Atiroocky
-
Compteur de contenus
16 -
Inscrit(e) le
-
Dernière visite
Récompenses de Atiroocky
")





-
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
Atiroocky en réponse au topic de Motard Geek dans Artillery
J’ai toujours pas levé le mystère sur le G28 X0, mais le G0X0 fonctionne bien donc… En revanche, pour ceux qui optent comme moi pour la solution d’un firmware déjà compilé (stock + MBL de dtcreation3D), y a deux trois trucs à vérifier (j’ai pas encore assez confiance pour me lancer dans la config’ perso du configuration.h) Pour ma part, il semblerait que la ou les lignes //#define RESTORE_LEVELING_AFTER_G28 //#define ENABLE_LEVELING_AFTER_G28 ne soient pas décommentées. Après un G28 (début de Gcode), marlin semble désactiver le MBL. J’ai pu le constater en ne voyant pas bouger le moteur Z sur la première couche, alors que la fonction MBL est bien active dans mes paramètres. J’ai fait un autre essai en ajoutant M420 S1 juste en dessous du G28 en début de script, et là ça fait bien des micro corrections. -
Artillery Sidewinder x1 - Décollages en cours d'impressoin
Atiroocky en réponse au topic de Mako64 dans Discussion sur les imprimantes 3D
Oui oui uniquement première couche ! -
Artillery Sidewinder x1 - Décollages en cours d'impressoin
Atiroocky en réponse au topic de Mako64 dans Discussion sur les imprimantes 3D
J’étais dans le même cas (warping) et donc trouver le "bon compromis". Pour ma part, en PETG avec bed à 90°C, le plateau était moins convexe. Pour les ressorts, j’avais également essayé de compresser un peu plus, mais sur la X1, comment réajuster le endstop sur Z après ça ? Les deux solutions qui ont fonctionné dans mon cas sont : nettoyage bed au liquide vaisselle et bien bien bien rincer sans en mettre à côté comme l’indique @Savate flash firmware pour, entre autres, activer le MBL (réglage manuel du niveau sur 25 points, pas besoin d’installer un BLtouch). Et là que du bonheur… La première couche est maintenant bien écrasée uniformément sur l’ensemble du plateau. Pas foiré une seule impression depuis que c’est fait. Mais bon, ça reste que des pistes à explorer. Dans ton cas, il faut vraiment t’intéresser à l’accroche de la première couche. Il faut veiller au bon débit de filament, aux réglages du slicer (je mets par exemple 150% en largeur et 120% hauteur en couche de 0.2mm), aux bons réglages de coulissement des axes, etc… Y a pleins de test de calibrage sur Thingiverse pour vérifier que tes réglages de base sont dans les clous. Y a tellement de paramètres qui rentrent en ligne de compte… Mais c’est ça qui est jouissif dans l’impression 3D, lorsqu’on arrive à dompter la machine et à sortir des pièces de bonne qualité (je m’évade…). -
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
Atiroocky en réponse au topic de Motard Geek dans Artillery
Effectivement c'est étrange. Sachant que le G28 X fonctionne bien quand je lance un print avec seulement des déplacements sans extrusion. J'utilise ce firmware (1.3.2) de Dtcreation, précompilé stock+MBL. -
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
Atiroocky en réponse au topic de Motard Geek dans Artillery
J'ai récupéré un bout de gcode pour n''imprimer qu'une ligne mais en conservant tous les autres paramètres. Test 1 : à la fin du gcode, ajouté un G90 puis G28 X = mais ça ne change pas. Le x affiche -2mm à l'écran. Via la commande de l'écran, je ne peux pas déplacer la tête plus à gauche alors qu'elle est au centre du plateau. En revanche, le home X fonctionne. Test 2 : Idem test 1 mais en remplaçant G28 X par G28 X0 = même résultat. Test 3 : Idem test 1 mais en remplaçant G28 X par G0 X0 = ça fonctionne ! Même essayé un G0 X-5 pour vérifier le fonctionnement du capteur endstop. Pas de souci non plus. Test 4 : Idem test 1 mais en supprimant l'extrusion et les paramètres associés. La tête ne fait que se déplacer sans déposer de filament = ça fonctionne ! La tête revient bien au home X toute seule. G21 ; Millimeter units G90 ; Absolute XYZ M83 ; Relative E T0 ; Switch to tool 0 G1 Z5 F100 ; Z raise G28 ; Home all axes M204 P500 ; Acceleration G1 Z1 ; G1 X150 Y150 F7200 ; move to start G1 Z0.2 F1200 ; Move to layer height ; ; prime nozzle ; G1 X101 Y117.5 F7200 ; move to start G1 X101 Y182.5 F1800 ; print line G1 X101.72 Y182.5 F7200 ; move to start G1 X101.72 Y117.5 F1800 ; print line ; FINISH M107 ; Turn off fan M400 ; Finish moving M104 S0 ; Turn off hotend M140 S0 ; Turn off bed G1 Z5 F100 ; Z raise G28 X; M84 ; Disable motors Test 5 : idem test 4 mais en remettant le G92 E0 pour voir si c'était ça qui mettait le bazar (comme l'indique @Jojo3D) = ça fonctionne également, donc ça viendrait pas de là. Pas encore fait de reset Eeprom depuis que je l'ai fait juste après la maj du firmware. Peut-être que ça ferait du bien mais ça m'embête de perdre mes paramètres de MBL car j'ai pas foiré un print depuis une semaine avec ces réglages ! Si vous avez de idées, sinon je remplacerai G28 X par G0 X0. -
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
Atiroocky en réponse au topic de Motard Geek dans Artillery
Oui , j'ai suivi toutes les étapes à la lettre. Elle fait très bien le homing, sauf que la commande G28 X0 en fin de print decale bien la tête dans la direction du home X, mais ne parcourt que quelques mm. On voit bien sur l'écran que la position indique x =-2mm (c'est bien la valeur du vrai home X quand je fais home avant de lancer une impression), alors qu'en coordonnées absolue, elle est à x=100 et quelques. C'est comme si x passait en coordonnées relatives à la fin du print. -
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
Atiroocky en réponse au topic de Motard Geek dans Artillery
Oui justement, il n'arrive pas au détecteur de fin de course. Il s'arrête 10cm avant. Obligé de redémarrer l'imprimante pour pouvoir faire un homing normal (la il va bien en butée jusquau détecteur) On dirait effectivement qu'il perd la position du X à la fin de l'impression. -
X1 - Marlin 2.0 (BabyStepping + BLTouch en options)
Atiroocky en réponse au topic de Motard Geek dans Artillery
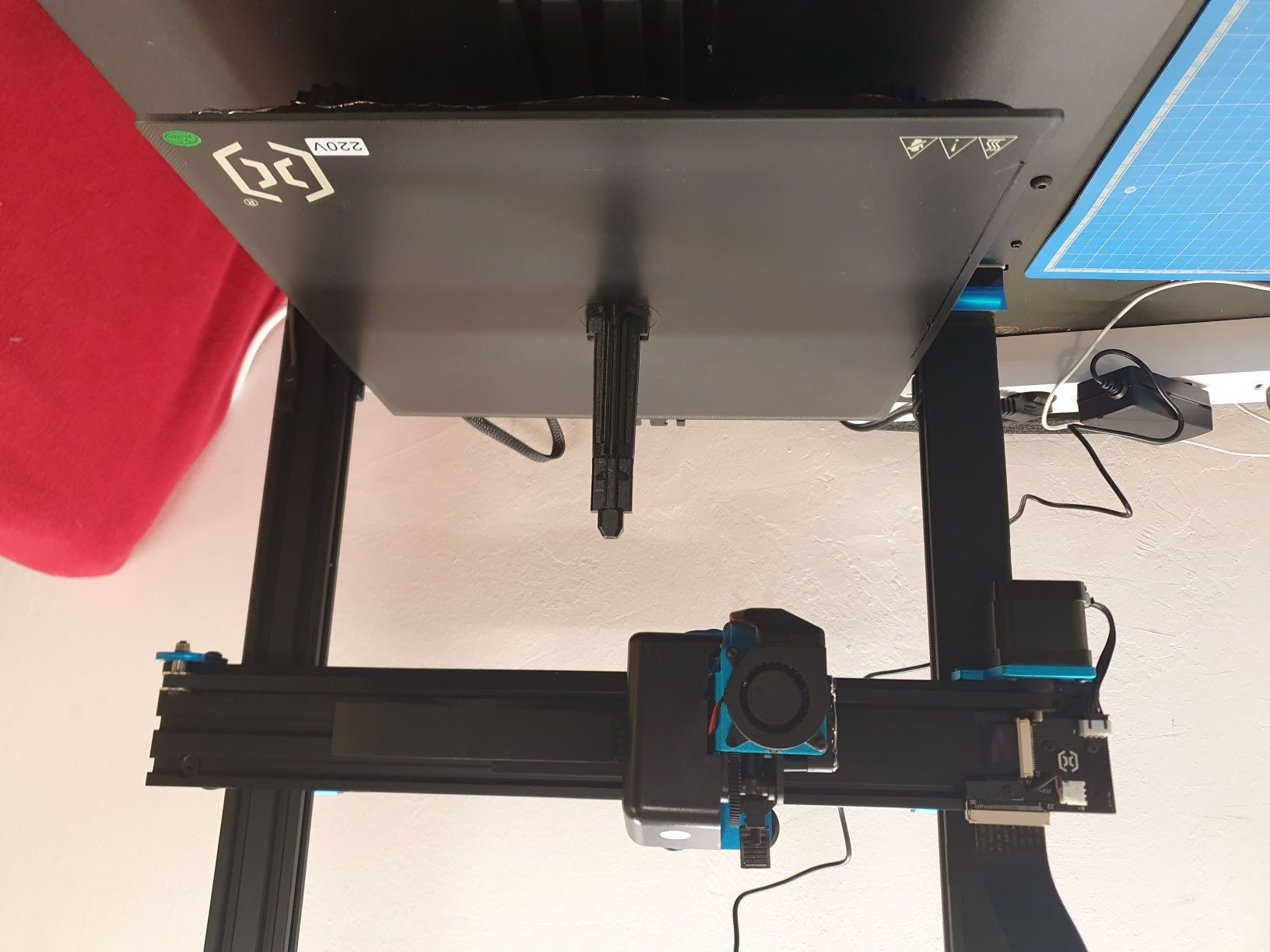
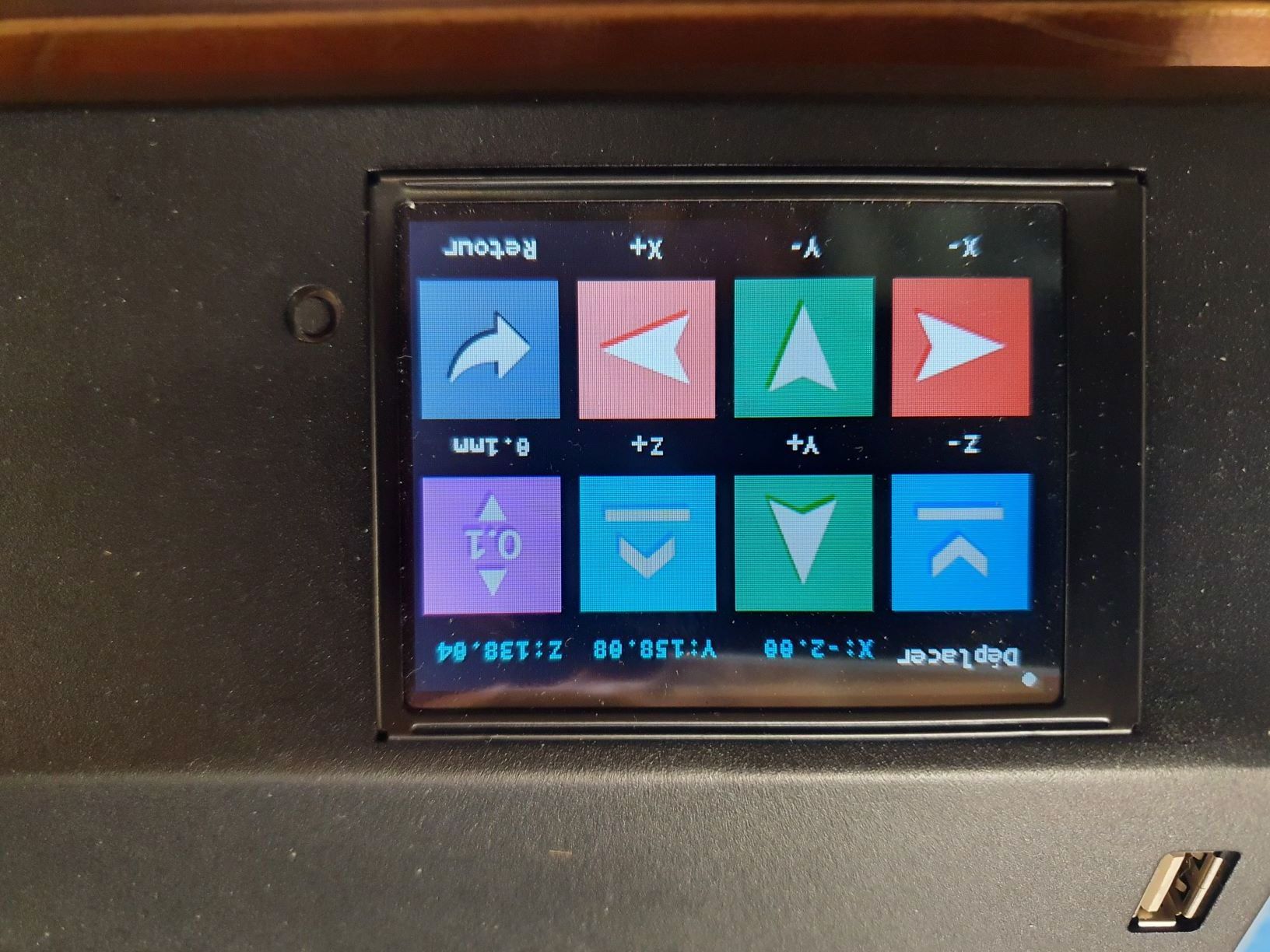
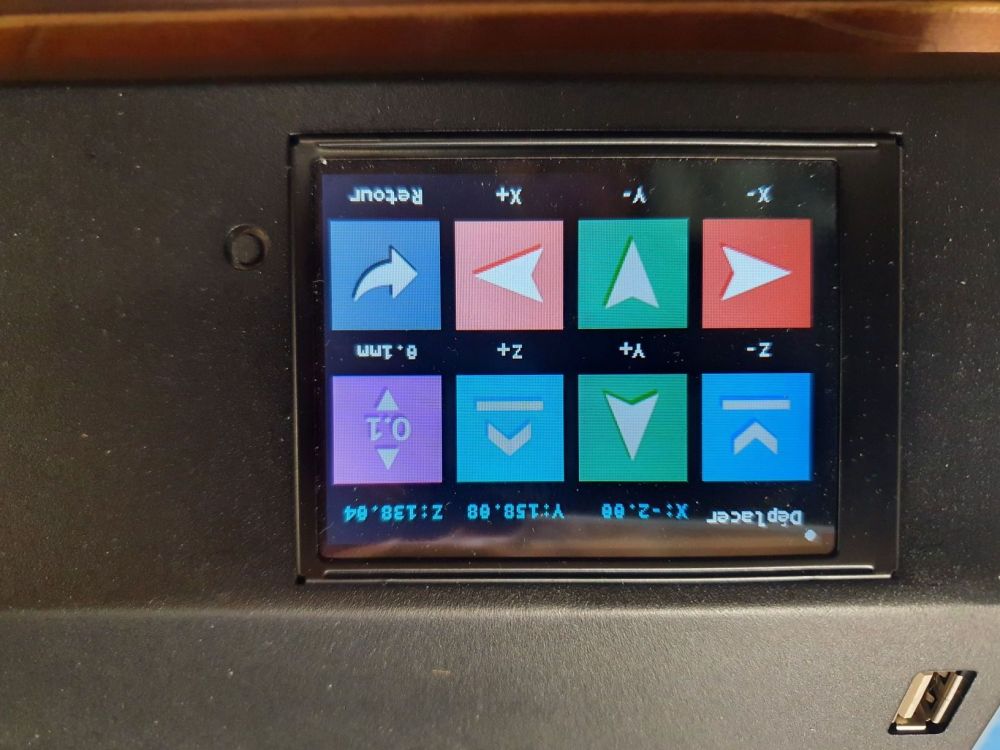
Bonjour à tous, Je viens de flasher vers le dernier firmware Marlin proposé par Dtcreation 3D. Tout est nikel sauf un truc. En slicant avec S3D la tête faisait bien un homing sur X avec le firmware stock. Avec le nouveau firmware, j'ai comme l'impression que le home sur x ne se fait plus, ou bien que la position du x lue par la machine est décalée ce qui a pour conséquence de laisser la tête juste au dessus de l'objet à la fin de l'impression. D'ailleurs, je peux piloter manuellement sur Y et Z mais sur X, la tete est comme en butée a gauche. Je peux la déplacer sur la droite sans problème. Quand je fais un home X, elle revient sur cette position relative comme sur la photo (x=-2mm affichée haut de l'écran sur la photo). Apres redémarrage de la machine, le home se fait sans problème sur la position d'origine. Voici les photos de la fin d'impression telle quelle (juste ajouté un décalage sur Z manuel) ainsi que le code de fin de fichier associé G1 X143.347 Y159.217 E4.2005 G92 E0.0000 G1 E-1.0000 F2400 ; layer end G28 X0 ; home pour X M106 S0 ; extinction du ventilateur M104 S0 ; on coupe l extrudeur M140 S0 ; on coupe le pateau M84 ; et on debraye les moteurs Un G90 avant le G28X0 pourrait remédier au problème ? Merci à vous .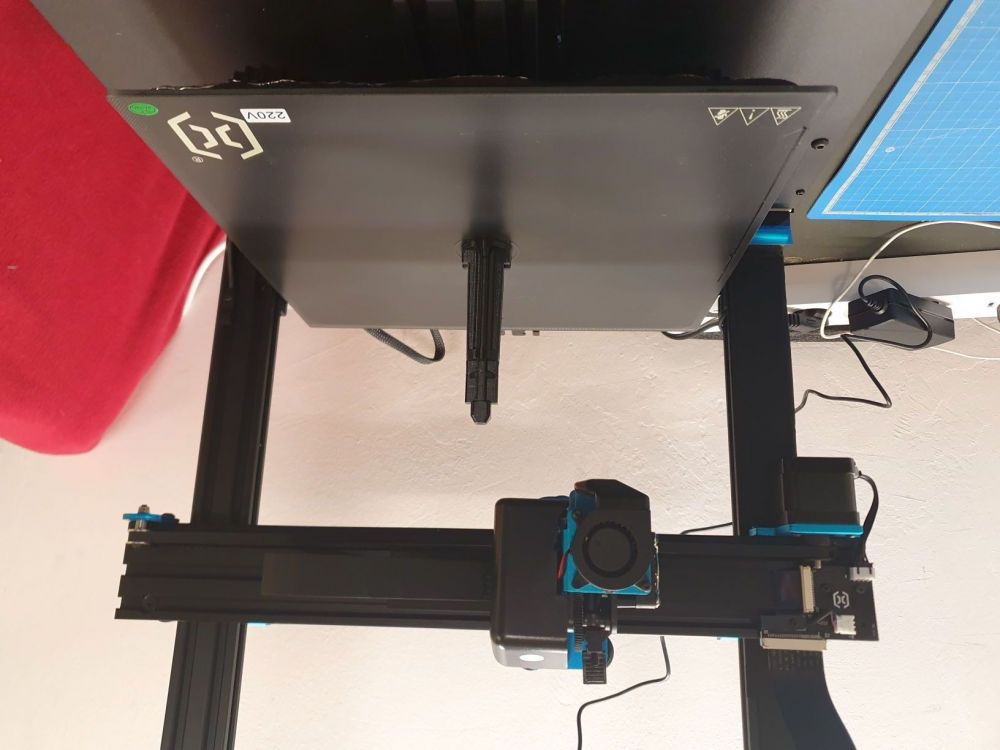
-
Tout sur l'Artillery Sidewinder X1
Atiroocky en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Merci pour le conseil. Je vais essayer lors de la prochaine impression. -
Tout sur l'Artillery Sidewinder X1
Atiroocky en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Avant de désserrer l’axe , j’ai mesuré le parallélisme de l’axe X avec la base et ça semble assez bon. Je touche pas pour l’instant. Grâce au flash de la carte, j’ai pu accéder à d’autres réglages et les enregistrer dans l’Eeprom (M500). Et là je dois dire que les résultats sont au delà de mes espérances. Tout d’abord j’ai vérifié l’eStep de l’extrudeur. Je demande 18mm et il me sortait 17.6mm. J’ai pu rentrer les nouveau paramètres grâce à l’algorithme proposé sur certains sites (on rentre la valeur d’origine eStep, la longueur d’extrusion demandée, la valeur finale mesurée et ça nous calcule la nouvelle valeur d’eStep). Après avoir fait le niveau des 4 coins, j’ai lancé un MBL (bed à 60°C, buse à 200). Dernière étape, dégraissage du plateau au liquide vaisselle, rinçage à l’eau et essuyage alcool. Ensuite je me suis lancé dans le paramétrage du LinearAdvance. Après quelques itérations, j’arrive à une valeur optimale de 0.11 (PLA). À voir si je dois modifier pour du PETG. En activant cette fonction, j’ai lu qu’on pouvait baisser fortement le paramètre de rétraction et désactiver le wipe et coast dans le slicer. Avant de réaliser ces nouveaux réglages, mon plateau était un peu concave/convexe par endroits. J’avais imprimé la grande croix qui s’étend sur les 4 coins du plateau en passant par le centre. C’était bien par endroits, un peu moins dense sur certaines zones. Maintenant j’ai imprimé le test avec les 5 carrés (4 coins plus centre). Résultat propre et homogène partout et un filament qui adhère vraiment bien au plateau. Je suis débutant dans l’impression 3D, et honnêtement, je me suis pas mal pris la tête sur les réglages pour obtenir une bonne 1ère couche. Sans s’attaquer à l’installation d’un BLtouch, la technique MBL qui ne prend que quelques minutes, moyennant un flash de la machine (peu compliqué pour les novices, et ultra simple pour les plus aguerris), est celle qui m’a donné le plus de résultat. Je comprends pas que ça ne soit pas directement implanté de base dans la machine. Dernière étape pour enculer la mouche comme il se doit, j’ai acheté un sécheur de filament SUNLU (promo 50€) pour que le filament soit exempt d’humidité lors de l’extrusion. La boîte sera montée en lieu et place du support de bobine existant via une pièce à imprimer (en cours d’impression d’ailleurs). -
Tout sur l'Artillery Sidewinder X1
Atiroocky en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Merci pour les conseils, je vais tenter ça. Je pense que c'est soit le portique de l'axe X qui doit être très légèrement de travers ou bien les portiques z qui sont pas parallèles (plus proches en haut qu'en bas). Pour le bed, je viens de flasher le firmware et j'ai procédé à un MBL sur 32 points (je devrai recommencer si je touche au portique X). Normalement ça devrait le faire. D'ailleurs pour le MBL, par pas de 0,01mm, on dirait qu'il y a de l'hysterisis. Du coup j'ai fait tous les 32 points en abaissant un peu plus la tete pour gratter la feuille puis en ajustant le bon écart en la remontant. Pas encore eu le temps de tester les résultats. -
Tout sur l'Artillery Sidewinder X1
Atiroocky en réponse au topic de Motard Geek dans Tutoriels et améliorations pour Artillery
Je suis intéressé par cette méthode. Mon Ultrabase semble légèrement convexe en calibrant à 60°C. Ça le fait moins avec le bed à 90°C. Autre chose, sur l'axe Z, les roulements externes (ceux sans excentrique) n'exercent pas la même pression sur le profilé, comme-ci l'axe Z était légèrement de travers. Rien a faire en jouant sur les excentriques. Ça se voit pas sur les impressions, mais je trouve que le deplacement de l'axe à la main (moteurs Off) est pas aussi fluide que les autres axes. Y a til une méthode pour vérifier l'alignement et le corriger ? Merci à tous. -
Bonjour à tous, J’ai rencontré des problèmes similaires avec mon Ultrabase où j’étais obligé de passer par un radeau pour ne pas avoir de warping ou des couches qui se décollent. Je l’avais toujours nettoyée avec de IPA 99%, et même en refaisant le niveau du plateau, modifiant les T°C, ça se décollait. Pour enlever les pièces imprimées, ça se décollait tout seul une fois le plateau redescendu à 40°C, et sans forcer. Je suis tombé sur un forum où ça disait que les quelques gouttes d’alcool n’était pas assez efficace si le plateau était devenu trop gras/sale. Il fallait simplement nettoyer avec de l’eau et du savon dégraissant. J’ai essayé avec une éponge humide et un peu de liquide vaisselle, puis plusieurs passages à l’éponge humide propre pour "rincer". Après séchage, j’ai pu obtenir une accroche comme jamais. Les premières couches tiennent, ou plutôt collent fort au plateau. Pour les retirer sans forcer, obligé d’attendre que ça passe sous 30°C voire 25°C. Je pense que c’est devenu gras suite au processus de niveau du plateau, où j’utilisais toujours la même feuille de papier…
-
Étant complètement novice et ayant une X1 depuis quelques jours, j’avais imprimé mon cube de calibrage en PLA sans souci. En revanche, impossible avec le PETG, ça décrochait dès la deuxième couche du radeau (en réglage PLA) Avec tes réglages sous S3D, ça a fonctionné du premier coup ! Merci
-
Conseil pour modélisation objets avec épaisseur paroi
Atiroocky en réponse au topic de Atiroocky dans Dessiner / modéliser en 3D
Merci pour ta réponse. Effectivement, même souci sous Cura, mais l’erreur venait de moi, enfin j’avais pas fait les vérif’ nécessaires. J’ai trouvé mon problème. Lors de l’exportation sous Inventor, un facteur "10" s’est glissé. Ça provient d’une option dans Inventor où il fallait que je coche "mm" pour mes exportations STL (c’était coché "cm"). Sous Simplify3D, je trouvais que la taille des filaments était disproportionnée par rapport au modèle. Et en fouillant dans les réglages, j’ai vu que les petits carrés du plateau faisaient 5mm de côté, donc ma sphère faisait 20mm de diam au lieu de 200mm. Ce qui posait donc des problème d’épaisseur/largeur de couche, d’où l’impossibilité du logiciel à réaliser le procédé. J’ai appliqué le facteur d’échelle x10 directement sur Simplify3D. Et là, le tranchage s’effectue parfaitement. Y à plus qu’à maintenant…