 - 29.85 - 20 de marge) #define BACK_PROBE_BED_POSITION 170 // (200 -1.85 - 30 de marge); -1.85 insignifiant #define FRONT_PROBE_BED_POSITION 30 // ( -1.85 + 30 de marge); -1.85 insignifiant ...... A toi de jouer !!
-
il faudra aussi regarder le Décalage en X et en Y ....Peut être que...... Difficile de trouver si tu ne réponds pas ...........
-
Dans la configuration de l'imprimante tu indiques Xmin = 0 et Xmax = 190 MAIS tu donnes une largeur d'impression de 194 mm .... Ymin = 0 et Ymax = 180 MAIS tu donnes une profondeur d'impression de 194 mm.... Dans ton fichier de config : // Travel limits after homing (units are in mm) #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS 200 #define Y_MAX_POS 200 #define Z_MAX_POS 180 #define LEFT_PROBE_BED_POSITION 35 #define RIGHT_PROBE_BED_POSITION 155 #define FRONT_PROBE_BED_POSITION 30 #define BACK_PROBE_BED_POSITION 170 #define X_PROBE_OFFSET_FROM_EXTRUDER 33 // X offset: -left [of the nozzle] +right #define Y_PROBE_OFFSET_FROM_EXTRUDER -15 // Y offset: -front [of the nozzle] +behind #define Z_PROBE_OFFSET_FROM_EXTRUDER -7.5 // Z offset: -below [the nozzle] (always negative!) Pourrais tu déjà délimiter au crayon la zone min et max en X et Y pour bien repérer la zone d'impression sur ton plateau. Vérifier que ta buse se place bien au 4 angles de cette zone et vérifier les valeurs des offsets..........Sur la photo nous ne voyons pas exactement la position du probe en position basse par rapport à la buse... ++
-
Alors oui quoi un retour.....J'ai acheté il y à plus d'un an la prusa I3 de sunhokey............aucun problème avec..........et j'imprime pas mal..........Sans aucun réglage supplémentaire à 50/60 mm/s j'obtiens une précision de 0,14/0,18 mm..........ça me va très bien!!
-
Bonjour, Je suis l'auteur du tuto mentionné dans ton premier message. Ce tutoriel à été testé totalement sur une PRUSA I3 (S508), firmware Marlin pour la carte MKS GEN2Z V1.1. Tuto que j'ai aussi posté sur ce forum : Avec un début de réflexion toujours sur ce forum : Sinon, as tu vérifié les dimensions de ton plateau? Dans le tuto il est question d'un plateau de 200*200. Pourrais tu nous indiquer le Gcode que tu as finalement mis en place et te serait t'il possible de nous faire un résumé complet des modifications que tu as du apporter au tuto pour faire fonctionner l'autolevel avec la marque, type, modèle de ta prusa......Cela servira à d'autres..... Merci.
-
Le lien marche bien mais il faut prendre le dernier message du sujet : Par contre je ne sais pas qui à mis : masquer le contenu..... Pourquoi modifier #define SERVO0_PIN 13, il serait plutôt intéressant de savoir où se situe cette broche sur ta carte, c'est forcément une sortie pour un servomoteur et cela devrait fonctionner.......
-
voici le document mis à jour avec le sommaire fonctionnel :
-
Merci c'est très sympas Toutes remarques constructives seront prises en compte pour l'amélioration de la procédure.....Il sera ensuite possible de parler de tutoriel.
-
Bonjour, J'ai rédigé une petite procédure pour mettre en place un système d'auto bed leveling sur une sunhokey prusa I3. Je vous propose donc le document à lire et d'éventuels commentaires pour amélioration. Toutes les remarques seront les bienvenues. Merci par avance. tutoriel auto bed leveling.pdf 391,74 Ko 1 téléchargement(s) P.S. j'avais commencé ce sujet ici : Prusa I3 - Sunhokey, mais le titre n'était peut être pas assez explicite ...
-
Mouais :: #define NUM_SERVOS 3 c'est le 1er index donc P0 ....... Trop rapidement j'avais conclu : #define NUM_SERVOS 3 = #define SERVO3_PIN 4 ....mais non mais non...... Ok alors.
-
Ha !!?? Fallait le savoir...... Quoi qu'il en soit j'ai essayé sur plusieurs broches et j'ai fini par trouver que sur D11 ça marchait.... Merci
-
oui merci c'est effectivement l'angle du servo ..... Par contre il ne faut pas connecter le servomoteur en D4 mais en D11 et la commande M280 P3 Sxxx ne fonctionne pas mais M280 P0 sxxx Étonnant avec #define NUM_SERVOS 3
-
Non...personne pour donner son avis ou retour d'expérience?
-
Bienvenue cher voisin ...
-
Deuxième partie : la modification du fichier Configuration.h Compte tenu que je n'ai pas suffisamment d'information, pour le moment pour réaliser l'option : c) utiliser un switch connecté sur la broche endstop Z max. La suite de cette procédure sera basé sur l'option : b) déplacer le switch du endstop Z mini sur le palpeur. La duplication du switch endstop Z mini apporte essentiellement une sécurité supplémentaire et ne change en rien la modification du fichier Configuration.h et les réglages..... enfin me semble t'il pour le moment...... 3. Modification du fichier configuration.h Commençons tout simplement par ouvrir le fichier Configuration.h avec notepad++, par exemple, et modifions les lignes suivantes : Dans la section : //=========================================================================== //=============================Mechanical Settings=========================== //=========================================================================== // ENDSTOP SETTINGS: #define min_software_endstops false // Si true, impossible de descendre en dessous de la position HOME_POS. Est t’il indispensable de modifier cette ligne est quelles en sont exactement les conséquences?? Dans la section : //============================= Bed Auto Leveling =========================== Enlever les deux // de la ligne suivante #define ENABLE_AUTO-BED_LEVELING il existe deux modes d'auto bed leveling. Soit la méthode de la grille soit par une méthode de 3 points. Ici nous prendrons la méthode grille. Donc laisser la ligne suivante sans aucune modification : #define AUTO_BED_LEVELING_GRID (Si vous souhaitez la méthode 3 points, rajouté en début de la ligne //). Il faut ensuite, et selon les dimensions du plateau chauffant, modifier les lignes suivantes. Ce sont les marges à implémenter pour éviter que le palpeur ne soit à l'extérieure du plateau : #define LEFT_PROBE_BED_POSITION 20 #define RIGHT_PROBE_BED_POSITION 180 #define BACK_PROBE_BED_POSITION 180 #define FRONT_PROBE_BED_POSITION 20 J'ai un plateau de 200*200, j'ai donc mis une marge de 20 mmm à gauche,à droite, devant et derrière. C'est uniquement dans cette zone que les points de palpage s'effecturont. Maintenant le nombre de palpage par dimension sur la grille, j'ai mis 3 et il n'est pas nécessaire d'aller au delà #define AUTO_BED_LEVELING_GRID_POINTS 3 (si vous n'avez pas choisi la méthode grille voici les coordonnées des 3 points) #else // not AUTO_BED_LEVELING_GRID #define ABL_PROBE_PT_1_X 15 #define ABL_PROBE_PT_1_Y 180 #define ABL_PROBE_PT_2_X 15 #define ABL_PROBE_PT_2_Y 20 #define ABL_PROBE_PT_3_X 170 #define ABL_PROBE_PT_3_Y 20 #endif // AUTO_BED_LEVELING_GRID Enfin, passons maintenant à l'offset (en mm), décalage en X, Y et Z, du switch du palpeur par rapport à la buse. Ce sont ces valeurs qu'il faudra absolument régler. ATTENTION, pas question de prendre ces valeurs. Il faut les rechercher. Elles sont spécifiques à chaque machine et ce même pour des modèles identiques!! voir dans partie à venir les réglages. #define X_PROBE_OFFSET_FROM_EXTRUDER -25 #define Y_PROBE_OFFSET_FROM_EXTRUDER -29 #define Z_PROBE_OFFSET_FROM_EXTRUDER -12.35 Hauteur d’élévation en Z avant le homing (G28) #define Z_RAISE_BEFORE_HOMING 5 ATTENTION. L'utilisation du switch endstop Z mini sur le palpeur peut t'il, en cas d'un G28 Z, venir faire frotter la buse sur le plateau ?....Merci pour vos retours d'information sur le sujet. La vitesse (mm/min) de déplacement sur l'axe X et Y entre deux palpages : #define XY_TRAVEL_SPEED 4000 Les hauteurs de déplacement en Z avant le premier palpage et entre deux palpages. #define Z_RAISE_BEFORE_PROBING 15 #define Z_RAISE_BETWEEN_PROBINGS 5 Le délai de désactivation du servomoteur pour éviter les vibrations de ce dernier. Faut t'il l'activer? Faut t'il modifier le délais...Certains disent oui, d'autres non.... Merci pour vos retours d'information sur le sujet. // #define PROBE_SERVO_DEACTIVATION_DELAY 300 Alors nous y voici. c'est ma grande question : Si l'auto bed est activé il est fortement recommandé de laisser le Z_SAFE_HOMING enabled!!! Mais nous utilisons le switch du endstop Z mini sur le palpeur. Existe t'il un risque, lors d'une mauvaise manipulation de voir la buse frotter contre le plateau? Merci pour vos retours d'information sur le sujet. #define Z_SAFE_HOMING Maintenant allons à la section : /*********************************************************************\ * R/C SERVO support * Sponsored by TrinityLabs, Reworked by codexmas **********************************************************************/ Supprimer les deux // devant les lignes ci-dessous pour activer le servomoteur qui devra être connecté à la broche N°3 soit D4, voir première partie. #define NUM_SERVOS 3 #define SERVO_ENDSTOPS {-1, -1, 0} // Servomoteur pour l'axe Z, actif = 0, inactif = -1 #define SERVO_ENDSTOP_ANGLES {0,0, 0,0, 70,0} // angle du servo, ici 70° et 0° Merci par avance à tous ceux qui voudront bien apporter des informations constructives à cette nouvelle partie... +++
-
Effectivement mais l'objectif serait d'utiliser le endstop Z max pour le palpeur...Et garder ainsi en sécurité le endstop Z mini en sécurité.....Est ce possible...... Tiens c'est bizarre, je ne peux plus éditer mon premier message ???
-
yes.....merci... Je continu la lecture d'article sur la toile pour compléter mon mode opératoire..........Je dirais tutoriel quand ce sera fini !!! et validé !! J'éditerai toujours le premier message. questions en bleu réponses en rouge ++
-
Totalement exact : #ifdef NUM_SERVOS #define SERVO0_PIN 11 #if NUM_SERVOS > 1 #define SERVO1_PIN 6 #endif #if NUM_SERVOS > 2 #define SERVO2_PIN 5 #endif #if NUM_SERVOS > 3 #define SERVO3_PIN 4 #endif #endif chapeau bas !!
-
Ok, merci pour ces premiers éléments de réponse. concernant #define NUM_SERVOS 3 et compte tenu qu'il existe 4 broches et que généralement la numérotation commence par 0, je dirais qu'il faut connecter le servomoteur en D4....a tester........ Toutes les réponses aux questions seront éditées dans le premier message au fur et à mesure encore merci ++
-
je vous ferai une présentation du robot. Pas de problème.
