Chercher dans la communauté
Résultats des étiquettes.
-

cura Changer la qualité en cours d'impression
Patriboom a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, pour diverses raisons, j'ai des pièces à imprimer en différentes qualités. La base doit être grossière (draft) Le milieu doit être bien défini, propre, de haute qualité (la meilleure qui puisse donner mon imprimante) Le haut doit revenir à la définition grossière du début. Cura me permet de définir des qualités générales pour une pièce. Ça va, je sais faire. Je veux maintenant éditer mon fichier gCode pour y inclure les changements décrits ci-haut. Quels sont, selon vous, les paramètres à changer ? vitesse d'impression (avec G0 Fx ou G1 Fx, j'imagine) ¿ ... mais encore ? hauteur de couche .... me faudrait-il bidouiller chaque ligne G1 après publication par Cura ? Ouille! température ? pas sûr Cura me permet de définir la taille du filament fondu (0,12; 0,15; 0,20; 0,30) ... comment puis-je en faire autant avec le gCode ? ... plus précisément hauteur de couche épaisseur de la paroi Cura permet aussi de définir la densité du remplissage Quant à la température, je ne crois pas avoir besoin d'intervenir, vous saurez me dire. Merci à l'avance. -
Bonjour à tous et toutes, Ma U20 m'ayant lâchement abandonné, je suis désormais l'heureux propriétaire, pourvu que ça dure, d'une Kobra max! Tout fonctionne très bien, la seule chose qui me gêne un peu c'est la position du plateau à la fin d'un print. Il part vers le fond, perso j'aurais préféré qu'il vienne vers l'avant, j'ai donc cherché comment modifier le Gcode de fin mais craignant de faire des c.........ies je n'ose pas et c'est pour ça que je suis là!!! Donc voilà les Gcodes de démarrage et de fin sachant que je travaille (façon de parler) avec Cura 5.4 Gcode de démarrage G28 ;Home G1 Z15.0 F1200 ;Move the platform down 15mm ;Prime the extruder G92 E0 G1 F200 E3 G92 E0 Gcode de fin M104 S0 M140 S0 ;Retract the filament G92 E1 G1 E-1 F300 G28 X0 Y0 M84 Si une âme charitable pouvait modifier ce code pour moi avec explication si possible, ce serait sympa!
-
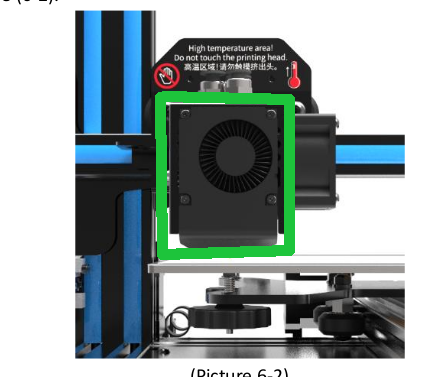
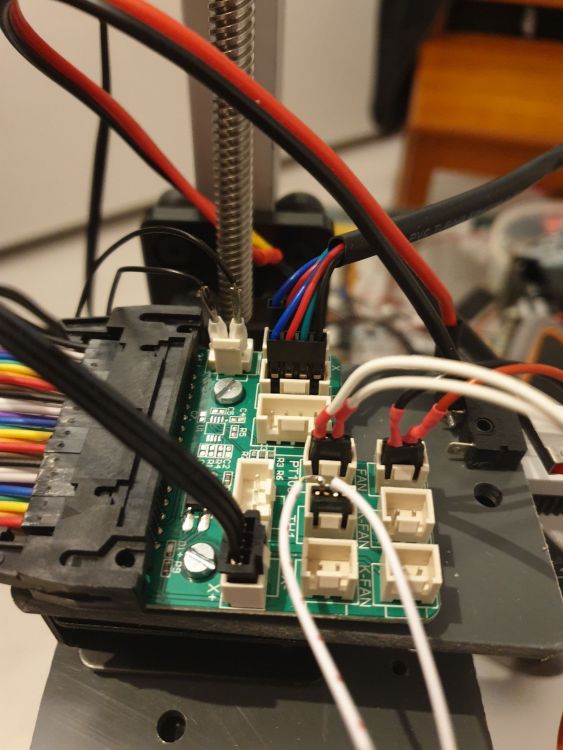
Bonjour à tous, j'ai inséré la commande suivante dans mes valeurs par défaut, mais le ventilateur ne se lance toujours pas. M106 P0 S123 M106 P1 S123 Mon code tente de démarrer aussi bien le ventilateur 0 que le 1, ne sachant pas quel est le numéro du ventilateur qui se trouve à l'avant de l'extrudeur et qui se termine par un bec courbé, orienté vers la buse (encadré de vert dans l'image ci-bas). Lorsque je passe par l'écran de l'imprimante et modifie la vitesse du ventilateur, celui-ce se met en marche. Pouvez-vous m'aider à corriger mon gCode svp ? Merci.
-
 Bonjour a tous, Je vien d'acquérir une elegoo Neptunes 2s. Et pour commencer par le début la première impression c'est très bien passer en PLA fournie avec l'imprimante. J'ai commander du petg sa fonctionne nickel aussi j'ai imprimer quelque truc pour les enfants et moi. Mais impossible d'imprimer via la carte sd, j'ai changer plusieurs carte, elle et bien reconnu par la machine et je fait attention à mètre les fichiers dans la racine de la carte, comme indiqué dans plusieurs forum, formater en fat32. Mais une fois dans l'onglet impression il ne m'affiche qu'une panoplies de fichier illisible par la machine. Pourtant j'ai bien fait comme la première impression et utiliser cura et enregistrer sur la carte directement mais toujours le même résultat, j'ai mit dans un dossier ça fait la même chose. Du coup pour le moment je suis résigner à laisser mon pc tournée durant une impression. Du coup pour revenir au fichier reconnue par l'imprimante il affiche fichier non pris en charge ou un truc comme sa faudrais que je re fasse la manip. Mais ma question c'est: (est ce que je fait une erreur dans cura) Car j'ai essayer plusieurs type de fichier sa fait toujours la même chose. Merci à tous et bonne continuation
Bonjour a tous, Je vien d'acquérir une elegoo Neptunes 2s. Et pour commencer par le début la première impression c'est très bien passer en PLA fournie avec l'imprimante. J'ai commander du petg sa fonctionne nickel aussi j'ai imprimer quelque truc pour les enfants et moi. Mais impossible d'imprimer via la carte sd, j'ai changer plusieurs carte, elle et bien reconnu par la machine et je fait attention à mètre les fichiers dans la racine de la carte, comme indiqué dans plusieurs forum, formater en fat32. Mais une fois dans l'onglet impression il ne m'affiche qu'une panoplies de fichier illisible par la machine. Pourtant j'ai bien fait comme la première impression et utiliser cura et enregistrer sur la carte directement mais toujours le même résultat, j'ai mit dans un dossier ça fait la même chose. Du coup pour le moment je suis résigner à laisser mon pc tournée durant une impression. Du coup pour revenir au fichier reconnue par l'imprimante il affiche fichier non pris en charge ou un truc comme sa faudrais que je re fasse la manip. Mais ma question c'est: (est ce que je fait une erreur dans cura) Car j'ai essayer plusieurs type de fichier sa fait toujours la même chose. Merci à tous et bonne continuation
-
Bonjour à tous, J'ai récemment acheté le sovol 3D so-2 et je n'arrive pas à utiliser le mode stylo qui est proposé à cause du gcode. J'ai installé Inkscape et les extensions qui étaient fournies par le constructeur sur la carte SD, mais malgré ça impossible d'enregistrer mon ficher en format gcode, on ne me le propose pas. Donc impossible d'ouvrir mes fichiers sur UGS pour envoyer sur la machine.. Je n'ai pas eu de soucis avec le mode laser mais je suis novice dans tout cela j'ai peut-être loupé une étape, si quelqu'un a la solution je suis preneuse Merci beaucoup ! fichier inkscape.bmp
-
Bonjour, J'utilise Cura et je n'arrive pas à comprendre pourquoi j'ai des instructions Gcode après la séquence supposée de fin. Voici ce que je mets comme séquence de fin : ;Dual end G91 ;Relative positioning G1 E-2 F2700 ;Retract a bit G1 E-2 Z0.2 F2400 ;Retract and raise Z G1 X0 Y240 F3000 ;Wipe out G1 Z10 ;Raise Z more G90 ;Absolute positionning T0 G1 X-62 T1 G1 X362 G1 Y{machine_depth} ;Present print M106 S0 ;Turn-off fan M104 T0 S0 ;Turn-off hotend 0 M104 T1 S0 ;Turn-off hotend 1 M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z M109 T0 S40 ;Waiting for hotend 0 temp = 40° M109 T1 S40 ;Waiting for hotend 1 temp = 40° M81 ;Turn-off printer Et voici ce que j'ai à la fin du fichier slicé : ;Dual end G91 ;Relative positioning G1 E-2 F2700 ;Retract a bit G1 E-2 Z0.2 F2400 ;Retract and raise Z G1 X0 Y240 F3000 ;Wipe out G1 Z10 ;Raise Z more G90 ;Absolute positionning T0 G1 X-62 T1 G1 X362 G1 Y302 ;Present print M106 S0 ;Turn-off fan M104 T0 S0 ;Turn-off hotend 0 M104 T1 S0 ;Turn-off hotend 1 M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z M109 T0 S40 ;Waiting for hotend 0 temp = 40° M109 T1 S40 ;Waiting for hotend 1 temp = 40° M81 ;Turn-off printer M82 ;absolute extrusion mode M104 S0 ;End of Gcode ;SETTING_3 {"extruder_quality": ["[general]\\nversion = 4\\nname = \\u00c9bauche ;SETTING_3 custom 1\\ndefinition = SV04_Dual_Mode\\n\\n[metadata]\\nsetting_ver ;SETTING_3 sion = 16\\ntype = quality_changes\\nintent_category = default\\nqual ;SETTING_3 ity_type = draft\\nposition = 0\\n\\n[values]\\ninfill_pattern = tria ;SETTING_3 ngles\\ninfill_sparse_density = 20\\nmagic_fuzzy_skin_outside_only = ;SETTING_3 True\\nmaterial_final_print_temperature = 195\\nmaterial_print_temper ;SETTING_3 ature = 195\\nmaterial_standby_temperature = 185\\nsupport_angle = 52 ;SETTING_3 \\n\\n", "[general]\\nversion = 4\\nname = \\u00c9bauche custom 1\\nd ;SETTING_3 efinition = SV04_Dual_Mode\\n\\n[metadata]\\nsetting_version = 16\\nt ;SETTING_3 ype = quality_changes\\nintent_category = default\\nquality_type = dr ;SETTING_3 aft\\nposition = 1\\n\\n[values]\\ninfill_pattern = triangles\\ninfil ;SETTING_3 l_sparse_density = 20\\nmaterial_final_print_temperature = 195\\nmate ;SETTING_3 rial_print_temperature = 195\\n\\n"], "global_quality": "[general]\\n ;SETTING_3 version = 4\\nname = \\u00c9bauche custom 1\\ndefinition = SV04_Dual_ ;SETTING_3 Mode\\n\\n[metadata]\\nsetting_version = 16\\ntype = quality_changes\ ;SETTING_3 \nintent_category = default\\nquality_type = draft\\n\\n[values]\\nad ;SETTING_3 hesion_type = raft\\nsupport_enable = True\\n\\n"} J'aimerais bien savoir à quel endroit sont ajoutées les dernières instructions, c'est-à-dire à partir du dernier M82. Je m'étais rendu compte d'un problème parce que seul un des 2 hotend était refroidi et qu'en plus l'imprimante n'était jamais éteinte. Or je voulais être sûr que les 2 extrudeuses étaient refroidies avant d'éteindre automatiquement l'imprimante. Par avance, merci de votre aide. Amitiés Michel
-
Bonjour, Sur les conseils d'un utilisateur du forum, je voudrais commencer mes print avec une line pour le démarrage, j'ai testé plusieurs gcode de démarrage mais sans réel succès. Donc je suis resté avec celui ci : G21 G90 M82 M107 G28 X0 Y0 G28 Z0 G1 Z15.0 F300 G92 E0 G1 F140 E29 G1 X20 Y0 F140 E30 G92 E0 G1 F{travel_xy_speed} M117 Printing... Ce post peut nous servir à partager nos Gcode au besoin. J'ai réussi à créé une ligne de démarrage pour la purge mais elle est trop porche des pinces. Etrangement j'ai beau changer le code je n'arrive pas à la déplacer dans l'aperçu du slicer. J'avais rajouté ceci G92 E0 ; Réinitialiser l'extrudeuse G1 Z2.0 F3000 ; Déplacer légèrement l'axe Z vers le haut pour éviter de rayer le lit chauffant G1 X0.1 Y20 Z0.3 F5000.0 ; Déplacer vers la position de départ G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Tracez la première ligne G1 X0.4 Y200.0 Z0.3 F5000.0 ; Déplacez-vous un peu sur le côté G1 X0,4 Y20 Z0.3 F1500.0 E30 ; Tracez la deuxième ligne G92 E0 ; Réinitialiser l'extrudeuse G1 Z2.0 F3000 ; Déplacer légèrement l'axe Z vers le haut pour éviter de rayer le lit chauffant
-

gcode Cura script pause at height/layer M290 ?
hyoti a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Pour une pièce (porte bobine) j'ai à insérer un écrou de Phi 6mm, pas de soucis avec le script "pause at height de Cura". mais je dois coller une petite pièce (imprimée avant) de 0.4mm d'épaisseur (rôle de pont) avant de reprendre l'impression. l'introduction dans le script du gcode M290 Z0.4 avant ou après la pause fera le boulot ? Qu'en pensez-vous. Merci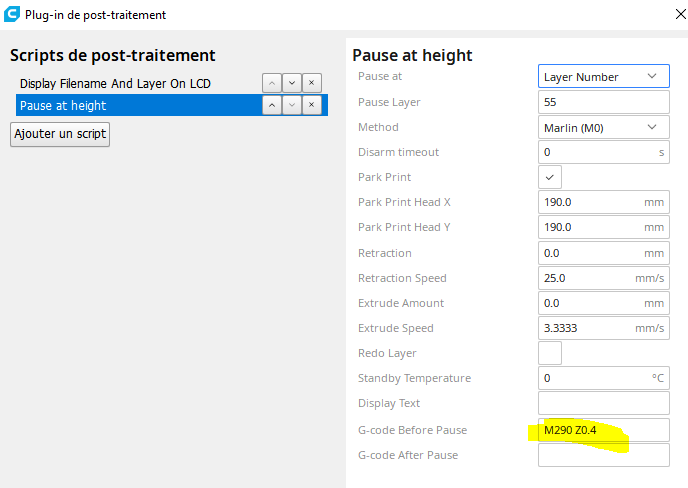
-
.thumb.png.6b40ae6d575d684948bf21fb017ae024.png)
cura Éteindre automatiquement l'imprimante
Elcoco a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, Je ne sais si la question a déjà été posée, je suppose que oui, mais personnellement je ne trouve pas le post. Alors voilà au risque de faire un doublon : est-il possible de paramétrer l'imprimante pour qu'elle s’éteigne complètement en fin d'impression? Peut-être le gcode de fin ou ... J'utilise cura 3.60 et je possède une Alfawise U20. Dans ma lancée j'aimerais posé une autre question en relation avec le gcode dans cura, existe-t-il une liste de toutes les commandes disponibles (avec explications) pour programmer le Gc de début et de fin. -
 Bonsoir à tous, Après avoir installé ma carte BTT skr 1.4 turbo avec des TMC 2208 et un écran TFT 35 v3, j'ai effectué le réglage du Bl Touch ainsi que du Z-offset . Lors de l'impression du fichier en pj, l'imprimante ne fais pas de home et les 2 lignes de purge ne sont pas faites ? Est-ce un défaut de nom dans la carte SD ? le fichier est nommé AU30_retraction par cura. AU30_Retraction.gcode Je viens de voir que dès que je lance l'impression depuis Cura, l'imprimante décharge le filament et j'ai un message "imprimante en pause" alors que mon détecteur de fil fonctionne bien ...
Bonsoir à tous, Après avoir installé ma carte BTT skr 1.4 turbo avec des TMC 2208 et un écran TFT 35 v3, j'ai effectué le réglage du Bl Touch ainsi que du Z-offset . Lors de l'impression du fichier en pj, l'imprimante ne fais pas de home et les 2 lignes de purge ne sont pas faites ? Est-ce un défaut de nom dans la carte SD ? le fichier est nommé AU30_retraction par cura. AU30_Retraction.gcode Je viens de voir que dès que je lance l'impression depuis Cura, l'imprimante décharge le filament et j'ai un message "imprimante en pause" alors que mon détecteur de fil fonctionne bien ...
-
 Voici un petit tuto sur certaine commande manuel que l'on peux envoyer à sont imprimante pour modifier / et ou faire des testes. La source de ces informations provienne de chez "Wiki Tobeca" Les liens souligner en bleu, on une redirection direct sur leur Wiki. Je trouvais sa utile de publié sa, comme sa, si ce type de question revienne souvent, suffit de rediriger les personnes ici. Voila, bonne lecture G1 : mouvement manuel Permet de faire un mouvement sur un axe ou plusieurs. G1 X50 permet de faire un mouvement de 50mm selon l'axe X. G1 Z100 permet de faire un mouvement de 100mm selon l'axe Z. G1 X50 Y50 permet de faire un mouvement de 50mm selon les axes X et Y. Cela se traduira par un mouvement en diagonale. Il est possible d'ajouter aussi une notion de vitesse avec le paramètre Fxxx, xxx étant la valeur en mm/minutes de la vitesse : G1 X50 F100 permet de faire un mouvement de 50mm selon l'axe X lent (100mm/min soit 1.66mm/s). G1 X50 F12000 permet de faire un mouvement de 50mm selon l'axe X rapide (12000mm/min soit 200mm/s). G92 : Initialiser un axe Cette commande permet de forcer un axe à la position voulue. G92 Z0 permet par exemple de forcer la position de l'axe Z à 0. G28 : initialisation des axes Cette commande permet d'initialiser en position 0 les axes X, Y et Z de l'imprimante. G28 : fait une initialisation à 0 des 3 axes X, Y et Z. G28 X0 Y0 : ne fait une initialisation à 0 que des axes X et Y. G28 Z0 : ne fait une initialisation à 0 que de l'axe Z. G29 : autocalibration du plateau Lance une autocalibration du plateau d'impression dans le cas où l'imprimante dispose d'un capteur de calibration automatique (cas des imprimantes professionnelles notamment). Il faut nécessairement que au moins les axes X et Y aient été initialisés à 0 avant de lancer cette commande (G28 X0 Y0 ou alors G28). G29 : lance la calibration automatique du plateau (généralement en 9 points, dépendant de la configuration de l'imprimante). Une fois fait, un plan moyen du plateau est définit et tout mouvement en X et/ou Y verra sa compensation en Z se réaliser (le plateau d'impression montera ou descendra un peu en fonction du mouvement). G29 V4 T : permet de faire une calibration automatique du plateau avec toutes les informations de mesures affichées dans les logs (points mesurés, moyennage du plan, etc). Il est aussi possible d'avoir des options détaillées sur le G29, pour par exemple faire des mesures avec moins de points que ce qui est définit dans le firmware, ou alors restreindre les mesures dans une certaine zone : G29 F35 L130 R230 B100 P2 les marqueurs F, L, E et B permettent de restreindre la zone avec respectivement F pour l'avant (Front), L pour la gauche (Left), R pour la droite (Right) et B pour l'arrière (Back). De plus, le P2 permet de faire une grille de mesure à 2×2 soit 4 points de mesures dans les coins, là où un P3 fera une grille de 3×3 soit 9 points dans la zone délimitée. M303 : autocalibration PID Permet de faire une autocalibration PID d'une tête d'impression (voir Améliorer la précision de la température d'impression avec le réglage PID pour la procédure détaillée). M303 E0 S210 C8 permet de faire une autocalibration d'un extrudeur avec les paramètres suivants : E0 : calibration réalisée sur l'extrudeur 0, c'est à dire la tête n°1 de l'imprimante S210 : la température cible de la calibration est de 210°C C8 : 8 itérations sont réalisées pour avoir un échantillonnage de mesure plus grand Pour la calibration PID de votre plateau d'impression (si le firmware le prend en charge, il faut utiliser E-1 pour le sélectionner : Exemple : M303 E-1 S100 C8 pour une consigne de plateau à 100°C M301 : définir les paramètres PID Cette commande permet de définir manuellement les paramètres de PID après un M303. M301 H1 P31.58 I1.17 D67.98 définit sur l'extrudeur 0 (H1) les paramètres P de 31.58, I de 1.17 et D de 67.98. H0 est pour le plateau. Cette commande est utile si on a pas accès aux réglages EEPROM de l'imprimante (sous Simplify3D par exemple). Il est important de sauvegarder ensuite ces réglages avec un M500. M304 : définir les paramètres PID pour le plateau Il est possible de configurer les paramètres du PID plateau avec un M301 (voir ci dessus). Mais une commande dédiée existe uniquement pour le réglage du plateau. M304 P31.58 I1.17 D67.98 Il est important de sauvegarder ensuite ces réglages avec un M500. M500 : sauvegarder EEPROM Cette commande permet d'enregistrer dans l'EEPROM de la carte électronique les paramètres rentrés (par exemple après un réglage PID M301). M501 : Lire EEPROM Cette commande permet de lire et d'afficher dans le terminal tous les paramètres EEPROM de l'imprimante. Pratique pour voir si une modification a bien été prise en compte par exemple. M92 : définir les pas/mm des axes Cette commande permet de définir manuellement les pas par mm des axes de l'imprimante. Pratique pour faire un reréglage rapide lors de tests. M92 X67.5 Y67.5 Z4000 E139.75 définit respectivement des pas/mm de 67.5 pour X et Y, 4000 pour Z et 139.75 pour l'extrudeur. Il est possible de ne faire le réglage que pour un axe : M92 E139.75 Il est important de sauvegarder ensuite ces réglages avec un M500. M119 : afficher l'état des capteurs de fin de course Cette commande permet de retourner l'état des capteurs de fin de course de l'imprimante. Très utile à la fin d'un montage pour vérifier si les capteurs sont convenablement branchés et sans faux contact. Très utile aussi en diagnostic si un axe ne veut pas s'initialiser en position 0. M119 va par exemple retourner : x_min : TRIGGERED x_max : open y_min : open y_max : open z_min : TRIGGERED z_max : open C'est à dire que le capteur de fin de course X est en contact (position 0 du chariot d'impression), que le capteur de fin de course Y n'est pas en contact (contact ouvert) et que le capteur de fin de course Z est en contact (touche le plateau). Cas d'un faux contact sur un capteur Si un capteur est mal branché, détruit ou a un faux contact, l'état sera TRIGGERED et donc en faisant une initialisation 0 de l'axe en question (G28 X0 s'il s'agit de l'axe X), celui ci fera un petit mouvement (environ 10mm) en positif (donc en s'écartant de son capteur). Un M119 permettra de mettre en avant ce défaut. M851 : Afficher et régler l'offset Z Dans le cas d'une imprimante permettant de faire une calibration automatique, il est possible de régler directement en GCODE la valeur d'offset en Z. M851 Retourne la valeur actuelle de l'offset en Z (par exemple Z : -0.65). M851 Z-0.9 Définit la valeur d'offset Z à -0.9mm et écrase l'ancienne valeur. Il est important de sauvegarder ensuite ces réglages avec un M500. Plus d'information sur le réglage de l'offset Z ici. M42 : activer manuellement une sortie Grâce à la commande M42, il est possible d'activer manuellement une sortie de la carte, assez pratique pour certains tests. M42 S255 P58 active à l'état haut (255) la sortie sur le pin 58. M42 S0 P58 désactive à l'état bas (0) la sortie sur le pin 58. M78 : lire les informations de stats machine Cette commande permet sur les dernières version de Marlin (à partir de mars 2017) de lire les informations machine telles que : Durée du job le plus long Temps total d'impression machine Pratique pour des opérations de maintenance à planifier par exemple. M503 : Affiche les données de l'EEPROM Cette commande donne en retour les données enregistrée dans l'EEPROM de la carte électronique, telles que la calibration des pas par/mm, les vitesses maxi, les offsets......Si l'option d'écriture en EEPROM n'a pas été activée lors de la compilation du firmware, ce sont les valeurs encodées dans les fichiers de compilation qui sont utilisées, à chaque reboot/reset. spécial delta !!! M665 : Ajuster le paramétrage de la mécanique d'une Delta Cette commande permet d'ajuster dans l'EEPROM les informations de longueur des bras, de l'effector.... M666 : Modifier l'offset des axes Fonction très utile sur une delta, mais utilisable sur les autres machines, pour chaque 'axe' (ensemble moteur/endstop), la commande permet de décaler le zéro après avoir fait un 'homing' G28. Attention !! Si vous modifiez la valeur au delà de la position de votre endstop, l'imprimante va essayer d'y aller ! (et éventuellement emplafonner les butées)
Voici un petit tuto sur certaine commande manuel que l'on peux envoyer à sont imprimante pour modifier / et ou faire des testes. La source de ces informations provienne de chez "Wiki Tobeca" Les liens souligner en bleu, on une redirection direct sur leur Wiki. Je trouvais sa utile de publié sa, comme sa, si ce type de question revienne souvent, suffit de rediriger les personnes ici. Voila, bonne lecture G1 : mouvement manuel Permet de faire un mouvement sur un axe ou plusieurs. G1 X50 permet de faire un mouvement de 50mm selon l'axe X. G1 Z100 permet de faire un mouvement de 100mm selon l'axe Z. G1 X50 Y50 permet de faire un mouvement de 50mm selon les axes X et Y. Cela se traduira par un mouvement en diagonale. Il est possible d'ajouter aussi une notion de vitesse avec le paramètre Fxxx, xxx étant la valeur en mm/minutes de la vitesse : G1 X50 F100 permet de faire un mouvement de 50mm selon l'axe X lent (100mm/min soit 1.66mm/s). G1 X50 F12000 permet de faire un mouvement de 50mm selon l'axe X rapide (12000mm/min soit 200mm/s). G92 : Initialiser un axe Cette commande permet de forcer un axe à la position voulue. G92 Z0 permet par exemple de forcer la position de l'axe Z à 0. G28 : initialisation des axes Cette commande permet d'initialiser en position 0 les axes X, Y et Z de l'imprimante. G28 : fait une initialisation à 0 des 3 axes X, Y et Z. G28 X0 Y0 : ne fait une initialisation à 0 que des axes X et Y. G28 Z0 : ne fait une initialisation à 0 que de l'axe Z. G29 : autocalibration du plateau Lance une autocalibration du plateau d'impression dans le cas où l'imprimante dispose d'un capteur de calibration automatique (cas des imprimantes professionnelles notamment). Il faut nécessairement que au moins les axes X et Y aient été initialisés à 0 avant de lancer cette commande (G28 X0 Y0 ou alors G28). G29 : lance la calibration automatique du plateau (généralement en 9 points, dépendant de la configuration de l'imprimante). Une fois fait, un plan moyen du plateau est définit et tout mouvement en X et/ou Y verra sa compensation en Z se réaliser (le plateau d'impression montera ou descendra un peu en fonction du mouvement). G29 V4 T : permet de faire une calibration automatique du plateau avec toutes les informations de mesures affichées dans les logs (points mesurés, moyennage du plan, etc). Il est aussi possible d'avoir des options détaillées sur le G29, pour par exemple faire des mesures avec moins de points que ce qui est définit dans le firmware, ou alors restreindre les mesures dans une certaine zone : G29 F35 L130 R230 B100 P2 les marqueurs F, L, E et B permettent de restreindre la zone avec respectivement F pour l'avant (Front), L pour la gauche (Left), R pour la droite (Right) et B pour l'arrière (Back). De plus, le P2 permet de faire une grille de mesure à 2×2 soit 4 points de mesures dans les coins, là où un P3 fera une grille de 3×3 soit 9 points dans la zone délimitée. M303 : autocalibration PID Permet de faire une autocalibration PID d'une tête d'impression (voir Améliorer la précision de la température d'impression avec le réglage PID pour la procédure détaillée). M303 E0 S210 C8 permet de faire une autocalibration d'un extrudeur avec les paramètres suivants : E0 : calibration réalisée sur l'extrudeur 0, c'est à dire la tête n°1 de l'imprimante S210 : la température cible de la calibration est de 210°C C8 : 8 itérations sont réalisées pour avoir un échantillonnage de mesure plus grand Pour la calibration PID de votre plateau d'impression (si le firmware le prend en charge, il faut utiliser E-1 pour le sélectionner : Exemple : M303 E-1 S100 C8 pour une consigne de plateau à 100°C M301 : définir les paramètres PID Cette commande permet de définir manuellement les paramètres de PID après un M303. M301 H1 P31.58 I1.17 D67.98 définit sur l'extrudeur 0 (H1) les paramètres P de 31.58, I de 1.17 et D de 67.98. H0 est pour le plateau. Cette commande est utile si on a pas accès aux réglages EEPROM de l'imprimante (sous Simplify3D par exemple). Il est important de sauvegarder ensuite ces réglages avec un M500. M304 : définir les paramètres PID pour le plateau Il est possible de configurer les paramètres du PID plateau avec un M301 (voir ci dessus). Mais une commande dédiée existe uniquement pour le réglage du plateau. M304 P31.58 I1.17 D67.98 Il est important de sauvegarder ensuite ces réglages avec un M500. M500 : sauvegarder EEPROM Cette commande permet d'enregistrer dans l'EEPROM de la carte électronique les paramètres rentrés (par exemple après un réglage PID M301). M501 : Lire EEPROM Cette commande permet de lire et d'afficher dans le terminal tous les paramètres EEPROM de l'imprimante. Pratique pour voir si une modification a bien été prise en compte par exemple. M92 : définir les pas/mm des axes Cette commande permet de définir manuellement les pas par mm des axes de l'imprimante. Pratique pour faire un reréglage rapide lors de tests. M92 X67.5 Y67.5 Z4000 E139.75 définit respectivement des pas/mm de 67.5 pour X et Y, 4000 pour Z et 139.75 pour l'extrudeur. Il est possible de ne faire le réglage que pour un axe : M92 E139.75 Il est important de sauvegarder ensuite ces réglages avec un M500. M119 : afficher l'état des capteurs de fin de course Cette commande permet de retourner l'état des capteurs de fin de course de l'imprimante. Très utile à la fin d'un montage pour vérifier si les capteurs sont convenablement branchés et sans faux contact. Très utile aussi en diagnostic si un axe ne veut pas s'initialiser en position 0. M119 va par exemple retourner : x_min : TRIGGERED x_max : open y_min : open y_max : open z_min : TRIGGERED z_max : open C'est à dire que le capteur de fin de course X est en contact (position 0 du chariot d'impression), que le capteur de fin de course Y n'est pas en contact (contact ouvert) et que le capteur de fin de course Z est en contact (touche le plateau). Cas d'un faux contact sur un capteur Si un capteur est mal branché, détruit ou a un faux contact, l'état sera TRIGGERED et donc en faisant une initialisation 0 de l'axe en question (G28 X0 s'il s'agit de l'axe X), celui ci fera un petit mouvement (environ 10mm) en positif (donc en s'écartant de son capteur). Un M119 permettra de mettre en avant ce défaut. M851 : Afficher et régler l'offset Z Dans le cas d'une imprimante permettant de faire une calibration automatique, il est possible de régler directement en GCODE la valeur d'offset en Z. M851 Retourne la valeur actuelle de l'offset en Z (par exemple Z : -0.65). M851 Z-0.9 Définit la valeur d'offset Z à -0.9mm et écrase l'ancienne valeur. Il est important de sauvegarder ensuite ces réglages avec un M500. Plus d'information sur le réglage de l'offset Z ici. M42 : activer manuellement une sortie Grâce à la commande M42, il est possible d'activer manuellement une sortie de la carte, assez pratique pour certains tests. M42 S255 P58 active à l'état haut (255) la sortie sur le pin 58. M42 S0 P58 désactive à l'état bas (0) la sortie sur le pin 58. M78 : lire les informations de stats machine Cette commande permet sur les dernières version de Marlin (à partir de mars 2017) de lire les informations machine telles que : Durée du job le plus long Temps total d'impression machine Pratique pour des opérations de maintenance à planifier par exemple. M503 : Affiche les données de l'EEPROM Cette commande donne en retour les données enregistrée dans l'EEPROM de la carte électronique, telles que la calibration des pas par/mm, les vitesses maxi, les offsets......Si l'option d'écriture en EEPROM n'a pas été activée lors de la compilation du firmware, ce sont les valeurs encodées dans les fichiers de compilation qui sont utilisées, à chaque reboot/reset. spécial delta !!! M665 : Ajuster le paramétrage de la mécanique d'une Delta Cette commande permet d'ajuster dans l'EEPROM les informations de longueur des bras, de l'effector.... M666 : Modifier l'offset des axes Fonction très utile sur une delta, mais utilisable sur les autres machines, pour chaque 'axe' (ensemble moteur/endstop), la commande permet de décaler le zéro après avoir fait un 'homing' G28. Attention !! Si vous modifiez la valeur au delà de la position de votre endstop, l'imprimante va essayer d'y aller ! (et éventuellement emplafonner les butées) -
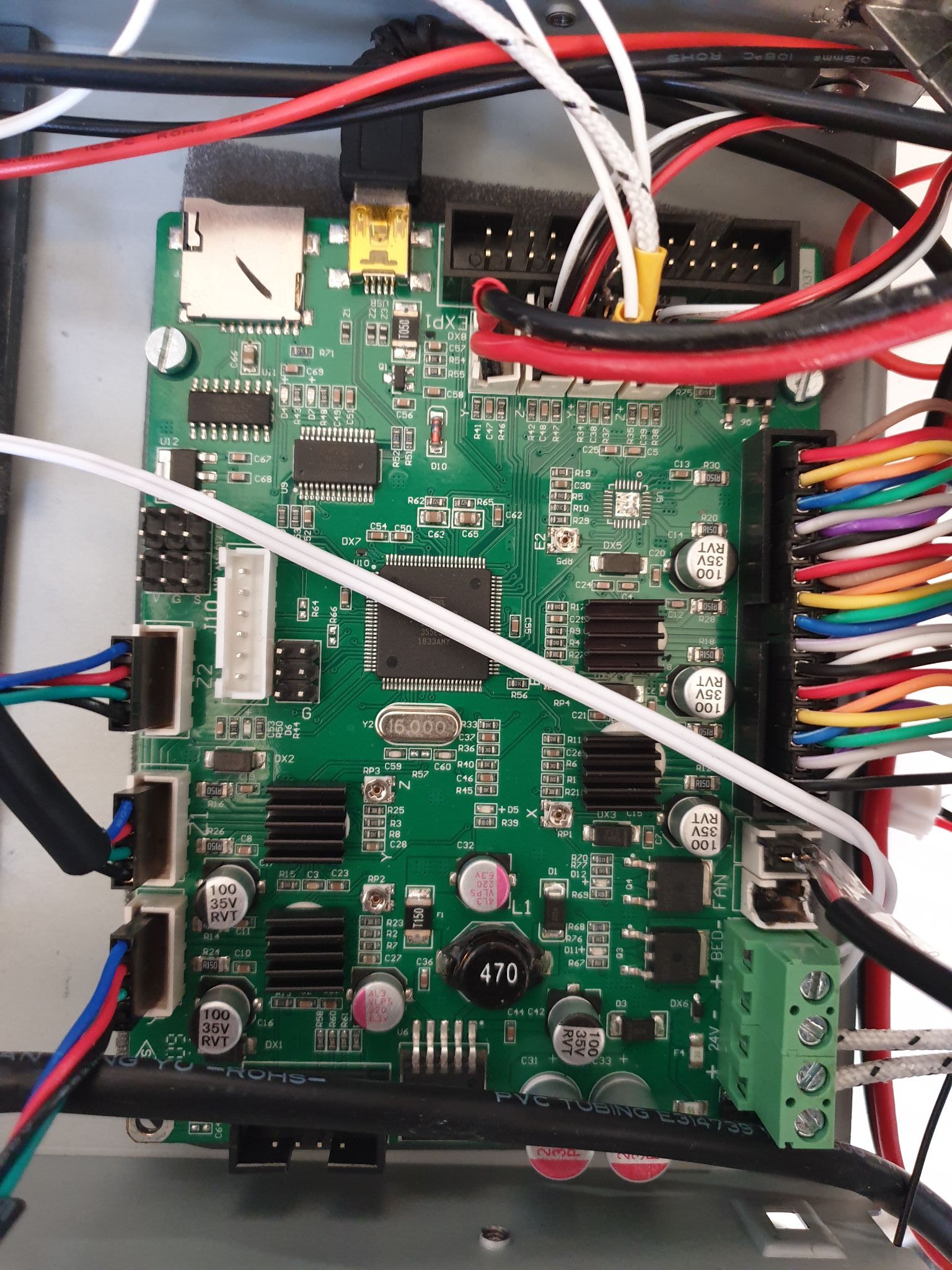
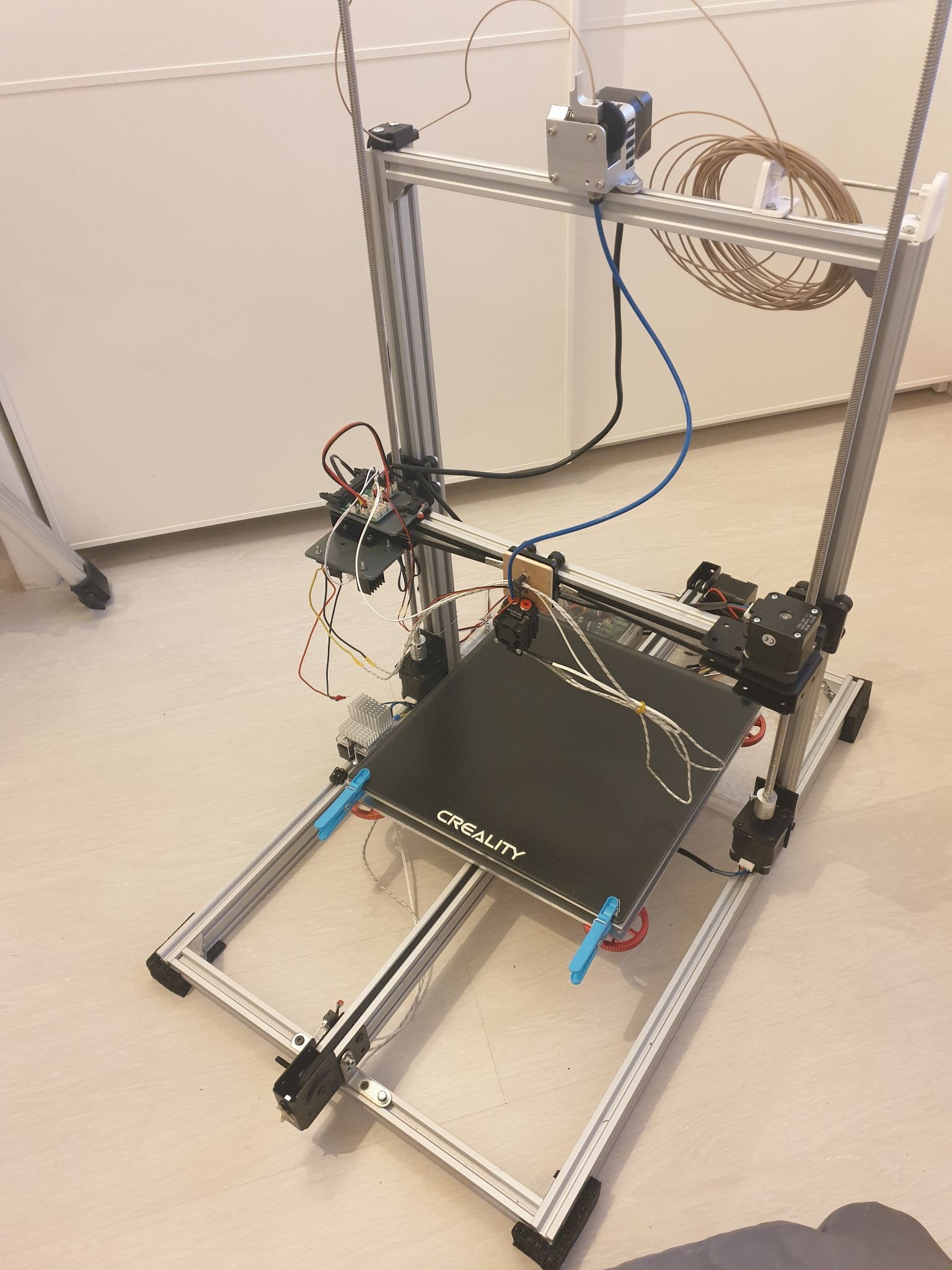
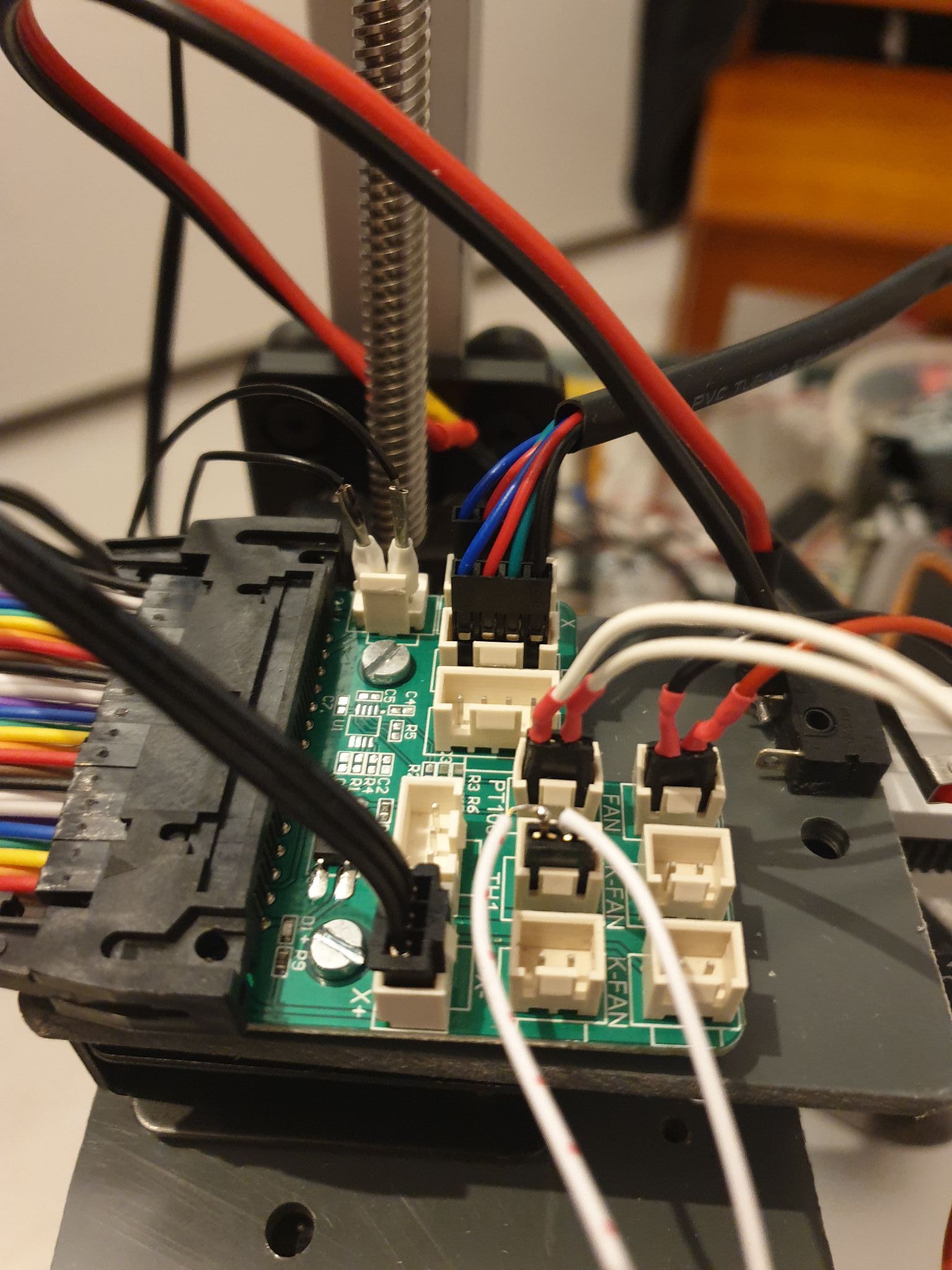
 Bonjour. J'ai réalisé une imprimante 3D en DIY à partir de la carte mère de la Creality CR10S-Pro seulement une fois tout raccordé, tout fonctionne sauf mes moteurs. Il ne se passe rien lorsque j'envoie une commande G-Code sur les axes. J'ai pourtant réglé les Vref des drivers TMC2208 correctement, récupérer le firmware Marlin 2.0.8, compilé,flashé et testé. Je ne sais plus où regarder ou que faire. Si quelqu'un aurait un avis sur la question ce serait super. PS : mes moteurs sont des Nema 17, 1.68 A, 2.5V et je règle Vref à 2.31
Bonjour. J'ai réalisé une imprimante 3D en DIY à partir de la carte mère de la Creality CR10S-Pro seulement une fois tout raccordé, tout fonctionne sauf mes moteurs. Il ne se passe rien lorsque j'envoie une commande G-Code sur les axes. J'ai pourtant réglé les Vref des drivers TMC2208 correctement, récupérer le firmware Marlin 2.0.8, compilé,flashé et testé. Je ne sais plus où regarder ou que faire. Si quelqu'un aurait un avis sur la question ce serait super. PS : mes moteurs sont des Nema 17, 1.68 A, 2.5V et je règle Vref à 2.31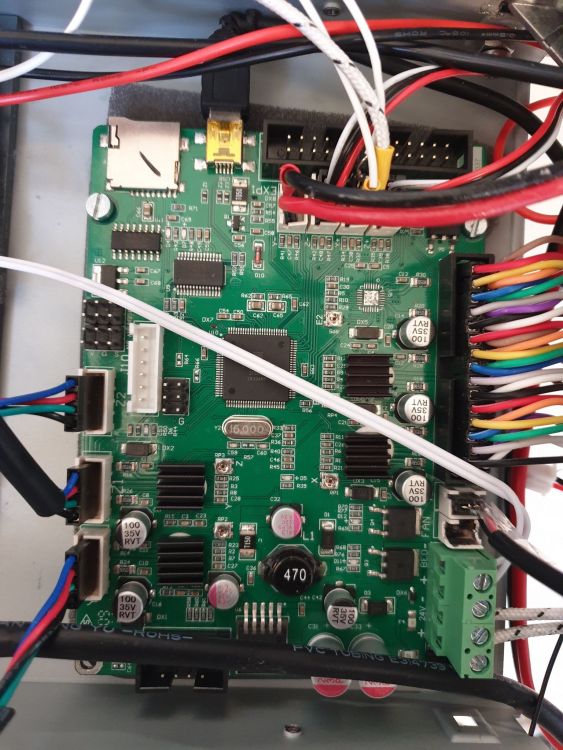

-
Bonjour à tous, Après avoir décortiqué le gcode d'origine de la X5SA, j'ai découvert quelques petits trucs bizarres. Notre machine est bien une XYZ et non une Hbot ? ; Type d'imprimante ; 0: XYZ ; 2: Hbot M8080 I2 -> Surement une erreur/inversion de texte à l'origine Est-ce que les paramètres du firmware de la machine sont prioritaires/prévalent par rapport à ceux du slicer ? Beaucoup de paramètre dans le firmware utilisent des valeurs différentes de celles que nous utilisons dans les slicers comme: ; Longueur de retrait de fil maximale prise en charge (mm) M8020 S1.5 ; Vitesse de retrait de fil maximale prise en charge (mm/s) M8019 I50 ; Longueur de pre-extrusion avant impression (mm) ; Cette valeur affecte l'adhérence de la première couche sur le plateau. M8017 I6 ; ================================== ; Vitesses maximums de divers paramètres ; Afin d'assurer la stabilité de la machine, régler en fonction des résultats de mesures réelles ; ---------------------------------- ; Vitesse de déplacement en X et Y (mm/s) M8012 I100 ; ---------------------------------- ; Vitesse de déplacement en Z (mm/s) M8013 I20 ; ---------------------------------- ; Vitesse de l'extrudeur (mm/s) M8014 I120 Autre chose sur CURA: J'ai un Start gcode qui apparait bien dans le fichier créé (en vert) mais j'ai aussi d'autres lignes (en rouge) qui viennent je ne sais d'où et que je suis obligé de supprimer manuellement à chaque fois comme : ; X5SA Start Code M4010 ; show preview M2100 T2059; tronxy custom gcode G21 G90 M82 M107 T0 M140 S50.0 M104 S205.0 T0 M190 S50.0 M109 S205.0 T0 G28 G1 Z15.0 F300 ; Move Z Axis up little to preventscratching of Heat Bed G92 E0 G1 F2400 M117 Printing... G92 E0 G92 E0 -> Pourquoi 2 fois ? G1 F2400 E-6 -> d'où ça vient ? ;LAYER_COUNT:198 ;LAYER:0
-
Bonjour à tous, toujours niveau débutant, à travers un publish MQTT on peut modifier les axes Y X et Z, modifier la valeur de la temperature du nozzle et du bed, je ne trouve pas en revanche la ligne MQTT concernant la rétractation du filament par l'extrudeur. Le but serait de commander par mon systeme domotique, via un bouton, le retrait du filament lors d'un changement de couleur de fil : une automation -> chauffe le nozzle + retractation du filament pendant x sec ou x mouvements) Cette ligne existe t'elle? ou dois je plutôt chercher du coté des codes (et là j'y connais rien du tout pour le moment dans les gcades) une aide ? une idée? travail déjà effectué jybi89 ! - Présentations - Forum pour les imprimantes 3D et l'impression 3D
-
Bonjour à tous, J'ai reçu ma sidewinder X1 il y a une semaine et je m'amuse comme un petit fou. Là je voudrais bien imprimer une pièce avec un changement de couleur (et donc de filament) à la couche X. J'ai pas trouvé de façon explicite dans Simplify3D donc j'ai voulu modifier le gcode à la main. J'ai donc rajouté juste avant le changement de couche des G0 pour déplacer la tête de l'impression, puis un M0 (pause) afin de remplacer le filament. Or, autant mes G0 sont bien pris en compte, autant le M0 pas du tout. J'ai aussi testé avec un M600 à la place (censé demander un changement de filament), mais pareil, c'est pas pris en compte et ça passe à la suite. Savez-vous pourquoi ces instructions ne sont pas prises en compte par l'imprimante ? Je suis en firmware stock. Si c'est normal, avez-vous une idée de comment faire un changement de filament en cours d'impression avec cette imprimante ? Merci ! Bonson
-
 Bonjour j'ai pas vu cette info sur le forum par la recherche (peut être pas cherché assez loin , dans ce cas désolé ) pour retrouver le profil utilisé pour imprimer une pièce dans cura , il suffit d'importer le gcode a la place du .curaprofile et vous avez le profil a nouveau disponible passer sur gcode la la place de .curaprofile cliquer sur ouvrir le gcode et voila le résultat , le profil est de nouveau disponible l'information est surtout pour ceux qui ne savait pas que c'était possible
Bonjour j'ai pas vu cette info sur le forum par la recherche (peut être pas cherché assez loin , dans ce cas désolé ) pour retrouver le profil utilisé pour imprimer une pièce dans cura , il suffit d'importer le gcode a la place du .curaprofile et vous avez le profil a nouveau disponible passer sur gcode la la place de .curaprofile cliquer sur ouvrir le gcode et voila le résultat , le profil est de nouveau disponible l'information est surtout pour ceux qui ne savait pas que c'était possible

-
 Bonjour à tous, c'est une de mes premières fois où je pose une question sur le forum (eh oui je fais partie de cette majorité qui erre sur les forum en espérant de trouver une réponse plutôt que de poser la question directement) donc j'espère que vous serez indulgent parce que je ne m'y connais pas tellement en Marlin. Entrons dans le vif du sujet : J'ai une Dagoma DiscoEasy 200 et j'essaye de rajouter une fonction gcode dans le Marlin qui servirait à renommer le fichier qui vient de s'imprimer en "OK + leNomDuFichierDOrigine" de manière à savoir parmi les nombreux fichier dans les dossiers de ma carte SD lesquels j'ai déjà imprimé Alors je sais que je pourrais supprimer le fichier ou les classer plus facilement pour ne pas me perdre ou bien les renommer pour me souvenir du nom de ceux que j'ai déjà imprimé etc... Mais je trouvais l'option intéressante et j'espère que ça va intéresser certains Voilà où j'en suis, je sais comment créer une nouvelle fonction Gcode dans le Main du Marlin : inline void gcode_M999() { // Fonction existante que j'utilise juste comme référence de position dans le fichier Running = true; lcd_reset_alert_level(); // gcode_LastN = Stopped_gcode_LastN; FlushSerialRequestResend(); } inline void gcode_M384() // Ma Nouvelle Fonction Il faut créer une fonction avec un M*** qui n'est pas utilisé (ici j'ai bien vérifié que le M384 existait pas), je l'ai crée en dessous de la fonction M999 qui était la dernière des M Et il faut ajouter un case pour le numéro de ma fonction pour savoir que faire quand elle sera appelée : case 999: // M999: Restart after being Stopped gcode_M999(); break; case 384: gcode_M384(); break; Ici aussi je me mets en dessous de 999 pour être sur de m'insérer au bon endroit. Mon seul problème est comment renommer le fichier actuel sélectionné pour l'impression ??? Je sais qu'il existe une méthode rename() dans la classe SdBaseFile de Marlin : bool SdBaseFile::rename(SdBaseFile* dirFile, const char* newPath) Seulement je ne comprend pas du tout comment elle doit être utilisée ? Est-ce qu'il faut faire leFichierActuel.rename(leFichierActuel, nouveauNom) ? Et surtout je n'arrive pas à comprendre comment récupérer le fichier d'impression actuel... Est-ce qu'il n'y aurait pas une commande du genre getCurrentWorkingFile() ou un truc dans le genre ? Merci d'avance aux passionnés qui sauront me donner une réponse ou une piste ! Dites moi si je n'ai pas été clair sur un des points ou si vous voulez plus d'info (ce qui est très probable hahaha)
Bonjour à tous, c'est une de mes premières fois où je pose une question sur le forum (eh oui je fais partie de cette majorité qui erre sur les forum en espérant de trouver une réponse plutôt que de poser la question directement) donc j'espère que vous serez indulgent parce que je ne m'y connais pas tellement en Marlin. Entrons dans le vif du sujet : J'ai une Dagoma DiscoEasy 200 et j'essaye de rajouter une fonction gcode dans le Marlin qui servirait à renommer le fichier qui vient de s'imprimer en "OK + leNomDuFichierDOrigine" de manière à savoir parmi les nombreux fichier dans les dossiers de ma carte SD lesquels j'ai déjà imprimé Alors je sais que je pourrais supprimer le fichier ou les classer plus facilement pour ne pas me perdre ou bien les renommer pour me souvenir du nom de ceux que j'ai déjà imprimé etc... Mais je trouvais l'option intéressante et j'espère que ça va intéresser certains Voilà où j'en suis, je sais comment créer une nouvelle fonction Gcode dans le Main du Marlin : inline void gcode_M999() { // Fonction existante que j'utilise juste comme référence de position dans le fichier Running = true; lcd_reset_alert_level(); // gcode_LastN = Stopped_gcode_LastN; FlushSerialRequestResend(); } inline void gcode_M384() // Ma Nouvelle Fonction Il faut créer une fonction avec un M*** qui n'est pas utilisé (ici j'ai bien vérifié que le M384 existait pas), je l'ai crée en dessous de la fonction M999 qui était la dernière des M Et il faut ajouter un case pour le numéro de ma fonction pour savoir que faire quand elle sera appelée : case 999: // M999: Restart after being Stopped gcode_M999(); break; case 384: gcode_M384(); break; Ici aussi je me mets en dessous de 999 pour être sur de m'insérer au bon endroit. Mon seul problème est comment renommer le fichier actuel sélectionné pour l'impression ??? Je sais qu'il existe une méthode rename() dans la classe SdBaseFile de Marlin : bool SdBaseFile::rename(SdBaseFile* dirFile, const char* newPath) Seulement je ne comprend pas du tout comment elle doit être utilisée ? Est-ce qu'il faut faire leFichierActuel.rename(leFichierActuel, nouveauNom) ? Et surtout je n'arrive pas à comprendre comment récupérer le fichier d'impression actuel... Est-ce qu'il n'y aurait pas une commande du genre getCurrentWorkingFile() ou un truc dans le genre ? Merci d'avance aux passionnés qui sauront me donner une réponse ou une piste ! Dites moi si je n'ai pas été clair sur un des points ou si vous voulez plus d'info (ce qui est très probable hahaha) -
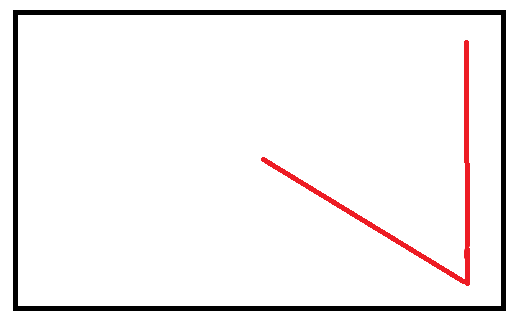
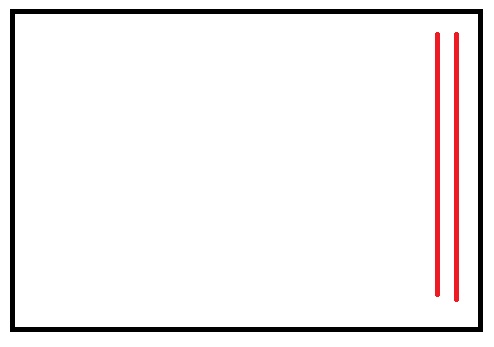
Bonsoir, Je rencontre un phénomène bizarre avec mon Start G-Code. Celui-ci ne ce comporte pas comme il faudrait. Mes impressions sont en principal lancer depuis la carte SD. Il devrait faire ceci (deux trait de purge sur la droite): En réalité il fait ceci : J'utilise le logiciel CURA en version 4.5 Mon start g-code est le suivant : M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G29 ;BlTouch G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up Auriez-vous une idée de pourquoi ? Ce qui est le plus étrange c'est que le comportement est ainsi lorsque j'imprime directement depuis la carte SD. J'ai essayer de lancer une impression depuis un OctoPI et la purge s'effectue comme elle le devrait dans le g-code. Merci par avance, Bonne soirée
-

marlin M206 ... ou le Z-offset dans un gcode
Loak a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, Ayant lu et apprécié le sujet de @Thiago Salvetti, sa lecture m'a donné l'idée de pousser un peu plus loin la modification du fichier LGT_SCR.cpp. En effet on y règle aussi la la hauteur à laquelle la buse va se trouver au moment du levelling du plateau, par défaut à Z=0. Je me suis donc dit mon garçon (oui, je m'appelle mon garçon, par ce que quand je m'appelle ma fille ... les plus vieux comprendront), donc je me suis dit mon garçon : passe cette valeur à 0.1 et fait ton levelling avec une cale de 0.1, tu auras ainsi un vrai zéro pour Z=0. Bien sûr, si je laisse comme ça, la première couche est trop écrasée, je m'en doutais. J'imprime en PETG et PLA et mon expérience personnelle m'a montré que selon le produit utilisé, un z-offset différent entre PETG et PLA est bénéfique à l'accroche de la première couche. J'utilise PrusaSlicer et jusqu'à maintenant je réglais le Z-offset dans la page /Réglages de l'imprimante/Général/, mais la manip est à refaire à chaque changement de type de filament, du coup, je voudrais "automatiser" cette manip en la plaçant dans la page /Réglages du filament/G-code personnalisé/G-code de début/ et avoir ainsi un Z-offset définitivement adapté à chaque filament. J'ai donc fouiné dans la doc Marlin et il me semble que M206 devrait répondre à mon soucis, mais là, paf, ça fonctionne pas. Il ne semble pas pris en compte bien que présent dans le gcode généré, placé juste avant le début de l'impression. Je loupe donc quelque chose : Est-ce bien M206 qu'il faut utiliser ? Devrait-il être suivi d'un M500 (c'est pas le cas pour l'instant) ? Dans l'attente de vos réponses et suggestions Un confiné qui réfléchi sûrement trop. -
Bonjour à tous Dans le cadre de mon boulot, je me pose une question que d'autres pourraient se poser. J'aimerais convertir du Gcode en un volume 3D, exploitable avec des logiciel de CAO donc communément du STL ou du STP (bref un format permettant d'avoir un volume) Je ne désire pas retrouver le volume 3D initial, mais bien avoir le volume 3D le plus proche de ce qui est réellement imprimé (donc avoir la représentation 3d du remplissage interne des pièces) Le but est, pour des pièces critiques, de pouvoir effectuer un calcul de charge. Avez vous des pistes ?
-
 Bonjour, n'ayant pas trouver en cherchant (peut être avec les lauvais mots clés) je sollicite votre aide voilà j'utilise depuis un moment déjà un alfawse u30, et depuis aujourd'hui, lorsque je veux imprimer de nouveaux modèles, celle ci ne chauffe plus pour plus de détails je prend un fichier stl je le transforme en gcode avec simplify 3d en utilisant les profils habituels je l'enregistre sur ma carte microsd je la met dans l'imprimante et démarre l'impression mais au lieu de mettre "heating" l'imprimante affiche "printing", la barre de progression avance super vite (genre en 1minute j'arrive à 100% sur un fichier qui devrait durer 13h) puis l'imprimante reboot seule (au lieu de dire impression terminée) et pendant ce temps la rien ne s'est passé, aucun mouvement, pas de chauffe, rien du tout j'ai testé avec un autre fichier stl, désinstallé et réinstallé simplify 3d, réessayé ,essayer avec cura, rien à faire en revanche lorsque je veux imprimer un ancien fichier déjà présent sur ma carte sd, cela fonctionne nikel... des suggestions ?
Bonjour, n'ayant pas trouver en cherchant (peut être avec les lauvais mots clés) je sollicite votre aide voilà j'utilise depuis un moment déjà un alfawse u30, et depuis aujourd'hui, lorsque je veux imprimer de nouveaux modèles, celle ci ne chauffe plus pour plus de détails je prend un fichier stl je le transforme en gcode avec simplify 3d en utilisant les profils habituels je l'enregistre sur ma carte microsd je la met dans l'imprimante et démarre l'impression mais au lieu de mettre "heating" l'imprimante affiche "printing", la barre de progression avance super vite (genre en 1minute j'arrive à 100% sur un fichier qui devrait durer 13h) puis l'imprimante reboot seule (au lieu de dire impression terminée) et pendant ce temps la rien ne s'est passé, aucun mouvement, pas de chauffe, rien du tout j'ai testé avec un autre fichier stl, désinstallé et réinstallé simplify 3d, réessayé ,essayer avec cura, rien à faire en revanche lorsque je veux imprimer un ancien fichier déjà présent sur ma carte sd, cela fonctionne nikel... des suggestions ?- 3 réponses
-
- 1
-

-
- alfawise u30
- gcode
- (et 2 en plus)
-
Bonjour, Depuis que j'imprime en 3D, je suis toujours passé en USB car je n'arrivais pas à lancer l'impression avec la carte SD directement sur l’imprimante.Cela fonctionnait parfaitement. Hier mon pc est tombé en panne en plein milieu d'un impression et essaie donc de trouver une solution à mon problème d'impression autonome avec la carte SD. La seule chose que j'ai réussi à imprimer avec un gcode sur une carte SD sont les hiboux déjà présent sur la carte d'origine. J'utilise CURA 3.2, j'ai configuré mon imprimante dans l'outil comme précisé dans le manuel et en ajoutant le tag de reprise à la fin de mon start gcode (M5 sauf erreur). Quand je génère un gcode sur la carte SD, je lance l'impression sur l'imprimante et là j'ai sur l'écran Progress 100% et si j'attend environ 5 minutes, l'imprimante marque que je peu reprendre l'objet et qu'il est terminé. aucun pré chauffage, aucune impression... Je n'ai rien trouvé sur google ou dans la fonction recherche, ce qui est surprenant, cela ressemble à une simple erreur de manipulation. Merci d'avance pour votre aide;
-
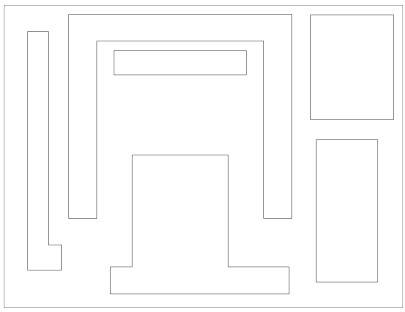
Salut à tous, J'ai donc choisi et modifié une machine CNC laser avec un outil qui découpe la mousse. L'outil que j'ai installé est un stylo qui chauffe à 200°C et permet de découper de la mousse de calage. Et voici un exemple de découpe que je dois réaliser : Je suis donc confronté à un problème, car la machine n'ayant pas d'axe Z il faudra étudier les déplacements sans trop d'obliques et de découpes involontaires... Je ne maitrise pas bien le logiciel LaserGRBL, et s'il est prévu pour ce genre de travaux. Par exemple, le gcode généré démarre à des coordonnées aléatoires, alors que j'aimerais qu'il démarre en bas à gauche, près du home. Du coup, je ne sais pas obtenir un gcode avec le moins de déplacement possible, du moins maitrisés. Comment s'y prendre, à part les tracer, mais il faudrait aussi forcer le gcode à suivre un tracé défini à l'avance ? J'utilise Illustrator ou Inkscape. Si quelqu'un a une idée, une piste pour m'aider à avancer... Merci !!

-
Bonjour amis makers(euses) Je suis en pleine question existentielles sur certaines choses pas terribles que fait ma gentille prusa et qui, à mon avis, peuvent être améliorées dans le GCODE (j'utilise CURA): point n°1: quand la prusa fait ses 5 points de calibration, elle me laisse des petites crottes (pardon, mais ça ressemble) en 5 points du plateau. celles des angles sont pas gênantes, mais celle du centre, c'est beurk. évidemment je suis à côté pour l'enlever directement. mais peut être certains d'entre vous ont ils trouvé une parade? point n°2 : ensuite elle fait sa ligne test (appelée intro line dans le GCODE) . Certains ont ils déjà fait sauter les 2 lignes de GCODE correspondantes : G1 X60.0 E9.0 F1000.0 ; intro line G1 X100.0 E21.5 F1000.0 ; intro line point n°3: ensuite elle se promène jusqu'au point de début d'impression réelle de mon fichier, et là elle me laisse un jolie trainée bien dégeux. Pas la mort, me direz vous, mais une fois ôtée, on garde un picot sur la pièce très magnifique qu'on a conçu avec amour (enfin, si vous êtes comme moi, hein!) J'ai vu dans une vidéo que certain slicer inséraient des lignes pour la rétraction (remontant le fil avant impression). c'est d'ailleurs ce que je croyais faire, car dans Cura, au chapitre Matériaux je coche "activer la rétraction". pourtant dans le GCODE ca n'apparait pas. j'ai recopié les lignes dans la vidéo : ça fait G1E-2.00000 F2400.00000 ;rétraction du fil Puis déplacement au premier point puis G1E 2.00000 F2400.00000 ;annulation rétraction du fil du coup, avez vous une astuce pour que Cura le fasse? certains d'entre vous ajoutent il des lignes dans le Gcode? la rétraction pourrait elle poser des problèmes justifiant qu'on n'y recoure pas? Voilà voilà.... merci pour les réponses que vous pourrez m'apporter! Pousss'
-
 Bonjour, Faut-il rappeler une calibration du bed effectuée avec un BLTouch pour les prints suivants ? je m'explique comme je commande ma nenete A8 avec Pronterface, je gagne du temps quand j'efffectue une série d'impressions successives de la manière suivante : au début de ma série d'impression, je calibre nénette : avec Pronterface j'envoie manuellement les commandes g28, g29 et M500 à nenette (près avoir chauffé le bed et la buse à bonne température, évidemment) afin de stocker la calibration dans l'eeprom. donc maintenant que nenette est calibrée, j'envoie les prints les uns derrière les autres. dans les gcode de ces prints je ne redemande pas un nouveau auto-levelling (je fais quand même un g28, on ne sait jamais). c'est là que vient ma question : est-ce que le gcode doit "rappeler" à nenette qu'elle a déjà fait l'auto-levelling et qu'il est enregistré sur l'eeprom ou bien n'est-ce pas nécessaire, elle en tiendra compte toute seule comme une grande ? j'ai lu quelques part qu'il fallait quand même envoyer la commande g240 s1 mais quand je regarde sur le wiki, je ne vois pas du tout le rapport entre le g240 et le levelling. si je pose cette question c'est que j'ai constaté du ouarping (comme dirait @Jean-Claude Garnier ) sur ma dernière pièce mais cela n'a peut-être aucun rapport avec ma question
Bonjour, Faut-il rappeler une calibration du bed effectuée avec un BLTouch pour les prints suivants ? je m'explique comme je commande ma nenete A8 avec Pronterface, je gagne du temps quand j'efffectue une série d'impressions successives de la manière suivante : au début de ma série d'impression, je calibre nénette : avec Pronterface j'envoie manuellement les commandes g28, g29 et M500 à nenette (près avoir chauffé le bed et la buse à bonne température, évidemment) afin de stocker la calibration dans l'eeprom. donc maintenant que nenette est calibrée, j'envoie les prints les uns derrière les autres. dans les gcode de ces prints je ne redemande pas un nouveau auto-levelling (je fais quand même un g28, on ne sait jamais). c'est là que vient ma question : est-ce que le gcode doit "rappeler" à nenette qu'elle a déjà fait l'auto-levelling et qu'il est enregistré sur l'eeprom ou bien n'est-ce pas nécessaire, elle en tiendra compte toute seule comme une grande ? j'ai lu quelques part qu'il fallait quand même envoyer la commande g240 s1 mais quand je regarde sur le wiki, je ne vois pas du tout le rapport entre le g240 et le levelling. si je pose cette question c'est que j'ai constaté du ouarping (comme dirait @Jean-Claude Garnier ) sur ma dernière pièce mais cela n'a peut-être aucun rapport avec ma question