Hugh46
-
Compteur de contenus
18 -
Inscrit(e) le
-
Dernière visite



Récompenses de Hugh46
")





-
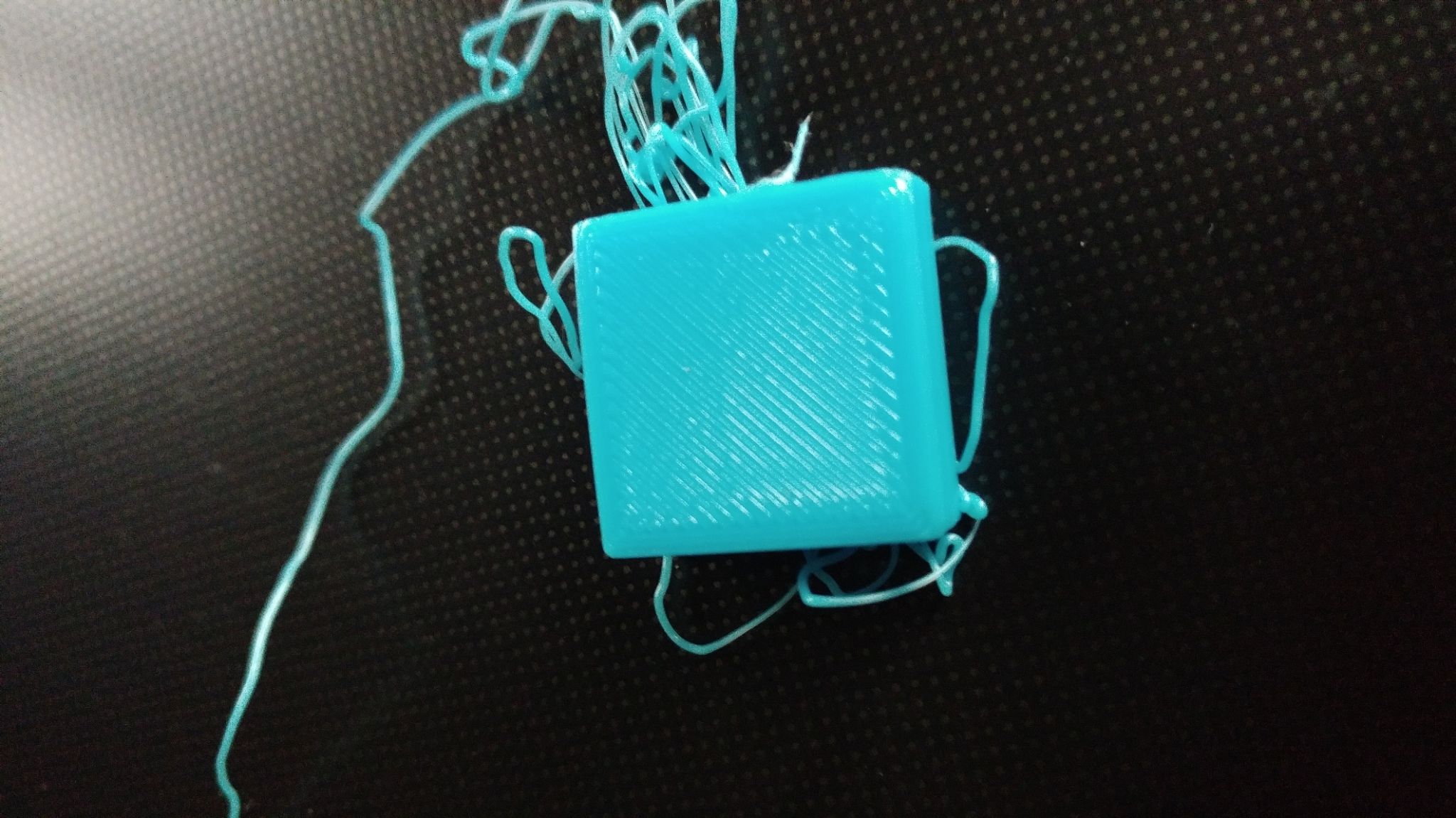
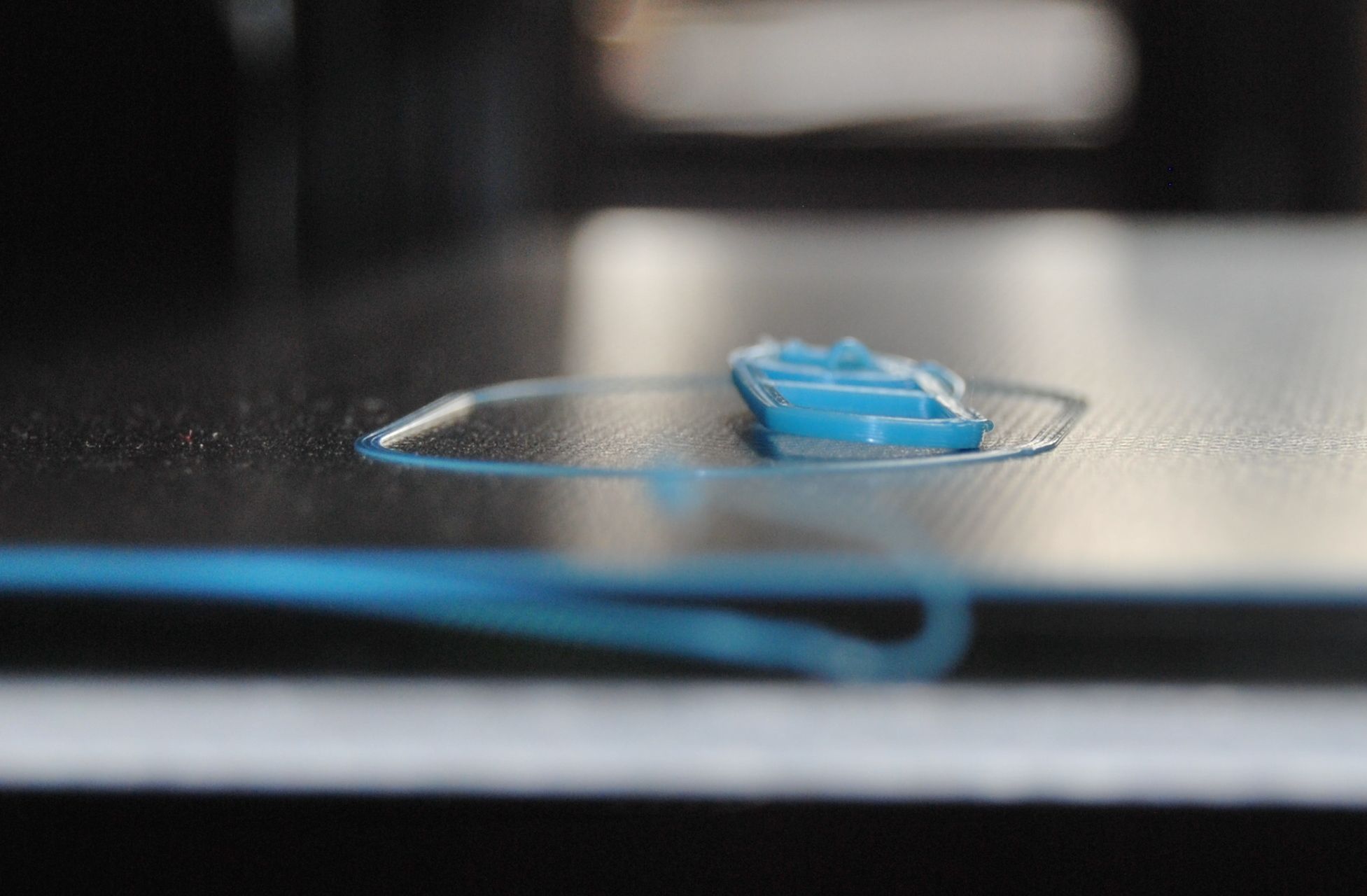
Bonjour IDEALNIGHT, Le coin à gauche est le dernier qui a été imprimé, et je crois que la matière a été emmenée lorsque la tête a fait un "home". L'extrudeur a été calibré la semaine passée, et l'aspect de mes "jupes" semble indiquer que le débit est bon. TITI's procédure appliquée 2 fois déjà depuis l'ouverture de ce post. En fait je vais arrêter d'ennuyer la France entière avec mon souci au vue des indications de cette photo : Lorsque je constate l'amplitude des mesures ci-dessus : T° de 15.2 à 25.3°C et humidité de 42 à 82%, mes impressions ne peuvent pas tenir. Disposant de ces nouveaux éléments, je vais placer la machine dans un endroit plus tempéré, et sécher à nouveau mes fils au four. Il pleut beaucoup chez nous depuis plusieurs jours, tout est détrempé, mais je ne pensais pas que cette pièce subissait de tels écarts. Elle est située et communique avec une véranda orientée plein sud qui devient vite chaude au moindre rayon de soleil, même en hiver. Par contre n'étant pas chauffée, elle passe à 15°C la nuit et nous avons même eu des T° bien inférieures ces jours passés. Donc pour moi problème réglé. Si après le déménagement je rencontre encore des problèmes, je ne manquerai pas d'en informer la communauté. Merci néanmoins pour votre aide, il est bien sympathique ce forum. Bonne journée Ah oui, si cela peut éviter des problèmes ou des interrogations à certains, pour sécher le filament, il faut préchauffer le four d'abord, en mode ventilé si possible, et ensuite seulement y placer la bobine. Certains fours chauffent au delà de la consigne en cours de préchauffage pour atteindre plus vite la T° demandée et le PLA s'il est chauffé à 60/70°C même pendant un court instant, peut changer d'état et devenir un ensemble un peu aggloméré.

-
Bonsoir IDEALNIGHT. T° = 200°C invariablement, réglage de base CURA pour PLA générique Bed à 60°C en préchauffage et 50°C pendant l'impression pour coller les premières couches à 59 ou 58 °C (le plateau verre refroidit lentement). Quand je pense aux dizaines de pièces sorties et maintenant, même pas foutu d'en imprimer une seule correcte, mais je persévère, je ne peux pas jeter mon ENDER 3 tout de suite !
-
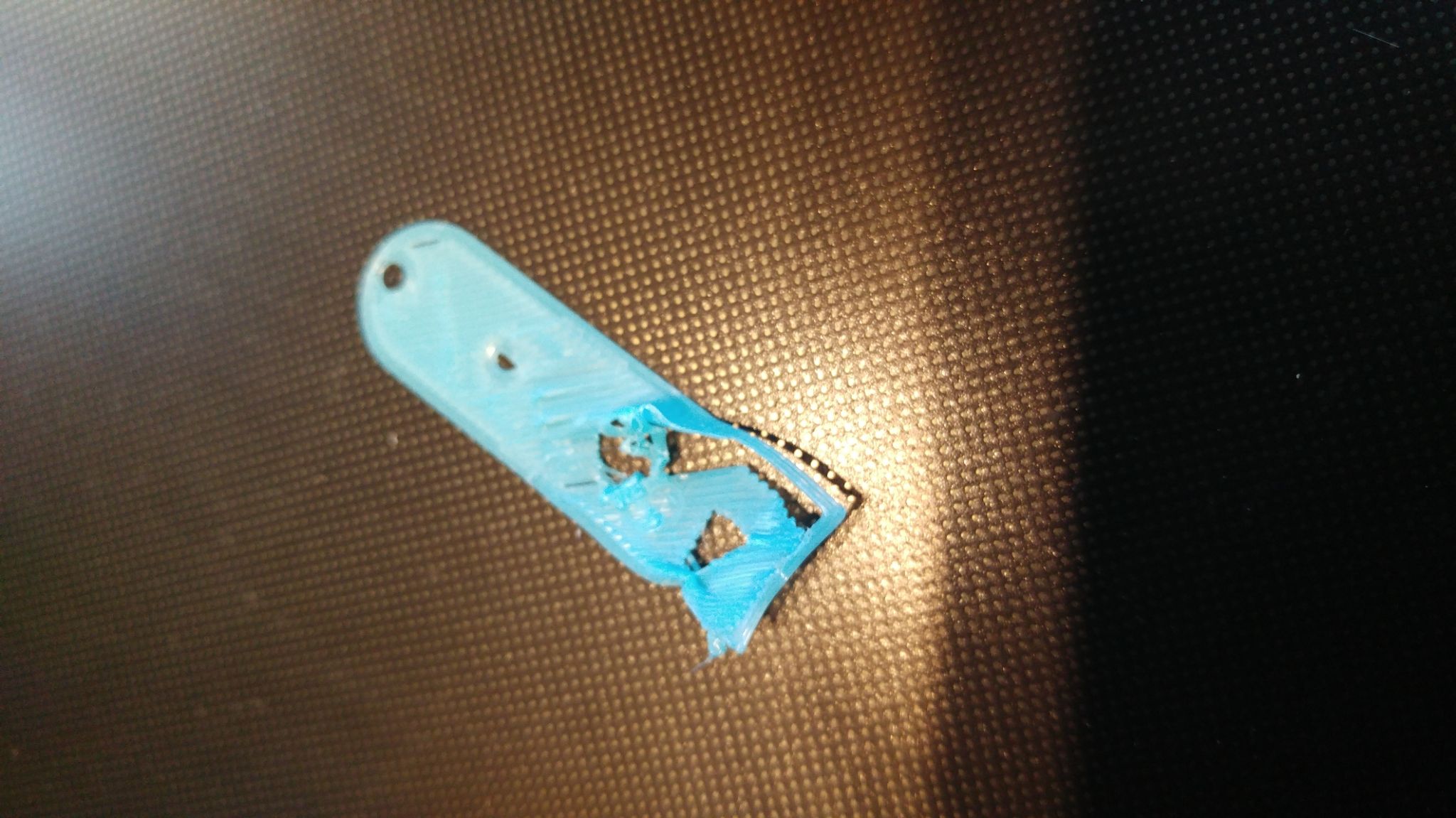
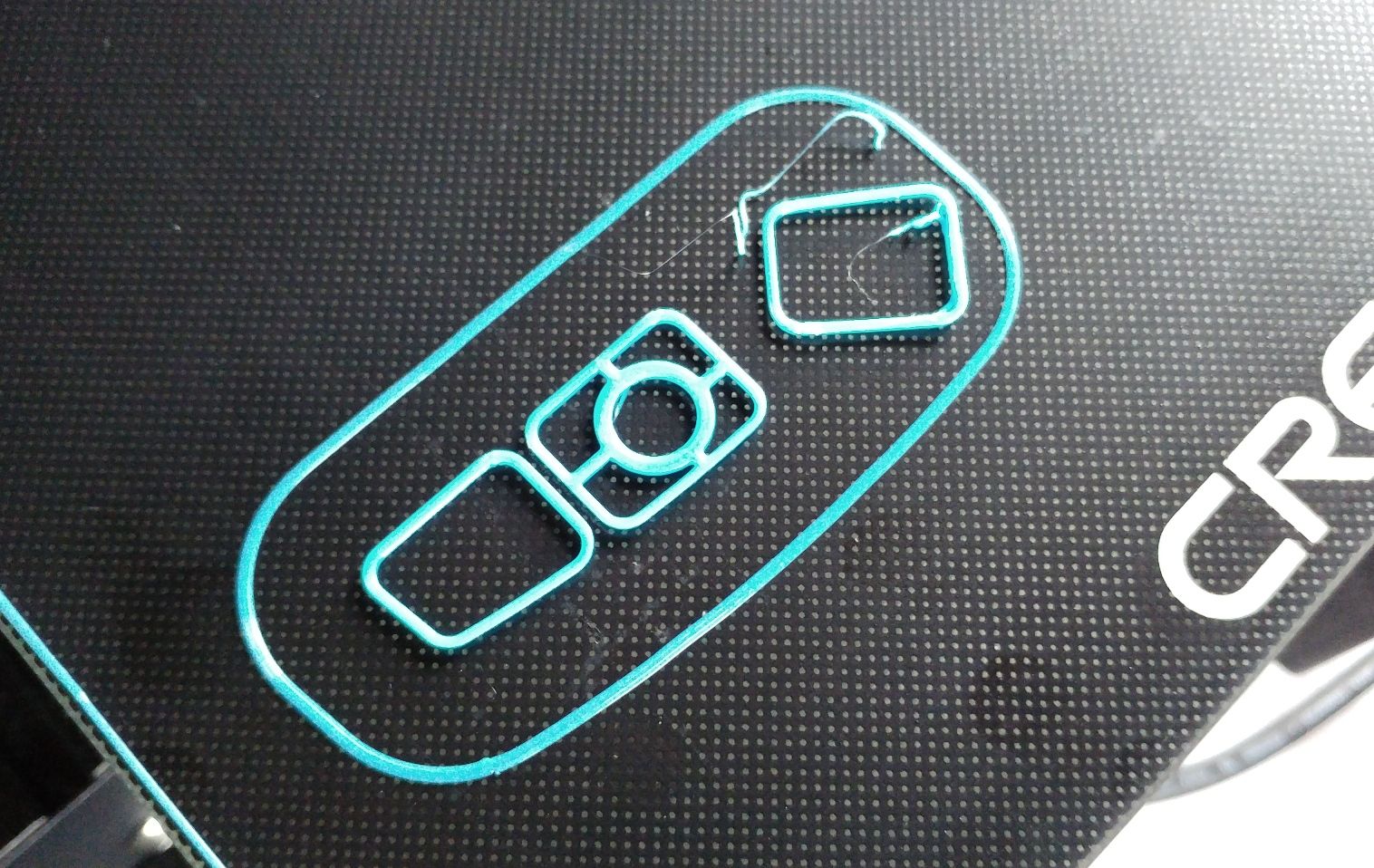
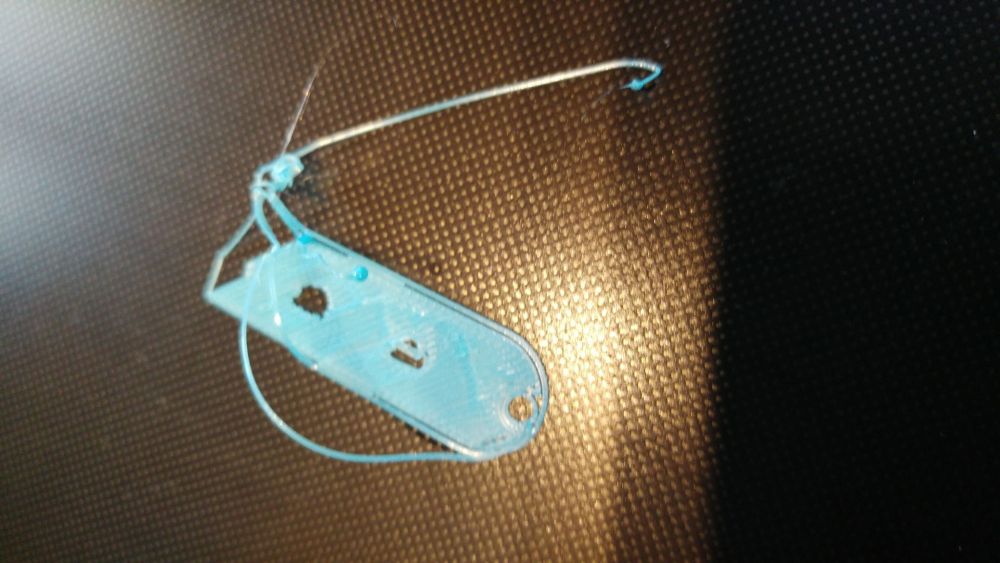
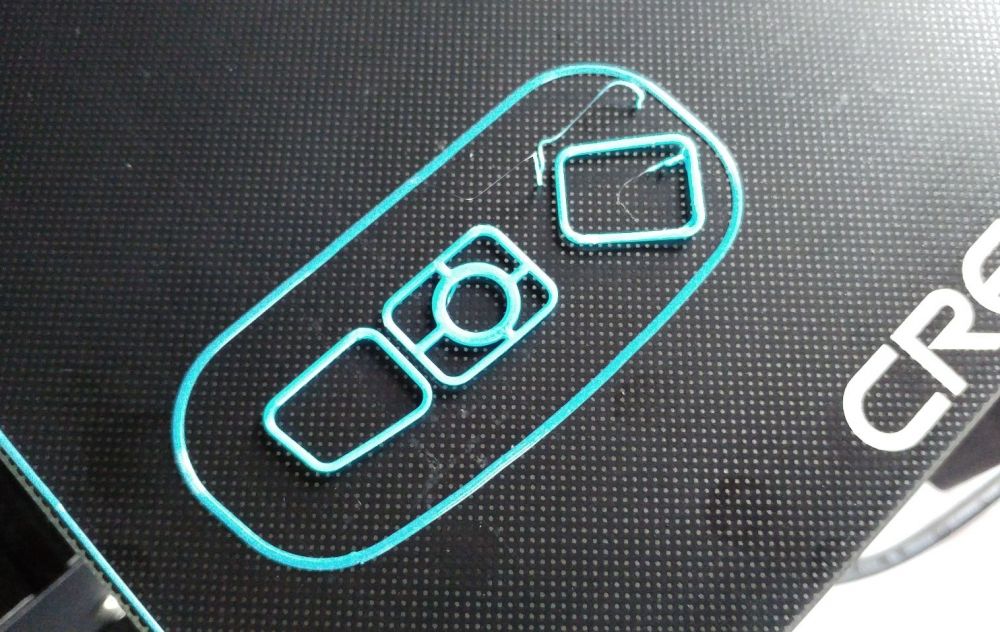
Impression de pièces simples : Une pièce de calibrage Thingiverse, décollement après 5 couches. Un badge de porte-clefs décollement en fin de 2ème couche, j'avais remarqué une aspérité sur le contour Toutes ces pièce ont été imprimées en partant de CURA 4.8.0 remis en paramètres "usine" J'aurai grand plaisir à lire vos commentaires. Pour ma part, je vais tenter de retourner mon bed en verre demain et continuer mes tests.


-
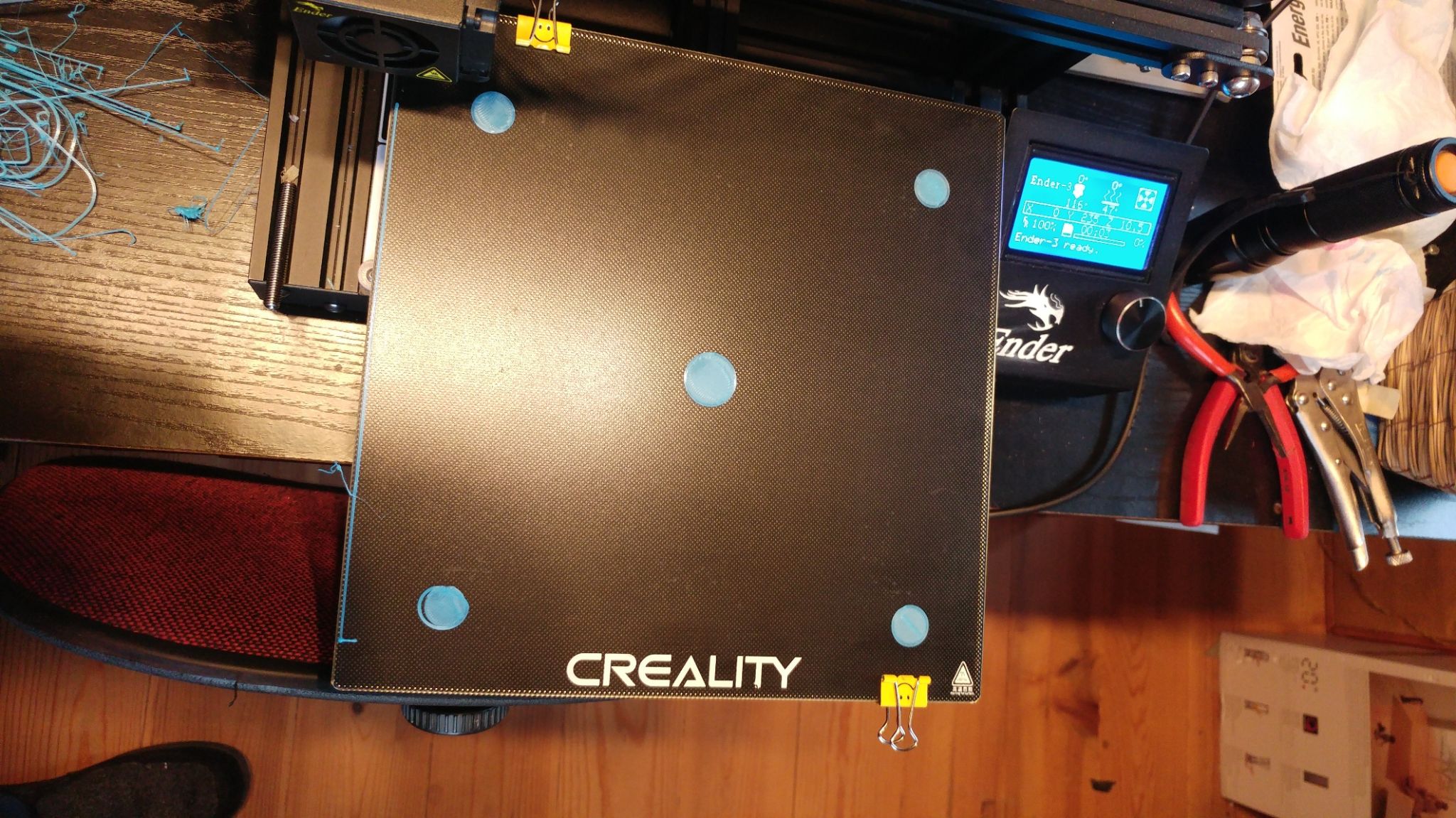
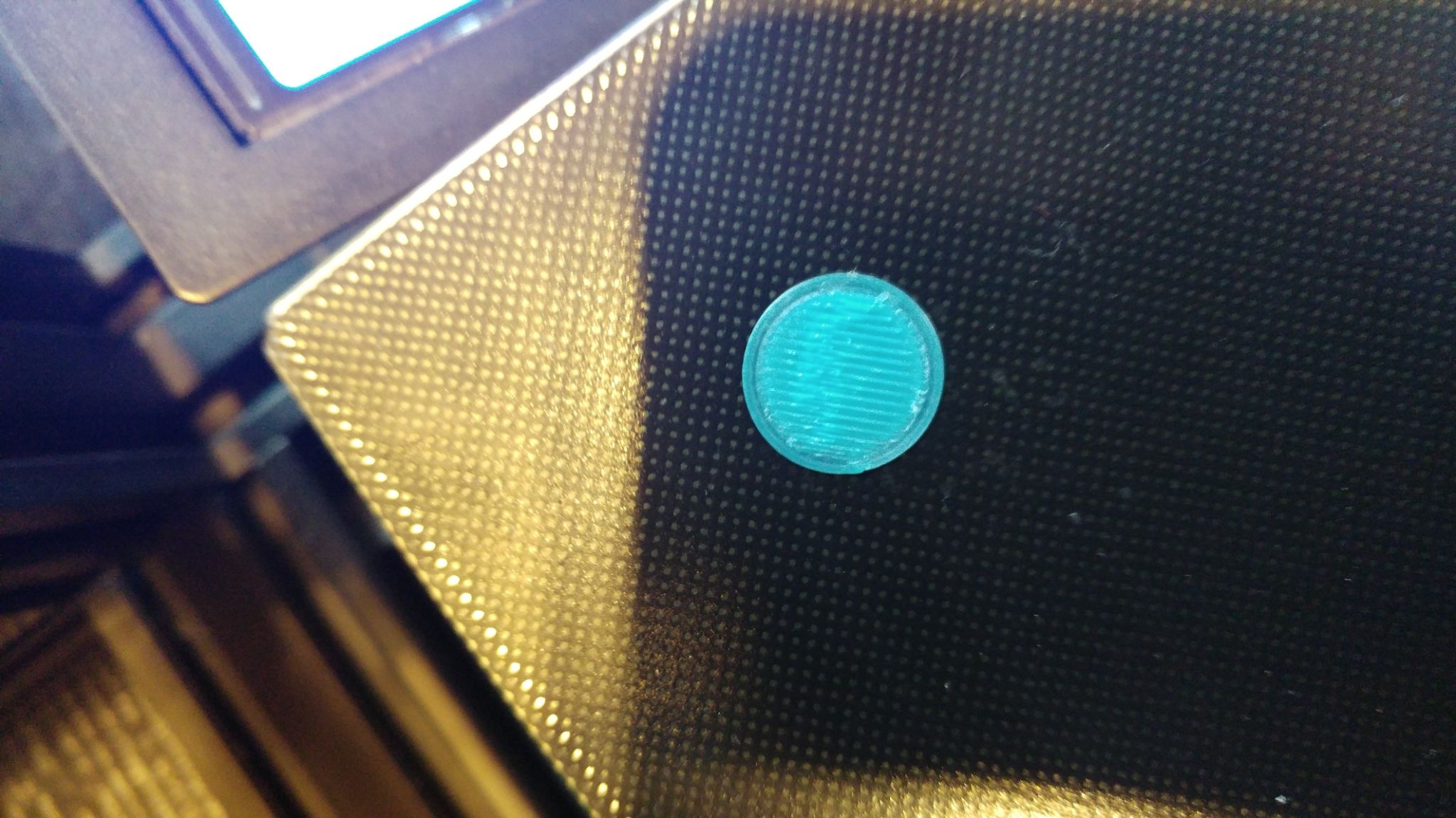
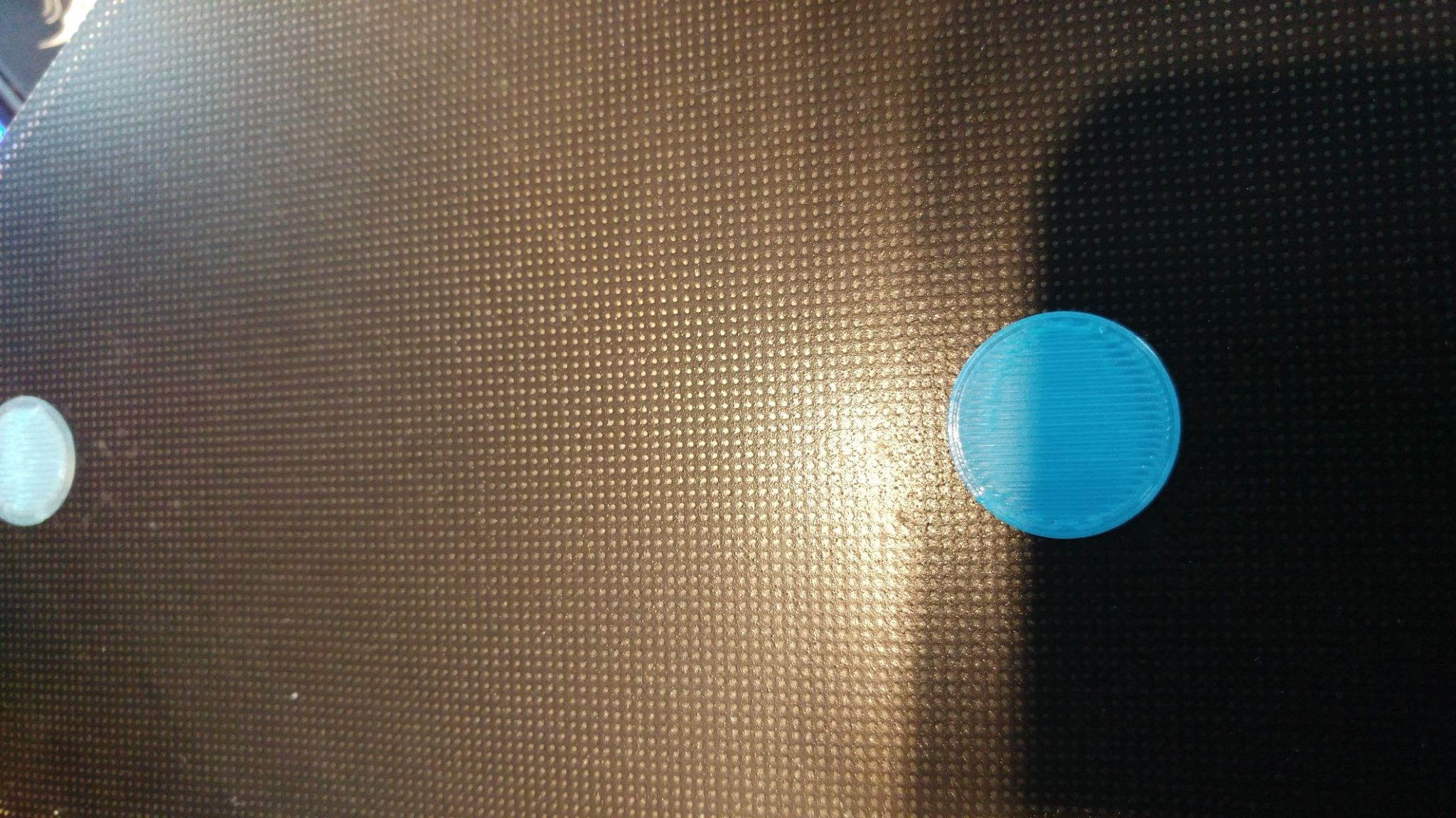
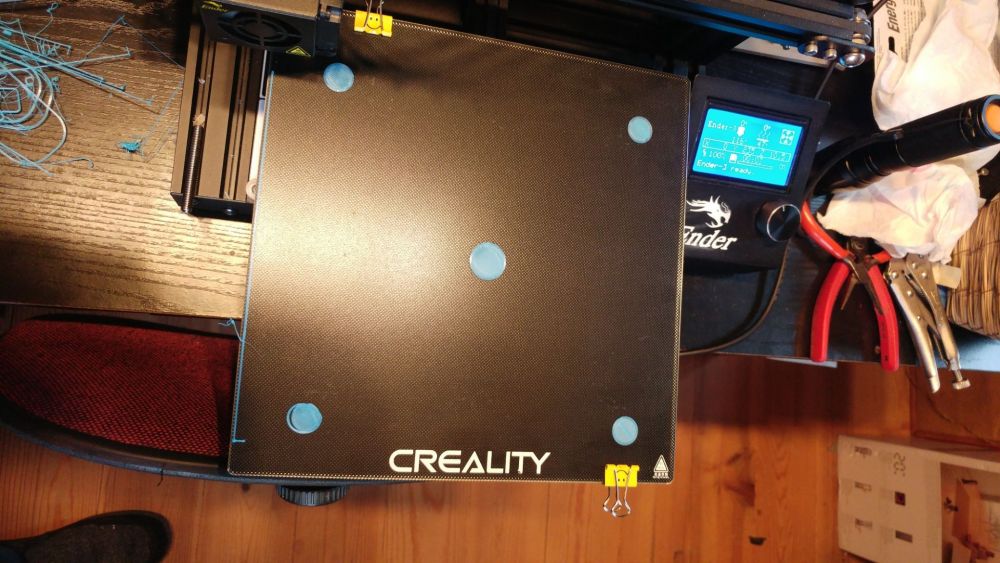
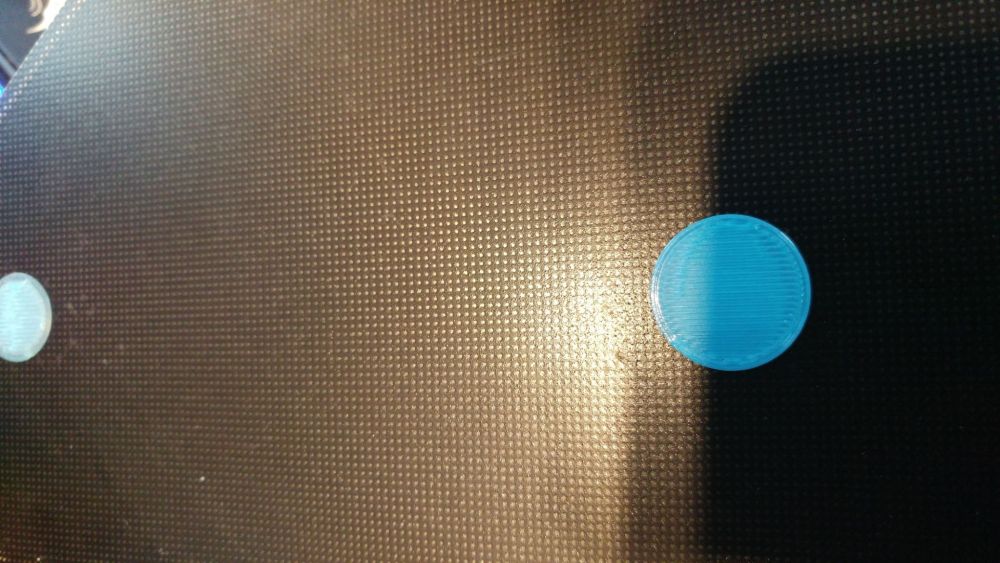
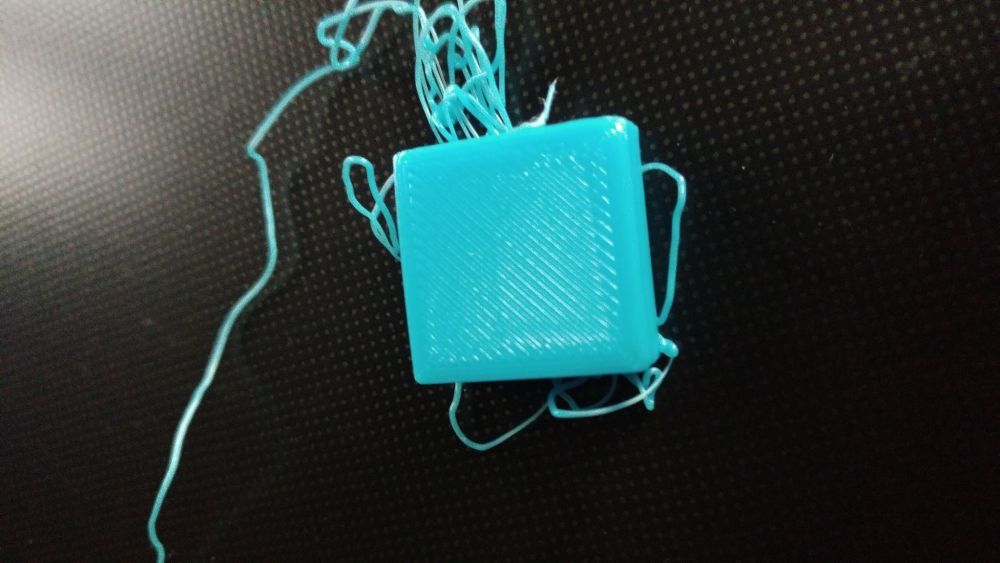
Bonjour à tous. Bilan de ma journée : Impression d'un bed leveling Thingiverse 47101 en 5 points, le résultat n'est pas mal, mais impression d'une seule couche, donc normalement pas de soucis. Voilà les 5 points et ci-dessous les détails de certains, Un coin qui semble correct Le point central qui est bien Le point avant gauche qui l'est moins. Essai d'impression d'un cube de calibrage de 20mm Impression correcte jusqu'à 7,6mm donc 38 couches ! Le collage semblait pourtant correct, j'étais déjà content... T° = 20°C avec 52% d'humidité. J'ai fait d'autres essais décrits dans le post suivant.


-
PID qu'est-ce ? Vérification de la température ? Je vais regarder car je ne l'ai jamais fait non plus mais je crois que çà s'est vu ! CURA 4.8.0 de base avec ajout de l'extension "auto orientation" pour mes impressions de pièces multiples. La pièce n'est pas à t° constante, loin de là, elle supporte des variations importantes car elle est en bord d'une véranda exposée plein sud. C'est pour cela que j'ai séché mon PLA au four et je me suis doté aujourd'hui d'une sonde t° et hygrométrie qui permet un suivi sur 20 jours et un enregistrement des relevés. https://www.amazon.fr/gp/product/B08FD81XDV/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1 Si cela continue, je vais attendre le retour de l'été pour imprimer. Merci pour tes conseils, et j'arrête là pour ce soir.
-
En réponse à TITI, que je remercie encore pour sa procédure, j'ai imprimé bon nombre de pièces sans jupes et sans problèmes comme le montre la photo jointe

-
Merci pour vos réponses. Le plateau chauffe toujours lorsque la pièce se décolle. Depuis le constat de décollement j'utilise de l'isopropanol à 99.9% pour le nettoyage Le bleu utilisé (PLA GEETECH) a servi à faire des impressions réussies, au moins 20 pièces dont certaines petites, après avoir imprimé 1kg de PLA gris en ANET et 200g de PLA noir en ERYONE. J'ai aussi fait des essais avec du PLA de couleurs variées. Quand j'ai rencontré ce problème de tenue de mes pièces grandes ou petites, j'ai passé l'ensemble de mon PLA en service au four à 40°c après préchauffage pendant 5h, j'ai nettoyé mon plateau verre au produit vaisselle, je l'ai bien séché et fini avec un nettoyage à l'isopropanol. Je n'ai pas pu voir si c'est la buse qui frotte sur la pièce ou pas c'est très difficile à voir. Pas de point dur sur l'axe Z que je peux manipuler avec un bouton (Thingiverse) qui permet de bien sentir ces éventuels durs. J'ai aussi customisé ma Ender 3, ce sont les premières pièces que j'ai imprimées. J'utilisais systématiquement une jupe, mais j'ai eu à imprimer de grandes pièces et ensuite des séries, et elles ont été réalisées sans jupe mais avec succès... Je n'arrive toujours pas à caractériser le changement qui aurait pu induire ce changement de tenue de mes pièces sur le plateau. Avant de déranger les spécialistes que vous êtes, j'ai tenté de résoudre ce problème comme vous pouvez vous en apercevoir. C'est bien parce que je commence à être sec sur le sujet que je l'ai partagé avec vous. Avant le nettoyage complet et l'application de la TITI procédure, j'avais tenté de tirer sur le tube PTFE de la tête d'impression, c'est quand je me suis rendu compte de ma bêtise que j'ai entamé tout cela car j'ai imaginé que j'avais pu créer un espace entre Heatbreak et Buse.
-
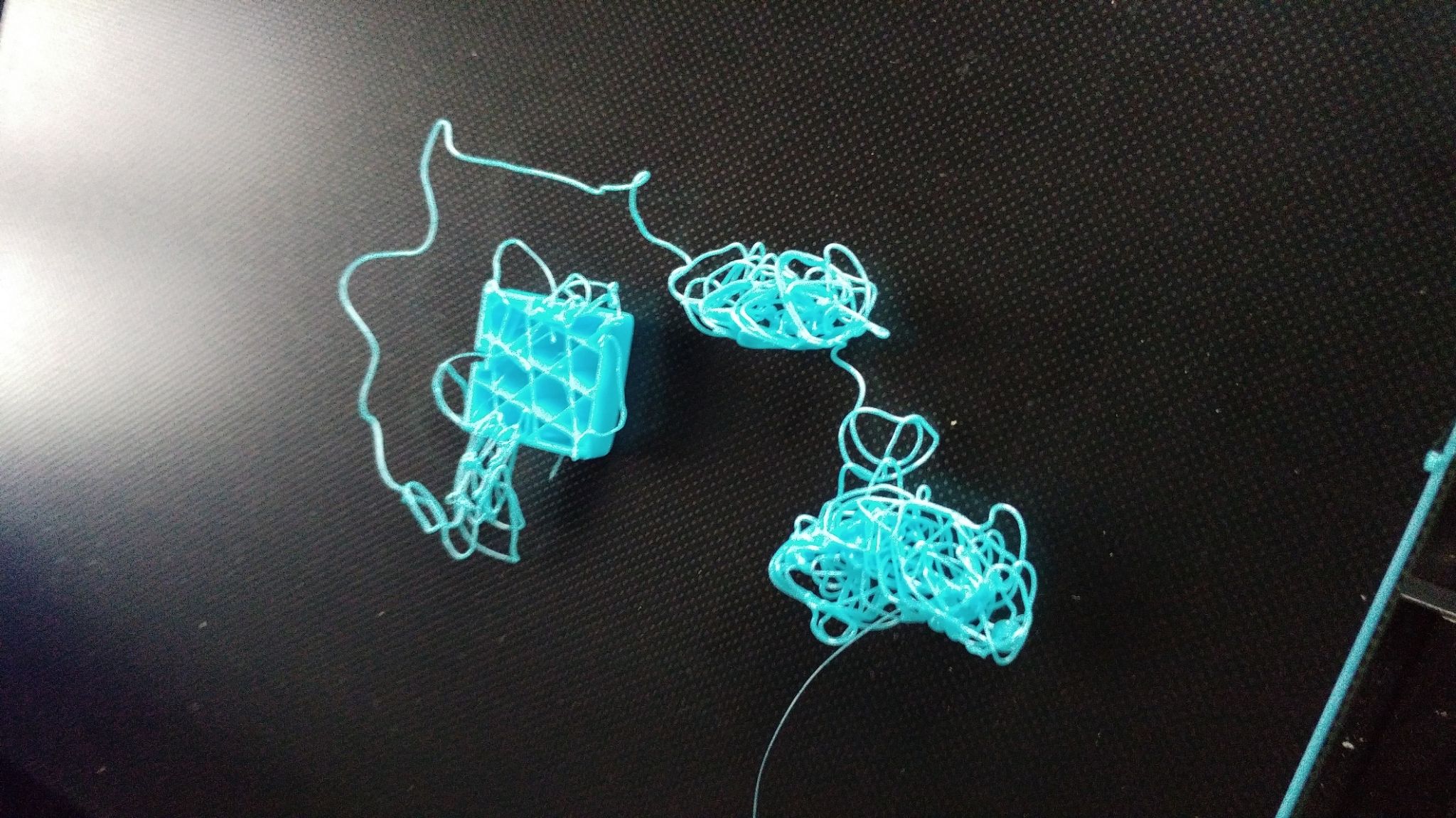
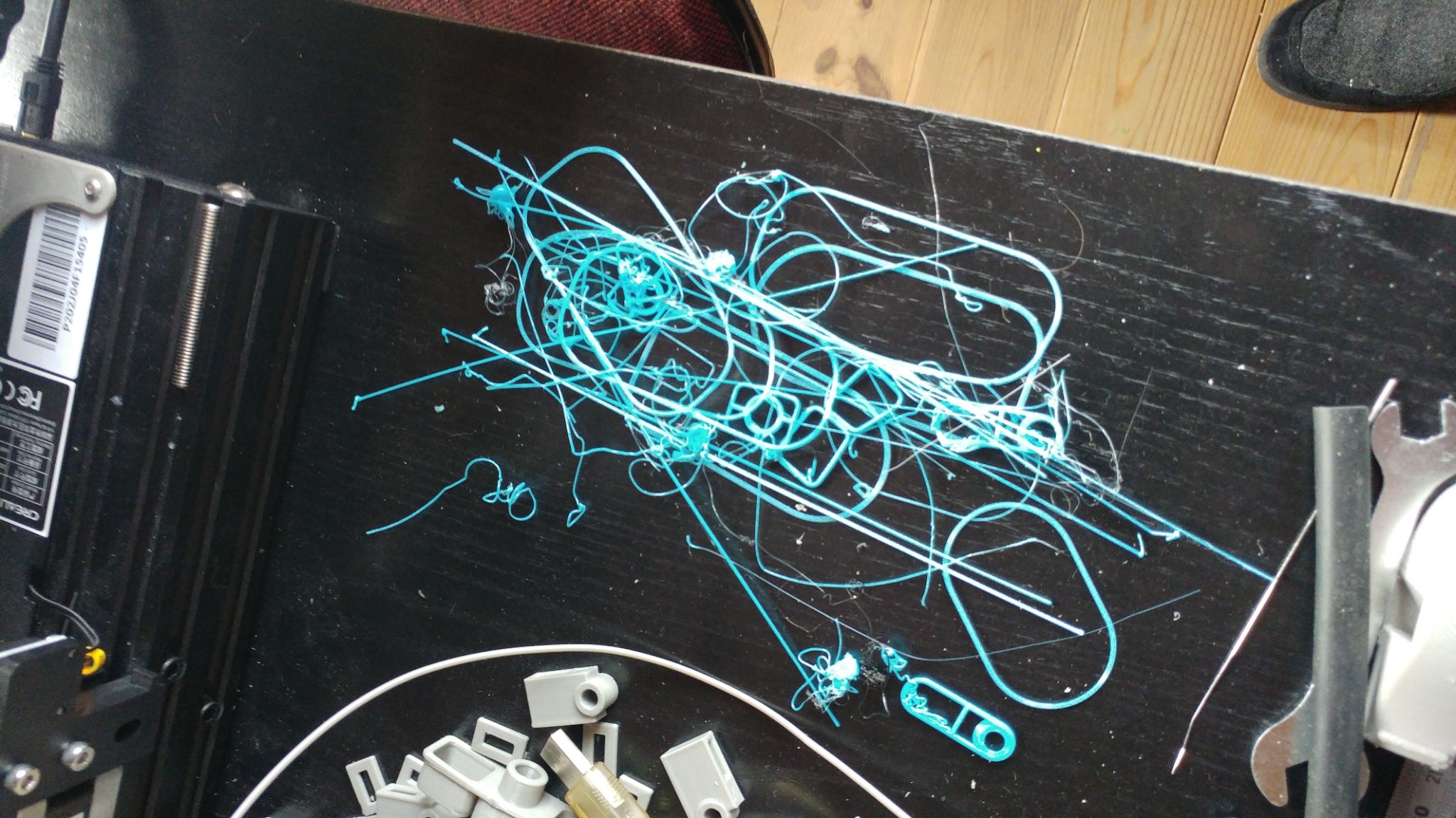
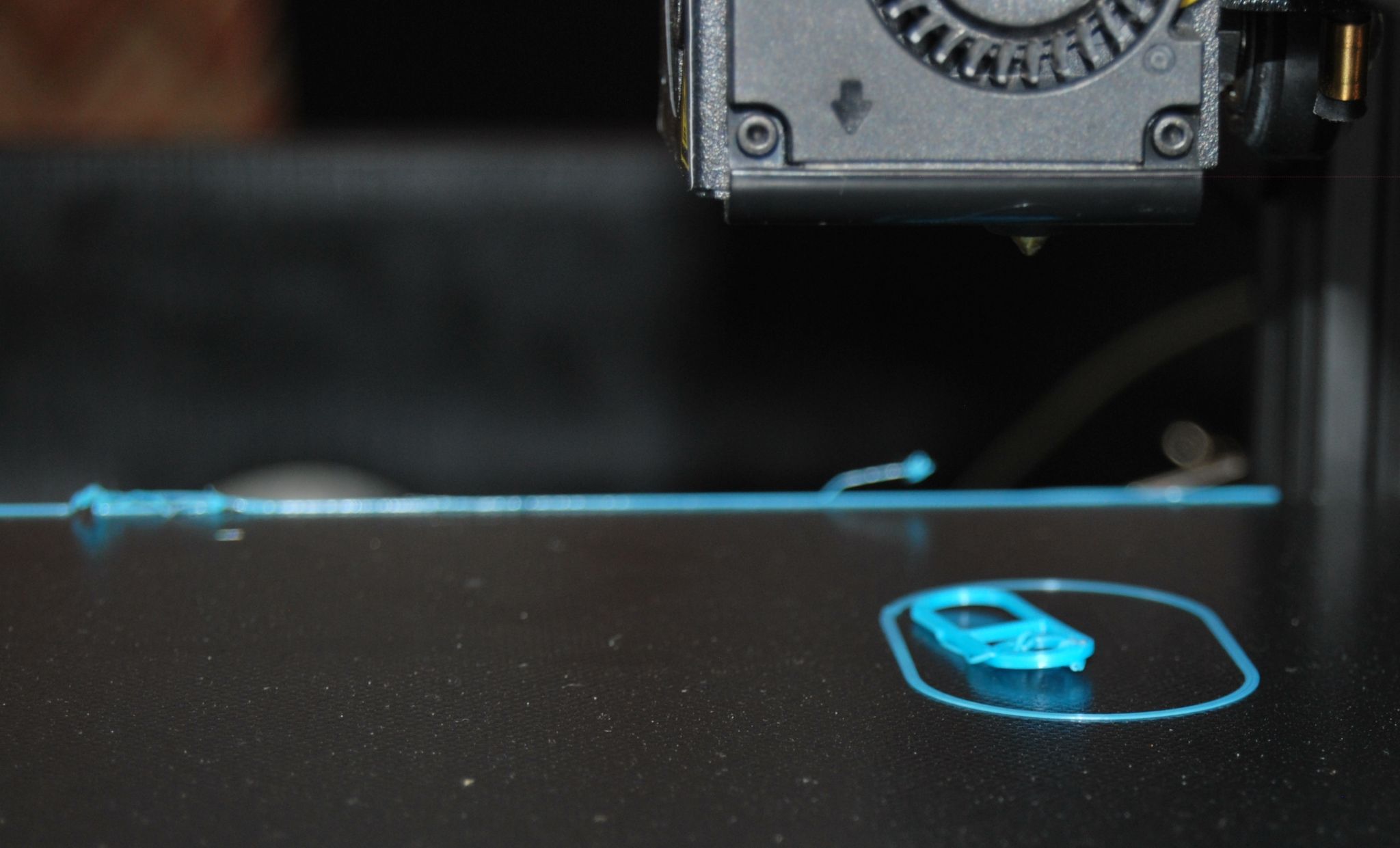
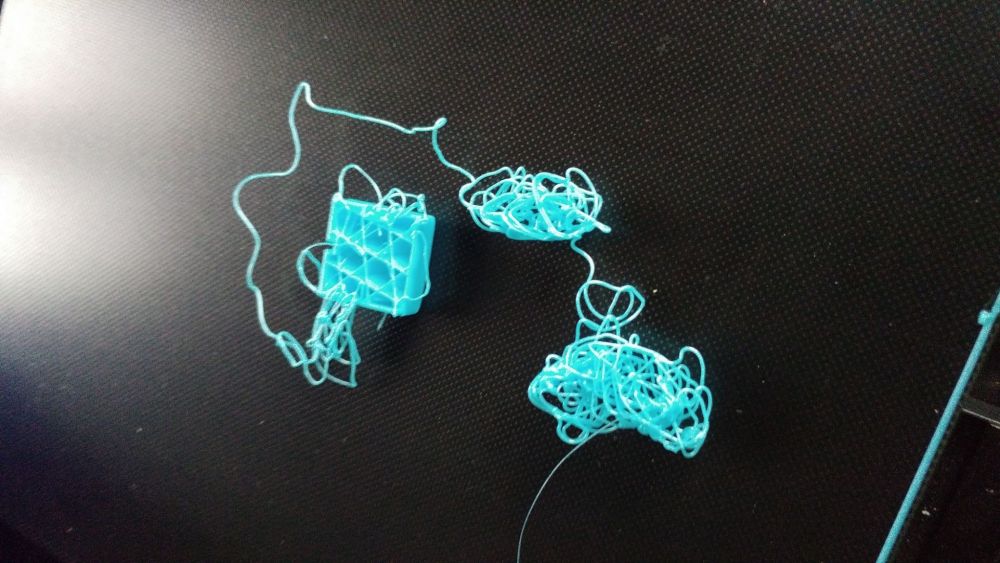
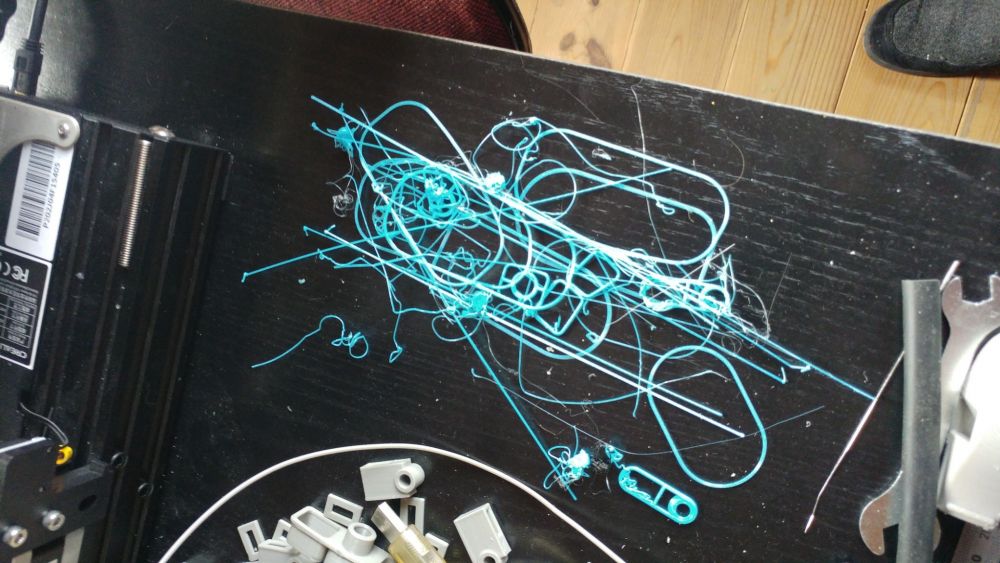
Bonjour IDEALNIGHT et REMIBORA. Désolé mais impossible d'imprimer cette semaine, problèmes de santé de madame. Ce jour, 23.5°C et 50% d'humidité dans le local où j'imprime, nouvel essai pour réaliser les photos demandées. Comportement identique à précédemment, on arrive à 1.2mm d'impression (5 couches et début de la 6ème) et la pièce se décolle ou est emmenée par la tête ? Je ne sais pas. La jupe paraît saine et bien collée, la pièce débute bien. Les paramètres dans CURA sont ceux préconisés par vous. J'ai aussi ajouté une photo des ratées de la semaine passée.
-
Bonjour IDEALNIGHT, Merci pour ta réponse. La pièce ci-dessus a été imprimée avec les réglages CURA recommandés par REMIBORA. J'ai indiqué ces réglages au-dessus de la photo. Je vais reprendre mes essais demain et laisserai une photo comme tu la demandes.
-
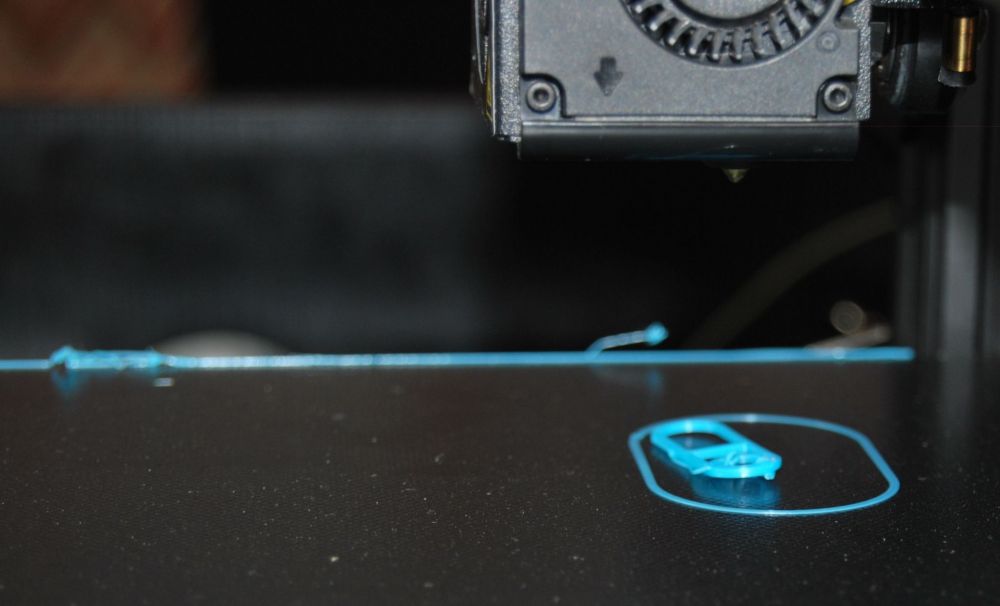
Je viens de m'en apercevoir... Merci pour ton aide, je dois apprendre ici aussi. Plateau réglo ! De toutes façons je me serrai aperçu de quelque chose lors du réglage à la feuille de papier. J'ai passé le plateau au liquide vaisselle, il a bien séché durant le repas, je viens de le repasser à l'alcool Isop. Je préchauffe, je tente de réimprimer une pièce réussie avant mes problèmes et je verrai. ________________ Tenté l'impression de la pièce que l'on voit sur les photos coeff. 21, mais là une seule pièce, placée sur le coté, impression avec le GCode de l'époque, mêmes soucis. Plateau repassé au liquide nettoie-tout, mêmes soucis. J'y perds mon lapin, pardon mon latin Je vais tenter tes réglages dans CURA mais pourquoi l'ancien GCode avec donc les réglages "recommandés" permettait une bonne impression et ne fonctionnerait plus maintenant. Je vais tenter quand même n'ayant plus d'autre idée. Réglages dans CURA : Débit couche init. 100 Hauteur couche init. 0.2 passé à 0.3 Offset Z ? pas trouvé mais je crois que c'est pour les BL Touch non ? Vitesse couche initiale 20mm/s OK T° plateau était à 60°C OK Ventilo à zéro couche initiale OK Voir le résultat sur photo jointe. Bon début mais après 0.7mm (0.3 init + 0.2x2) le ventilo se met en marche et on obtient çà. Etape suivante, retourner mon plateau en verre, le passer à la toile Corindon grain très fin et refaire une tentative, car je finis par penser que j'aurai pu dégrader le revêtement du plateau verre CREALITY.
-
Pardon tu préconises ! Un plateau en verre d'origine CREALITY pourrait se déformer ?
-
Merci REMIBORA, cette fois-ci j'ai ton message dans le sujet. Je vais tenter ce que tu préconise.
-
Bonjour. Finalement j'ai à nouveau tout démonté, ce qui m'a permis de vérifier qu'il n'y avait encore aucun reliquat entre le tube et la buse. J'ai renouvelé la TITI's procédure, il y a un peu d'amélioration mais mes pièces continuent à se décoller après 2 ou 3 couches. La jupe s'imprime bien pourtant et adhère comme il faut alors qu'auparavant ce n'était pas le cas. Je vais donc persister, nettoyer mon plateau, refaire un étalonnage d'extrusion...mais vos conseils ou avis seront les bienvenus. Ce que je ne comprends vraiment pas c'est ce changement brutal de comportement de ma machine, et pourtant j'avais lancé des lots de pièces ou de grandes pièces qui étaient toutes très bien (voir photos). Bonnes impressions à toutes et tous, et BONNE ANNEE puisqu'il n'est pas trop tard.


-
Merci par avance pour votre aide.
-
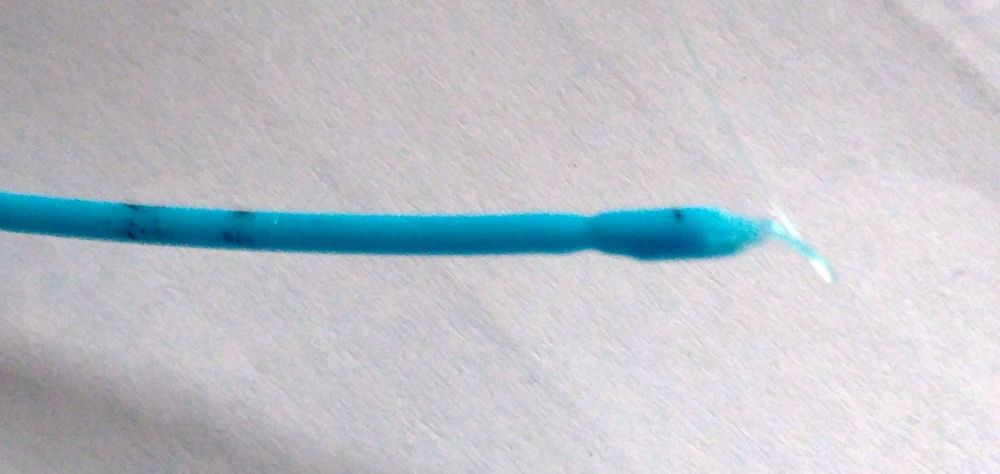
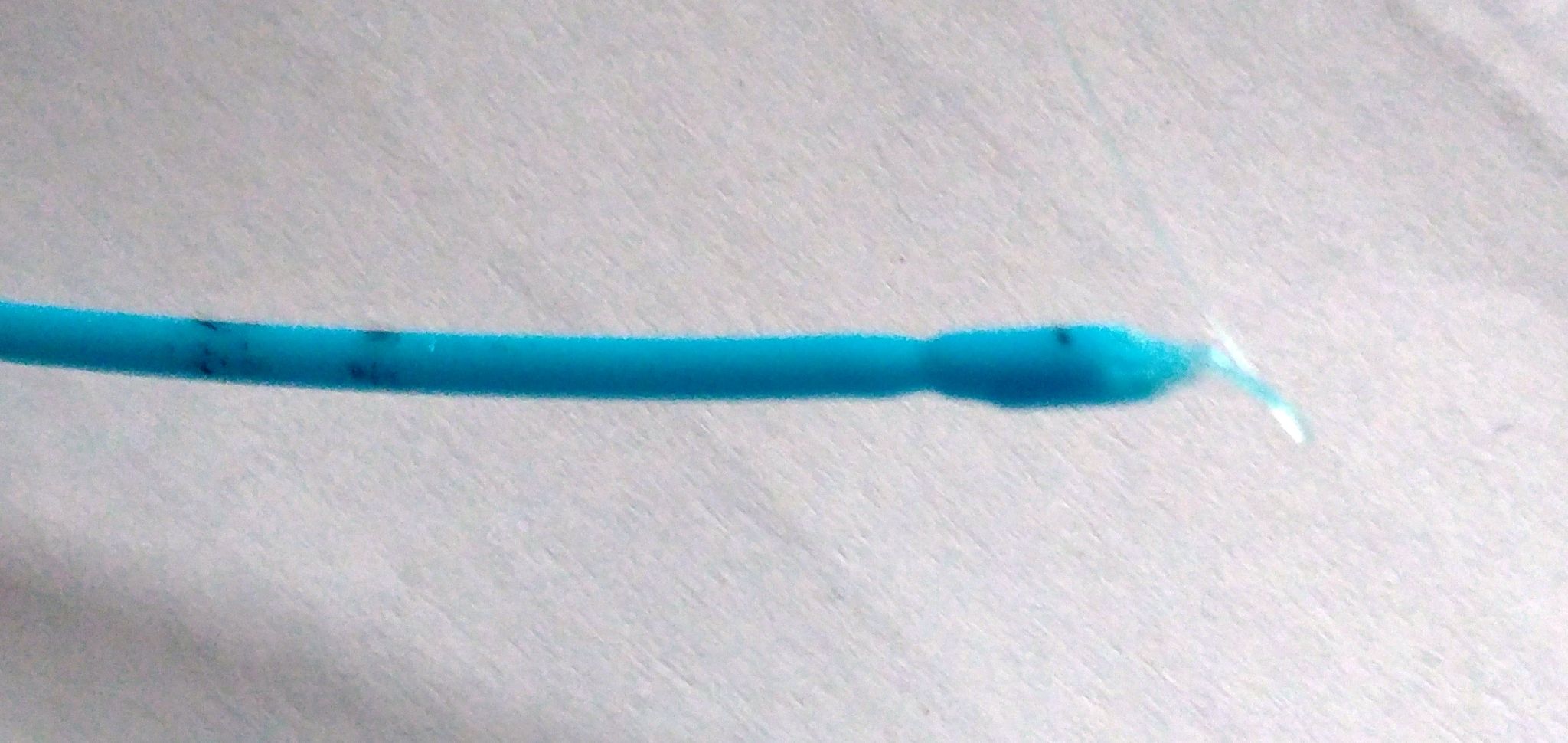
Bonjour. J'ai imprimé de nombreuses pièces depuis l'acquisition de mon imprimante CREALITY Ender 3, avec des résultats plutôt satisfaisants. Depuis peu, plus moyen d'imprimer, la première couche ne "colle" pas. J'ai acheté un plateau en verre Creality, j'imprime avec du PLA, j'ai réalisé la Titi's procédure après avoir nettoyé ma buse et calibré mon extrusion. Auparavant j'avais nettoyé ma vitre avec de l'alcool isopropylique, séché mes filaments car mon atelier a connu une période de fraîcheur humide, changé de filament PLA, rien n'y fait. Alors avant de refaire un nettoyage complet je voulais vous soumettre la photo en pièce jointe. Quelqu'un a-t-il déjà obtenu cette extrémité de fil PLA après l'avoir retiré à chaud? Cette "boursouflure" me semble être caractéristique d'un bourrage. Je dois ajouter que j'avais changé mon entraineur pour un ensemble aluminium à 2 poulies. J'avais dû modifier énormément ma valeur de step/mm pour l'extrudeur, de 93 (valeur usine) j'étais passé à 143 ! Cela m'avais surpris mais j'avais mis cela sur le compte de ce changement. Dois-je refaire un nettoyage/réglage complet alors qu'il vient d'être réalisé ? Merci par avance pour votre aide.