
pa39
-
Compteur de contenus
190 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
Récompenses de pa39
")





-
J'ai checké un coup, j'ai 1 KΩ entre les 2 fils. Je vais lancer la commande, t'embête pas pour le kapton je pense pouvoir en piquer un peu au boulot Merci.
-
Tu veux dire entre le noir et le rouge ? En lançant la chauffe ? Il y a du scotch avec le module de chauffe ou je dois me procurer du kapton ?
-
Salut, Ça fait un moment dis donc , la smartcub fait toujours son job avec des impressions de temps en temps, sauf que hier, je ne sais pas pourquoi, lorsque je lance une impression le plateau ne chauffe pas . J'ai bien 24v a l'entrée de la machine, et donc 24v sur le bornier où il y a les fils du Peltier quand je lance la chauffe. Sauf que ça reste froid. C'est le Peltier qui serait HS ?
-
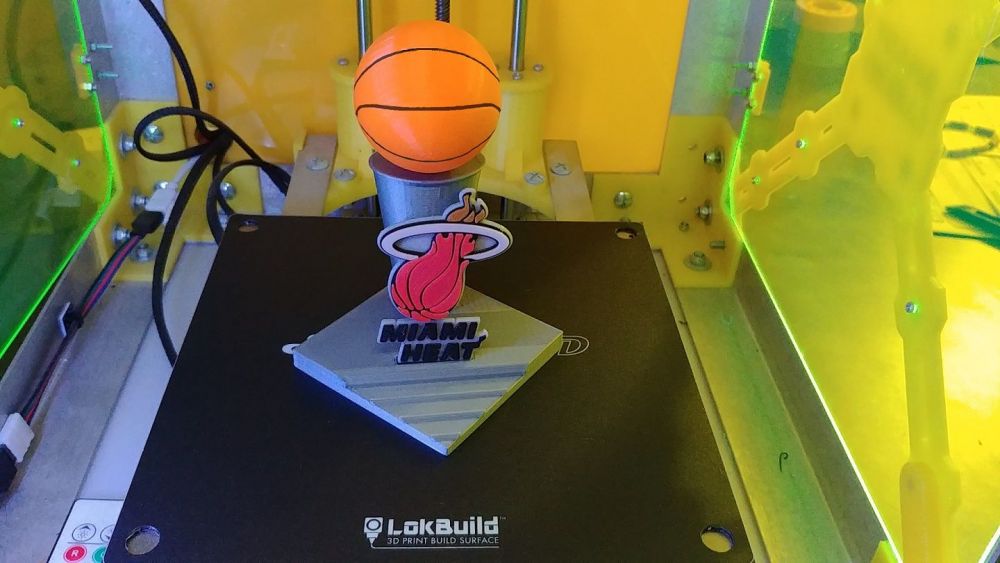
On dirait que les machines sont confinées aussi ici dis donc Moi j'en ai profité pour faire quelques demandes de collègues: - Modélisation (excepté le logo) et print d'un support pour téléphone pour un fan de basket: - Un support pour téléphone Naruto: - le serpent qui va avec: - Le Renard de Naruto (modifié pour servir de support): - Et une petite "piranha plant" de Super Mario: Le tout imprimé en PLA - 0.2mm.





-
Un support pour regarder le téléphone, PLA 0.2mm: Et pour ceux, comme moi, qui ont cassé leur spatule... : Oui je sais, la couleur... mais j'avais la flemme de changer de bobine



-
Aller, un petit champignon ! (PLA 0.2mm) Il servira de petite veilleuse


-
Filament PETG , besoins d'information avant achat ...
pa39 en réponse au topic de M_tek dans Consommables (filaments, résines...)
Je n'ai jamais utilisé d'abs, mais en tout cas j'utilise du PETG sans problème, en l'imprimant sur du bluetape et bed entre 40° et 50°. Il arrive qu'il y ait un peu de warping sur certaines pièces mais perso je m'en contente. Mon imprimante est fermée uniquement sur les cotés, je pense pas que ca fasse de différence avec une imprimante ouverte. Oui il faut réduire un peu la vitesse et réduire/stopper les ventilateurs. Pour le poncage je sais pas mais il est en tout cas plus "souple" que le PLA (moins cassant). Perso j'utilise du G-fil de chez Reprap France. A+ -
Merci pour vos réponses. Alors heureusement ce n'est qu'un échantillon commandé sur Grossite 3D il y a ~4 mois, pourtant je l'ai stocké dans un sachet zip fermé mais bon il a pas dû aimé le temps qui passe... Je l'ai chauffé vers 235° de mémoire, il sortait très bien (même trop...) Pour le lit celui de G3d est donné à 50°-80° donc limite mais bon, je vais passer bientôt au Lokbuild+ flex ça ne pourra qu'arranger les choses Par contre je change régulièrement entre PLA/PETG et je n'ai jamais utilisé ce fameux filament "nettoyage", vous êtes sûr c'est pas un peu "marketing" ce truc ? Et ca n'enlève pas le problème que quand j'appui sur "nouveau filament", ca chauffe automatiquement à 190°, donc je serai toujours embêté pour passer de mon filament "nettoyage" à "nylon".
-
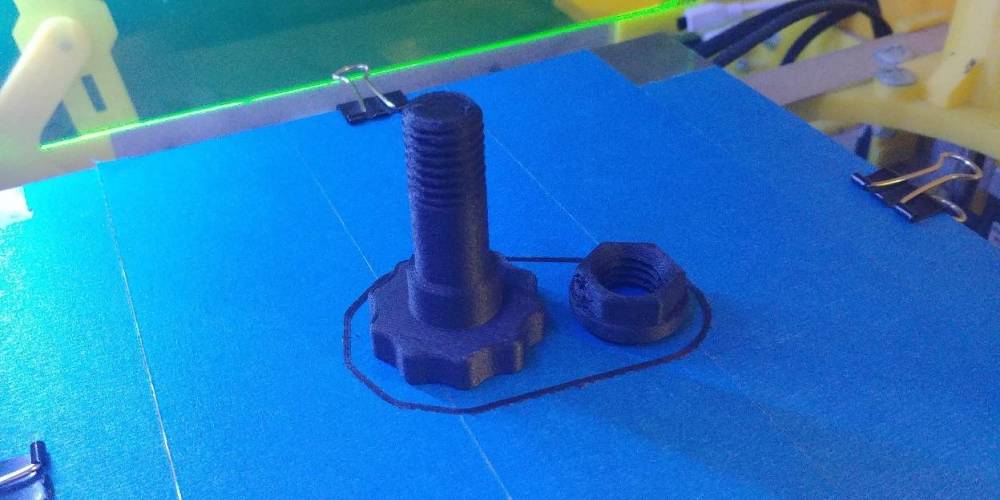
Salut, Ce week-end j'ai essayé d'imprimer du Nylon, mais sans succès. J'ai utilisé les paramètres PETG dans Prusaslicer (bien cool ce petit soft au passage, plus visuel que Repetier), mais le warping est important et les couches tiennent mal entre elles, ca se délamine très facilement: Aussi, ça n’arrête pas de "peter" dans la buse, comme s'il y avait plein de bulles. Pourtant avec du PETG Carbone ca passe bien: Bref un de vous a déjà imprimé ce genre de filament sur la smartcub3d ? vous avez des idées de paramètres plus "adaptés" ? Sinon j'ai peur que cela vienne du filament... D'ailleurs cela m'amène à une autre question: Vous faites comment pour passer d'un filament PLA à un filament type Nylon ? car si j'utilise l'option "nouveau filament" de la smartcub3d, la chauffe n'est pas assez importante et du coup ca n'arrive pas a extruder le nylon. Pour ca je suis obligé de passer en manuel par Repetier pour chauffer plus. Merci

-
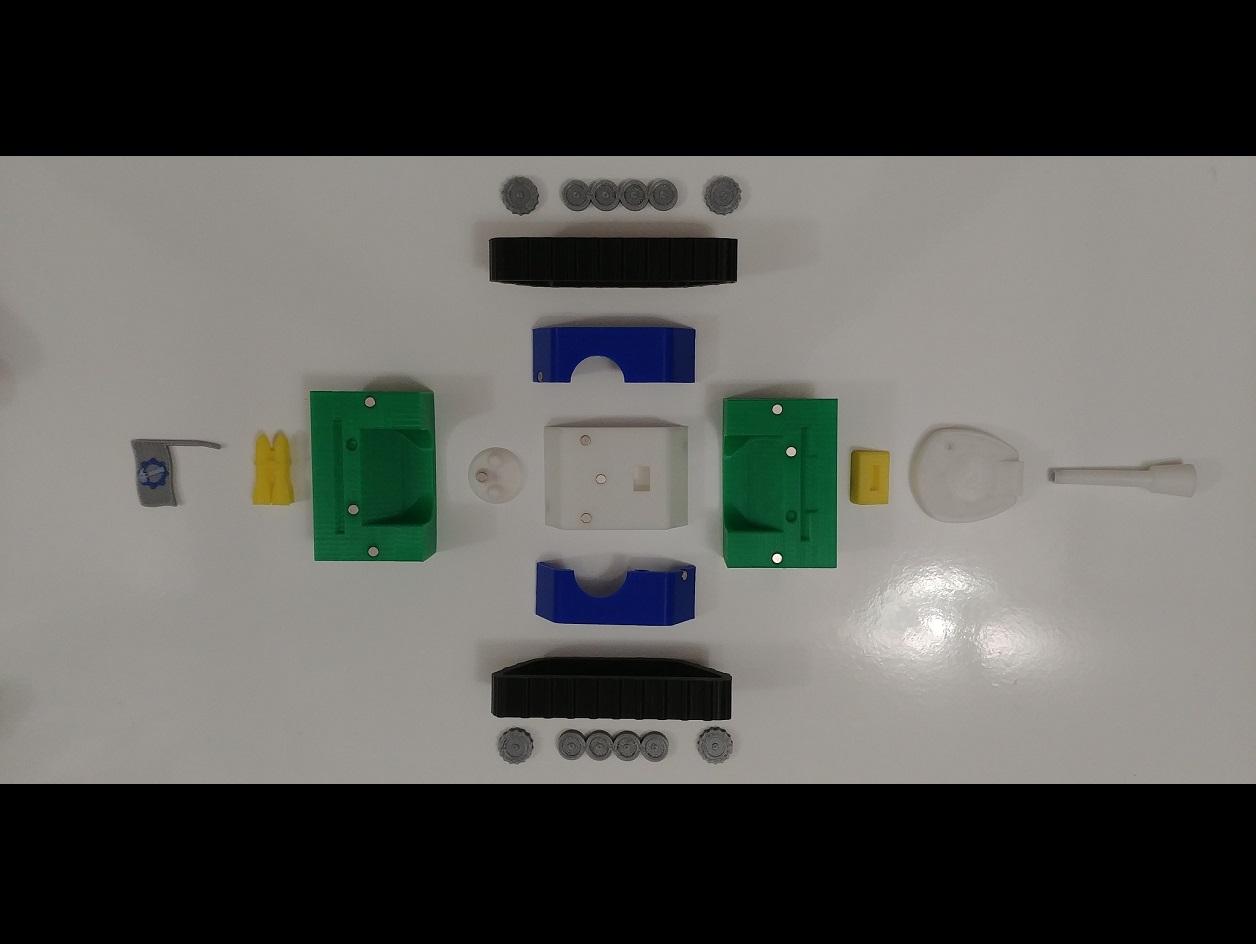
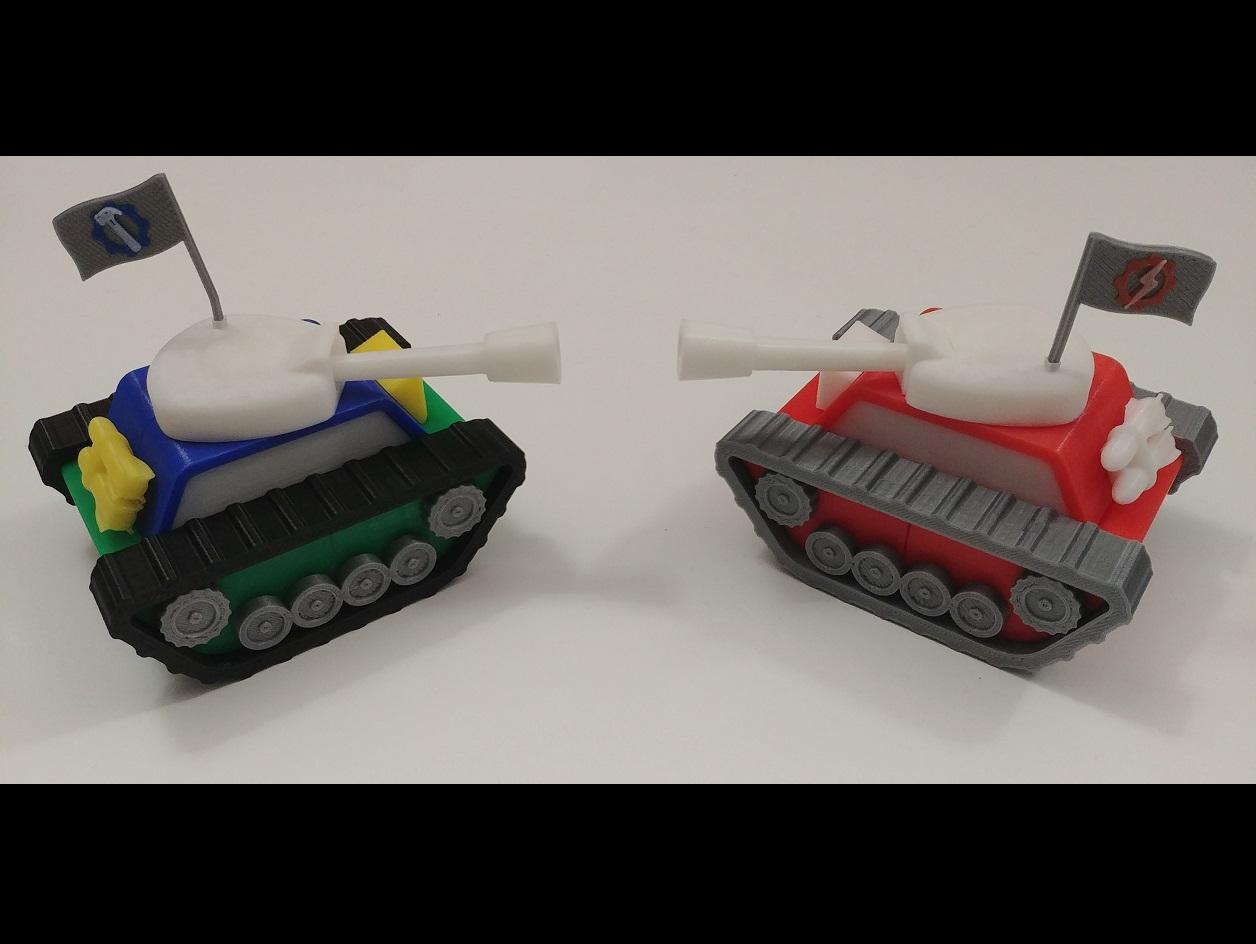
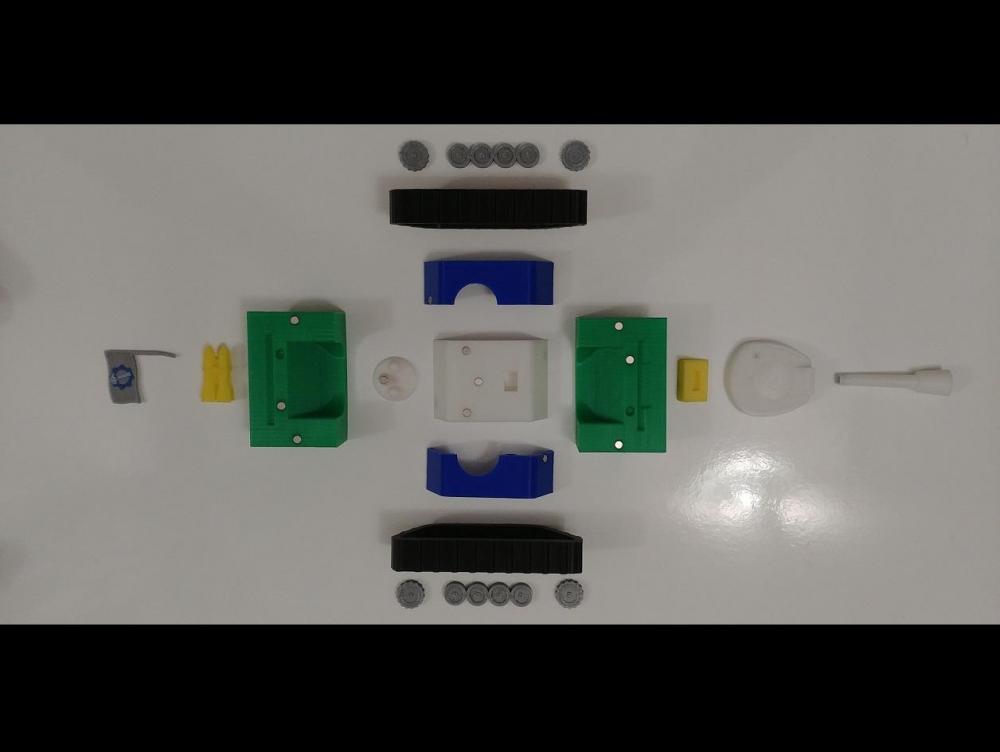
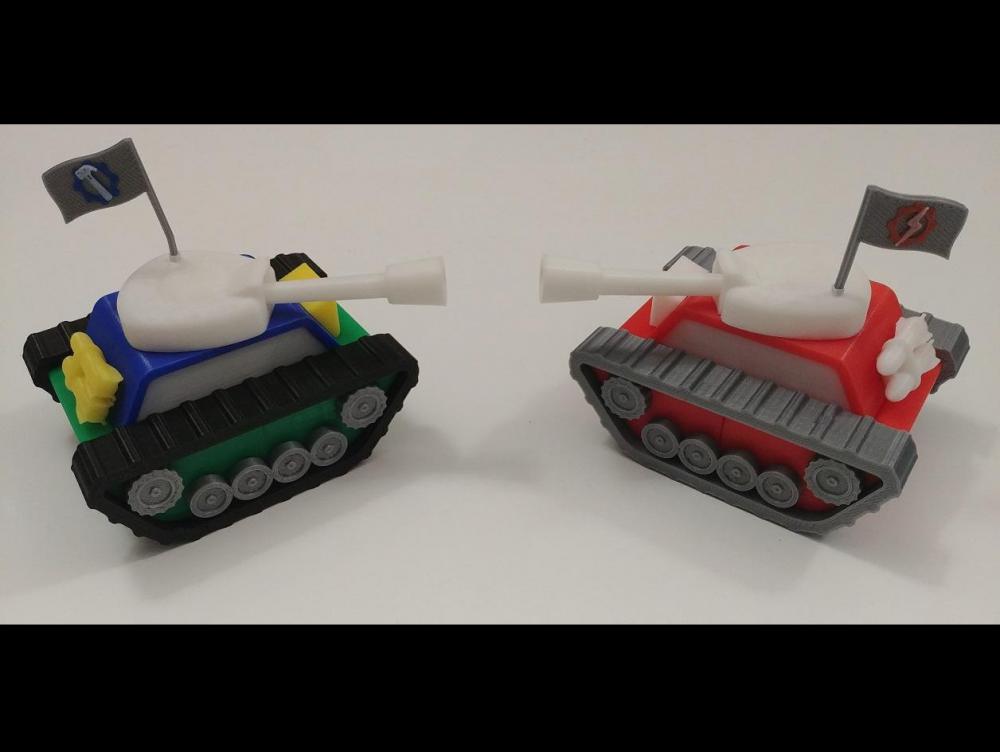
Un petit "puzzle tank" que je me suis amusé à modéliser. En 19 pièces à assembler grâce à des aimants 4x2: Printé en 0.2mm avec divers filaments Grossite3D. fichiers ici: https://www.thingiverse.com/thing:3918030

-
Ah ok je connaissais pas. Merci pour le lien
-
@klem1 tu as le STL de l'espèce de petit dinosaure bleu ? j'ai envi de le faire
-
Longer Orange 30, le SLA à petit prix !
pa39 en réponse au topic de LesImprimantes3D.fr dans Les news du blog
Je viens de tomber dessus, en effet, çà me parait pas cher ! Je suis presque prêt à me laisser tenter, même si j'y connaît rien en SLA Mais bon après, 120 x 68 x 170mm, ça reste un petit volume d'impression... Bref, à réfléchir -
Joli ! Super fin le lapin. C'est quoi les autres ? des pizzas ?