pool62
-
Compteur de contenus
77 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par pool62
-
comme tu écris ,ton désire de déposer avec un seul fil !!! rachètes toi un mono fils hé amuses toi bien
-
moi perso je ne fait pas usage de Octoprint alors c'est surement le numéro "zéro" qui ne lui plait pas a octoprint car Geeetech c'est bien T0 et T1 moi j'utilise la carte mini SD avec comme slicer Prusa ou Maître de mixage G-Code pour les dégradés
-
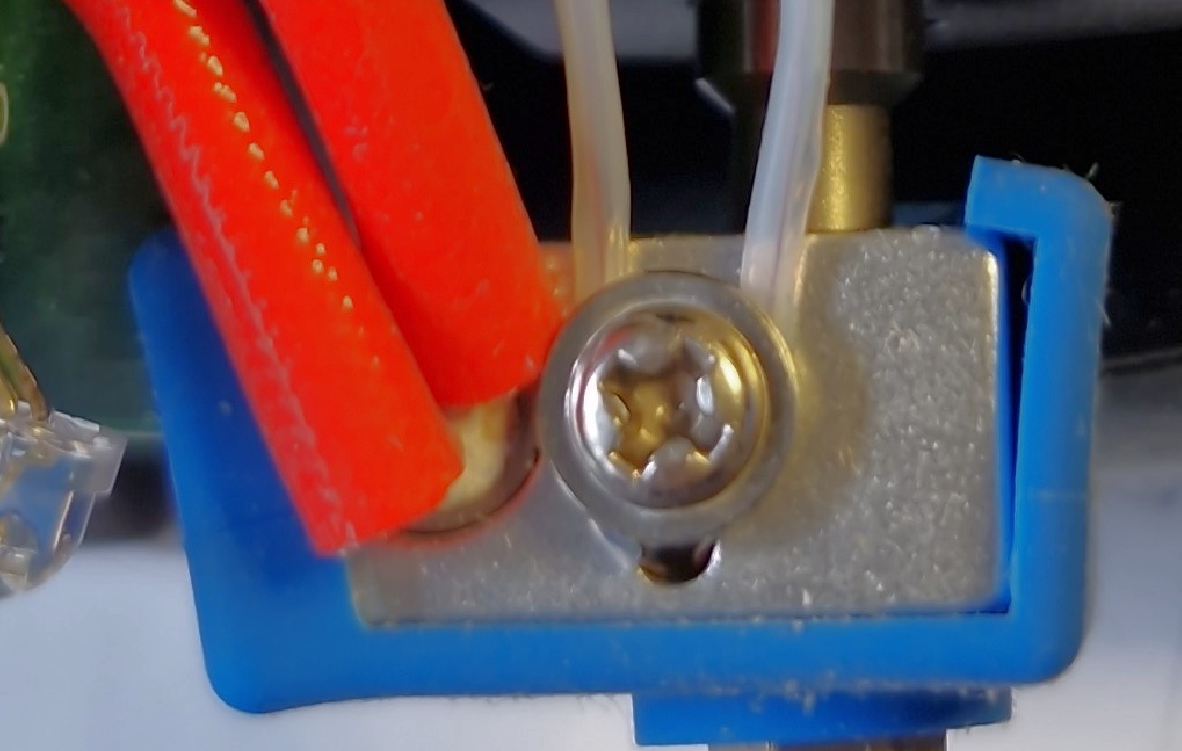
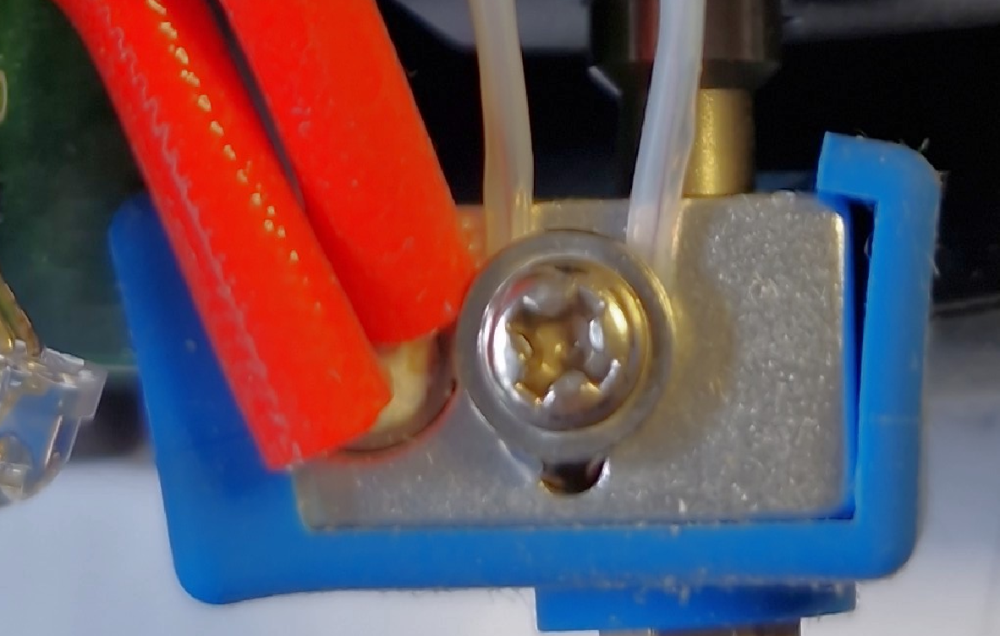
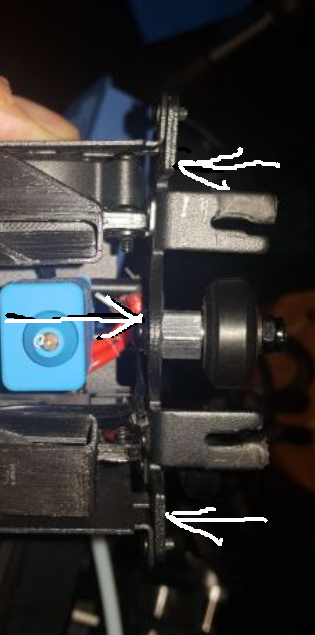
bonjour la petite perle en verre rentre dans le bloc alu dans le petit trous a coté de la vis et la vis passe entre les deux fils blanc et juste appuyer la vis contre les fils , et ne pas bloquer surtout car vous risquez de couper les fils si la perle ne rentre pas dans le trou vous pouvez l'agrandir a la perceuse le diamètre du trou le principal c'est que la perle soit maintenue au contacte de l'alu ; même si la perle ne rentre pas complètement dans le trou
-
fait une demande écrite au SAV avec N/ de ta machine et référence de l'écran actuel je ne vois que cette façon pour te sortir du problème
-
bonjour généralement une carte mère est pas opérationnelle comme cela ; car elle peut aller sur de multiples machines et différent écran donc il faut la flashé avec le bon logiciel de la bécane et de l'écran sur le site "geeetech" rubrique >> téléchargement >> vous devriez trouver votre bonheur
-
bonjour >> j'ignore a quel moment votre machine monte dans les hauteurs en Z ; il y a que vous qui pouvez le savoir ; en repérant l'instant physique dans le déroulement de votre Gcode et ensuite de décortiquer les lignes critiques sur le papier si vous ne trouvez rien qui confirme cet "ordre " de mouvement en "Z " ??? ATTENTION ???? au M600 (changement de couleur) et M601 (les pauses d'impression) qui pourrait être écrit par "CURA" c'est alors une commande interne a votre machine ( A10T) comme une "fin de fil " sur un extrudeur qui produit "peut etre" cette mise a l'écart de la tête de dépose et un arrêt du cycle a vous de décortiquer votre Gcode sur un lecteur comme "" Notepad++""
-
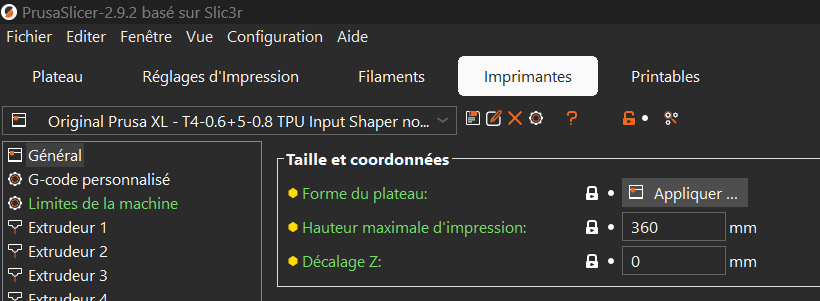
bonjour dans quel slicer vous travaillez vous avez pas un décalage de "Z" qui vous fait démarrer a la hauteur 80 mm
-
le %de H2O d'un fil PLA doit etre inférieur a 40% ,comme c'est compliqué a obtenir sans boite de séchage il est bon de vérifié si vous pouvez cintrer votre fil entre 4 doigts si il casse ; votre fil est trop humide : un séchage s'impose au four électrique a 50°/60° pendant 4 a 6h ou mettre vos bobines 2 ou 3 bobines suivant votre modèle de geeetech " M ou T " sur le lit de votre machine en position verticale >> lit a 60° et toute la nuit vous donnera un bon moyen pour y arriver moi je dispose de 1 "A10M et d'une Misar M " pour me mixage je vais faire une autre réponse
-
faite des essais avec prusa slicer il est plus pratique que Cura vous pourrez faire des changement de couleur a la HT. que vous désirez ou peindre comme vous le désirez pour les dégradés je les fait direct sur la geeetech au pupitre fonction "MIXAGE "
-
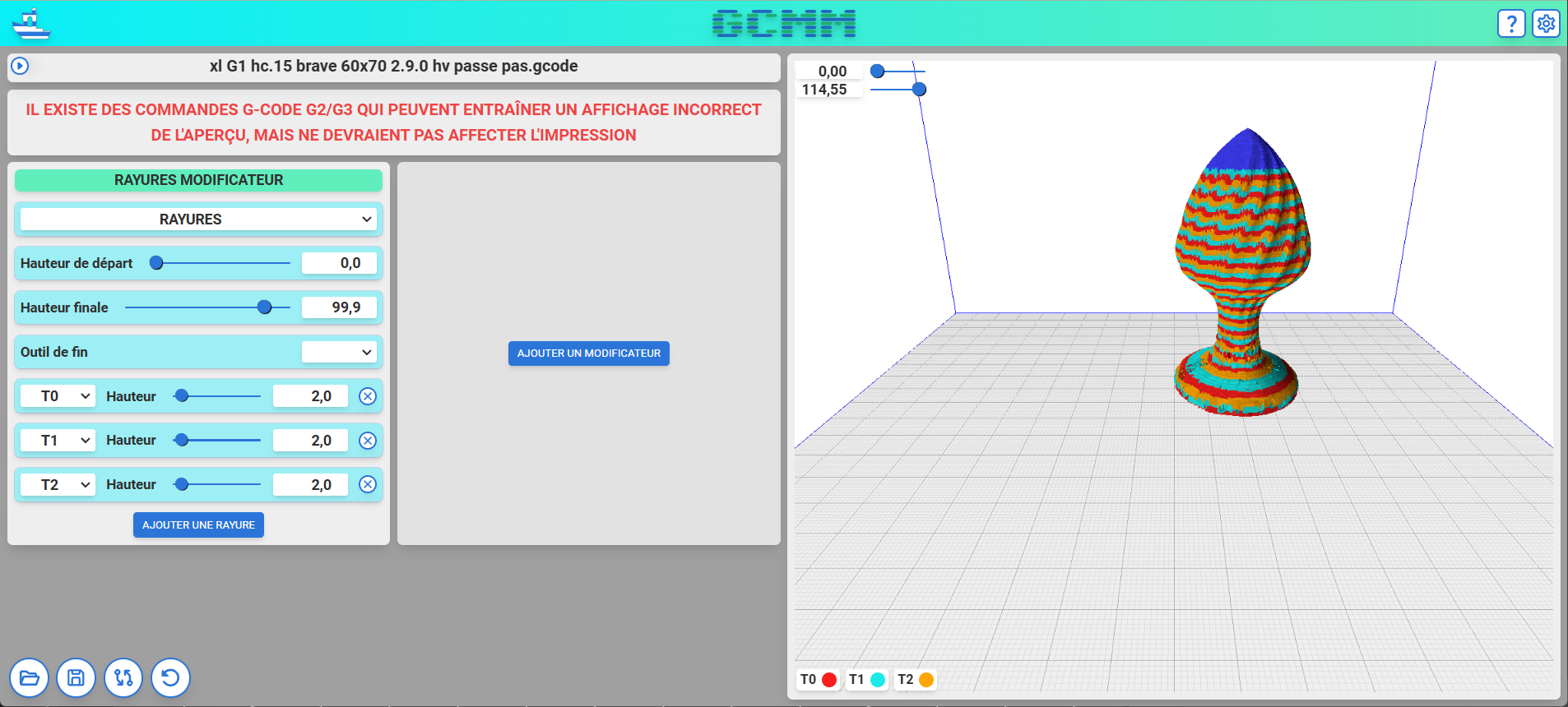
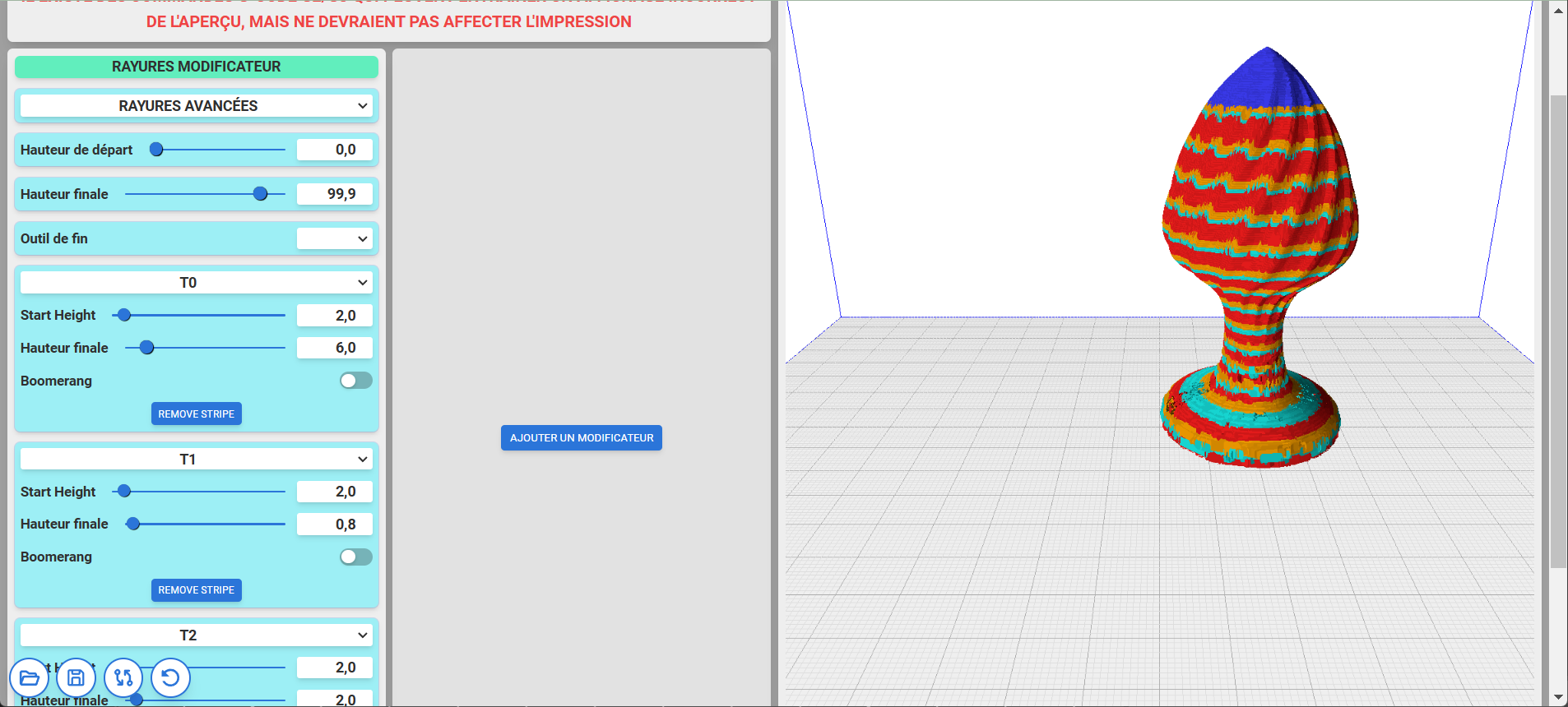
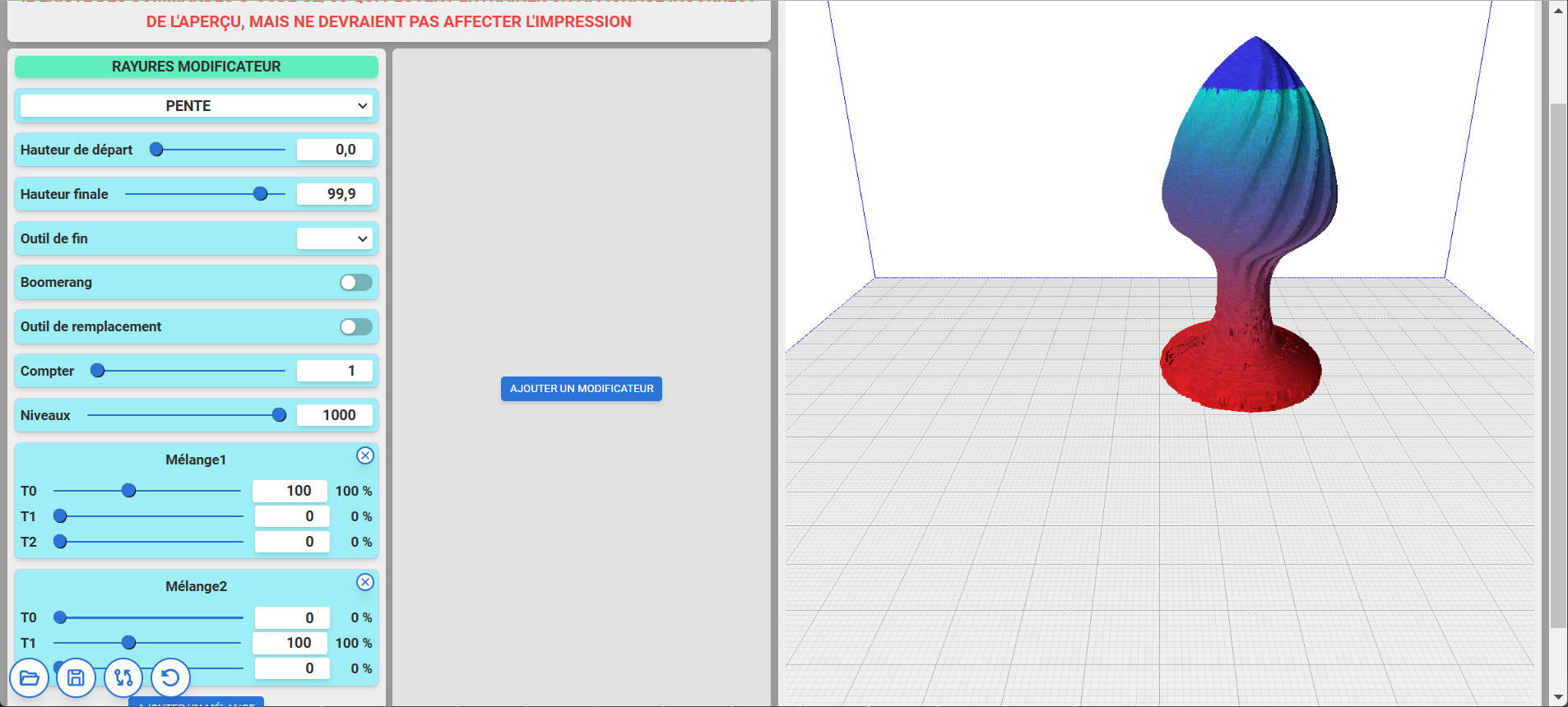
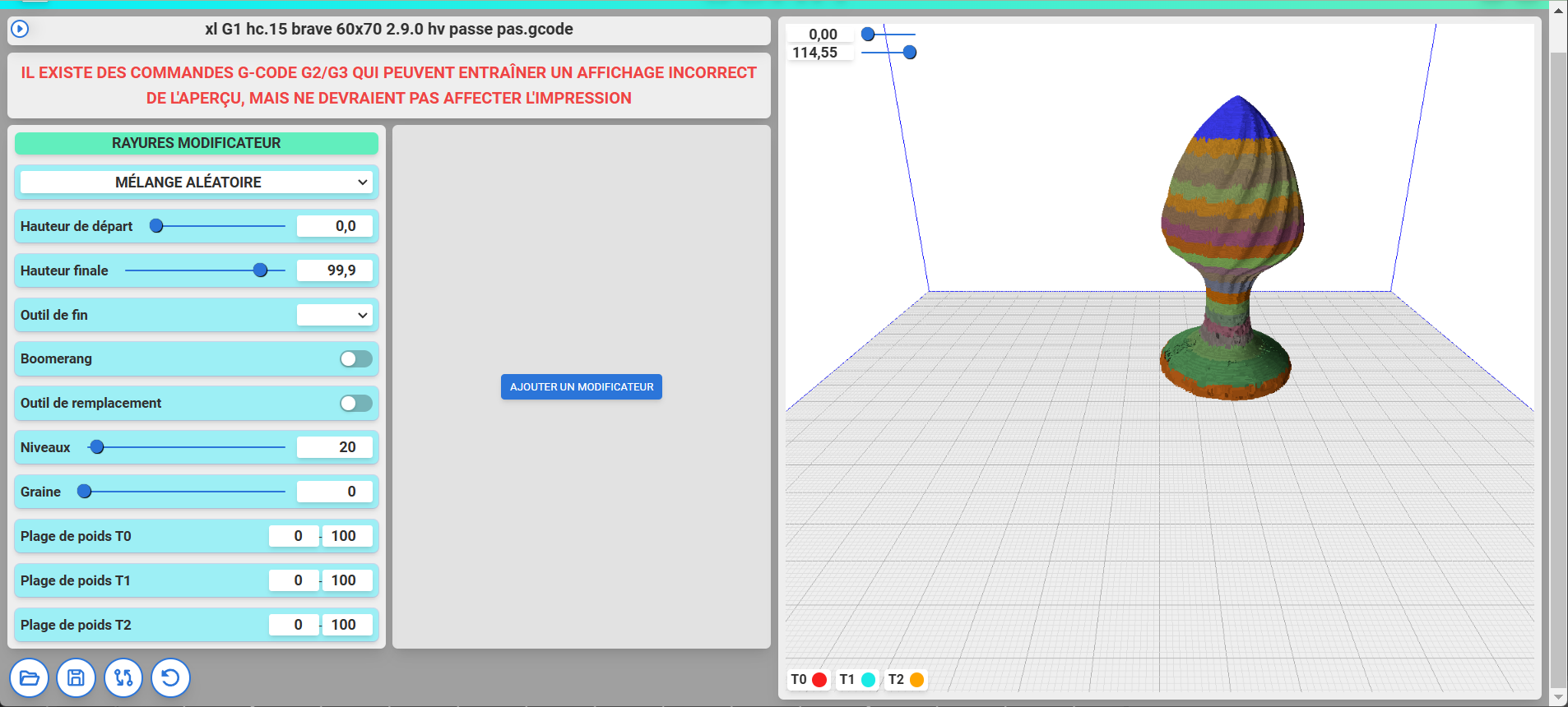
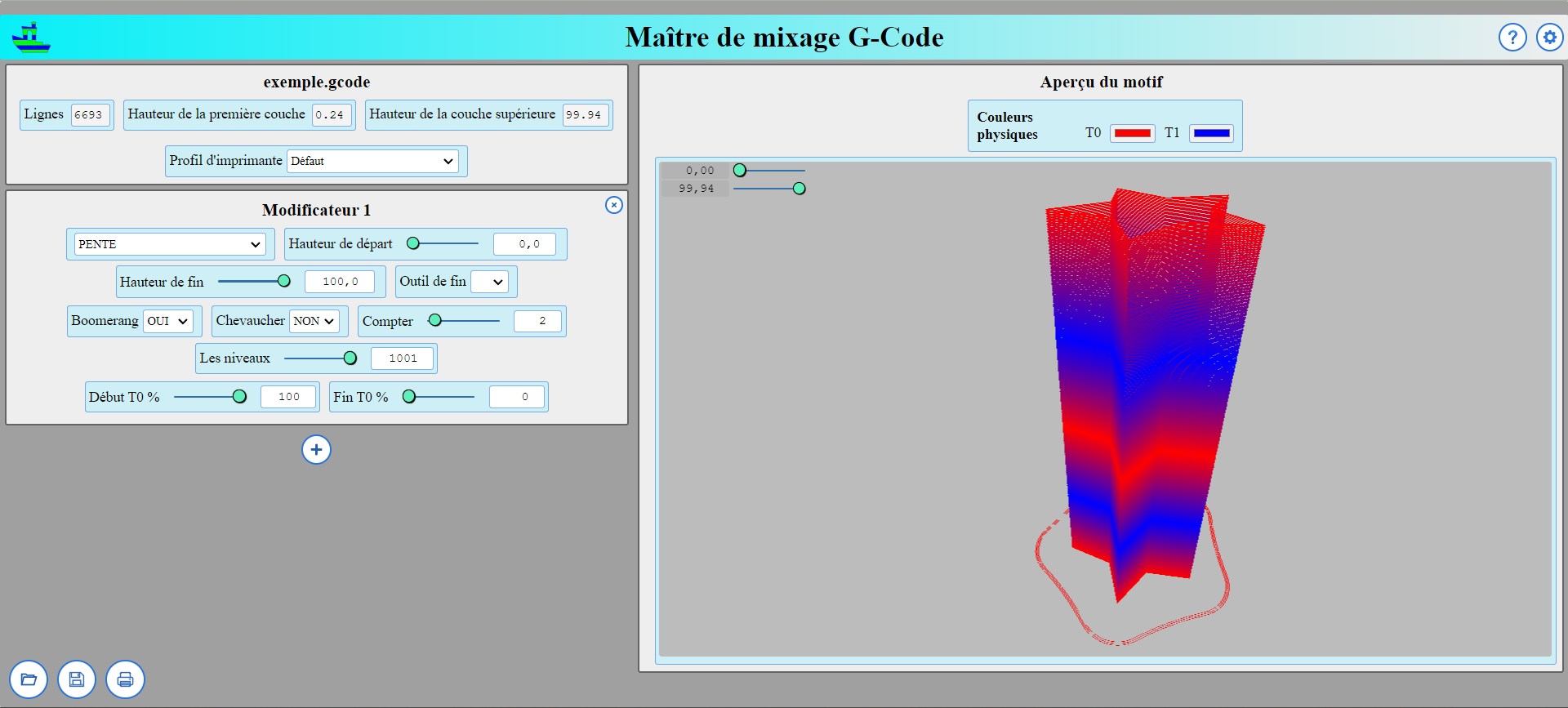
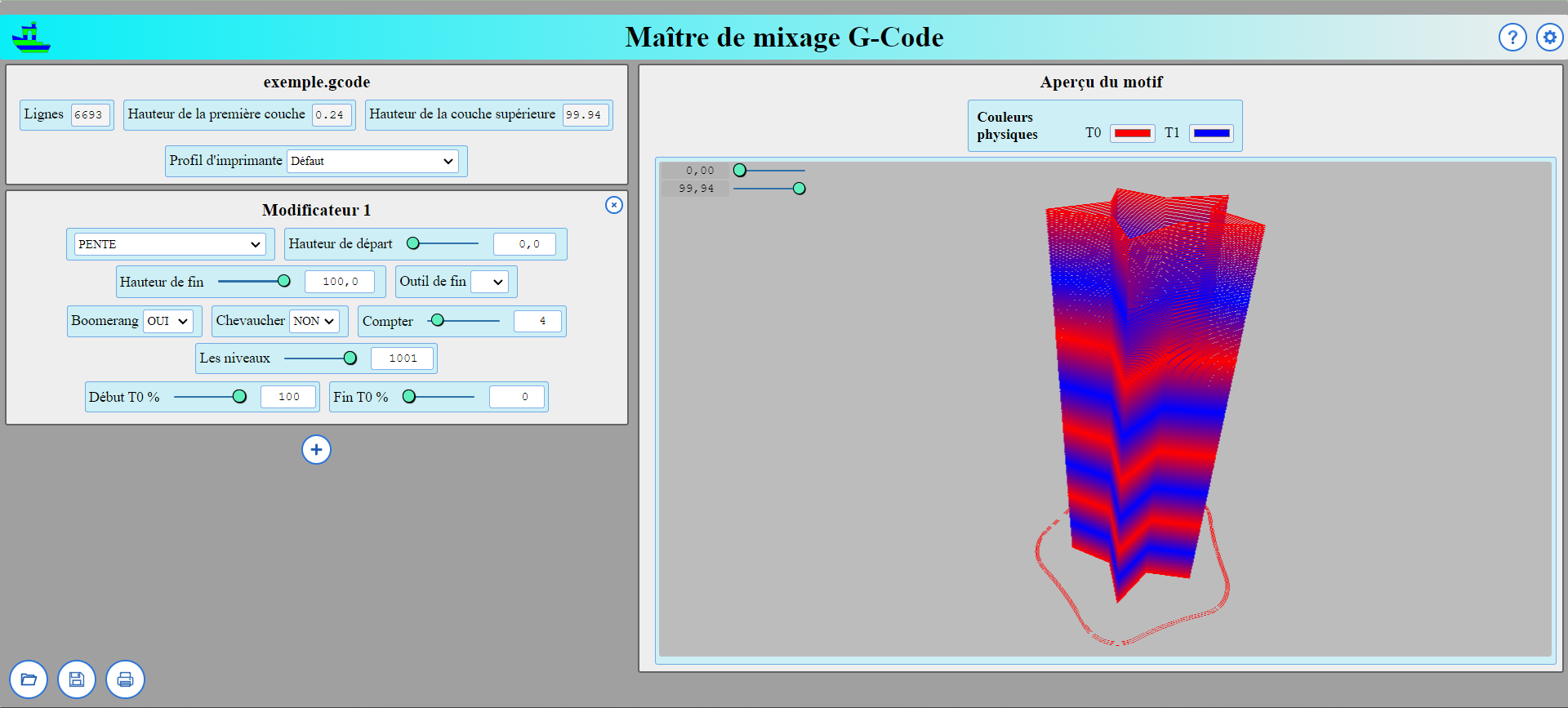
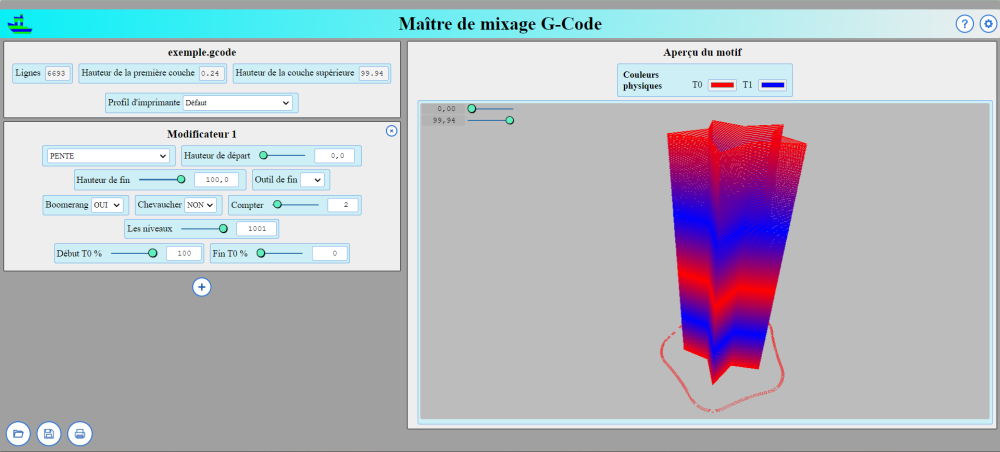
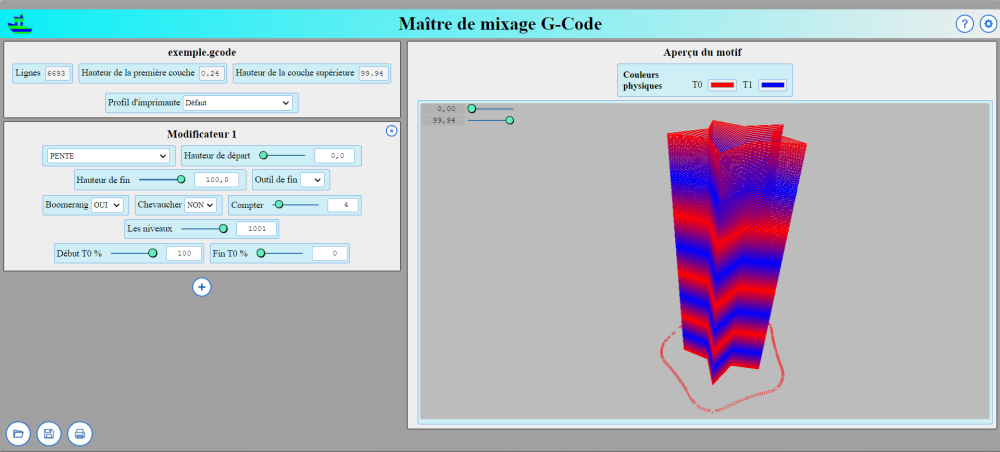
faite usage de >> Maître de mixage G-Code <<< il est facile d'usage il ne fait que coloriser un <Gcode> en plusieurs couleur ou en dégradé comme vous désirez
-
142 € de port il y a erreur ou alors express de chine Moi j'ai JAMAIS payé cela
-
bonjour tu ne réponds pas à mon message fait des photos de la tête et du fin de course Z dans la position basse
-
bonjour ta buse s'arrête a quelle hauteur du lit ????. le fin de course du Z est allumé quand tu es arrêté
-
en ce qui concerne votre fil c'est quoi comme matière et quelle T° de buse avez vous et quelle taille de buse quelle avance "mms" quelle épaisseur de couche si c'est du PLA >> arrivez vous a courber votre fil entre deux doigts sans qu'il casse
-
ha c'est bien de leur part !!!! ca a de quoi surprendre
-
comme a leur habitude , leur réponse est a coté de la "" PLAQUE "" surtout pour ton cas de plaque tordue remonte ton ensemble et tu devrais retrouver une position plus correcte que ce que tu avais avant le plus important est que la buse de ventilation soit plus haute que la pointe de buse si ca penche a droite plus que a gauche ca a peut d'importance vérifie que tes galets ont pas de point dure en les tournant a la main
-
ca a l'aire d'etre beaucoup mieux , il y a que vous qui pouvez apprécier la planéité en ce qui concerne les 2 pattes pour la courroie le 90° serait mieux vous pourrez remonter le tout
-
une photo bien a la verticale et une autre du coté droit pour me rendre compte de la zone qui est pliée c'est ca le défaut poser au sol sur 2 cales coté avec 2 flèches et fortement appuyer en milieu sur le coté a 1 flèche c'est pas fragile ca ne cassera pas >> c'est élastique l'acier
-
en 1er il vous faut retirer tout le bloc de buse , pour avoir la plaque de chariot a nue retirer les 3 roulettes de cet(te façon vous pourrez remettre en ligne les parties qui sont pliées et vous remontez les galets et remettre sur le profil "X" et régler l'excentrique correctement pas trop serré si la plaque est pas parfaite d'équerre ca n'a pas d'importance car la hauteur "Z" est réglable par la position du fin de course "Z" en bas du cadre ; et le "Z Offsets" remettre en place le bloc de chauffe et le carter le plus important est que la buse de ventilation ne soit pas plus basse que la pointe de buse
-
vous avez fait une demande chez Geeetech , car il y a que eu qui peuve résoudre votre demande geeetech imprimantes 3d boutique en ligne, guichet unique pour imprimantes 3d, accessoires d'imprimante 3d, pièces d'imprimante 3d
-
votre galère se résume a quoi ; car avec les buses 2/\3 en 1 c'est une autre galère ficelle et compagnie vous serez bien servi avec les série "A en M et T" sans oublier la Mizar "M" seul médaille a attribuer aux "M et T" c'est le mixage (mélange) couleur en mode vase le reste c'est a prendre avec des pincettes
-
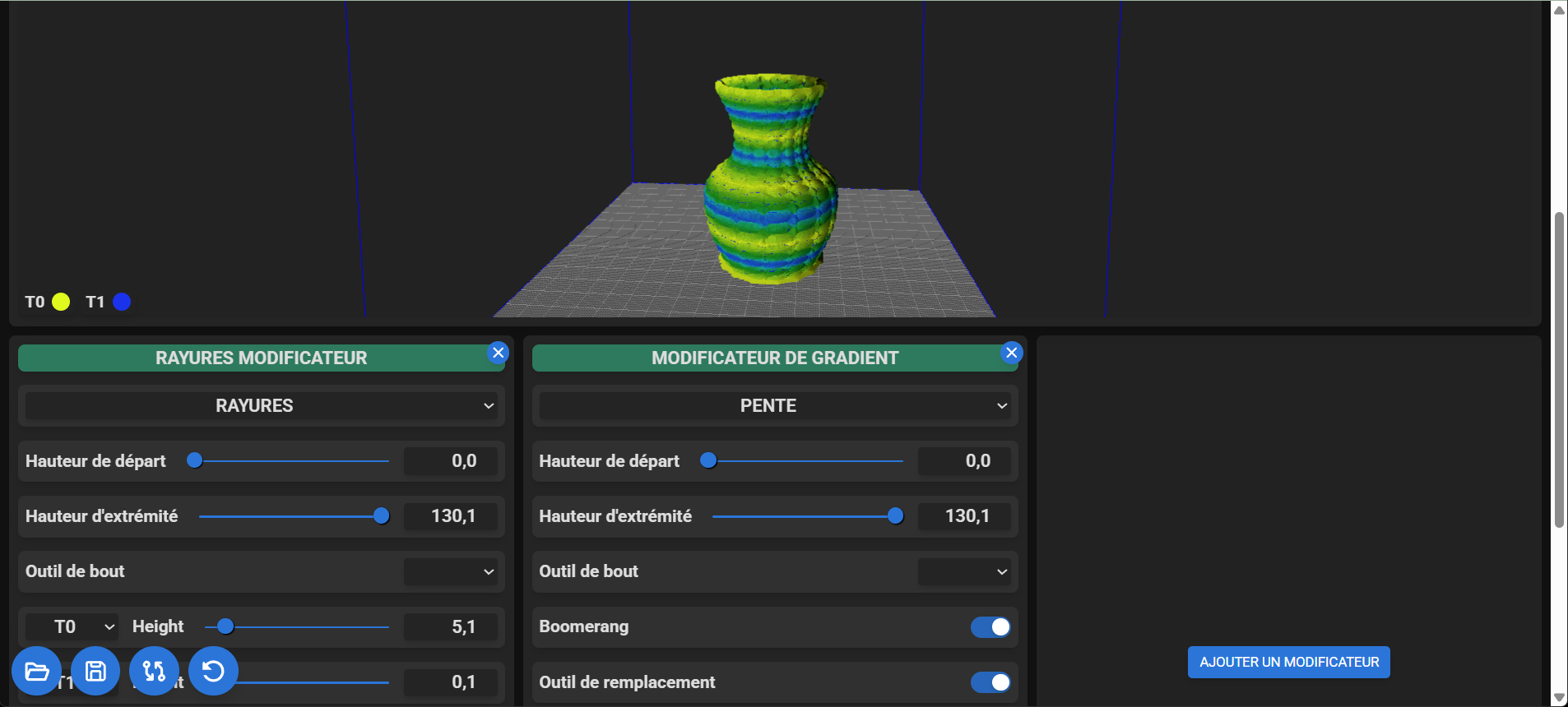
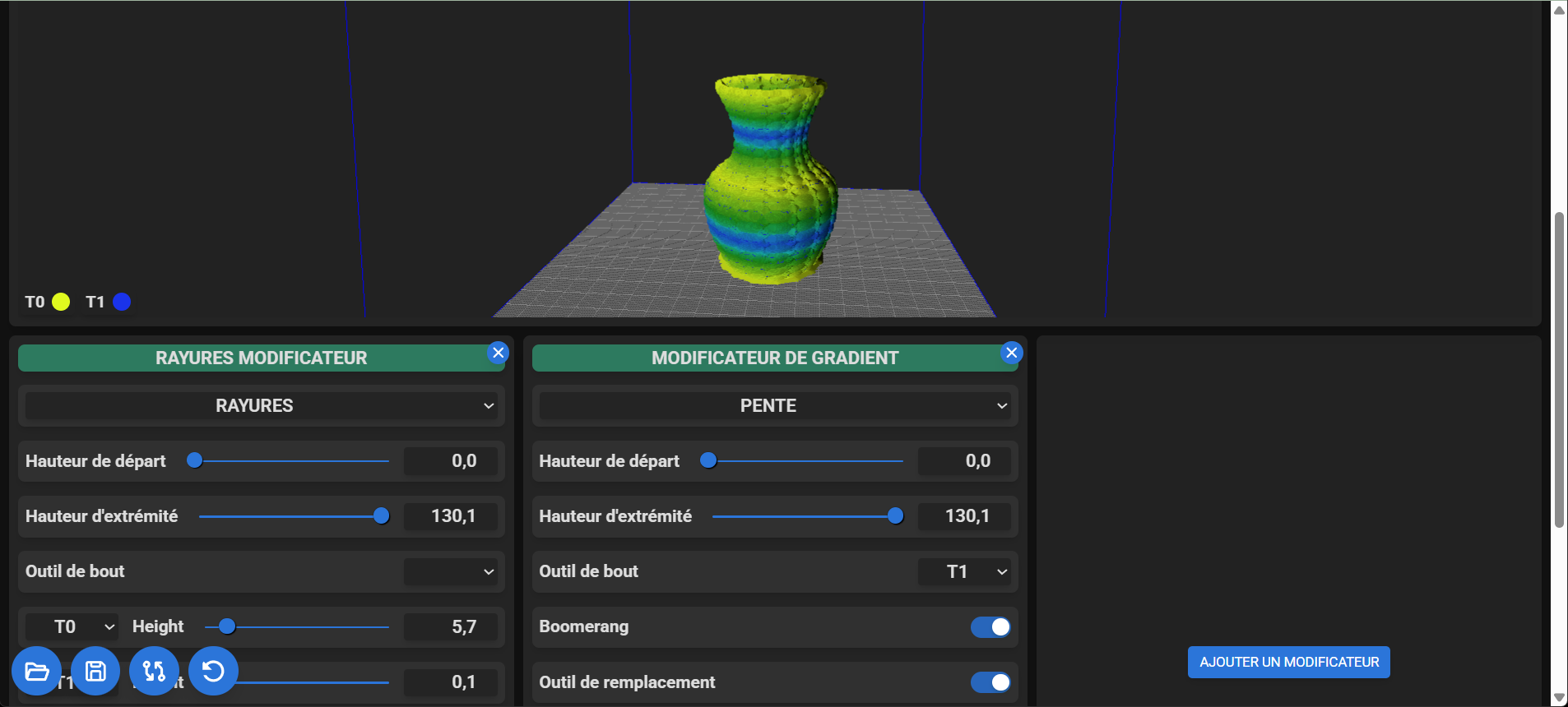
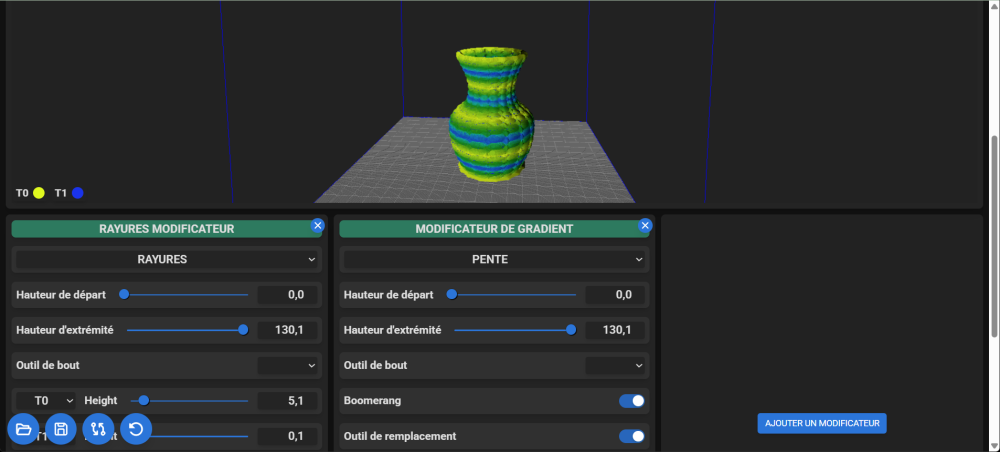
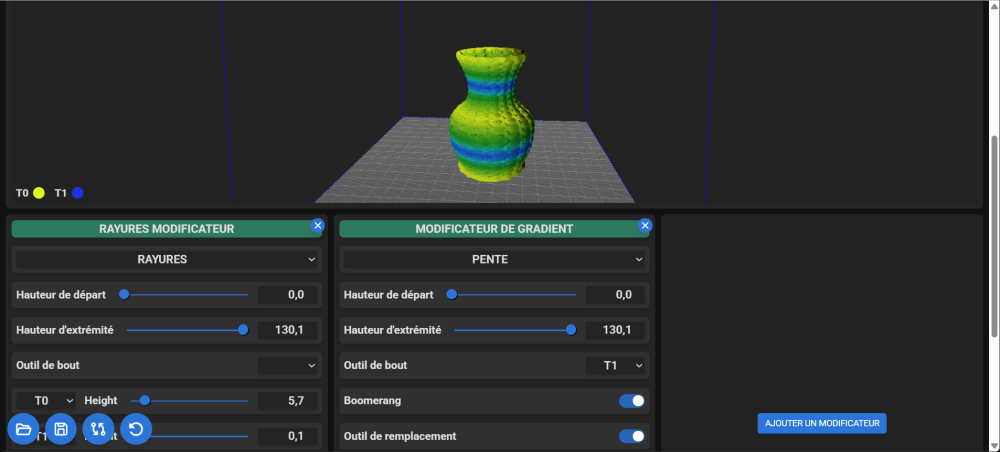
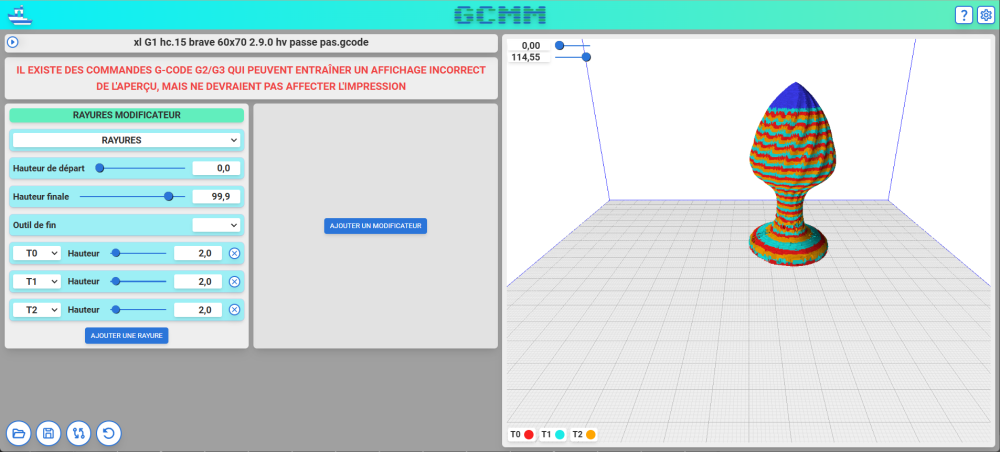
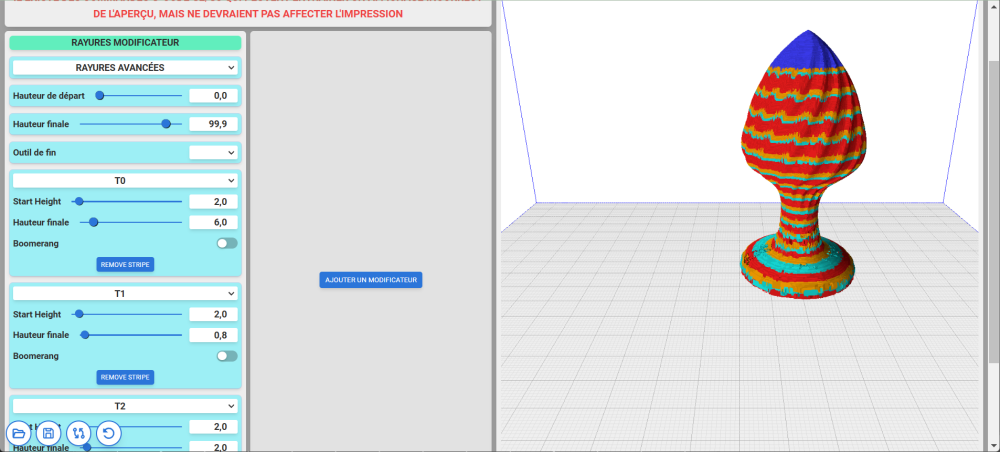
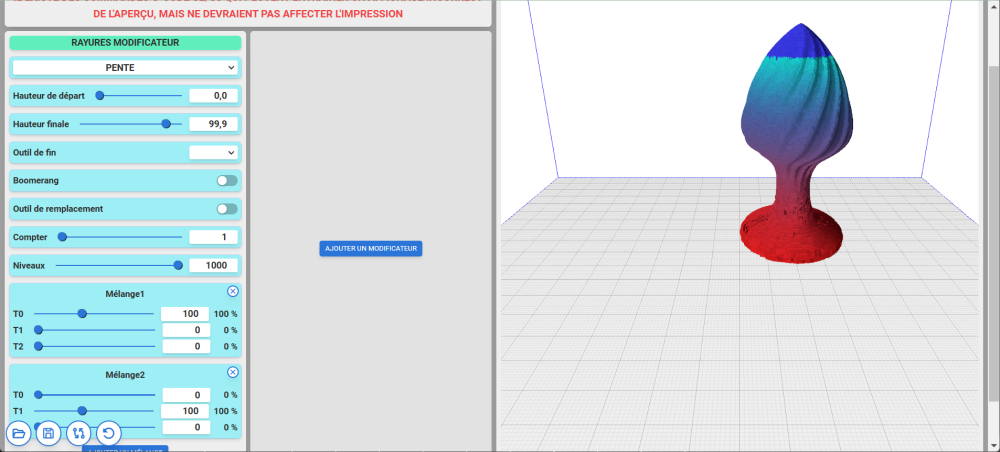
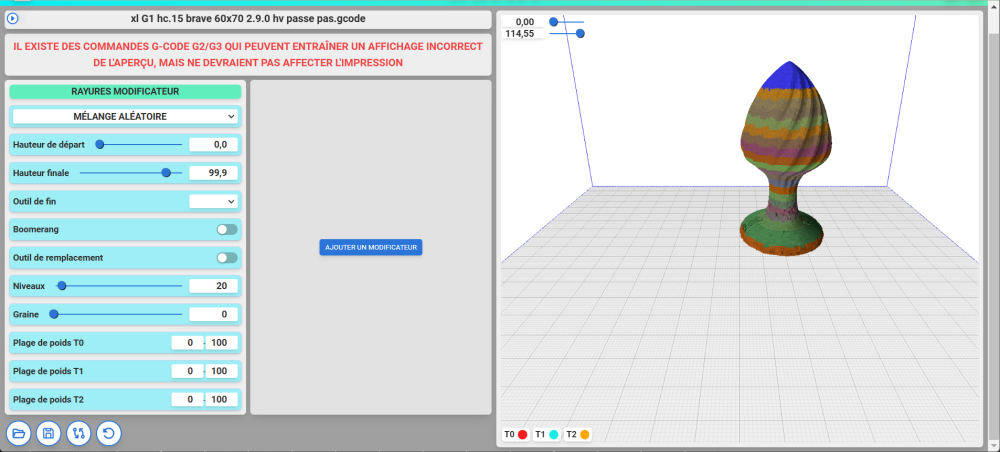
pour les mélange couleur la A20T peut le faire facilement en partant du pupitre mais pour figer un dégradé dans un Gcode pour le reprendre plus tard 0 moi j'utilise le site sur la toile >>>>>> https://gcodemixmaster.com/ il y a des centaines de motif de dégradés et mélanges possibles en changeant seulement le compteur de répétition
-
c'est bien celle là que j'ai entrevue ; je m'y retrouvais pas dans leur définition merci pour les infos je vais aller regarder cela de plus près
-
bonjour a tous j'ai vu dernièrement une IDEX Prusa a plusieurs "extrudeurs "sur zone de parking a 6 ou 8 extrudeurs donc 6 ou 8 fils a disposition je ne retrouve pas trace de la publication de cette machine sur le site de PRUSA : cela m'intéresserait d'en connaitre d'avantage >> caractéristiques et prix une curiosité si vous avez des infos ,je suis preneur
-
bonjour en reponse a cette proposition >>
je viens d'installer ORCASLICER la version 1.7 l'imprimante installée est la SOVOL SV06 Plus.
la configuration mono extrudeur fonctionne très bien; Octoprint avec la caméra fonctionne également.
le fait d'inclure Octoprint dans Orcaslicer est un plus afin de contrôler à distance son imprimante.
la qualité de l'interface est très ergonomique plus accessible que IDEAMAKER.
je vais créer un configuration pour la TLD3 je ne sais si les deux extrudeurs sont pris en compte je vais chercher cette fonction.
Dès que le profil TLD3 fonctionne je t'informe.
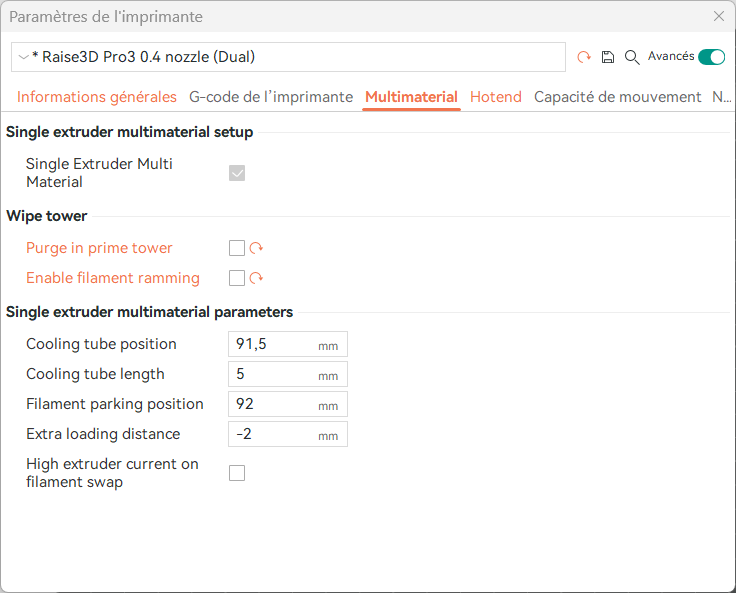
A+ Francissur la version 1.7 je n'ai pas réussi a changer la fonction multi extrudeur même avec une "RAISER 3D pro " qui est bien une IDEX , et il y a pas la possibilité de changer le titre de la machine
affaire a suivre
-

hello @pool62
j'ai fait quelques investigations sur ORcaSclicer suite à ton courrier je suis arrivé à construire une TLD3 en copiant les paramètres d'une IDEX Snapmaker les fichiers de la configuration l'imprimante TLD3 et les filaments pour E1 et E2
j'ai changé les principaux paramètres de l'imprimante pas évident de tout comprendre dans tous le paramètres (le GCODE semble OK j'ai mis en extrusion relative avec les jerks.
Je vais prendre le temps pour faire une impression. (mais pas ce soir)
J'ai mis le fichier Idex d'origine pour que tu puisses comprendre sur les généralités. Tu peux changer les noms des filaments
Nota je n'arrive pas à définir le type de plateau ?
a+
-