flaflac
-
Compteur de contenus
54 -
Inscrit(e) le
-
Dernière visite
Récompenses de flaflac
")





-

hotend-le changer la solution?
flaflac en réponse au topic de flaflac dans Discussion sur les imprimantes 3D
première couche de mauvaise qualité (densité), problème de réglage de flow , dernière couche de mauvaise qualité ( densité aussi) -
Bonsoir cher compatriote de l impression. Avant d entamé de longue heure de réglage avec mon imprimante bon marché made in china (sunhokey 2015) , je voulais attendre d'avoir un bon filament (abs+).Après l'avoir reçu et testé avec une série monstrueuse de prise de tête aucun résultat probant. Dépité, je teste les réglages avec l ancien filament de mauvaise qualité pour voir et la c'est magique une impression des plus réussis. La bobine vide je recommande donc du filament chinois 'mauvaise qualité' et de nouveau des impressions raté... D' ou la question de mon titre, et si je remplaçait le hotend,Mais problème serait il réglé? Et si oui quelle modèle mon conseilleriez vous ? Merci d avance à tous :-)
-
de l'aide pour réglé mes paramètres SVP
flaflac en réponse au topic de flaflac dans Discussion sur les imprimantes 3D
petit up et petite avancé. En modifiant mes paramètres de température ( plus chaud) j'ai presque résolu le problème du remplissage, mais maintenant j'ai plein de filament lors de mes impressions . j'ai déja joué sur les paramètres de rétractation, seulement je trouve que ce n'est pas suffisant. Un ventilateur pourrait il supprimer le reste des filaments ? merci d'avance parfois je me dis que cette imprimante n'ai fait que pour fonctionné avec du pla ... -
si tu as windows 10, tu as un logicil intégré pour ouvrir les fichiers stl ( 3d Builder) . Lorsque tu ouvres le fichier avec se programme, il est possible de légèrement le modifier notamment à l'aide de l'outil "simplifier" ( qui diminue le nombre de triangle) . cette méthode à déjà fonctionné sur plusieur modèle pour moi
-
de l'aide pour réglé mes paramètres SVP
flaflac en réponse au topic de flaflac dans Discussion sur les imprimantes 3D
merci pour la formule , mais je ne vois pas bien. je prend le diamètre extérieur ( au bout des pointes ) ou intérieur ? merci edit: je viens d'essayer les deux diamètres passant de 9.07 à 10.99 ( 104.95 et 92.73 step/mm) malgré ses changements mes parois en spiralize contour ne sont sont toujours trop épaisse avec un flow de 85 % serait-il possible que ma tête sois endommagé et que le problème vienne de la ? si je dois recommander des têtes, est-il intéressant de changer mon galet à dent par un galet à dent creuse ( je ne suis pas sur du terme ^^)? merci d'avance -
Quelle imprimante pour commencer ?
flaflac en réponse au topic de Woes dans Bien choisir son imprimante 3D
bonsoir, Autre petit conseil, regarde les upgrades les plus fréquentes ou considérées comme essentielles par la plupart des utilisateurs . Comme cela tu pourras les intégrer dès le départ sans démonter certaines parties. De plus ces améliorations ont parfois un certain coup non négligeable . exemple : cadre alu pour prusa acrylique , nouvelle tete de chauffe etc... -
de l'aide pour réglé mes paramètres SVP
flaflac en réponse au topic de flaflac dans Discussion sur les imprimantes 3D
merci black windows j'utilise un extrudeur de type bowden avec une roue à dent (extrudeur d'origine) pour le moment j'ai 97 step/mm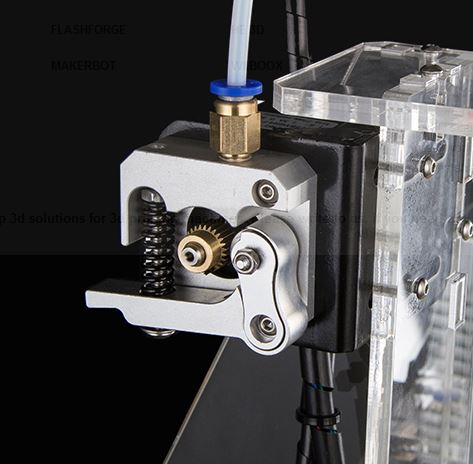
-
de l'aide pour réglé mes paramètres SVP
flaflac a posté un sujet dans Discussion sur les imprimantes 3D
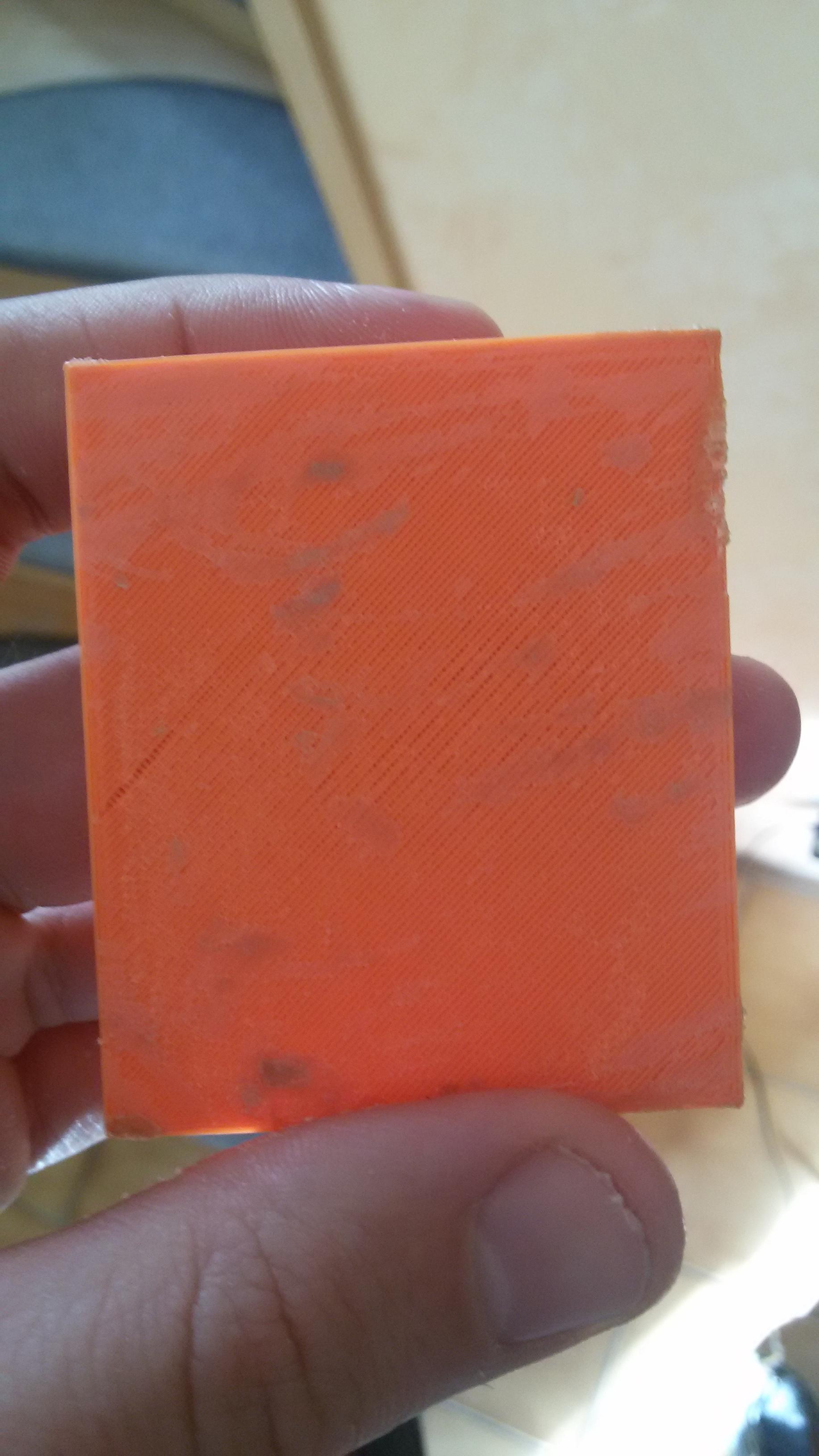
Bonjour à tous, J’ai mon imprimante depuis mars 2016 Je fais mes modèles sur autocad et sketchup J’utilise repetier et cura comme trancheur J’imprime uniquement en abs car je fais régulièrement des pièces pour l’extérieur Je suis en général satisfait de mes impressions mais depuis le temps que je l’utilise j’ai toujours des défauts dans mon impression. Premier problème : si je suis les tutoriels trouvé sur internet pour régler mon flow , je dois descendre à 45% ce qui donne des impressions dégueulasse àprès. Je le règle donc pour le moment à 85% Deuxièmes problème : est que lorsque que j’imprime des surfaces pleines, j’ai des lignes une à côté de l’autre au lieu d’avoir une seule surface. Qq’un aurai il des idées ? merci d'avance ps: j'ai bien évidement suivi les tutoriel de se forum pour réglé mes axes première photo flow de 45% jusque 75% deuxième photo surface plein

-
Bonsoir à tous Comme roro22 j’ai un petit souci de flow , je dois descendre à 45% pour avoir une paroi de 0,4mm ! J’ai ensuite fait le test du ''s'' et là horreur! Je suis finalement remonté à un flow de 75 % mais le remplissage n’est pas super ( dernier ‘’s’’). J’ai pourtant bien vérifié que 10 mm demandé = 10 mm sur l’extrudeur . De plus si l’on imagine que j’ai trop de filament ( vu que je dois descendre on flow à 45%) pq j’ai comme un manque de matière en surface fini ? Plus je la règle plus sa part en cacahuète ^^ (pour infos: j'utilise un extrudeur en bowden et de l'abs +)



-
Bonjour à tous je suis tombé sur ce modèle thingeverse l'autre jour https://www.thingiverse.com/thing:1730147 . j'ai trouvé l'idée très sympathique mais je me demande si cela ne risque pas d'engendrer des vibrations supplémentaires et de diminuer la précision de nos pièces ? qu'en pensez-vous ?
-
Quel logiciel de modélisation ?
flaflac en réponse au topic de Le_Biscuit dans Entraide : Questions/Réponses sur l'impression 3D
salut, problème d'unité d'import de ton fichier stl regarde ici c’était le même problème http://www.forum-cao.fr/viewtopic.php?f=6&t=3506 -
bête exemple le mien ^^: vérifier que les dimensions du plateau dans l'imprimante et le firmware soie identiques . que si vous utiliser slcir avec repetier vérifier que la valeur de l'offset ne soit pas supérieure que celle du firmware au risque de voir la tête frotter contre le plateau
-
Pour le réglage de l'offset la méthode est bonne. J'avais trouvé de suite les bonnes valeurs, j'avais juste mon problème de "sauvegarde" que j'ai réglé via le menu lcd. je trouve que des informations supplémentaires sur la zone de palpage seraient un plus: - Expliquer comment faire si on veut faire un palpage avec seulement 3 points et comment les choisirs. - lorsque les personnes vont modifier le firmware pour l'autolevel, c'est peut être la première fois qu'il le feront. Donc bien insister sur la cohérence entre les valeurs du firmware et les réglages encodé dans cura ( pas comme moi ^^) . simplement un petit lien ou un attention ? Une sorte de FAQ à la fin serait un plus: - si vous avez le bras du palpeur qui touche => vérifier la hauteur d’élévation en Z avant le homing ( dans le firmxare) - votre switch ne réagit pas => vérifier les branchement , Vérifier le firmware - etc...
-
Désolé du retard, bcp de boulot en ce moment ( trop même ^^) Comme on dit les impressions sont trompeuses Grâce à tes conseils le palpage se répartit correctement sur le plateau il ne me reste plus qu'a recevoir mon nouveau filament pour lancé mes projets merci
-
@telson je te remercie pour ton intérêt et ses réponses détaillées mais permets moi quand même une remarque. je te trouve un peu agressif dans tes réponses: je me suis débrouillé durant plusieurs semaines sans aide et j'en est fait part communauté en déposant les résultats obtenus ( même si partielle), donc désolé de ne pas répondre directement à tes messages . De plus ce n'est pas pcq je n'ai pas intégré tous les éléments d'un tutoriel que je l'ai survolé. j'ai lu plusieurs fois ton tutoriel et je t'en ai d'ailleurs remercié mais comme je l'ai expliqué je me suis concentré sur le problème de z qui était le plus important à ce moments là. ----------------------------- Pour en revenir au sujet principale je vais regarder les informations que tu m'as donné, je devrai avoir assez de temps pour le faire vdd soir merci beaucoup