xAmmer
-
Compteur de contenus
13 -
Inscrit(e) le
-
Dernière visite
Récompenses de xAmmer
")





-
Mauvaise qualité
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour tout les details ! Je vais essayer ton truc de refroidissement. Avec ma ender, j’ai un creux au centre Meme avec mon plateau de verre, le centre est toujours plus bas. C’est pourquoi j’ajuste au coin, puis quand je part mon print, je règle selon la jupe. -
Mauvaise qualité
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
aaaaaah oops okay daccord, voila une photo Non je sais, en fait, j’ai essayé plein d’chose. Plus loin du bed, plus près etc. Plus près, j’ai bien vu que c’étais pas l’idéal, je dirait meme pire. mon plateau magnétique, je ne le lave pas vraiment en fait ! Il a un texture rugueuse donc, je passe un coup de spatule pour retirer le matériel. sinon mon plateau de verre je met un colle dessus donc, je passe un coup d’eau et savon a vaiselle pour retirer l'excédent puis j’essuie.
-
Mauvaise qualité
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
J’ai niveler avec la feuille de papier, puis avec ma jupe j’ajuste si nécessaire. Je sais que la buse ne doit pas etre trop près. J’ai également essayé de la mettre un peu plus loin mais, l’adhésion n’étais pas top. le fang d’origine ? Je ne connais pas le terme fang mais est-ce que tu veux dire par exemple le plateau « d’adhésion » ? si c’est le cas, oui c’est celui d’origine. Je suis peut etre dû de le changer. J’ai un plateau en verre aussi, que j’ai essayé puis ca faisait la meme chose. Je préfère le plateau magétique parce que je trouve ca plus facile pour enlever mes impressions. -
Mauvaise qualité
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
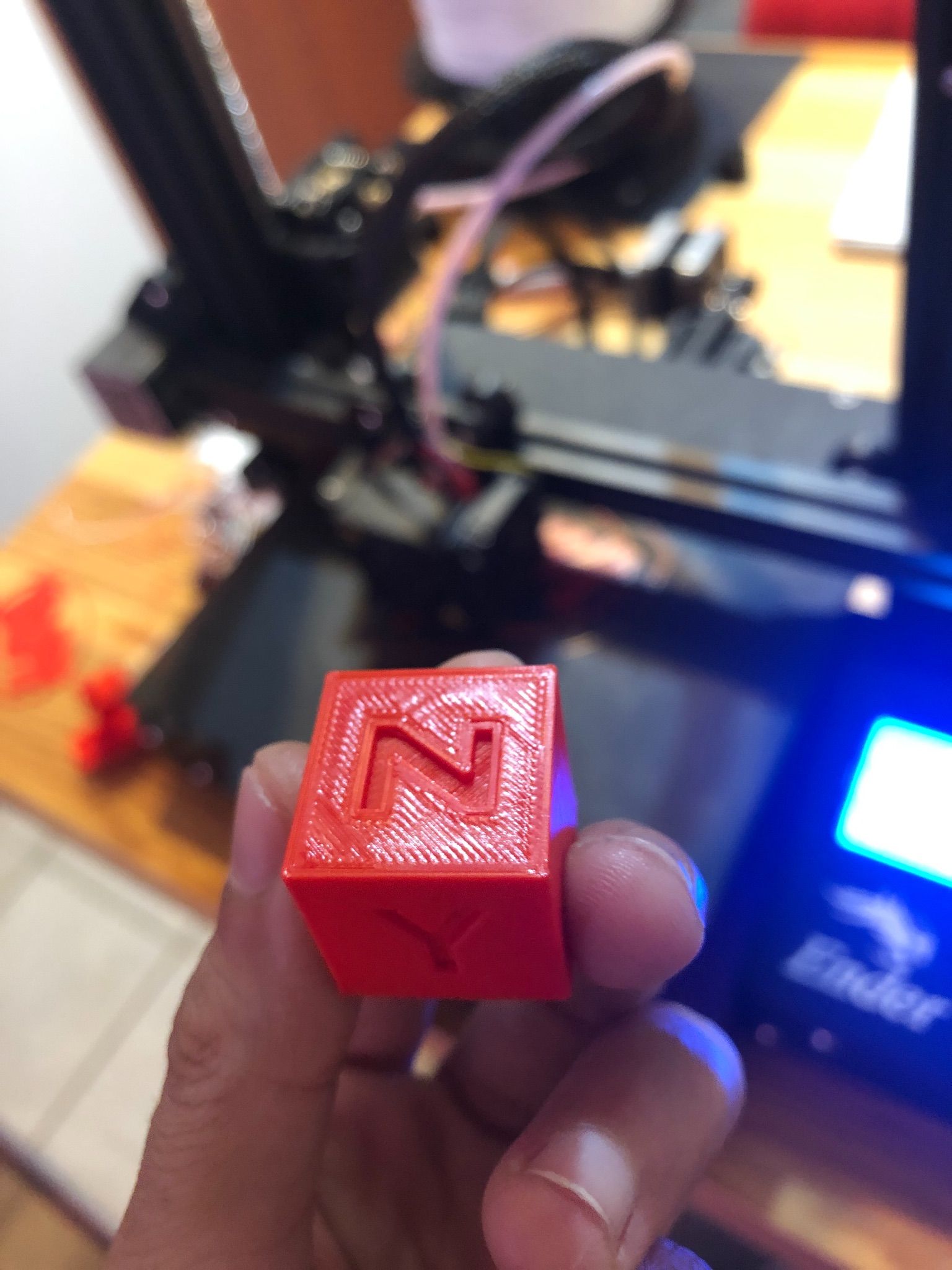
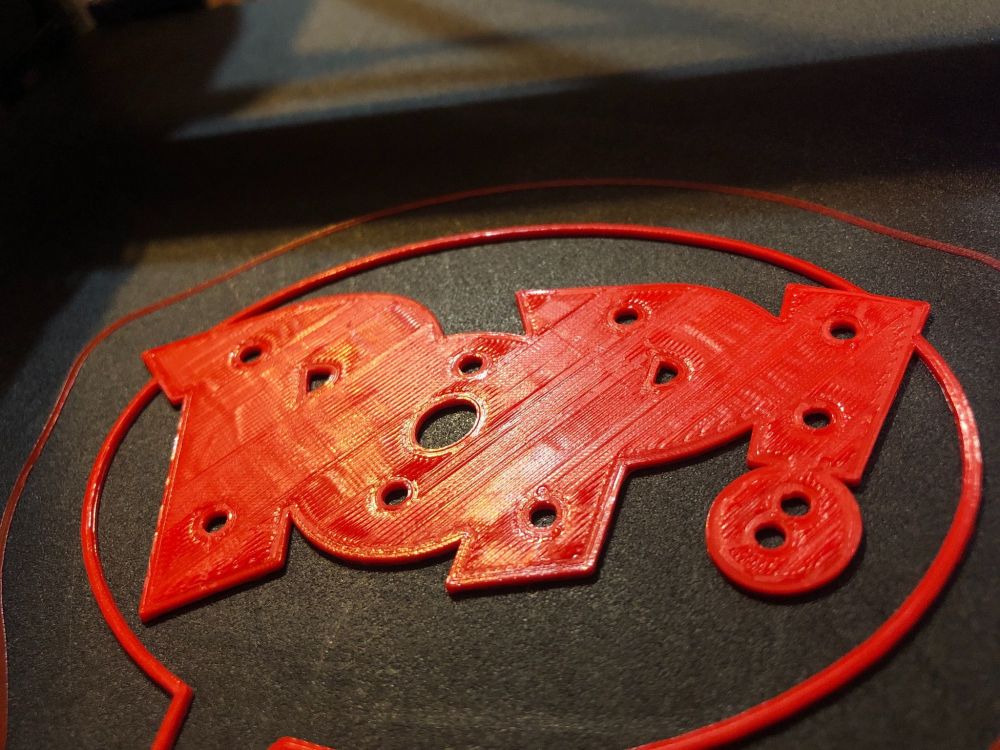
J’ai essayé beaucoup de chose j’ai joué avec les températures etc, mais pour ce qui est de la vitesse du trancheur, je l’ai laissé par défaut ce qui est de 50mm/s pour l’impresion, 25 pour les parois, 150 pour le deplacement, 20 pour la couche initiale et 100 pour le deplacement sur la couche initiale. Par exemple, quand je trouve que l’impression est trop rapide, je baisse la vitesse sur mon imprimante donc, pour le cube de calinrage, 100% de la vitesse et pour le pop j’ai baissé a 80%. (Savate, resors ta boule de crystale svpppp ) Lors de la première couche, 0% puis pour les suivantes 100% Ooooopsiiii pardonner moi svp Au départ lorsqu’il était a 100% c’est le problème que j’avais mais je n’avais pas de problème avec les petits espacement. J’ai abaissé a 95% puis toujours le même probleme mais, avec espacement. Pour les dimensions, tout deux j’ai de bon résultat. Environs 0.05-0.1 d’écart. après tout ca, j’ai réimprimé un benchy puis un autre cube puis tout deux sembles beau Je réimprime un pop a 200/60, on verra le résultat Savate, le résultat du 200/60
-
Mauvaise qualité
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
Je ne sais pas si ca a un rapport mais, j’ai imprimé aussi um cube de calibration, puis avec un flow a 95%, je remarque qu’il y a de minimeeee espacement a quelques endroit sur les couches horizontales. Je l’ai laissé 4h dedans a 40 degré. j’ai essayé de faire un print aussi a 200/60 puis me n’étais pas plus beau. Je fais un print a l’instant avec ces parametres pour te montrer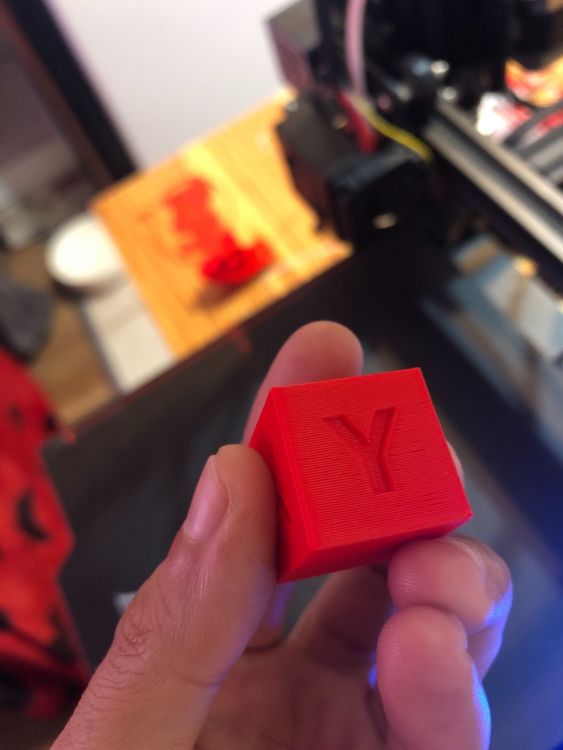
-
Mauvaise qualité
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
Okay parfait ! J’essayerais ce soir UPDATE: J’ai mis mon filament dans le déshydrateur tel que proposé. Je ne crois pas que le problème viens d’un filament humide.. j’ai fait un impression avec celui ci.. puis ca n’a rien réglé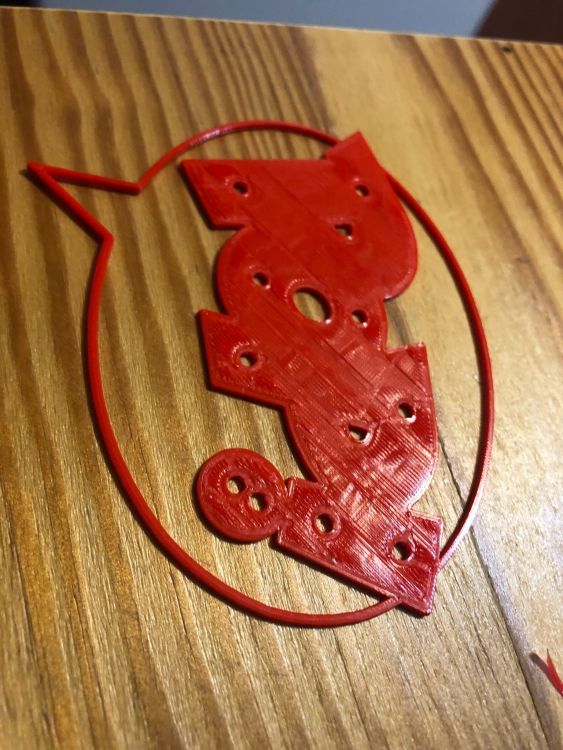
-
Mauvaise qualité
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
Savate, il est plus ou moins vieux. Ca fait peut etre 3 mois que j’ai les bobines, ca fait ca avec 2 que j’ai essayer. j’ai recu des gros sac Ziploc lors de la livraison donc je les emballe la dedans, sous vide. Mais je vais essayer le truc du 45 degré voir s’il casse, sinon ca vaut la peine aussi d’en essayé une dans le four. (Quoi que j’ai vérifier et mon four ne va pas a une aussi basse temperature). J’ai lu quelques part qu’un déshydrateur pourrait fonctionné aussi ? PPAC, j’ai fait une calibration de l’extrudeur, c’était parfait ! J’ai baissé le débit a 95%, toujours le meme résultat. J’ai toujours imprimé a 210/63, j’ai essayer 205/61, ca me change rien. (C’est du PLA) ma première couche est vraiment belle, bien collé. Ca ne wrap pas. j’ai regardé mon imprimante imprimé puis c’est vraiment lors de la deuxieme couche que ca dégénère. J’ai mesuré le diametre du filament aussi, c’étais a 1.70mm. j’ai vraiment essayé plein de truc et ca ne change rien.. je ne sais vraiment plus quoi faire -
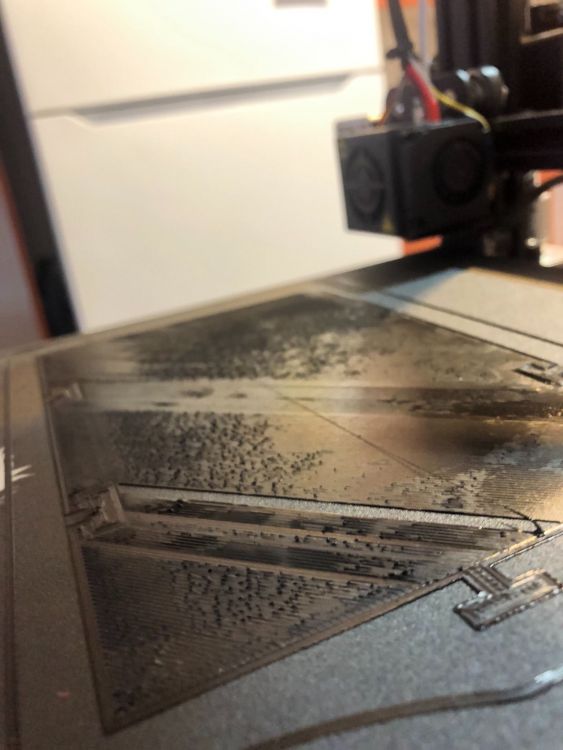
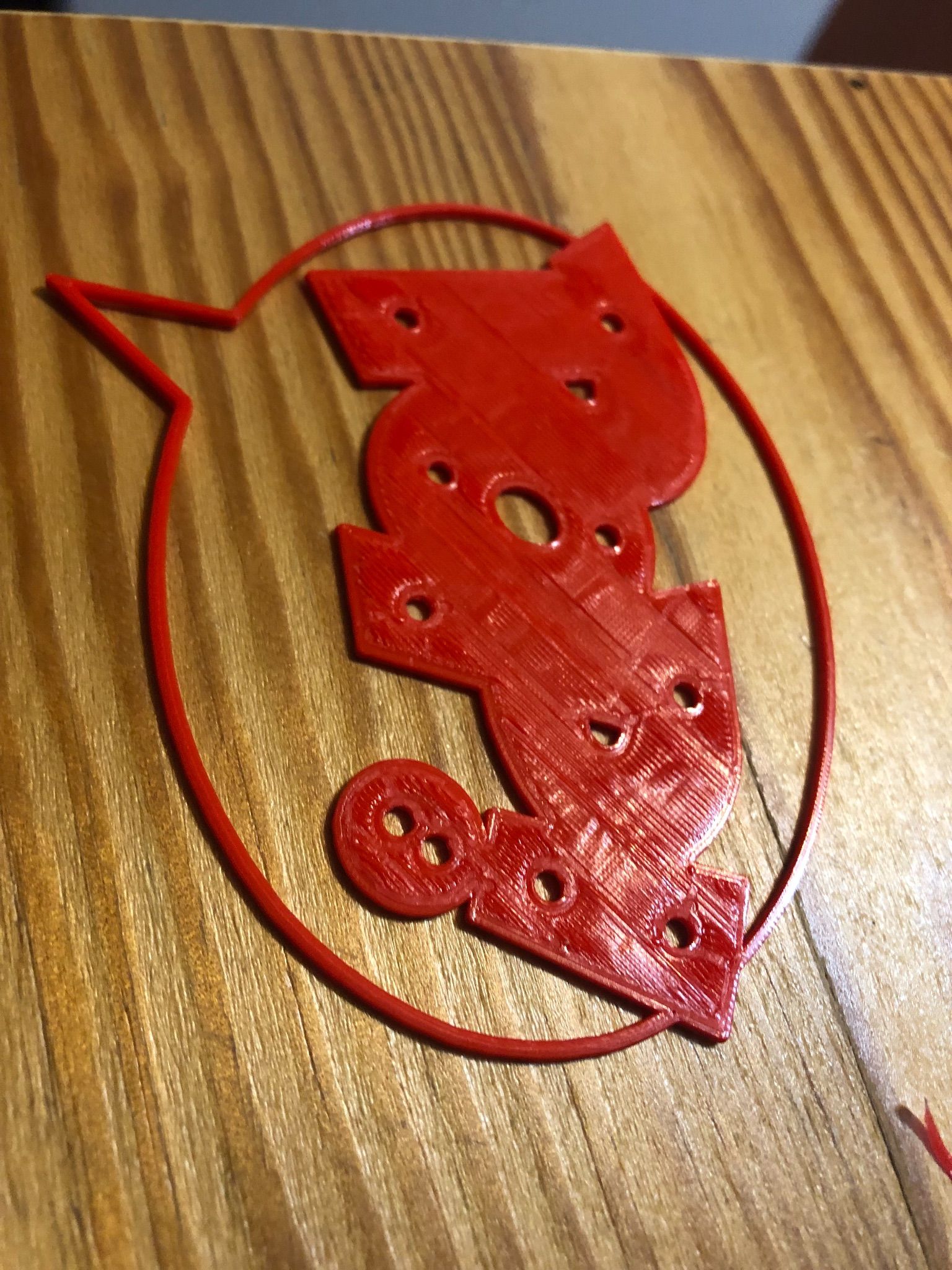
Bonjour tout le monde ! Ca fait un petit moment que je fais de l’impression 3D. Je me suis procurer une ender 3 pro puis jusqu’a maintenant, mes impressions était pas mal toujours très clean. Aujourd’hui j’ai passé une partie de la journée a faire des test mais je ne vois pas d’où le problème vient. J’ai essayé de changer la buse, j’ai fait ma calibration pour l’extrusion et tout etait parfait, mon bed est bien a niveau, j’ai regardé sur des forums, ajusté des parametre dans Cura.. cela ne change rien ! Pourtant, la première couche est très belle. Si quelqu’un pouvait m’aider j’apprécierais beaucoup beaucoup ! Voici un exemple de ce que ca donne: La dernière couche a beaucoup de relief puis on voit les déplacement de la buse..

-
couche 1ere couche horrible !!
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
Je vais vérifier ca ! Mais oui tout est bien maintenant ! merci beaucoup -
couche 1ere couche horrible !!
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
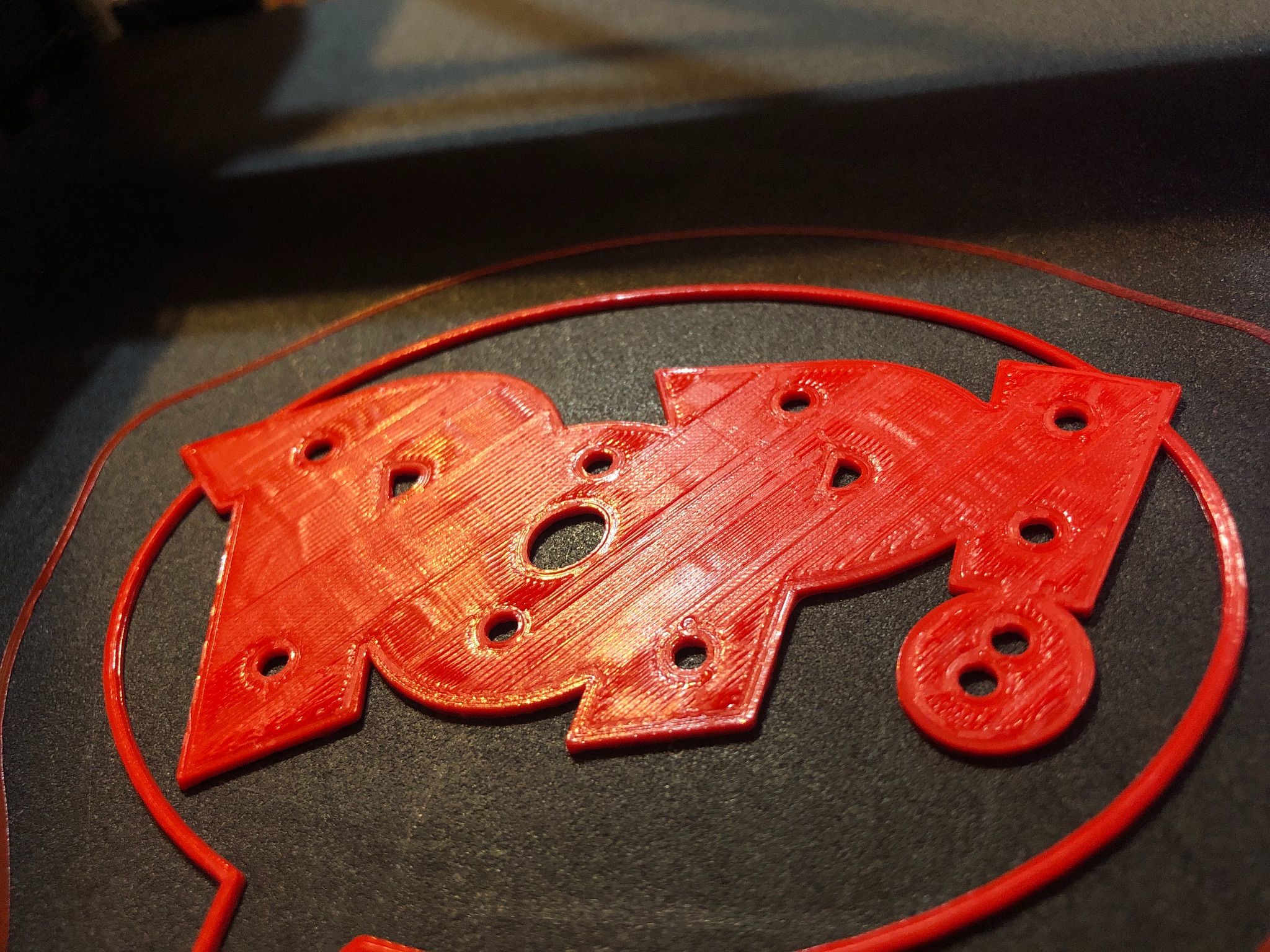
J’ai mis un peu de temps pour la réponse, c’étais la fin de semaine donc je me suis concentré un peu sur d’autre chose petit update: j’ai remis ma vieille buse, ca a réglé le problème de bavure ! les couches ligne de filament ne collait pas entre elle donc, ma pièce etait très faible et souple. J’ai fais le calinrage de mon extrudeur puisque le filament sortant me semblait très mince comparativement a la normal de cette impression. j’avais une sous extrusion ! Pour une sortie de 100mm, seulement 38mm en sortait ! donc avec ces manipulations, mes impressions sont maintenant très bien !! -
couche 1ere couche horrible !!
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
Aaaah oui j’avoue, ca doit etre possib’e j’utilise cura, aucune mise a jour depuis. J’ai besoin de 4 exemplaires de ce que j’imprime, j’en ai deja imprimé 2 avant ce probleme, elle sont parfaite ! Donc pas de probleme avec le Gcode Au cours de la nuit, j’ai eu un flash !! J’ai eu une petite panne électrique lorsque j’étais en train de chauffer mon imprimante ! J’ai dû reajuster la configuration du preheat PLA. Peut etre que ca a mis d’autre parsmetre par defaut ! Tel que celui de l’extrudeur -
couche 1ere couche horrible !!
xAmmer en réponse au topic de xAmmer dans Entraide : Questions/Réponses sur l'impression 3D
C’est ce que je pensais au départ, mais ce n’est pas le cas. J’ai fais et refais la calibration du plateau. Les contours sont beaux, mais lorsqu’elle commence l’interieur, c’est le résultat donné. J’ai éloigné la buse du plateau petit a petit, ca reste comme ca ou le materiel n’adhère plus care la buse est trop loin.. Présentement j’utilise du PLA. Tel qu’énoncé dans mon explication, j’ai recommandé exactement la même chose pour terminé un projet. J’ai toujours fais fonctionné a 210 degré, c’étais parfait ! J’ai meme essayé a 200, toujours pareille. je n’ai jamais calibrer mon extrudeur. Je vais essayer ca demain (il commence a se faire tard par ici :)) et mesurer mon diametre de filament. merci pour l’information, je redonnerais des nouvelles sur le développement ! -
couche 1ere couche horrible !!
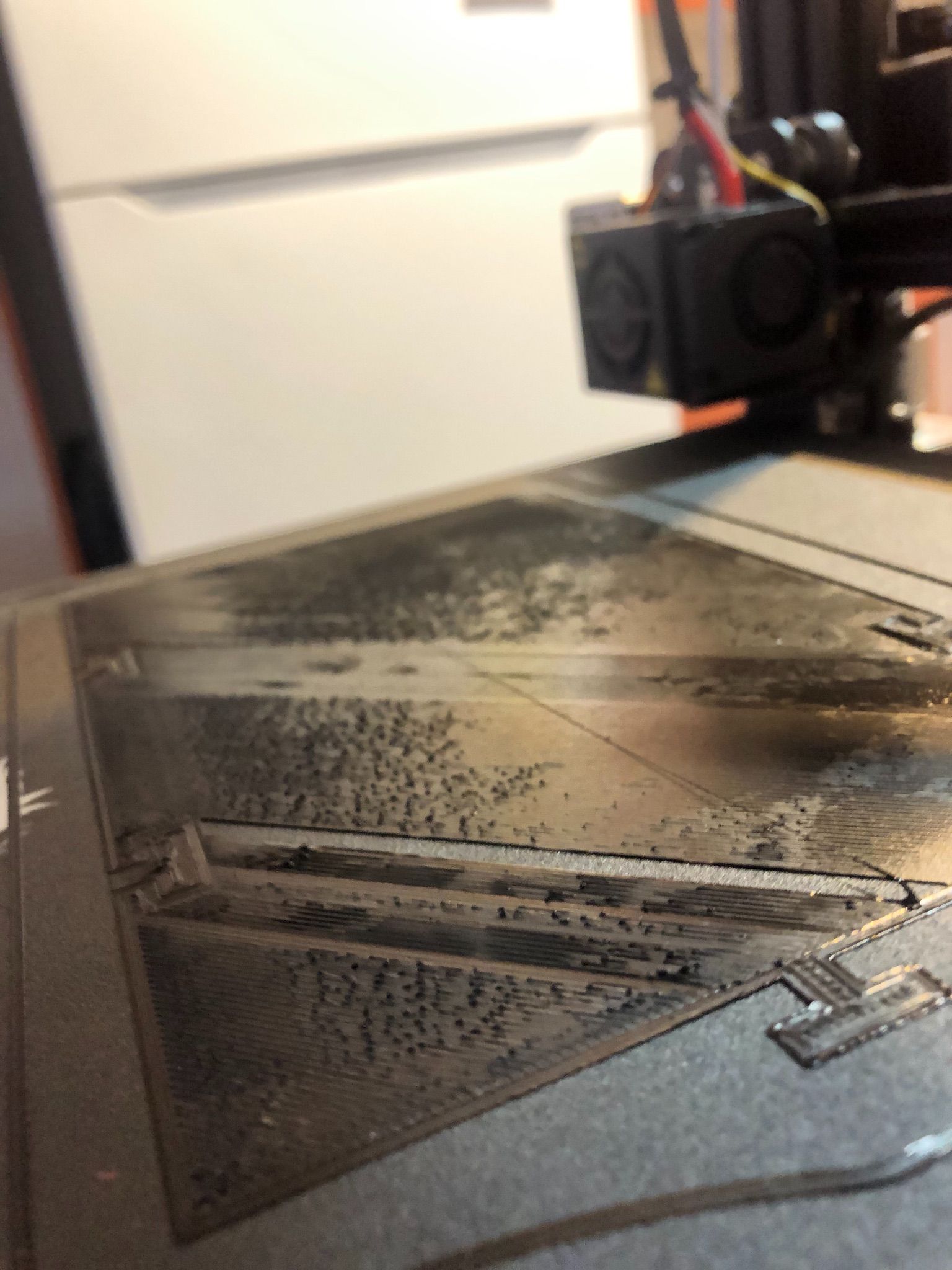
xAmmer a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour tous le monde ! je suis nouvelle sur le forum. Je commence l’impression, peut-etre 2-3 mois environs. je me suis procuré une ender 3 pro, puis jusqu’a maintenant je n’ai pas eu de problème majeur. Depuis hier soir, lorsque j’imprime la première couche, ce n’est pas lisse. (Voir photo en pièce jointe. J’ai arrêté l’impression car je n’étais pas satisfaite) J’ai essayer une plein de différente facon de regler ca, rien ne change.. j’ai changé la buse, vérifier le niveau du plateau, jouer avec la temperature de la buse, essayer la temperature du plateau aussi. Faut il savoir que j’imprime avec le meme filament depuis le début, meme configuration et ca a toujours bien fonctionné. J’ai recommandé la meme bobine puisque j’avais passer au travers de l’autre (meme compagnie, couleur, etc) Est-ce que quelqu’un sais ce qu’il se passe ? Ce que je devrais vérifier.. je suis a cours d’idée.. Merci d’avance !