bblt
-
Compteur de contenus
248 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par bblt
-
Remplissage engrenage
bblt en réponse au topic de LinkinSmat dans Entraide : Questions/Réponses sur l'impression 3D
tiens je viens d'en faire un autre comment j'ai procédé: freecad, mais tous les logiciels 3d le fond selectionner le stl, ouvrir avec freecad (ou ouvrir freecad fichier =>importer nommfichier.stl il va apparaitre dans la fenetre freecad comme un maillage selectionner le maillage outl créer la forme à partir du maillage sélectionner la forme outil convertir en solid selectionner le solid outil créer une copie => affiner la forme (la rendre moins "lourde") ensuite tu peux modifier le solid comme tu le veux ici j'ai simplement comblé avec un cylindre sur l'image j'ai écrit image importée, il faut lire stl importé le fichier stl Unnamed-Corps.stl bonne journée à mon avis tu vrais prendre un filament chargé renforcé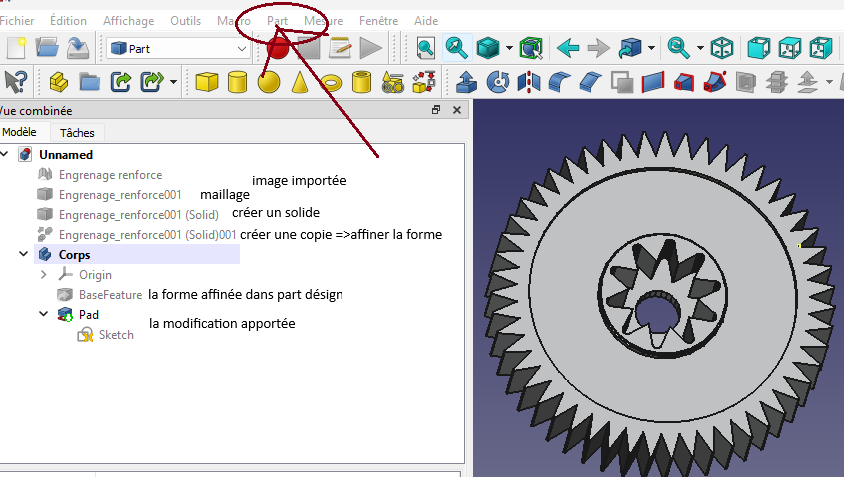
-
Matériaux pour vapeur d'eau
bblt en réponse au topic de electroremy dans Consommables (filaments, résines...)
sans vouloir polémiquer ni pourrir le post, d'ailleurs je ne m'imbriquerais plus, c'était juste un questionnement en passant mais sur cette page https://eu.store.bambulab.com/fr/products/asa-filament en milieu pas de page il y a un tableau de comparaison ABS/ASA/PC Heat Resistant(HDT, 0.45 MPa): abs 87° asa 100° pc 117° Ce qui conforte ce que j'avais lu sur un autre site (prusa) quand j'avais cherché pour imprimer mes petits containers à déshydratant; Température de service jusqu'à 80°C: l'ABS peut maintenir ses propriétés mécaniques dans des environnements modérés, supportant des températures allant jusqu'à 80°C sans compromettre sa performance. Bonne résistance au vieillissement thermique: il résiste bien aux variations de température sans altérer sa durabilité je me rapelle que pour l'asa c'est 94 ° -
Matériaux pour vapeur d'eau
bblt en réponse au topic de electroremy dans Consommables (filaments, résines...)
bonsoir je voie que tu privilégies le PETG oU l'ABS pourquoi tu ne le fais pas en ASA ? la résistance à la chaleur est bien supérieure à l'ABS, de plus l'ASA est étanche. tu as une Prusa qui est censée supporter l'ASA -
bonsoir le principe des wikii a un bon coté, si j'avais demandé un SAV, je serais encore en attente de dépannage, là ça m'a pris 1 heure dont 3/4 d'heure à batailler avec les aimants jusqu'à ce que je trouve le truc des embouts, dans un autre domaine, sur une arme de tir, j'avais du faire un retour sav pour un vulgaire boulon de 2.5 qui avait cassé, 15 jours à attendre, si on m'avait envoyé l'écrou 2 jours.
-
bonjour ben voilà, c'est fait par contre pour mettre les aimants, la galère, ils jouent les filles de l'air, j'ai fini par faire comme ça, et là à peine une minute, c'est les embouts de vissage. les aimants se colle dessus et ça fonctionne nickel, ç merci encore pour l'aide
-
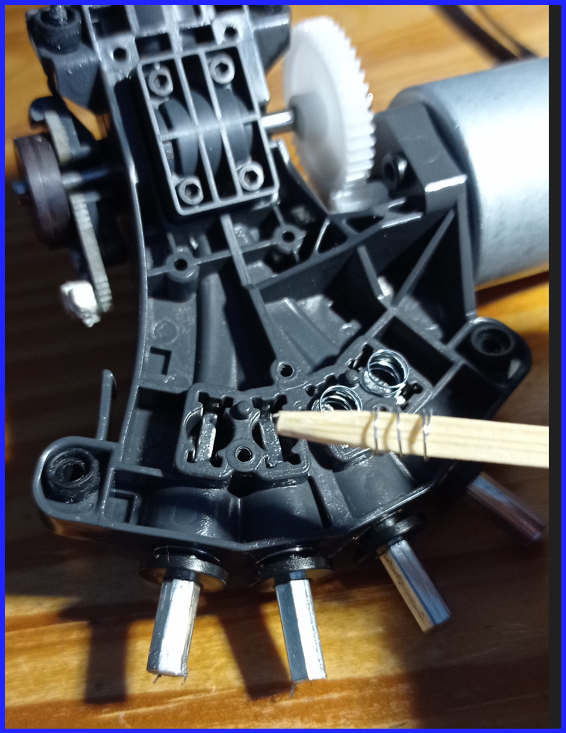
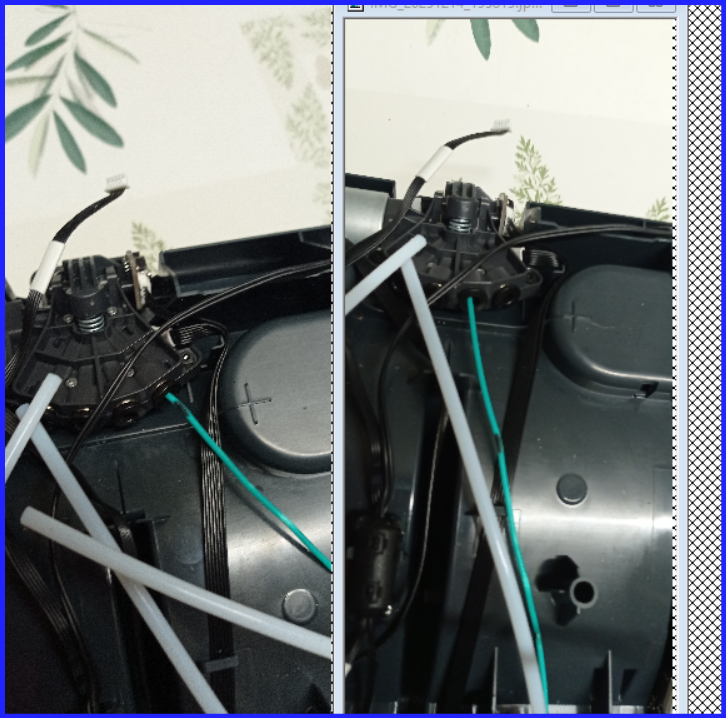
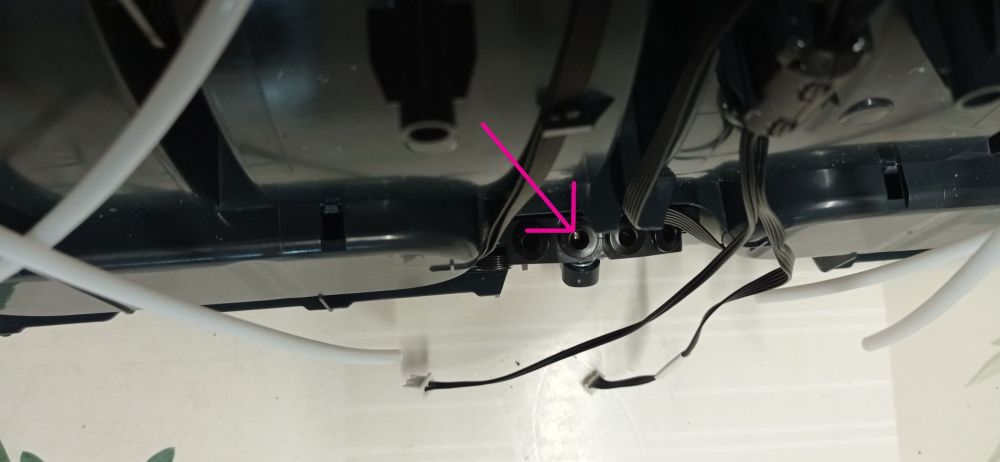
merci, j'ai regardé, aucun fil de bloqué, j'ai démonté (hyper simple), pas de morceau de fil qui gène par contre sur la pièce ( Hub de distribution) voilà jusqu'où rentre le filament dans premier puis la longueur dans le deuxième (les deux autres c'est au même niveau) il a un petit téton, qui je pense doit s'effacer une fois l'impression terminée, on le voit (pas facile de faire une photo) il semble rester en place, de ce fait il bloque le filament alors que le moteur de préchargement pousse toujours, je pense que le souci vient de là merci pour l'aide
-
bonjour si quelqu'un a déjà eu le problème, j'ai un gros souci avec mon AMS sur la P1S il ne charge que la première bobine, si j'essaie d'imprimer sur les autres, il charge une vingtaine de centimètre et ensuite il bloque tourne bien mais le filament n'avance plus, ça fait GRRRRR, et ensuite erreur, : le filament n'arrive pas à charger, couper l'extrémité et recommencer, ce qui fait que je ne peux me servir que de l'extérieur et que d'une bobine. si quelqu'un a déjà eu le souci merci par avance
-
Séchoir eSUN eBox Lite, quelle durée de séchage ?
bblt en réponse au topic de generally dans Consommables (filaments, résines...)
bonjour*d'aprs ce que j'ai pu comprendre tu peux régler le mode (1 - 2 ou 3) ce mode définit la température de séchage mais tu ne peux dépasser 55 ° tu ne peux donc atteindre la température préconisée pour le petg mais ça devrait le faire quand même une fois le mode saisi, tu règles la durée du séchage. par contre si tu un peu bricoleur, un séchoir de filament n'est compliqué à faire pour peu que tu puisses imprimer de l'abs ou mieux de l'asa, quoique le mien sur l'AMS est en petg pour un coût modique d'une vingtaine de roros, sans le transfo 24Volt 10A. un séchoir de filament c'est : un chauffage stc mini 100 watts, un ventilo, un régulateur de température pour la partie chauffage ru peux le rendre automatique en y ajoutant un deuxième ventilo et un deuxième régulateur pour évacuer l'air humide. rajoute un contrôleur d'humidité pour arrêter ou démarrer le tout à l'hygrométrie choisie et là t'as un sécheur d'enfer. si tu le fait en petg, tu protège les parois avec du film qu'on met derrière les radiateurs ( 3 euros chez action) je pense que ton imprimante ne te permet pas d'imprimer de l'abs ni de l'asa, ce te sera entièrement suffisant. pat -
Séchoir eSUN eBox Lite, quelle durée de séchage ?
bblt en réponse au topic de generally dans Consommables (filaments, résines...)
bonjour ici, mais c'est succint https://www.esun3d.com/uploads/eBOX-Lite-Manual.pdf pat -
bonjour pour avoir un début de réponse concret, l'AMS2 pro donc ams chauffé ne dépasse pas 65° ventilé (c.a.d. ? ), je pense donc qu'il n'est pas recommandé de monter au delà de cette température, donc utilité des 70° du sunlu heater annoncé par certains , mais il est vrai que ce n'est qu'une donnée technique mon chauffe filament ams maison atteint tranquillou 50° après 18mn et 60° après 25mn, comme il est déstiné à chauffer le filament (j'imprime au sous-sol et j'ai déjà eu moultes surprises avec filament froid) je reste max à 31°. maintenant faut aussi que je me fasse un sèche filament (marre du four) H.S: en été j'imprime de l'asa et de l'abs sans soucis, en ce moment avec de températures de 14 à 15.5° la chambre ne dépasse pas les 45° donc pratiquement impossible pour l'abs et l'asa, je suis en train " d'habiller" la chambre.
-
Ender 3 Pro : Besoin aide, impossible d'imprimer
bblt en réponse au topic de AcaciArt dans Entraide : Questions/Réponses sur l'impression 3D
bonjour ce qui m'interpelle: tu veux dire que le plateau n'est pas solidaire de la machine ? si c'est le cas c'est le premier problème à traiter, si ton plateau bouge/vibre/se déplace lors de l'impression, il est normal que tu ne puisses imprimer correctement. j'imprime également au sous-sol avec la CR6-SE, j'avais du faire un caisson car au dessous de 15/16 ° j'avais beaucoup de défauts. mais j'imprimais beaucoup en petg. mais là tu parles de 15/20° et pla essaie de faire une tour de température d'une quinzaine de cm de haut, mais à température basse vers 15° et la même tour vers 20°, tu verras de suite, pour la tour de température, tu en as sur le forum, sinon gogool: "tour de témpérature pla ender 3" tu en auras plein pat -
quand la bise fut venue . . . chauffage ams premiere génération
bblt a posté un sujet dans Projets et impressions 3D
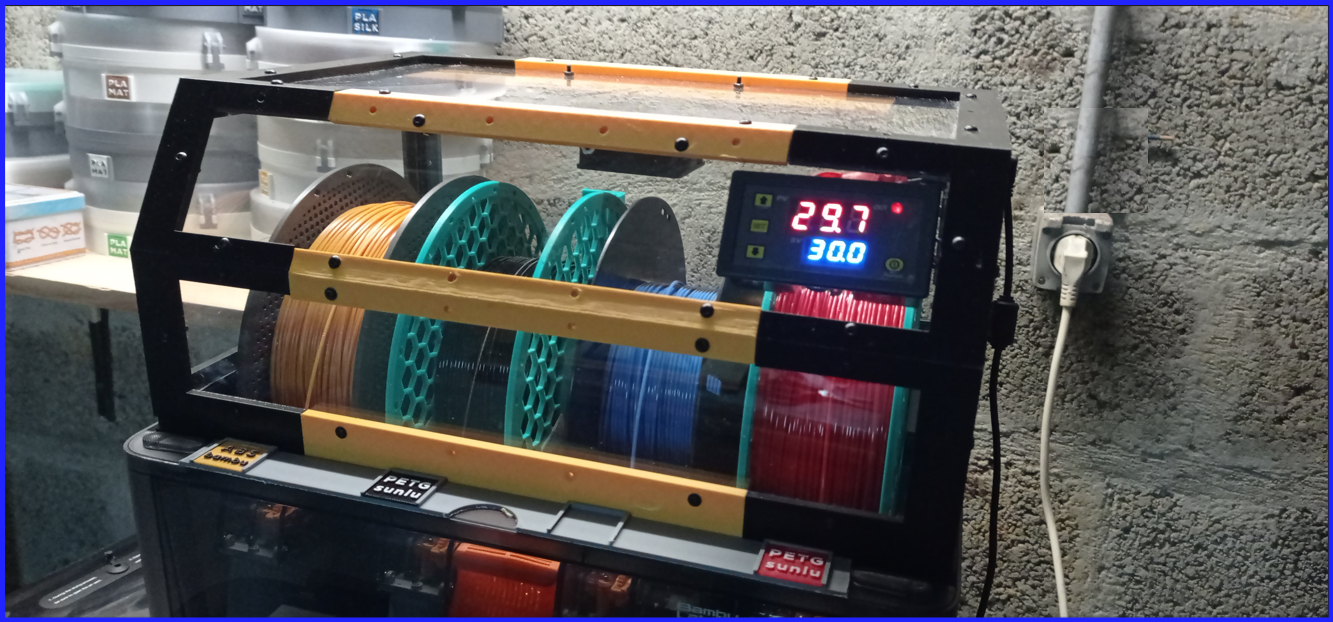
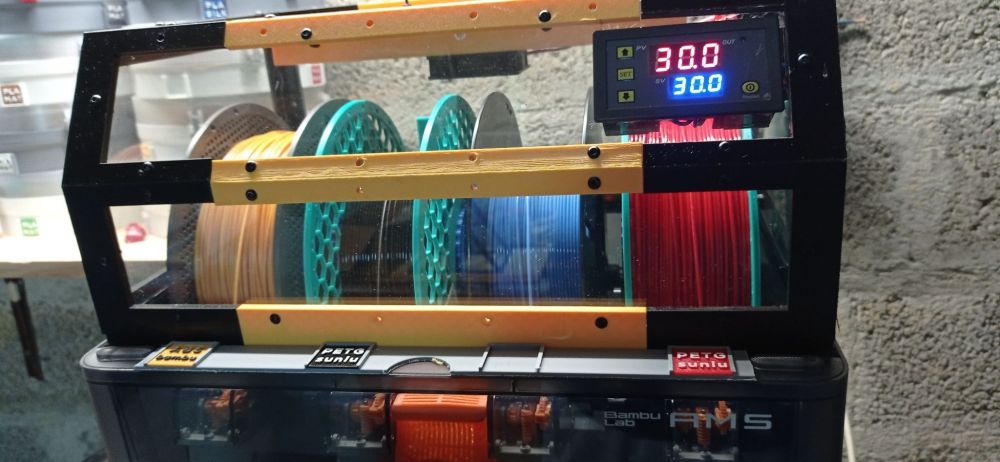
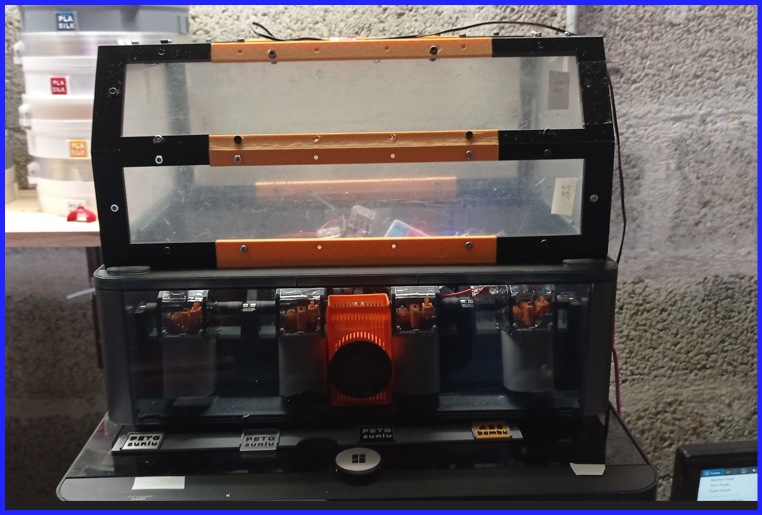
bonjour comme dit dans un précédent post, j'imprime au sous-sol, pour le pla et petg, pas (trop) de soucis mais pour l'abs ou mieux l'asa, il faut chauffer le filament, j'avais déjà rencontré ce problème de température ambiante avec la cr6se, j'avais du faire un caisson avec un porte bobine à l'intérieur je me suis donc lancé, c'est un proto, mais comme il remplit parfaitement son office . . . je ne voulais ni changer quoi que ce soit à l'ams ni percer, donc j'ai refait le couvercle et le système de fixation, je l'ai fait en trois partie, abs et petg, j'ai essayé l'asa, mais trop de warping, je m'y attendais un peu, même pour l'abs, j'ai été obligé d'imprimer au centre de la plaque, si je m'approchais trop des bords, c'est foutu, warping, j'ai imprimé petg et abs pour des raisons spécifiquement de repartition d'utilisation de filament le matériel employé provient d'un don de différents matériels, en particulier les éléments de chauffage plaque ptc, un systeme chauffage collé sur une plaque en alu (issus certainement d'un chauffage poussins ou animaux exotiques) données pour être des 12V 80°, ce sont en fait des 12V120° 5 , les plaques sont en polycarbonate 4mm. qu'il me restait de la réalisation du caisson de la cr6 le but n'est pas de faire un sécheur de filament, j'ai peur à trop monter la température, je ne pense pas que les composants aiment une température de 60/70°. voilà quelques photos de la réalisation: la température au sous sol était de 15.6°, le système de chauffage est au dessus, on voit le ventilo, j'ai du enlever des pales pour réduire considérablement le flux, sinon, ça refroidissait les plaques et bien sur ça chauffait pas, l'étanchéité est assurée par un joint type fenêtre, le poids suffit, j'ai fait un support arrière en pla à l'arrache, si c'était à refaire je le ferait en deux parties, je suis satisfait de moi, pour quelques euros . . . sans prétentions aucune, pat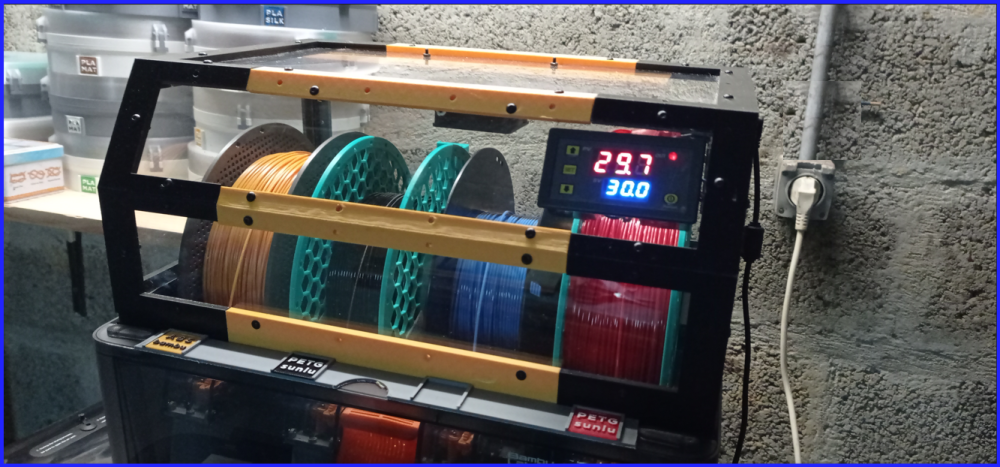

-
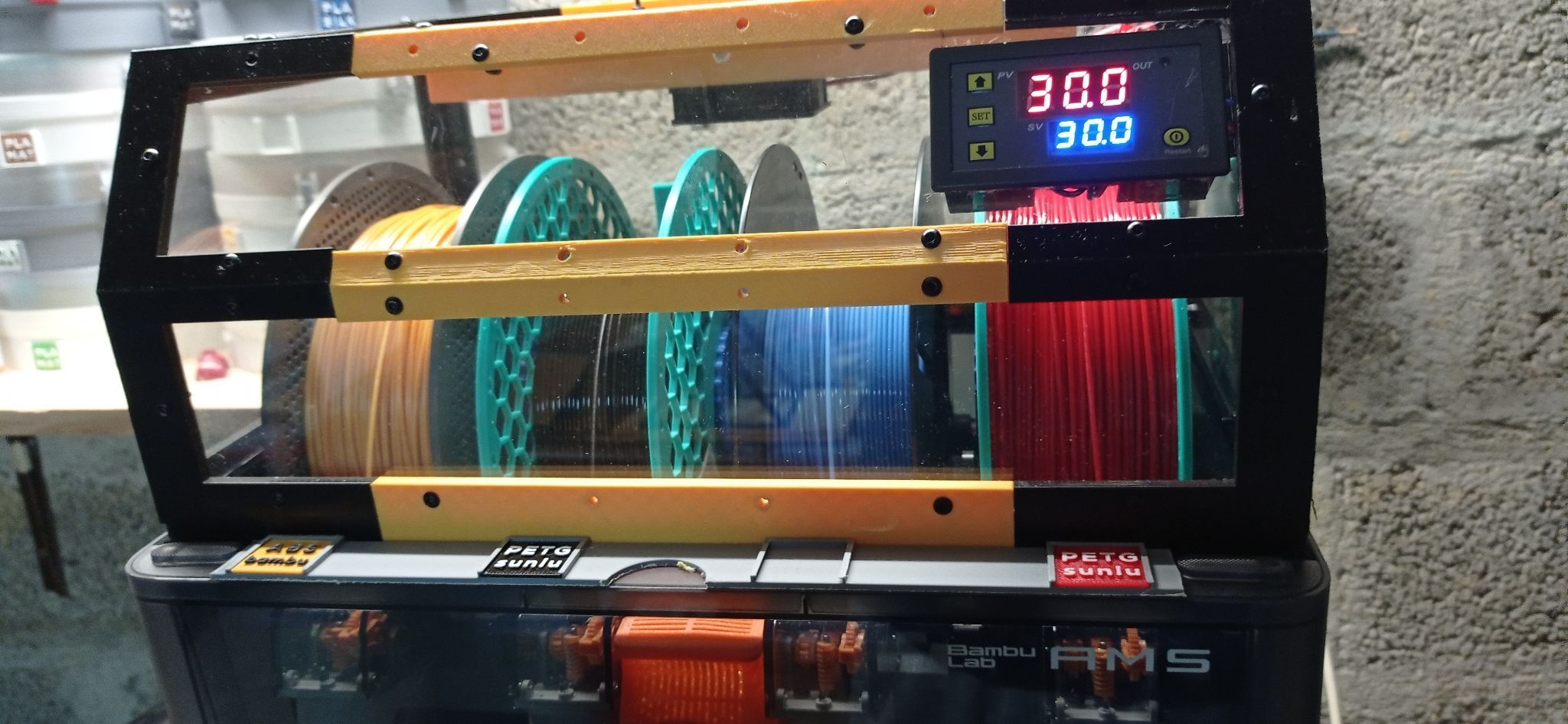
bonsoir à tous deux et merci pour l'aide que dire si ce n'est que je m'étais planté de chez planté, je ne sais pourquoi j'avais branché sur l'alim 12 volt en série, évidemment ça le faisait pas donc j'ai correctement rebranché en parallèle, et là nickel. me demande encore pourquoi j'avais fait un branchement pourri, je suis resté sur le 12 volt 10A, ça fonctionne correctement, bien que le branchement des fils est fait à l'arrache. j'ai fixé quatre PTC sur une plaque en alu de 1.5mm, et mis un ventilo, la température est prise à une vingtaine de centimètres, il faut compter une trentaine de minutes, c'est surtout pour remonter un peu la température dans l'ams, au sous sol, il fait frais ça peut tomber jusqu'à 14, imprimer un filament à 14° c'est loin d'être le top, avec la cr6 se, j'avais beaucoup de difficulté à imprimer sans défaut, d'autant plus que le filament devenait cassant, je vais maintenir la température vers les 30°, dans le capot d'origine pas assez de place, et je ne voulais pas le percer, j'ai du refaire un capot, avec des restants de récup de plexi de 4 mm, c'est le premier jet, mais il me semble pas mal, pas encore étanchéifié et j'ai pas mis toutes les vis. si je le refais, je le referais en deux parties, voilà ce que ça donne, petg et abs (pour équilibrer l'utilisation du filament) sur ce je vous laisse merci encore pour l'aide apportée, toujours pas compris pourquoi le branchement pourri. pat

-
bonsoir, on ma donné plein de trucs, dont une dizaine d'éléments ptc marqués dessus 12volts 80° et deux alim en 24 volts 10 et 20 ampères et une alim 12 volts 10 ampères j'ai essayé de brancher 5 éléments ptc sur l'alim 12 volt/10a, ils ne montent pas à plus de 40 °. apparemment les 120 watts ne suffisent pas dans ce cas, un seul branché monte bien à 80°. je me demandais si je pouvais brancher 4 ou 5 éléments ptc en série sur l'alim 24 volt/10a, ça me ferait 240watts, par contre pour l'intensité ? ? ? merci de votre aide je suis en train de bricoler un sécheur filament. (enfin j'essaie) les plaques ptc sont comme celle-ci

-
le plomb "de touche" pour l'ablette fait 0.06 gramme, pour le gardon 0.10, il en faut pas beaucoup je l'ai fait en asa, pas de souci c'est pas un flotteur, c'est un pèse flotteur pat
-
Séchoir de filament
bblt en réponse au topic de albfab55 dans Entraide : Questions/Réponses sur l'impression 3D
bonoir j'ai eu un Creality Space PI Plus, s'il remplit parfaitement son office, je lui ai trouvé un gros défaut, rédhibitoire en ce qui me concerne, il n'est pas étanche, ce qui peut paraître un avantage lors du séchage. mais j'imprime donc je sèche mes bobines au sous-sol, je laisse la bobine dans le dryer une fois sèche, m'étais dit pas la peine de la remettre dans sa boite , le lendemain j'étais passé de 15% d'humidité à l'humidité ambiante du sous-sol soit 65%, pas glop ça oblige de remiser la bobine une fois le séchage effectué, pas glop si j'oublie ou que ça se termine la nuit. renvoyé à amatruc pat -
bonjour excuse moi pour le retard il est à noter que l'eau n'est pas rentrée dans l'appareil (qui lui est vide) mais si cela avait été une erreur de conception, les trois auraient fini au fond de l'eau, mais il ne faut pas perdre de vue que le " flottage" doit être précis entre 0.10 gramme et 0.06 gramme, poids variable du plomb dit de touche. le simple fait d'une absorption d'eau fait couler le truc. pour l'impression c'est 100% remplissage maintenant tout est possible, je pense plutôt pour une légère absorption, ce qui me fait pense à ça est le fait qu'à sa sortie de l'eau, des micros gouttes perlaient sur la surface extérieure, ce qui confirme bien que le petg est hydrophobe. mais ce n'est pas une expérience, tout au plus une constatation pat
-
pour la question de l'étanchéité du petg, j'ai conçu un pèse- flotteur, le principe on accroche un flotteur de pêche sur l'engin qui est préplombé précision de 0.06 grammes (poids du plombs de dit de touche; là n'est pas la question impression remplissage 100% couche 0.16 en pla, pas étanche, impossible de tester m'en doutais un peu je me suis dit petg, beaucoup pensent et je le pensais également que le petg était étanche, je teste, impeccable, je l'oublie dans le bac, l'après misi je reviens et là, surprise, le pèse plomb était au fond du bac, je pensais m'être trompé, j'en lève le flotteur, je l'allège d'1 gramme, il flotte, deux heures après au fond, j'en déduis que le petg, s'il est hydrophobe, n'est pas étanche, quand je l'ai retiré de l'eau, des gouttelettes perlaient à sa surface. je l'ai réalisé en asa, test sur trois jours, il est resté à la surface, ce n'est donc pas une erreur de conception le PETG n'est pas étanche sur long terme pat
-
difficile de choisir son imprimante
bblt en réponse au topic de papagalak dans Bien choisir son imprimante 3D
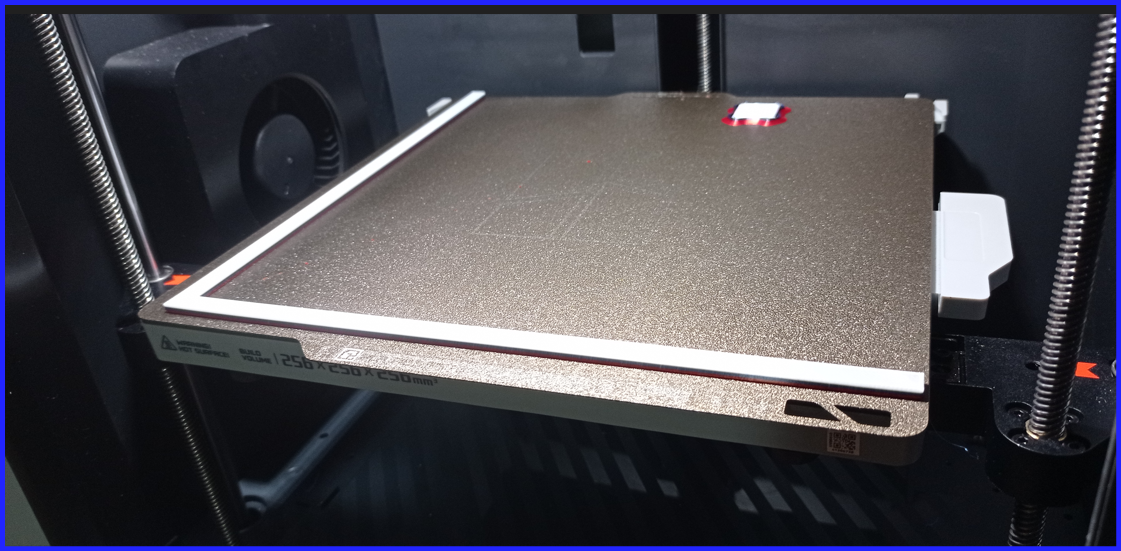
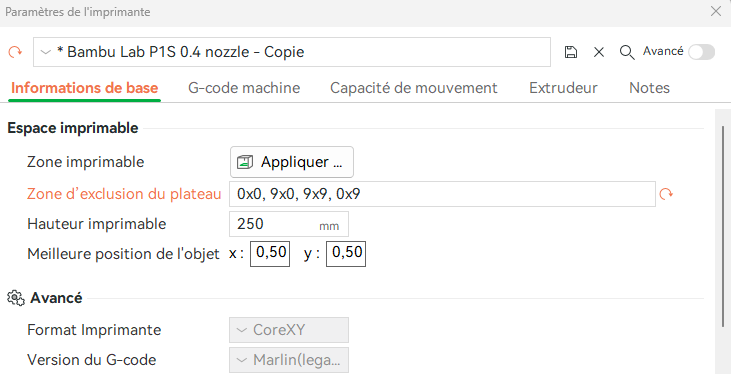
je viens de prendre le sujet, un peu trop tard hélas avec la bamboulab p1s et l'ams installé , tu ne peux imprimer 250x250, tu as sur l'imprimante une zone d'exclusion de 18x28 donc au max 238x255. voir 237x255 j'étais furax quand je m'en suis aperçu, si j'avais su j'aurais pas acheté. pourtant j'avais farfouillé sur le site. en diminuant au max la zone d'exclusion, j'arrive à 245x255, c'est à savoir mais ça frôle vraiment et ça fait un peu peur. -
Les sécheurs de Filaments
bblt en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
bonsoir mes bobines pour la bambu, je les imprime en ASA, j'en avait imprimé une en petg pour essai, ça a pas tenu le coup elle s'est déformée façon stetson, avec l'asa, aucun souci. pat -
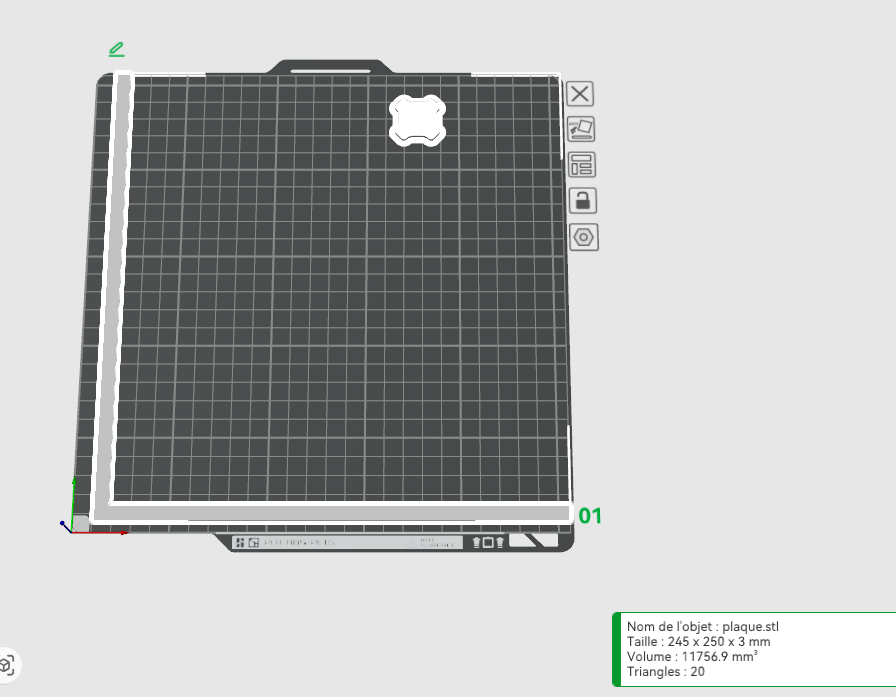
au moins je peux maintenant imprimer mes couvercles de 245x245, alors qu'avant le max imprimable en carré était de 236x236, oufff le max imprimable pour l'instant est de 245x255
-
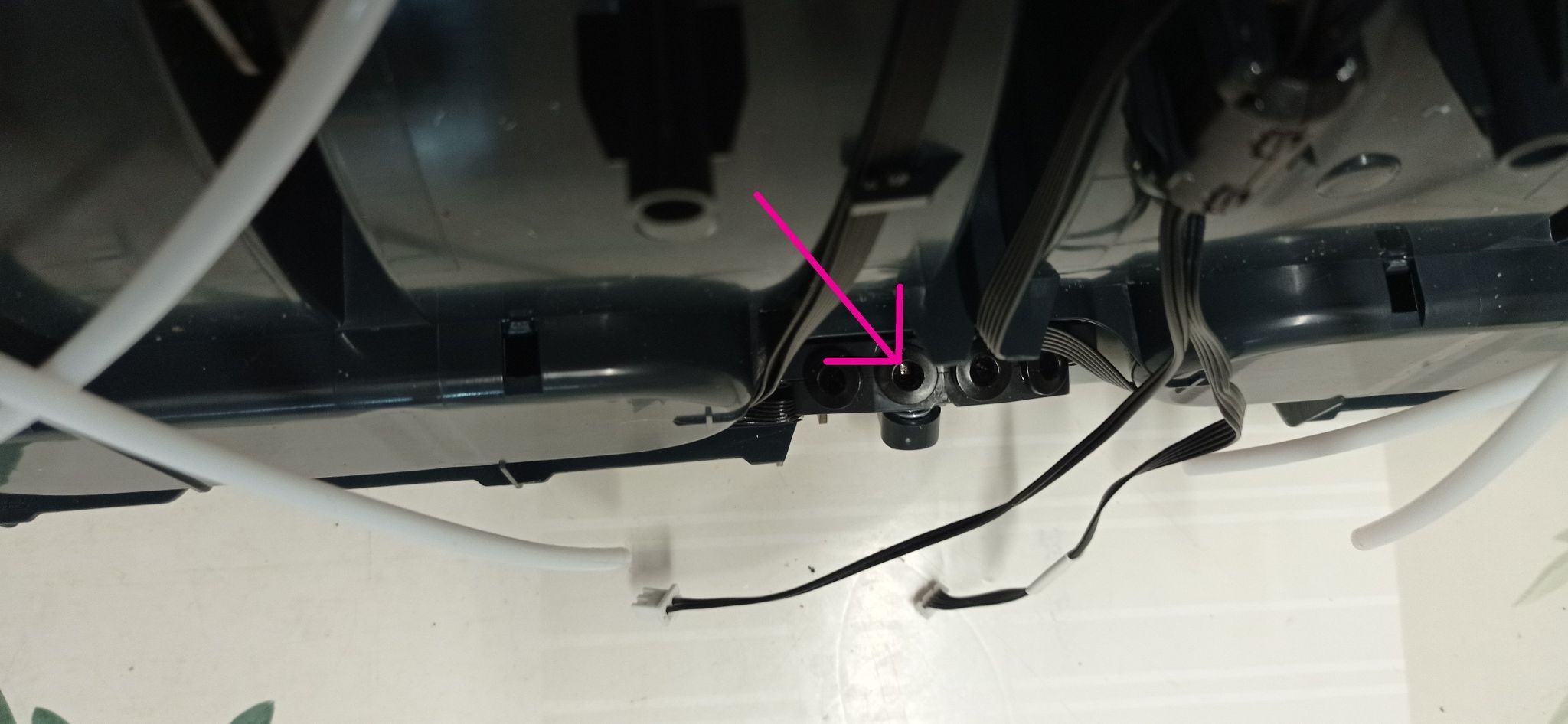
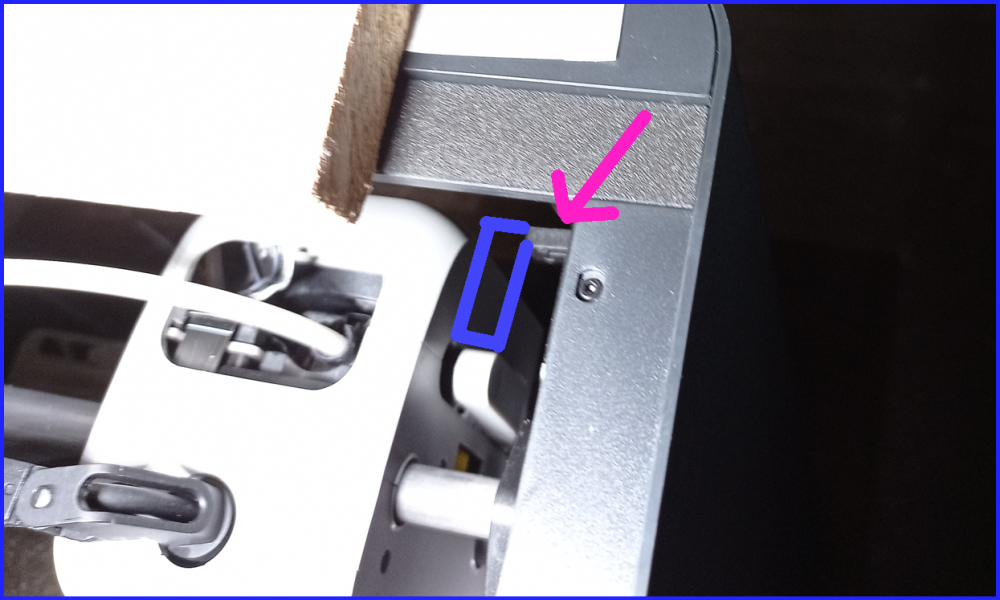
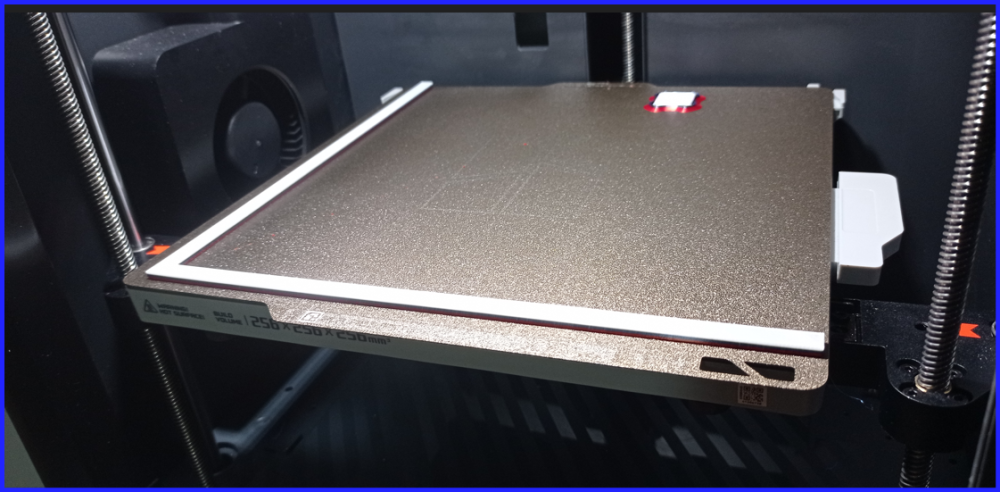
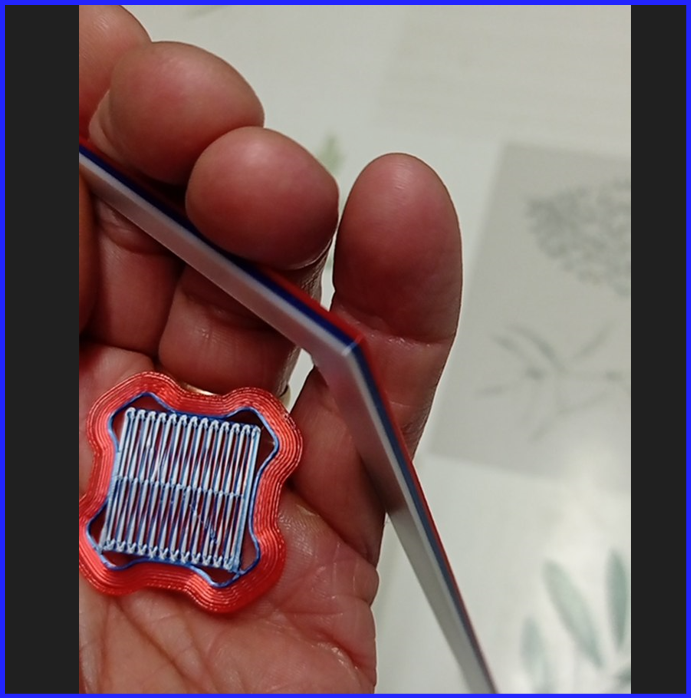
bonjour je pestais, (et c'est peut dire) contre cette zone d'exclusion sur la p1s, après moult recherches et essais, il s'avère que j'entrevois une possible sortie du tunnel cette fameuse zone d'exclusion la zone 18x28 représente l'éloignement du bloc, hors il ne faut tenir compte que du doigt qui sert à enfoncer la commande du coupe filament, c'est ce fameux doigt qui touche le bras du coupe filament et le capot si affinité la tête est en position exclusion 18x28, le but étant d'éviter qu'elle touche le doigt indiquer en rouge, on voit nettement qu'on peut "gagner" l'espace bleu en y allant tout doucement, par commande de 1 avec l'écran "périphérique" pour trouver le réglage mini, j'ai rejouté 1mm de chaque coté par sécurité, la zone minimale que j'ai rentrée est celle-ci et là vous pouvez imprimer: je l'ai fait en trois couleurs , ça ne touche absolument pas, attention ça frôle le doigt ,mais ça ne le touche pas le coupe filament jouant son rôle l'AMS fonctionne donc parfaitement. je rajouterais deux tites photos un peu plus tard. c'est fait plateau imprimé: trois couleurs c'est pas tout ça il me manque encore 5 mm en X, j'y retourne pat
-
non, comme dit plus haut l'imprimante ne rend pas la main, les commandes sont inopérantes donc seule solution, éteindre physiquement fermer bambou studio, tout relancer.
-
@RT36 merci pour l'info, je savais puisque dans le wiki pour récupérer les 256 mmx256mm X-Y il est indiqué qu'il faut changer ces données: en gros, imprimer une pièce pour bloquer/effacer le doigt rétractable, aller dans les paramètres que tu cites pour mettre à zéro, passer le Z de 250 à max et là je peux imprimer mes couvercles de 239x239, je peux pas les réduire plus, là c'est des couvercles pour une boite filament, mais j'ai des couvercles techniques à faire en ASA de 245x245 une quinzaine à faire , (asa pour l'étanchéité) je m'étais dit que c'était la machine idéale, tout faux tout ça pour une connerie de bras mal conçu le problème est que tu supprimes la fonctionnalité AMS, je l'ai fait ça m'a fait une galère pas possible en fin d'impression, j'ai eu des sueurs froides. j'ai abandonné, je vais faire mes couvercles en deux fois, je sais pas si on peut "souder" de l'asa, je l'ai déjà fait avec du pla ou du petg mais pas avec l'asa au début j'enrageais, qu'ai-je pu pester dans le sous sol, la colère est passée, mes éconocroques y sont passées, maintenant il reste la déception, c'est la position du bras de coupe qui est mal conçue, j'ai pensé à un truc mais il me faudrait un stl du bras de coupe ou a mini du doigt qui pousse le dit bras j'en trouve pas, ça doit pas être bien sorcier à modéliser mais j'ai pas les dimensions, faudrait que je démonte celui en place, mais c'est pas sur =que ça marche. merci pour ton aide je crois je vais en rester là pat
-
quand tu achètes une machine tu regardes le descriptif, on annonce un espace d'impression carré de 256x256 ce qui est faux, hors une fois leurs termes techniques appliqués il s'avère que l'espace maximal d'impression parallélépipédique est de 238x256, çà ne dite en rien de clair que le volume va dégringoler d'une possibilité d'impression parallélépipédique de 256x256 à 236x256, c'est énorme, ça dit juste que ça occupe un espace de 18x28mm on ne sait où on est très loin d'une perte d'espace de 18x28, (ce qui est faux par ailleurs, c'est pour cette raison que je dis que ça a été fait à la va comme j'te pousse) j'avoue ne pas connaitre un traitre mot d'anglais