Greg²
-
Compteur de contenus
138 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Tout ce qui a été posté par Greg²
-
Oui À vérifier dans Mainsail.cfg, mais il me semble que la macro PAUSE et RESUME sont également directement gérées là (j’ai pas accès en ce moment pour vérifier)
-
dans les nouvelles config il faut ajouter [include Mainsail.cfg] le reste est normalement identique
-

Les améliorations à imprimer pour les Bambu
Greg² en réponse au topic de SR-G dans Tutoriels et améliorations pour Bambu Lab
Dommage qu’il ait 2 mains gauches car j’ai aucun problème avec ce setup… au contraire -
Les améliorations à imprimer pour les Bambu
Greg² en réponse au topic de SR-G dans Tutoriels et améliorations pour Bambu Lab
Je suis déjà passé sur un hotend 3rd party avec une buse CHT bi-metal alors, c’est déjà trop tard pour moi -
Les améliorations à imprimer pour les Bambu
Greg² en réponse au topic de SR-G dans Tutoriels et améliorations pour Bambu Lab
https://www.printables.com/fr/model/392134-hydra-ams-enhanced-bambu-lab-ams -
La nouvelle version de SoftFever permet l’arachnéen et les overhangs à vitesse variables
-
Elles sont très efficaces sans quoi j’en aurais pas acheté une ) et Bambu Lab est relativement réactif, mais quand un fabriquant fait plusieurs correctifs par semaine sur un produit, pour moi c’est du test Et quand quelque chose est pas cher, c’est que le produit, c’est nous (ici, en l’occurrence nous les développeurs/beta testeurs)
-
Un hotend beta test sur une machine beta test… je vais attendre encore un peu
-
Et après y’a plus de stock pour les autres
-
Si tu as la place à l’arrière, retourne ton Orbiter de 180° pour améliorer les moment de force sur ta tête
-
Et ce nouveau type de clientèle sera le gros gain financier directe de Bambu Lab mais aussi sont pire cauchemard… car des gens sans connaissance des techniques modernes d’impression à haute vitesse vont découvrir que ces imprimantes sont bruyantes (même si ma X1C est moins bruyantes que ma RR v-400 et même mon Ender 3 ) et qu’elles sont loins d’être Plug’n play. Résultat, énormément de plaintes pour des choses inévitables avec ce type de produit. PS: Pour ce qui est des ventilos, celui de la chambre est obligatoire si on veut pouvoir réguler la température à l’intérieur et extraire le fumées. Et 1 seul auxiliaire sur le côté du bed, c’est insuffisant pour du PLA à (très) grande vitesse
-
Sauf que si la Prusa n’en a pas besoin c’est surtout car elle imprime lentement. Aux vitesses d’impression des Bambu Lab, RatRig, Voron & Co, le refroidissement est réellement le facteur limitant pour la vitesse et la qualité d’impression. Il est donc assez simple d’en réduire le bruit… suffit de réduire la vitesse/accélération Mais je concède que la régulation du refroidissement sur la Bambu Lab mériterait quelques améliorations de gestion. Et je comprend toujours pas pourquoi ils ont opté pour un ventilateur auxiliaire que d’un côté… ce qui crée des variations thermiques importantes avec les parties non exposées aux flux d’air
-
Les améliorations à imprimer pour les Bambu
Greg² en réponse au topic de SR-G dans Tutoriels et améliorations pour Bambu Lab
Pas imprimable, mais peux quand même rejoindre la liste des améliorations utiles: -
https://www.printables.com/fr/model/201451-wanhao-d12-direct-drive-with-orbiter
-
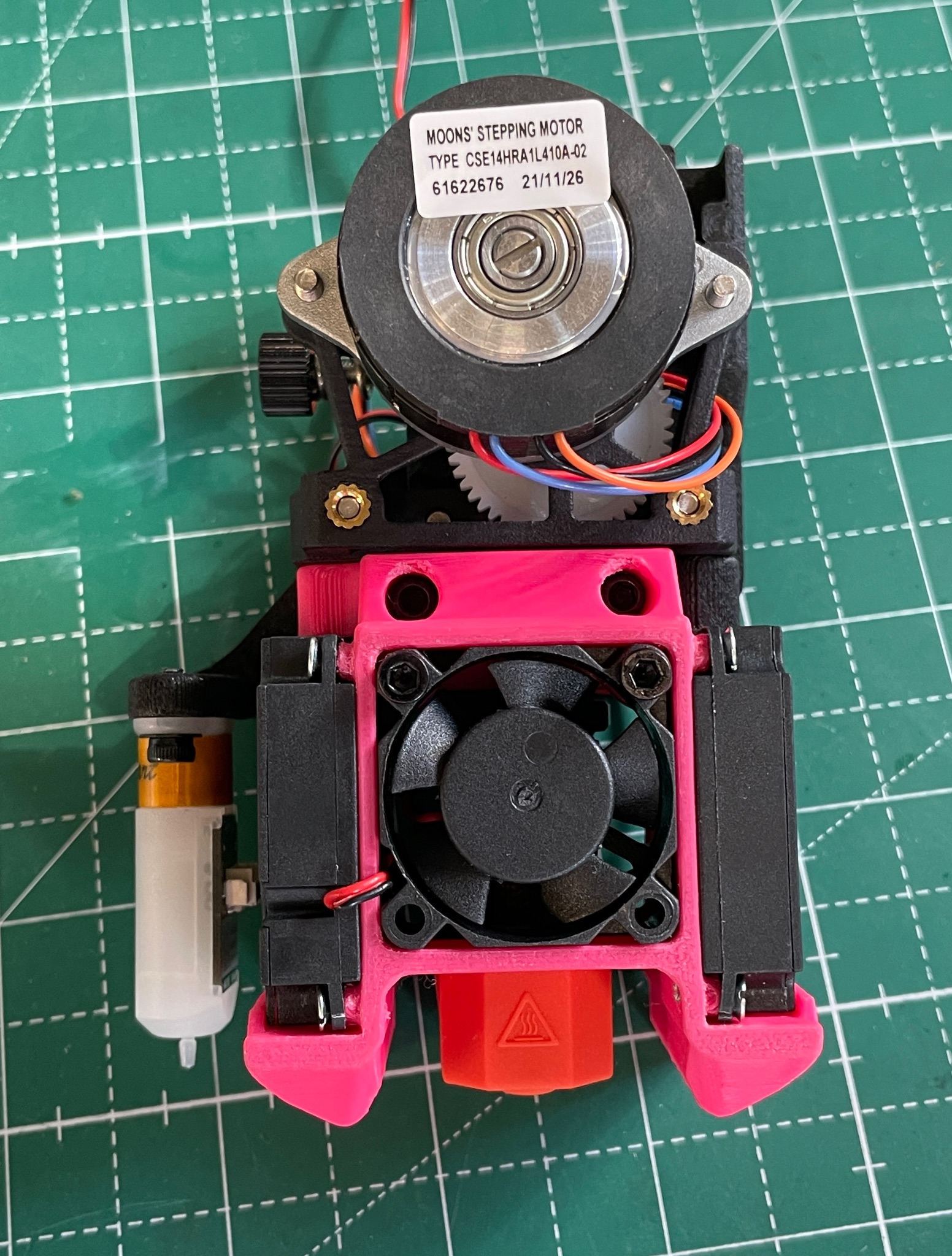
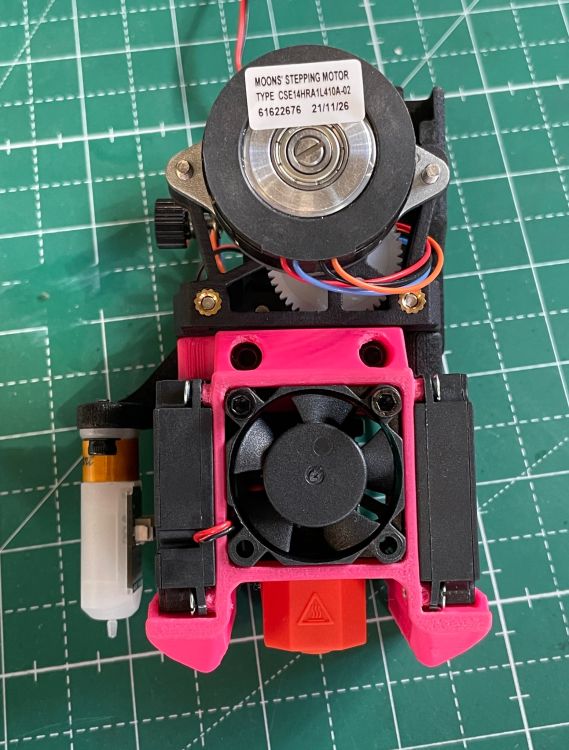
Oui, c’est la bonne version Il te faut l’extrudeur Orbiter 1.5, un hotend E3D V6 ou Phaetus Dragon et 2x ventilateurs en 40x40x10 (je les prends généralement chez GDStime car fiables et efficaces, mais d’autres fonctionnent aussi) + 1x 30x30x10 Je viens de re désigner une version pour ma Ender3 avec le Libra de chez Mellow
-
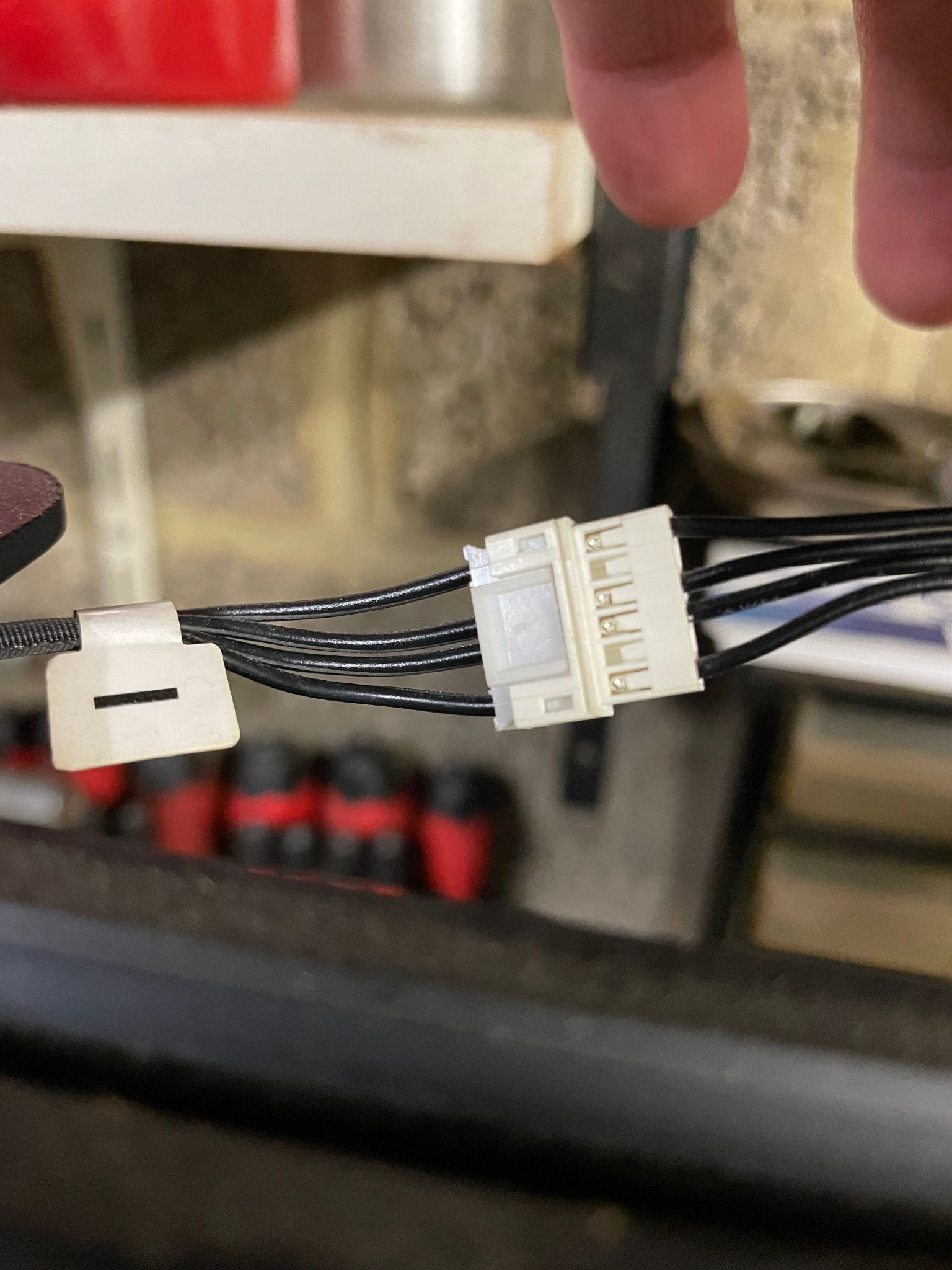
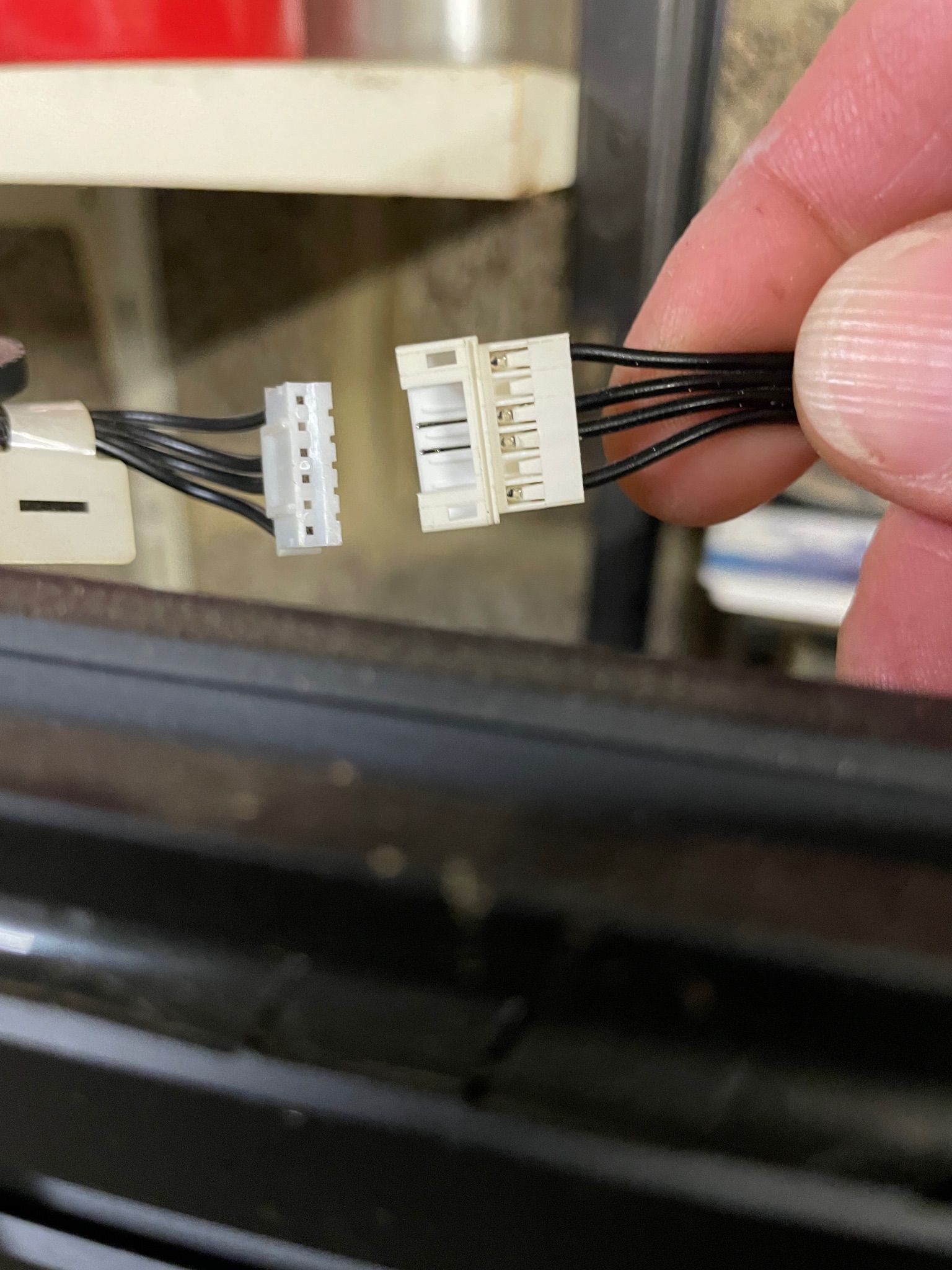
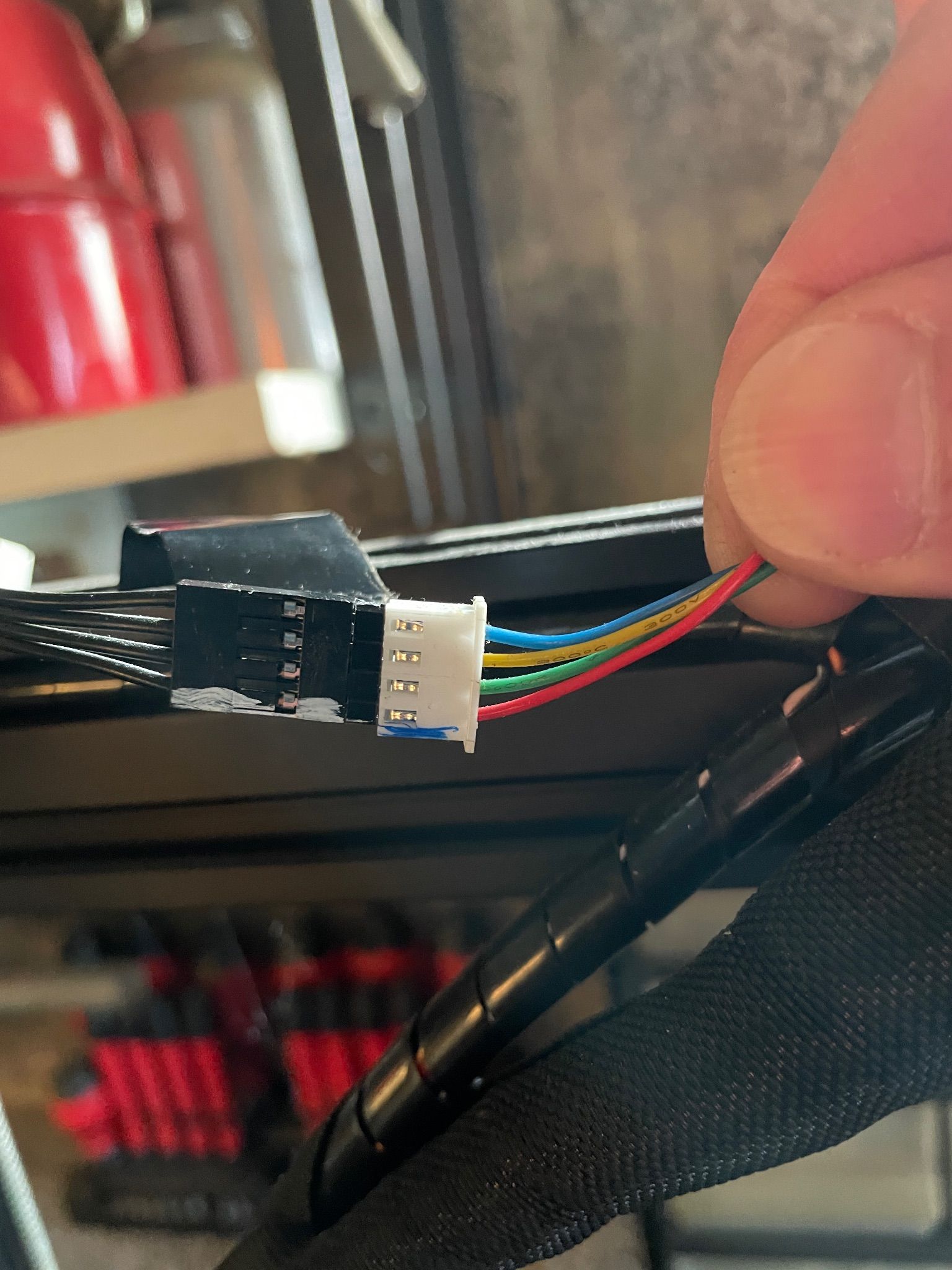
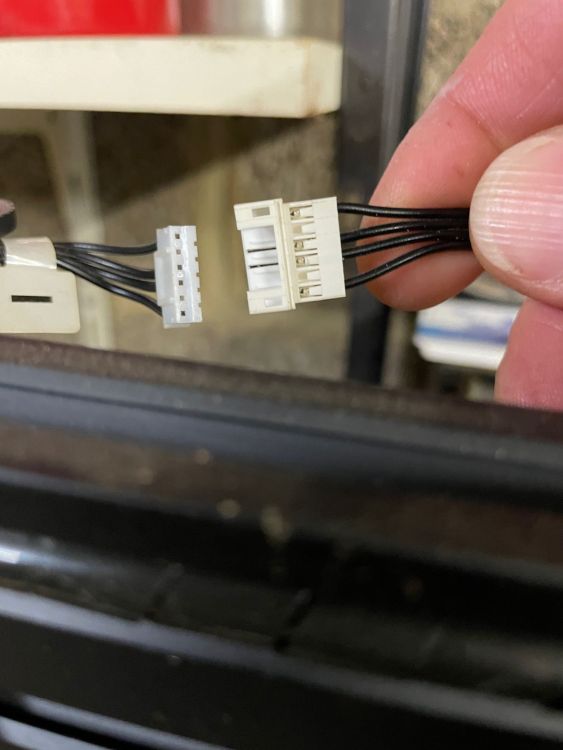
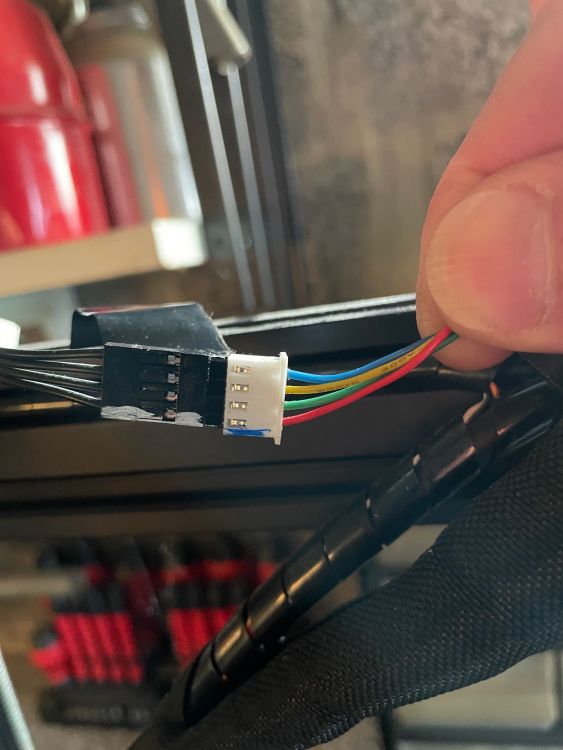
Non, l’adaptateur est venu avec le kit Trianglelab qui contenait l’orbiter et le Phaetus dragon les fils noires ça fait propre, mais pas pratique pour identifier les câbles

-
Dans mon pack j’avais reçu un petit bout de câble pour me connecter directement sur la fiche d’origine qui va à l’extrudeur. Mais y’a pas d’inversion, l’ordre des fils est le même
-
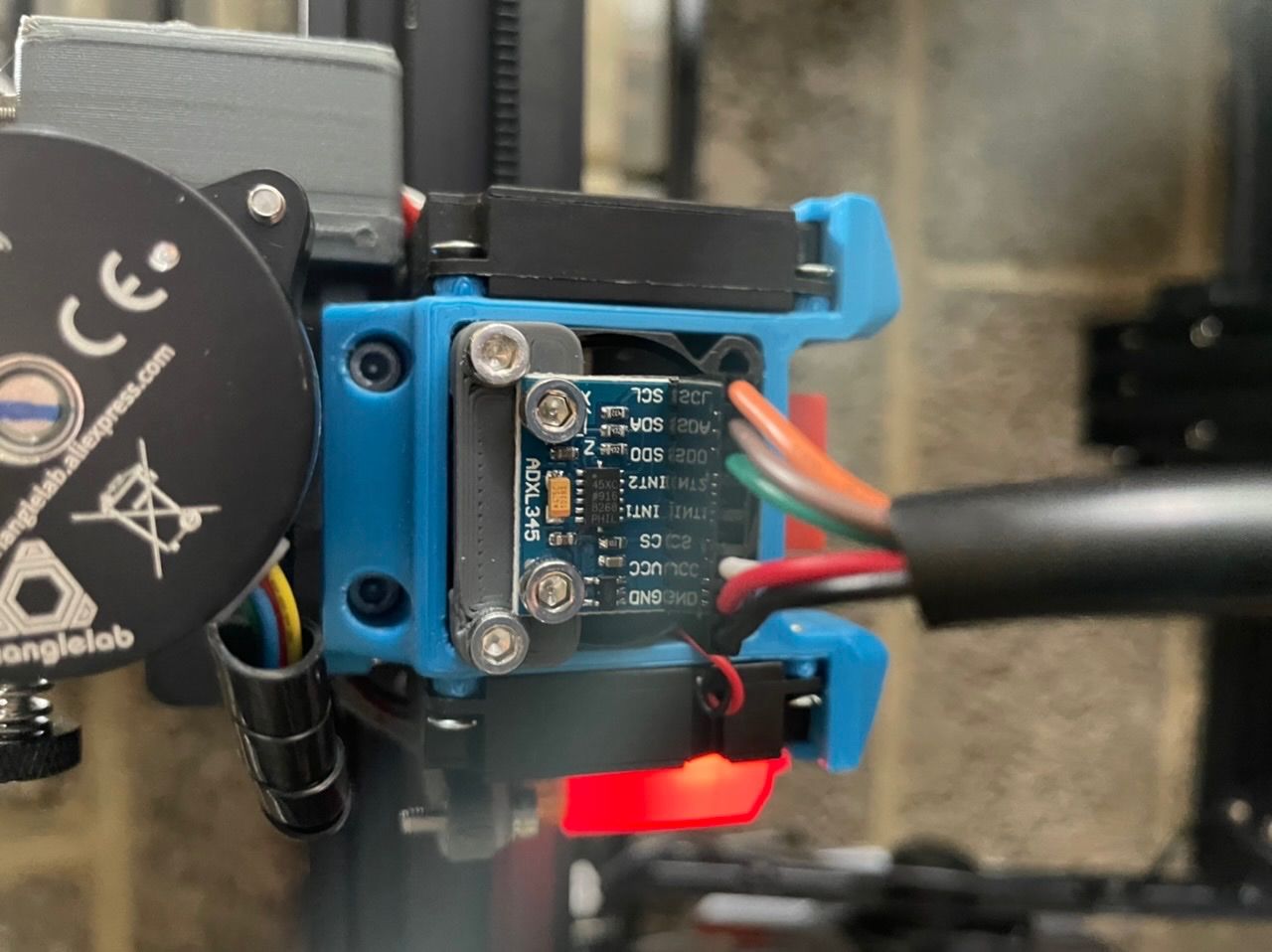
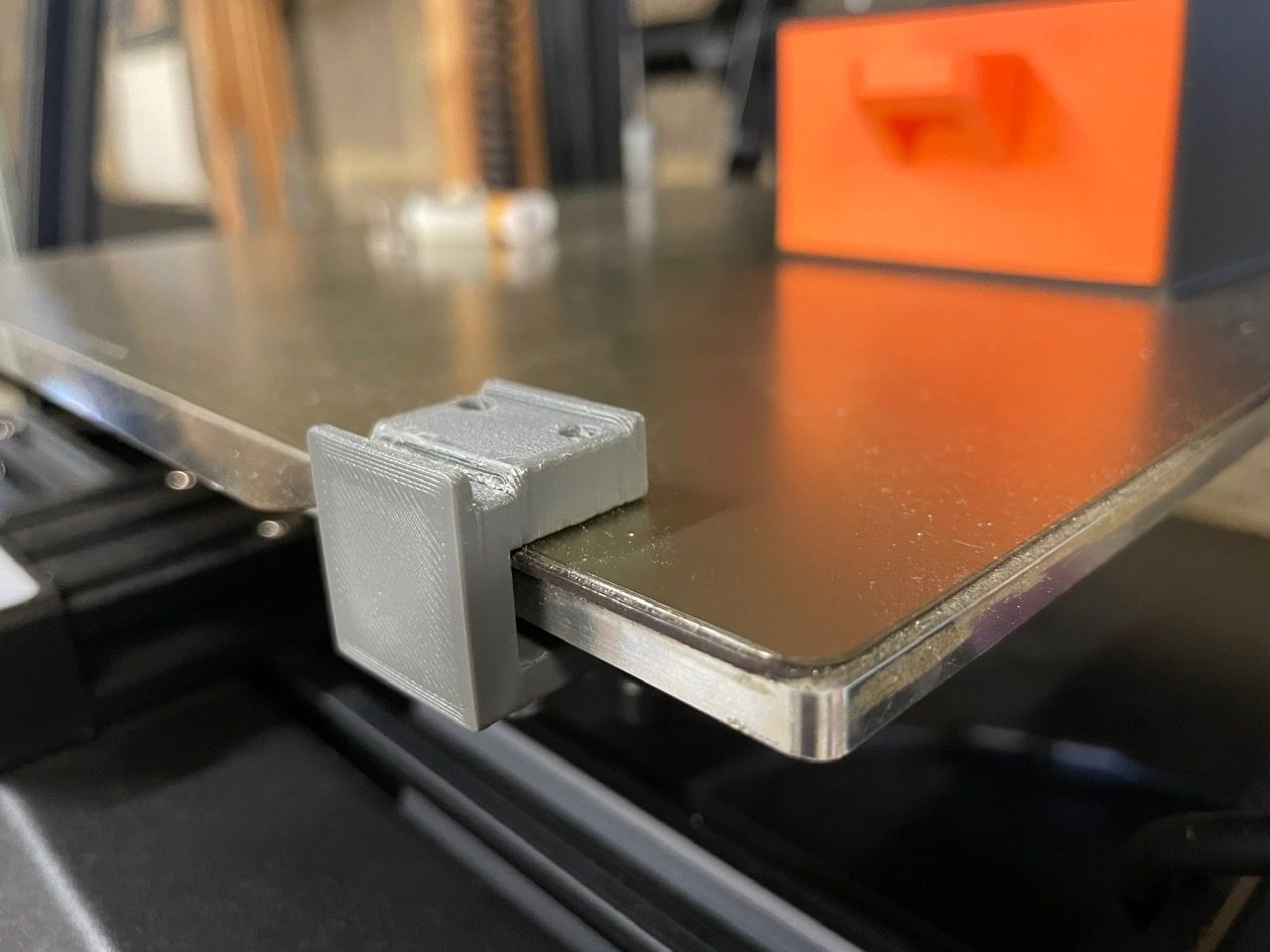
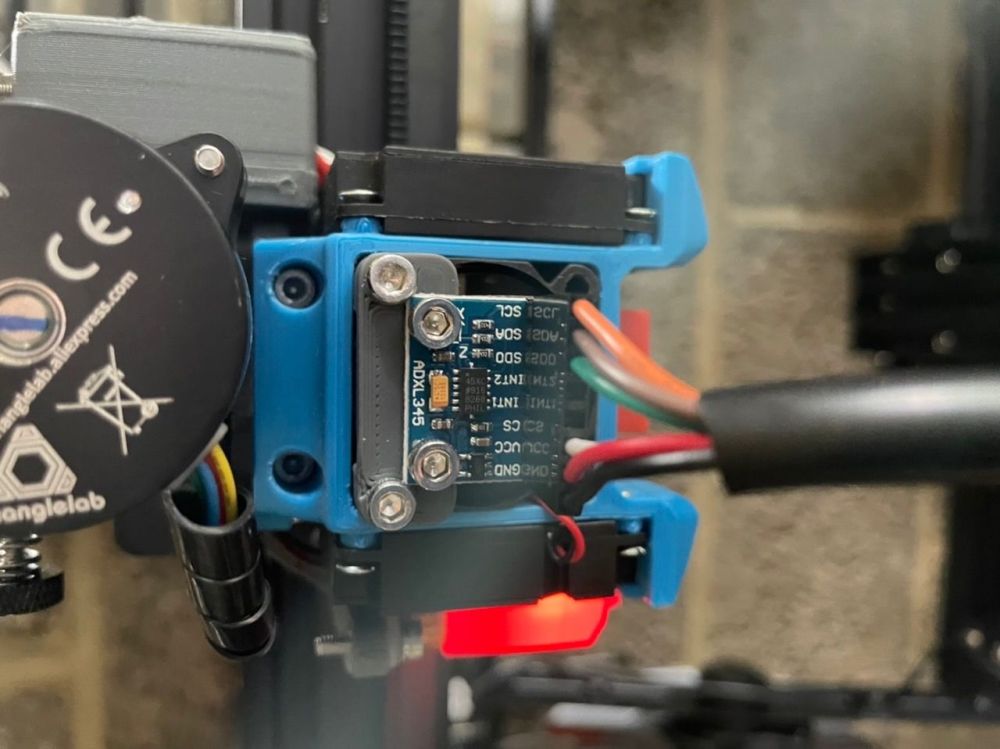
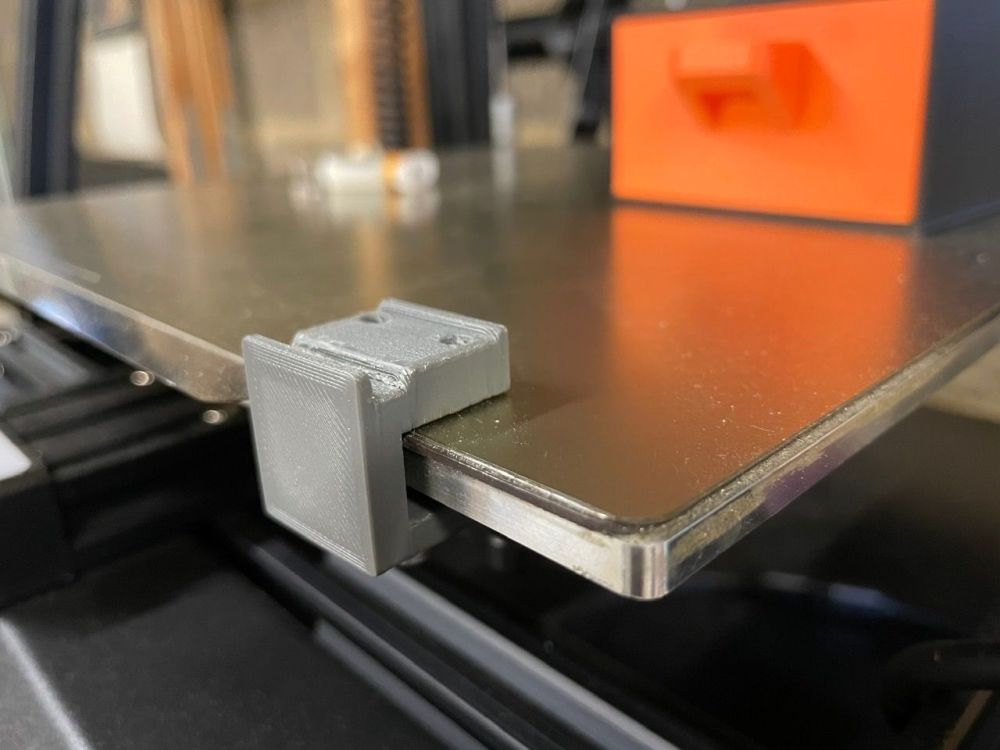
Perso j’ai imprimé 2 supports pour fixation sur ma tête en X et sur le plateau en Y. On ne laisse pas l’accéléromètre monter en permanence car sur les imprimantes avec déplacement du plateau en Y il va falloir changer la position de l’accéléromètre entre la mesure en X et celle en Y. (Même si techniquement il y aurait moyen d’en monter 2 et de faire des emplacements permanents, mais beaucoup de complications pour peu d’avantages) La description du cablage de l’accéléromètre-Pi ce trouve ici: https://www.klipper3d.org/Measuring_Resonances.html Mais les accéléromètres sont pas obligatoires avec Klipper, il y a aussi une procédure (plus longue) avec impression d’une pièce de calibration.
-
J’ai enfin pris le temps de regarder En faite, je vois pas bien l’intérêt de l’utiliser avec Klipper… comme il le dit dans la vidéo, Klipper tourne sur un Pi qui a la puissance de calcul et la bande passante nécessaire pour traiter l’information directement. C’est à la base un plug-in utile pour Octoprint qui est vite dépassé par la quantité d’infos à gérer. Ce serait même contre-productif de l’utiliser car le slicer ferait une première conversion de segments -> arcs ensuite Klipper ferait arcs-> segments pour envoyé la commande finale à la carte… ça fait 2 niveaux de perte de résolution
-
Quelles valeurs de largeur/hauteur couches tu as?
-
D’origine il faut bien vérifier le tube ptfe à l’intérieur du heatsink. Il est souvent pas assez long ou cramé
-
Je suis toujours avec ma version en PLA de développement Mais elle a pas bougé d’un poile alors que j’imprime de l’ABS avec à 250° et bed 110°… du coup, pas de raison de changer
-
Vérifie ton gcode de démarrage dans ton slicer… M104 c’est pour envoyer la consigne de température du hotend à la valeur S97 (c’est pas commun comme température ) Il ne faut pas qu’il y ait ‘*’ dans le gcode
-
En impression rapide, la difficulté (une fois les notions physiques de vitesse/accélération sous contrôle) c’est le refroidissement et la viscosité. Du PLA à besoin de beaucoup de refroidissement alors qu’on refroidi pas ou peu l’ABS… on essaye même de le garder au chaud le plus longtemps pour le maintenir au-dessus du seuil de crystallization. Du coup, notre limitation en vitesse devient la capacité à refroidir le filament qu’on aura chauffer très fort pour améliorer le débit. Après, si ça marche très bien pour un rectangle aux bords arrondis, la physique nous rattrape assez vite dès qu’il s’agit de faire un bridge ou un overhang Raison pour laquelle les speed benchy sont relativement propre au niveau de la coque mais ressemble plus à grand chose au niveau des overhangs ou de la cheminée car on sait pas refroidir assez par rapport au temps de couche
-
Hello, Pour l‘accéléromètre, j’avais pris celui-ci: https://www.amazon.fr/DollaTek-ADXL345-dinclinaison-numérique-daccélération/dp/B07DJ4V5VH/ref=dp_prsubs_1?pd_rd_i=B07DJ4V5VH&psc=1 Les ventilos j’avais commandé sur AliExpress directement chez Gdstime https://fr.aliexpress.com/store/1187152 - 1x 30x30x10 24v dual bearing 4,7CFM - 2x 40x40x10 24v dual bearing 3,62CFM Pour la hotend, j’avais commandé un kit complet dragon-orbiter et les sondes+thermistance chez Trianglelab. (+/-150€) Mais une simple E3D V6 ou une Dragon (chez Trianglelab) suffisent si c’est pour rester en bowden et en restant dans les 100-150mm/s sans trop perte de qualité. Pour plus vite il vaut mieux prendre la Drangon en « high flow ». Je conseil de la commander chez BIQU qui vendent la vraie Phaetus et pas un clone, même si la mienne vient de chez Trianglelab et est de qualité. Dragon BIQU