JMRIOU
-
Compteur de contenus
26 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par JMRIOU
-
bonjour, pour les connecteurs, ce sont des PHB 2.0MM c'est une imprimante 3D chinoise donc tu les trouveras en chine voici ceux que j'ai acheter : https://fr.aliexpress.com/item/4001079579038.html?spm=a2g0s.9042311.0.0.27426c37hsckjI
-
Damien 69, bonjour, une photo de l'impression serrai bien ! Imprime tu avec une JUPE ? LE décolement peut etre du a une impression trop chaude (température d'impression trop chaude, ventifation trop faible, impression trop rapide, ...) quelle version de cura utilise tu ? sans plus d'info je pourrai rien te dire de plus ! As tu comparé la différence des configuration des 2 logiciels ?
-
Intéressant cet Add-On #2 je me laisserai bien tenté Le prix me dérange pas 20€ c'est très raisonnable, cela a dû prendre du temps à développer Ce qui me freine c'est la qualité de l'impression Si elle est la même que celle des pièces de ma discoeasy (imprimer rapidement en 0.2mm), je vais attendre les fichiers stl Mais j'apprécie la sortie de cet Add-On #2 J'attends de voir la suite (plus rapidement j'espère)
-
Pour lire toutes les vidéo j'utilise (media playeur classic : MPC) inclu dans les codecs "Satsuki decoder" http://yatoshicom.free.fr/sfts/Satsuki.Decoder.Pack.5.3.3.exe tu peux aussi modifier la vitesse d'impression dans le Gcode généré en relevant le N° de la couche "layer" dans CbD recherche un peut et tu devrais trouver, je pense même que l'on doit trouver des logiciels en ligne pour modifier une partie du gcode
-
Je te mets la capture en live que j'ai fait du webinaire ! (en plien écran celle-ci) Webinaire Paramètres de Cura 2 6 Je sais pas si le lien sera actif longtemp, alors faite vite !! Cdt, JMRIOU
-
Bonsoir, Voici la vidéo du webinaire de l'equipe Makershop France, que j'ai suivi cette semaine Je pense que cela va en intéressé plus d'un
-
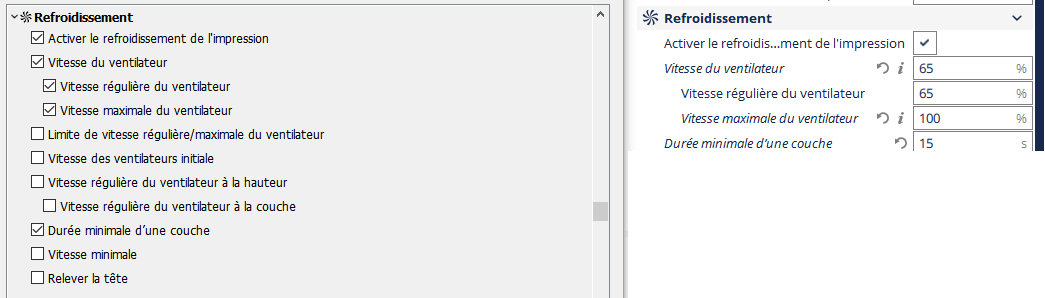
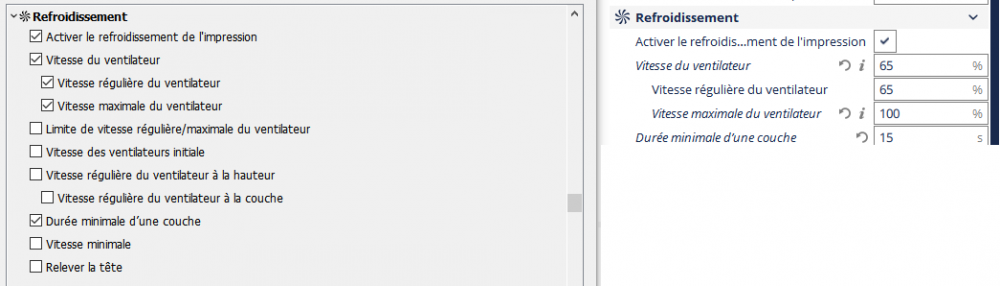
bonjour, d'après ce que j'ai compris dagoma a créer la tête V3 pour amélioré le refroidiement de la couche en cours d'impression, il ont revu la souflerie arrrière particuliérement la sortie au niveau de la buse. et il préconise d'augmenter la vitesse de ventilateuret le temps de la couche imprimmer Si j'ai bien compris ca doit donné cela dans cura donc en renseignant les vitesses réguliere et maximal ainsi que la durée minimale d'une couche Si la durée d'une couche est égal ou suppérieur à la durée minimale -> le ventilateur est a 65% Si inférieur le ventilateur est à 100% Pour les impression de petites piéces, il est conseiller de reduire la vitesse d'impression (PERSO pour une impression inferieur a 3mm² -> vitesse à 50% soit 30mm/s et une température plus basse) pour vous aidez a regle cura en fonction de vos probleme je vous conseil de lire le lien suivant: RepRap printDoctor Cdt JMRIOU
-
je viens de mettre a jour mon CbD maintemant on peut choisir entre la tête V2 ou v3 Cordialement, JMRIOU
-
Salut @LeBress regard ce lien http://www.dagomaniack.fr/2017/05/10/nouvelle-tete-v3-officielle-pour-la-discoeasy-200/ télécharge la derniere version de CBD OU demande a @Steam ce qu'il a fait ! Moi je ne vois pas le block tête de la V2, je dois avoir une vielle version ou c'est peut être un autre fichier xml !!
-
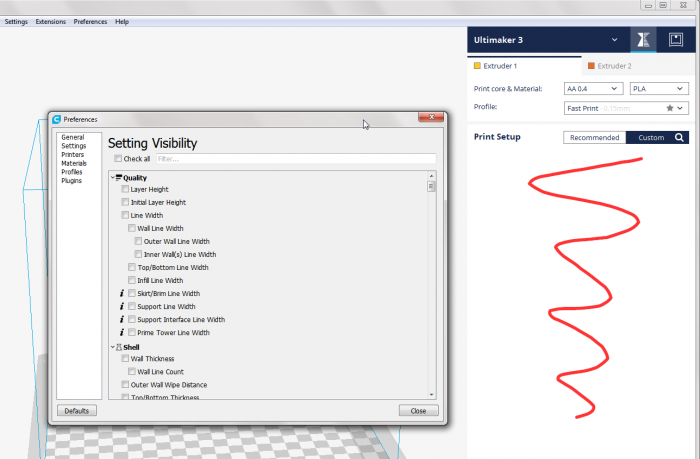
Bonjour perso je viens de passer a la 2.6 il doit y avoir un onglet parametre personnalisé cf: https://ultimaker.com/en/community/38963-cura-24-issues il y a une petite roue denté qui apparrait quand tu passe sur le titre de chaque rubrique QUALITY COQUE ..... Apres tu peut cocher les parametres que tu veux IL y a plein de vitesse et de valeur de temps a modifier ! Que Veux-tu modifier exactement ?
-
Bonjour, je suis heureux de savoir que ton probleme de End code est résolu pour le palpeut je te déconseil de le déactiver pas expérience vaut mieux l'utiliser pour corriger les defaut de planéité du plateau et de l'axe x pour la tete v3, je ne sais pas il y a un article https://www.lesimprimantes3d.fr/forum/topic/8583-la-nouvelle-t%C3%AAte-de-la-de200-par-dagoma/ maintenant en vu de ce que tu indique, cela ne change que la vitesse et le temps d'activation du ventilateur donc cela ne changera pas le fonctionnement de la téte cela améliore le refroidisement de la couche déposé et evitera de faire remonté la matiere depose après le passage de la buse cf: https://www.logre.eu/wiki/RepRap_printDoctor#D.C3.A9faut_n.C2.B021.2C_Votre_machine_fabrique_des_perles Je ne me suis pas encore occuper de la teleV3 car je suis en train de créer ma propre tete - que j'aimerai rendre interchangable sans tout décabler n'hesite pas a nous faire remonter tes observations sur cette nouvelle teteV3 ! Cordialement, JMRIOU
-
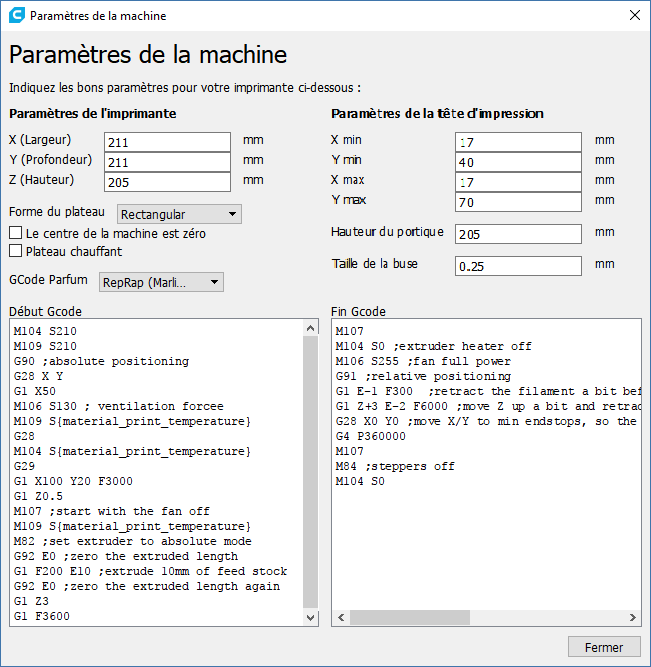
bonjour, moi pour configurer le cura2.5 j'ai dans un premier temps copier le endcode de cura by dagoma dans le encode de cura2.5 qui ce trouve dans le fichier "C:\Program Files (x86)\Cura-by-Dagoma-Easy200\resources\XML\xml_config.xml" de la ligne 350 a 362 (utilice notepad++ pour ouvrir ce fichier) voisi ma config imp dans cura 2.5 j'ai fait quelque modif revercible sur mon imprimante (la taille du plateau mets 205*205 et la buse mets 0.4 pour le reste j'ai repris les valeurs de la tête du fichier xml_config (17, 40, 17, 70) si tu ton problème est toujours présent, flash de nouveau ton imprimante (superpouvoir avec Dagom'App http://dist.dagoma.fr/)
-
Bonjour, STEAM, Voici mon end code trouvé dans ce forum je ne sais plus où !! M107 M104 S0 ;extruder heater off M106 S255 ;fan full power G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+3 E-2 F6000 ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way G4 P360000 M107 M84 ;steppers off M104 S0 essais et vois par toi même la différence Si tu veux que que les axes X et Y reviennent a leurs butées (tête/X à gauche et plateau/Y en bas) Je pense que le G91 ne le permet pas http://marlinfw.org/docs/gcode/G91.html recherche sur ce forum j'y ai lu quelque chose a ce sujet j'espere t'avoir aider
-
Je les attendais aussi moi les fichiers STEP a cause de jeu trop important autour des roulements linéaires (comblé par du scootch alu) Pas très OPEN SOURCE tous cela
-
Salut, en faite Si on a accès au start et end gcode dansle fichier "xml_config.xml" qui ce trouve dans le dossier d'instalation de CbD: C:\Program Files (x86)\Cura-by-Dagoma-Easy200\resources\XML Voir a partir de la ligne 320 cdt
-
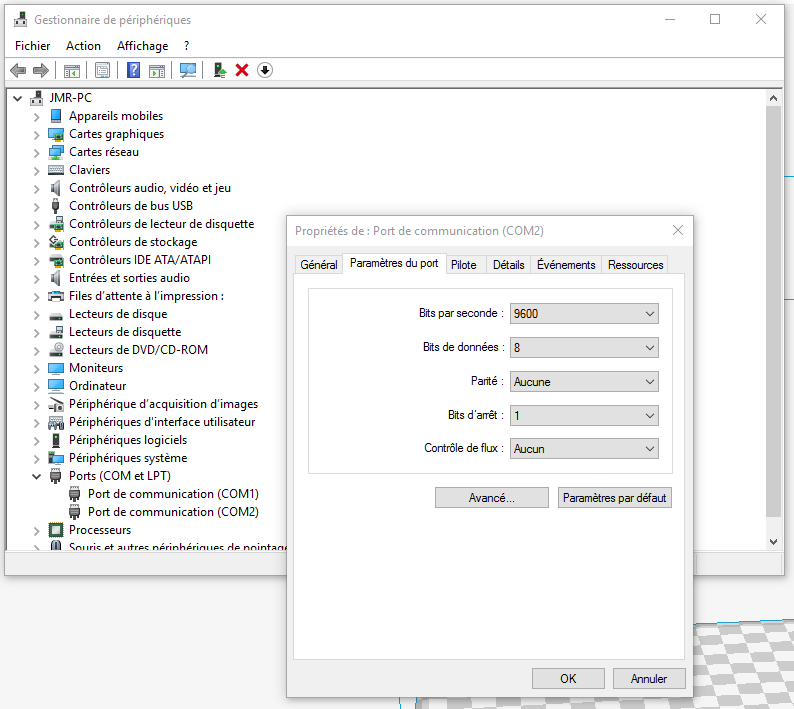
pour plus d'info voir http://www.makerbase.com.cn/en/product/detail.php/id-11.html dans la partie firmware voici la traduction Google du paragraphe 1: 1. Pilotes USB VCP - MKS Base utilise la nouvelle puce FT232 USB vers UART et elle a besoin des pilotes VCP (virtual com port) mis à jour Site du fabricant. Télécharger la version correcte pour votre système d'exploitation ou vous pouvez obtenir la version exécutable pour Windows (plus facile). Windows Vista / 7 peut essayer de faire une mise à jour pour localiser les pilotes appropriés mais il est recommandé d'installer les pilotes FTDI pour de meilleures performances. Les pilotes VCP installeront un port COM sur votre ordinateur pour la base MKS, vous pouvez vérifier quel numéro de port a été attribué en accédant à votre gestionnaire de périphérique et cliquez sur Ports (COM & LPT) chercher quelque chose qui dit «USB Serial Port (COM3 ) "Où COM3 est votre numéro de port assigné (peut varier d'un PC à un PC). N'oubliez pas ce numéro car vous l'utiliserez plus tard dans la configuration d'autres logiciels. enfin voici les dirvers fabriquant: (non-tester, je ne garantie rien) https://github.com/makerbase-mks/Driver
-
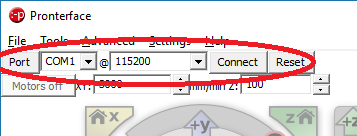
Bonjour, Piloter l'imprimante avec un ordinateur ne m'intéresse pas réellement Ce m'est pour moi qu'une source de plus de plantage pour l'impression qui peut durer des heures Né en moins, j'ai bien vu que cura n'interprète pas toujours fidèlement l'objet 3D et je n'ai pas de solution J'ai une piste à suivre pour que l'ordinateur pilote l'imprimante: Quand on branche un périphérique a un ordinateur via un port de communication (usb, serie(COM), paralelle(LPT), …), on doit "monter" la connexion du dit port afin que la partie logiciel (Cura) puisse sortir part ce port Il faut donc trouver le moyen de mettre en place cette connexion Lors de la connexion de l'imprimante avec dacoma'app pour le reglage de la première couche On voir qu'il ouvre le port COM3 (voir image 1) Le problème c'est que le port COM3 est un port série à 9 connecteur qu'il faut émuler en USB Il doit exister des petits soft pour établir un connexion COM3 via USB (a chercher) c'est ce qui manque a cura et qui est présent dans pronterface (voir image 2)
-
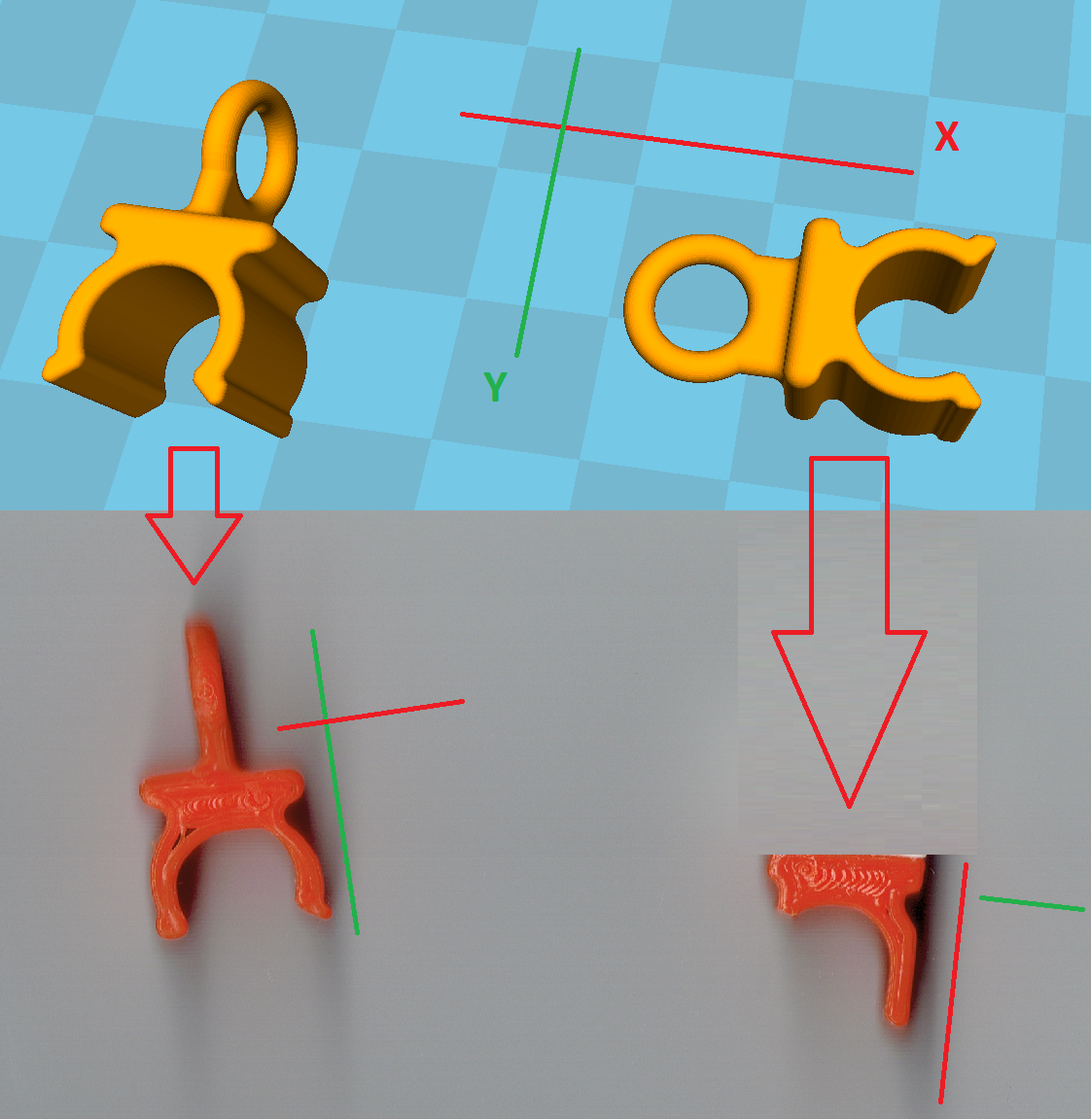
Bonsoir, Effectivement le changement de 6.5mm à 2mm pour la distance de rétractation à régler le problème des courbes aplaties MERCI patoche45 Pour les petits objets avec des parois de 2mm voir moins, il faut une vitesse d'impression à 50% (voir moins si les parois sont plus fines) pour un bon résultat Dans CURA 2.3 ce réglage est facile mais dans CBD200 faut trouver comment faire ? je sais que c'est le fichier xml_config.xml dans C:\Program Files (x86)\Cura-by-Dagoma-Easy200\resources\XML qui faut modifier ! Exemple de rajout (ligne 72) <Remplissage name="Renforce + (50%)"> <fill_density>50</fill_density> </Remplissage> <Remplissage name="Renforce ++ (75%)"> <fill_density>75</fill_density> </Remplissage> <Remplissage name="Full (100%)"> <fill_density>100</fill_density> </Remplissage> Mais tous ne fonctionne pas comme, pour le Gstart mes modifs ne sont pas prissent en compte (sens doute fausses) Attention faire une copie du xml_config.xml avant de le modifier !! Autres question bête que je me pose : vitesse 100% c'est combien en mm ? 100mm je suppose !
-
Je suis a 100% en flux et vitesse !! imp fine, 205°C
-
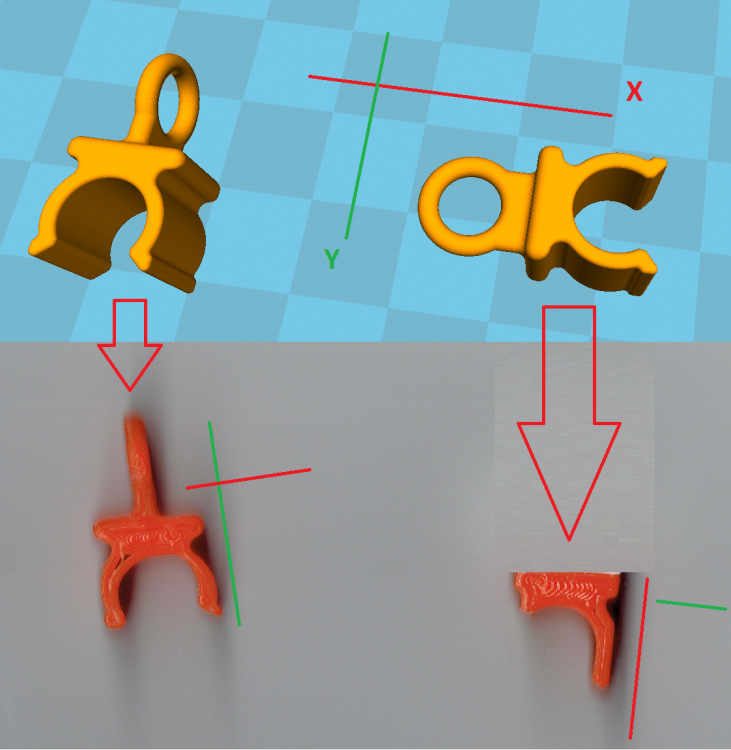
Bonjour ce son des petites pièces imprimé avec une jupe Ce sont des petits clip avec anneau pour le tuyau PTFE de l'imprimante Diamtre interne 8mm Je vous joint les fichiers pour ce que veullent tester !! le 3eme fichier est sans l'anneau mais avec un trou pour vis M3 Clip 8mm H.STL Clip 8mm V.STL Clip 8.1mm Simple + trou M3.STL
-
Merci pour toutes ces explications J'ai réussi à faire fonctionner CURA 2.3 en recopiant le start et end G-code généré par "Cura-by-Dagoma-Easy200" Malheureusement pour moi le passage de "Cura-by-Dagoma-Easy200" vers CURA 2.3 n'a pas résolu mon problème d'impression des courbes aplaties (non-circulaire) Je pense que c'est un problème de firmware de Dagoma, vu que la simulation du G-code est correcte. Je vais tester sur une plus grande pièce. Dernier question est-ce que vous avez réussi à imprimer des cercles ou des arcs de cercles parfait ?
-
Bonjour à tous, Tous d'abord MERCI, vos précédents échanges sont très intéressants ! Je suis novice, j'ai une Discoeasy 200 depuis peu, j'en suis plutôt satisfait pour le moment même si j'ai eu quelque problèmes. J'utilise "Cura-by-Dagoma-Easy200" mais j'aimerai passer à CURA 2.3 sans cassé ma Discoeasy J'utilise l'option palpeur dans "Cura-by-Dagoma-Easy200" et je ne vois pas l'option dans cura 2.3.0 en FR ! Comment activer l'option palpeur dans CURA 2.3 ? J'ai vu dans le G-codes généré par "Cura-by-Dagoma-Easy200" 2 ligne de commentaires: ;Activation palpeur ;bloc palpeur Mais je ne comprends pas où est le code utile pour le palpeur ? Et enfin Faut-il utiliser le palpeur ? Est-ce que vous vous utilisez le palpeur ? MERCI d'avance JMRIOU
-
Va voir sur ce lien : IL me semble que c'est un roulement 623 ZZ : Diametre 3mm interieur 10 Exterieur => http://www.1001roulements.com/roulement-a-billes-623-zz-2-deflecteurs-anti-poussieres.html
-
Bonjour, J'ai testé le FILAFLEX de RECREUS J'ai réussi a imprimé à 260°C, vitesse 100, flux augmenté à 150 via l'ecran en option Sans aucune motif structurel de l'extruder J'ai juste réaligné la roue denté, elle a une (deux) rainure, j'en ai aligné une avec la trajectoire du filament par rapport au trou d'entrée (je ne sais pas si cela peu joué sur le problème) Je testerai à l'occasion l'extrudeur modifié quand j'aurai trouvé comment mettre en pause de l'impression Bien à vous
-
DiscoEasy - Machine inconfigurable depuis installation de l'écran
JMRIOU en réponse au topic de Cashandrick dans Dagoma
Bonjour à tous Je n'ai pas eu le temps de lire les 9 pages précédentes, j'espère ne pas faire doublon ! Mais je tenais à répondre au problème initial de ce poste J'ai une discoeazy200 avec écran J'ai eu le problème de la conservation de l'offset Z en mémoire (OUI problème résolut pour moi) J'ai eu Grégory de DAGOMA via le SAV en ligne. Solution proposé : Utiliser Dagom'App pour faire le premier réglage de L'offset Z Suivre la procédure et valider le réglage Puis utiliser "Cura by Dagoma easy 200" avec l'option palpeur Je regrette juste le fais qu'il faut chromium ou chrome pour lancer Dagom'App Voilà, j'espère avoir été utile +A