Curlybis
-
Compteur de contenus
414 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
2
Visiteurs récents du profil





Récompenses de Curlybis
")





-

Elegoo Saturn 2 problèmes de warping
Curlybis en réponse au topic de MrFreeman935 dans Les imprimantes 3D SLA
Au lieu de chercher la petite bête dans les réglages, il faut commencer par le plus simple. Mettre bien plus de supports au démarrage de ta pièce mais aussi sur toute sa hauteur afin de bien la stabiliser pendant l'impression. -
Très intéressant merci! J'hésite toujours à me faire la modification du Z à 500 ou 600mm. Le projet a clairement été abandonné par Elegoo et c'est bien dégueulasse car c'était une promesse initiale et c'était la raison pour laquelle j'ai revendu ma Phenom pour la Jupiter. Dans la théorie, j'ai tout pour le faire. La tige fileté et les rails linéaires sont faciles à trouver. Je travaille sur une découpeuse laser qui peut couper de la tôle jusqu'à 15mm d'épaisseur donc je peux me refaire les carénages sans problème. Ma seule difficulté, c'est pour les montants verticaux aux 4 angles et celui qui maintient la tige fileté et les rails linéaires. Ils sont très spécifiques et malgré des heures et des heures de recherche, je ne les ai pas trouvé. Il y aurait toujours la solution de tout revoir, d'en reprendre des standards et d'adapter mais l'axe Z va être compliqué à réaliser... J'ai surtout peur que je m'y mette puis qu'Elegoo nous sorte la Jupiter 2 avec ce fameux Z à 500mm ...
-
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
A part faire une plaque qui passe sous tout l'ensemble en étant prise par 4 des vis, je ne vois pas trop quoi faire comme solution. Je vais peut-être re-démonter la machine pour prendre les cotes et faire couper la pièce au boulot ( je bosse sur un laser de 4500W qui peut couper de la tole de 12mm alors une plaque en 3 ou 4mm devrait faire l'affaire). Sinon, je vais peut-être essayer de caler un morceau d'alu en dessous pour voir, mais, compliquer de prendre la mesure pour avoir la bonne cote. -
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
J'ai réenvoyé un message à Elegoo en leur disant que le serrage n'avait rien changé. Il m'ont répondu en me recommandant de ... serrer les vis ... Bref, j'ai laissé tomber. Par contre, a part ce problème, les résultats de cette machine sont quand même vraiment dingues!




-
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
Première impression en cours depuis le resserrage des vis, pas de changement! Ca penche toujours. -
installation d'un rangement magnétique sur ma Jupiter pour gagner un peu de place et de confort sur le plan de travail.

-
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
J'ai démonté la bête ce soir. Les vis noires n'étaient pas particulièrement dé serrées mais j'ai quand même pu leur redonner 1/4 de tour à chacune. On verra ce weekend si j'ai le temps de lancer une impression pour tester la différence.
-
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
Comment aurai-je pu interpréter autrement ce ton et surtout ces émoticônes ? J'admets avoir eu la gâchette facile hier soir car c'était pas le jour mais quand même. Insister justement en jouant sur les mots alors que je dis bien qu'il y a une différence puis me sortir ces emotes, non, c'est pas passé. -
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
On évite de prendre les gens pour des cons ou de se moquer d'eux quand on veut qu'ils restent humbles ensuite. Je suis resté mesuré. C'est gentil pour la proposition mais, un simple lien pour me les procurer me suffira! Merci! -
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
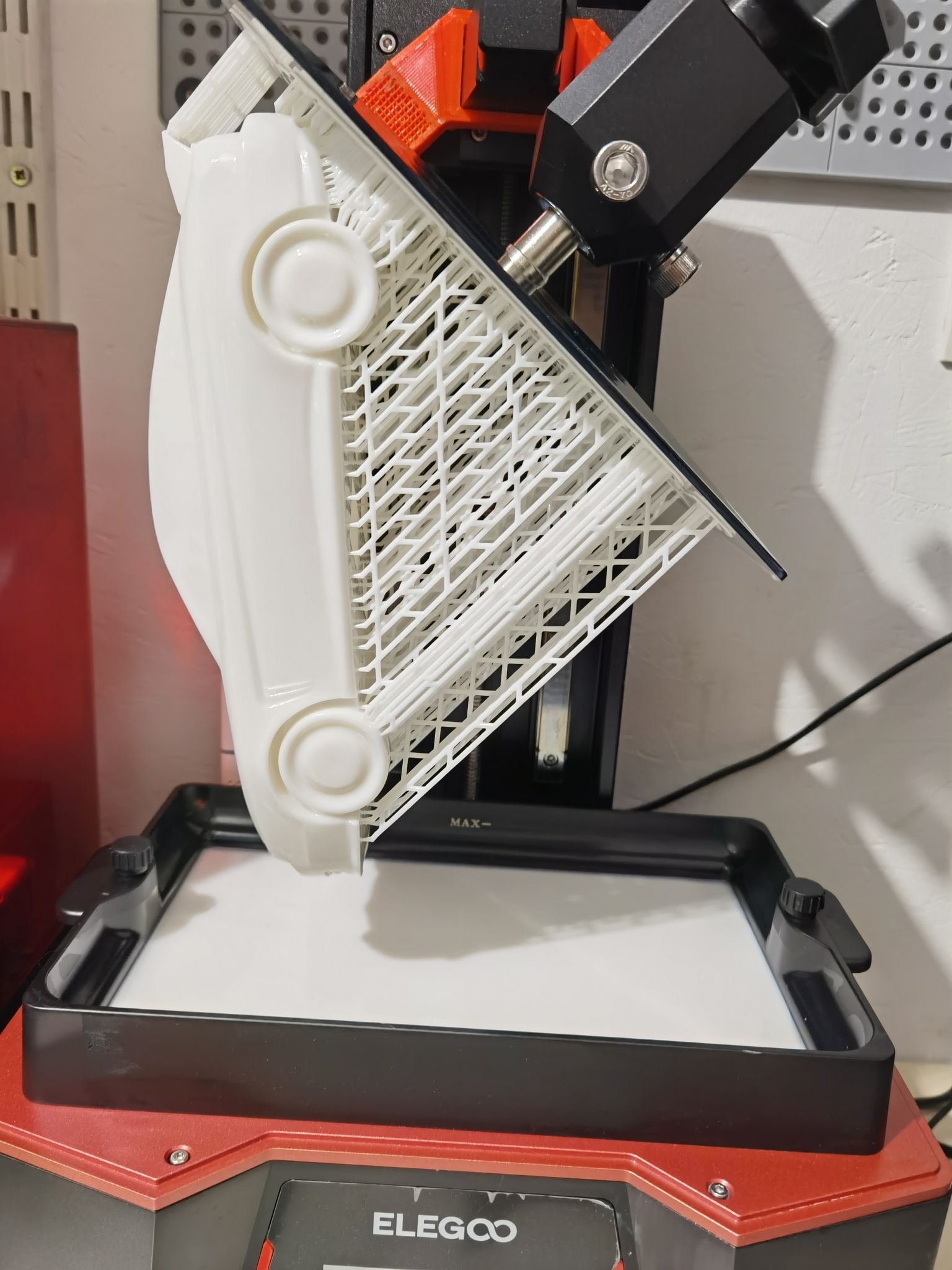
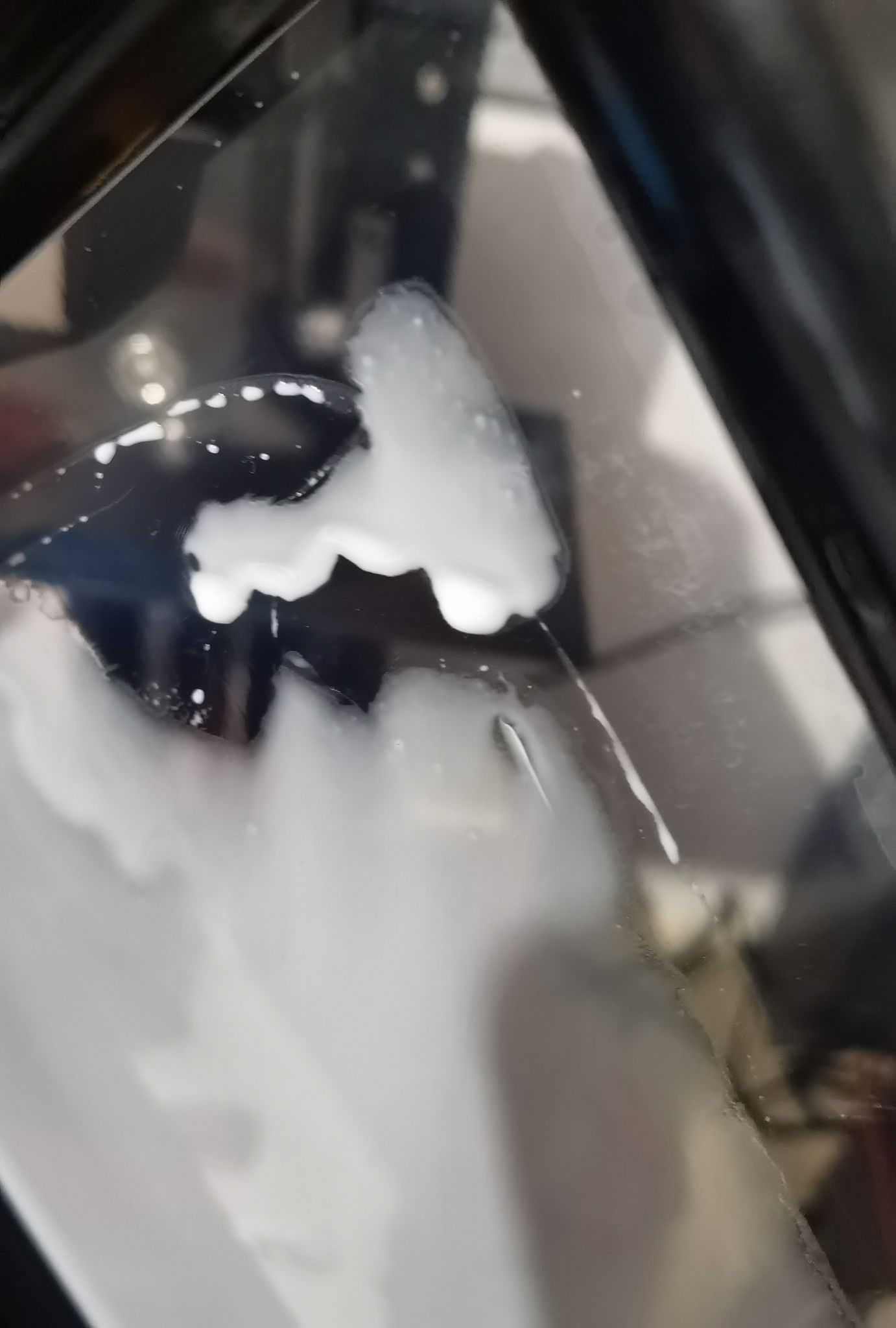
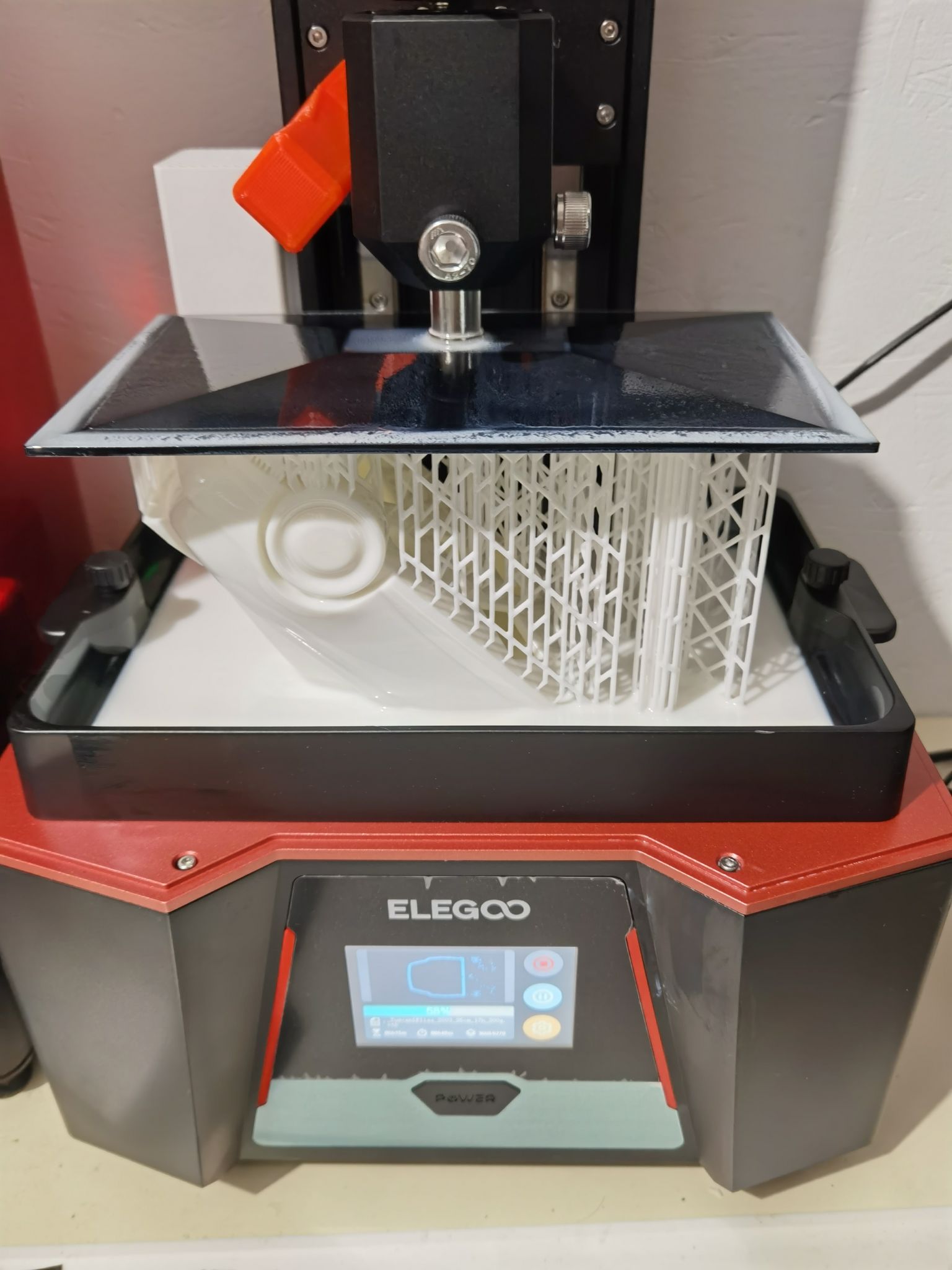
Absolument pas et ce n'est pas jouer sur les mots. Le phénomène est bien différent et trop de gens n'en font justement pas la différence. La succion, c'est une dépression qui se forme à l'intérieur d'une pièce creuse, ce qui fait que la résine est aspirée de l'extérieur vers l’intérieur de celle-ci, d'où l'utilisation du terme succion et la conséquence est du "blooming" (résine gluante sur les bord de pièces) voir déformation de la pièce. Ici, c'est juste collé! Pas d'aspiration de quoi que ce soit. Pas de terme connu non plus puisque c'est simplement le fonctionnement normal de l'impression. La résine polymérise entre le plateau (ou la pièce) et le fep, colle au tout et comme le FEP a un plus faible coefficient d'adhérence, c'est lui qui lâche et la résine s'en décroche. Et comme j'en ai justement marre de lire cette connerie à tout bout de champs, je me permets de rectifier, pour que ça rentre un peu et qu'on finisse bien par tous parler de la même chose. Sur facebook, je laisse tomber parce que c'est peine perdue, mais ici, on est moins nombreux et certainement plus instruits alors profitons pour aller dans ce sens. Suite des aventures: L'impression s'est bien terminée et globalement très bien passée. Vraiment sur le cul du résultat. C'est simple, on ne voit pas les couches ou très peu sur l'avant et l'arrière. Je ne sais pas si la résine y est pour quelque chose. Résine Sunlu. Alors, elle me dérange parce que, même après UV, la pièce reste un peu collante. Elle ne parait pas sèche comme avec la Anycubic. Je vais attendre quelque jours avant de peindre. Mais à coté de ça, j'ai jamais vu une impression aussi lisse. On dirait un savon! Du coup, j'ai repéré très vite un défaut et j'ai tout de suite compris d'où il venait: La cicatrice au dessus du phare, c'est à cause d'une déformation du FEP, aucun doute! Certainement en raison de ma boulette à faire tomber le plateau dans le bac... Alors, on vide le bac. Sans surprise: Je suis vraiment chanceux qu'il n'ait pas percé car on n'en est pas loin! Du coup, pas de prise de risque, changement de FEP et ... Mais ?!?! On n'a pas de FEP de rechange fournis avec ???? Bon, alors, système D en attendant d'en commander et je vais éviter d'imprimer dans cette zone. Les bulles en dessous, c'est le film de protection d'origine de l'écran que je n'ai pas enlevé. Je n'ai pas constaté de gène occasionné. Au fait, je n'ai mis que de la résine blanche dans mon bac. Voyez la gueule du sopalin après nettoyage du bac et du plateau ... La peinture noire qui se barre ...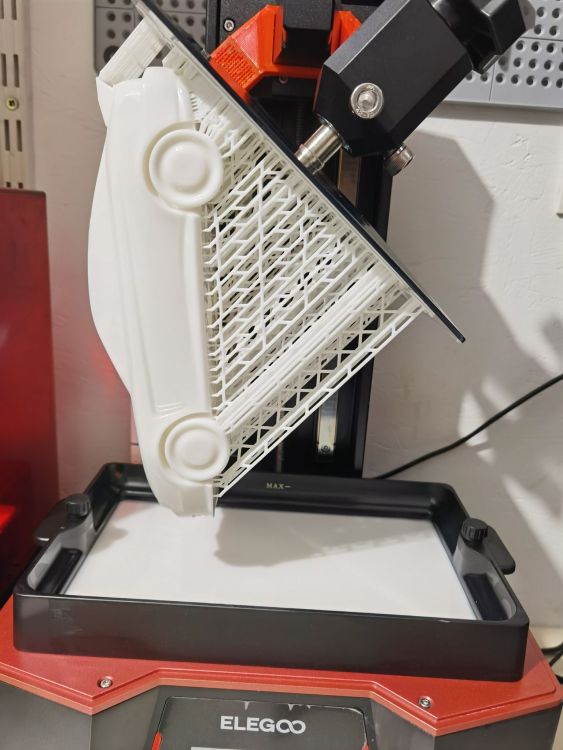





-
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
Ce ne sont pas mes photos, je n'ai pas démonté toute la bécane pour checker, j'ai un peu la flemme d'autant que je ne suis pas seul à rencontrer ce problème. Il est général et c'est un membre d'un groupe facebook qui a aussi rencontré ce problème et posté ces photos. De toute façon, à la main, en appuyant sur le plateau, on peut faire bouger l'ensemble. On voit bien que ce n'est pas un jeu, c'est tout le chassis qui est mou et qui se tord. Heu ... Rien à voir puisque ça le fait tout le temps sur les premiers cm d'impression. Et à vide, tu ne peux pas rencontrer le phénomène puisque c'est quand le plateau, la résine et le FEP sont collés ensembles et que le plateau remonte en tirant le tout vers le haut qu'on rencontre le phénomène. ( @@pascal@91ce n'est pas de la succion, c'est juste les premières couches collées. La succion, c'est quand tu as une pièce qui forme une poche sans trou pour laisser l'air circuler) Sinon, mets ton plateau en bas et appuis dessus avec ta main et tu verras. -
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
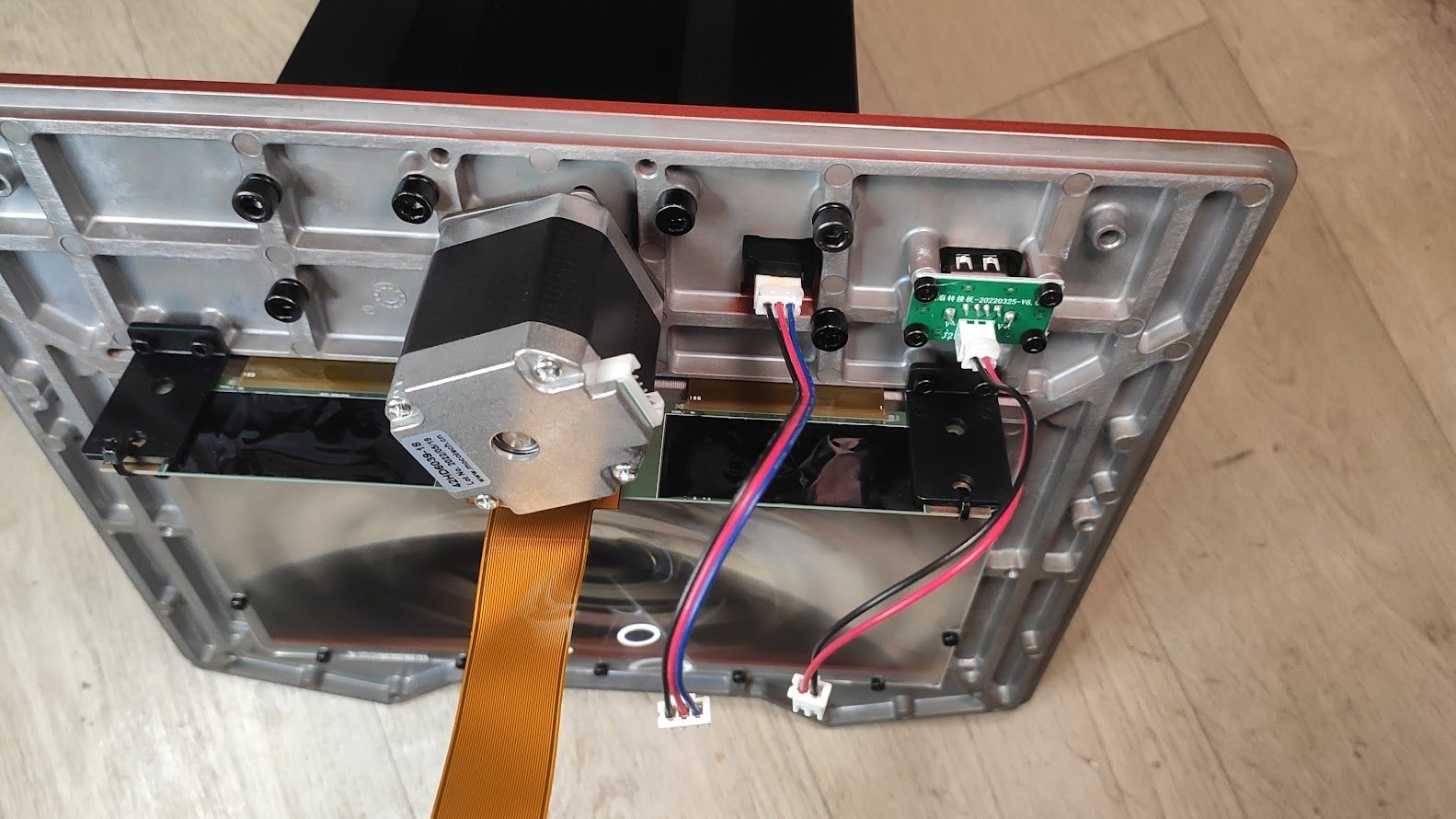
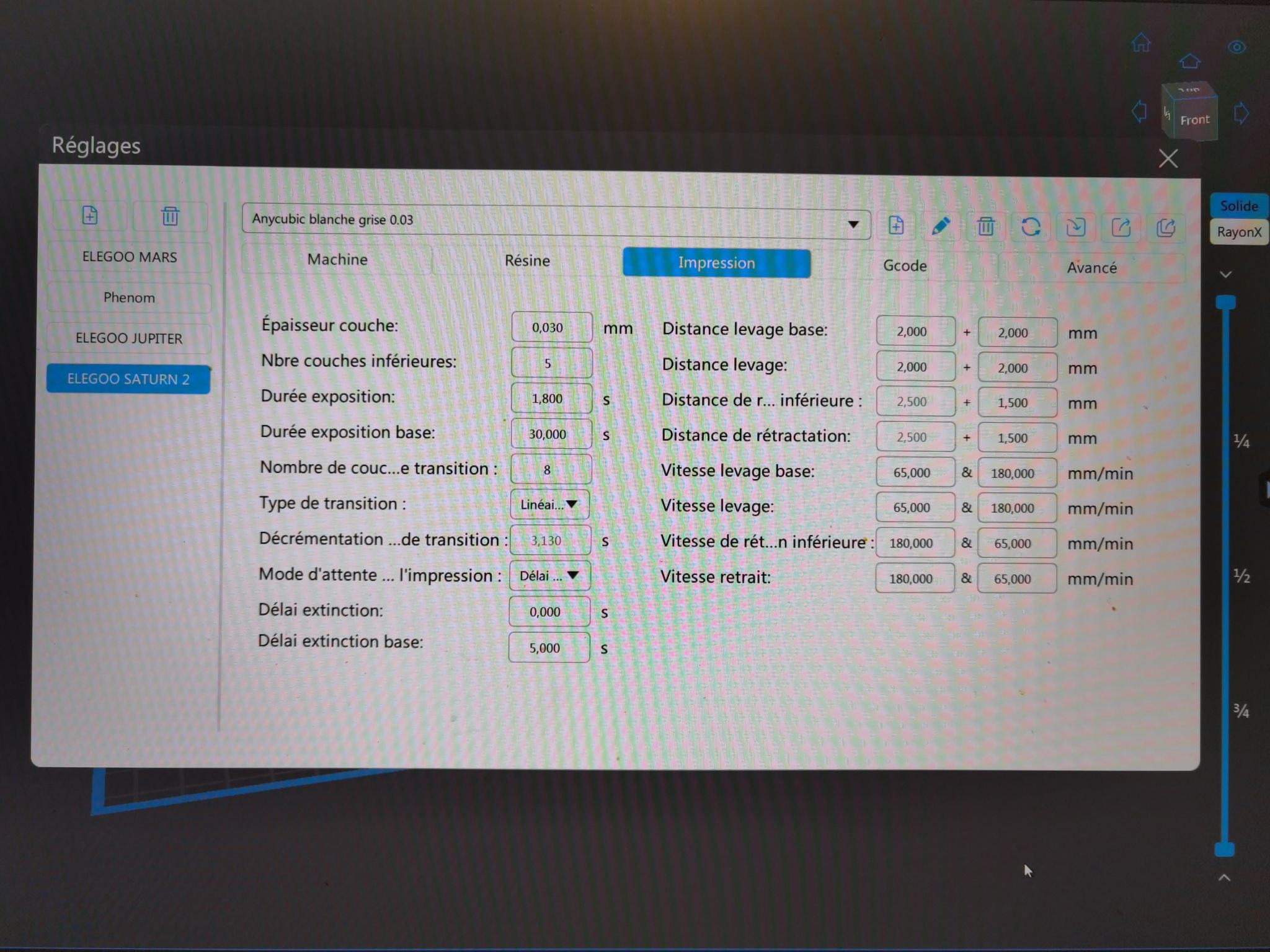
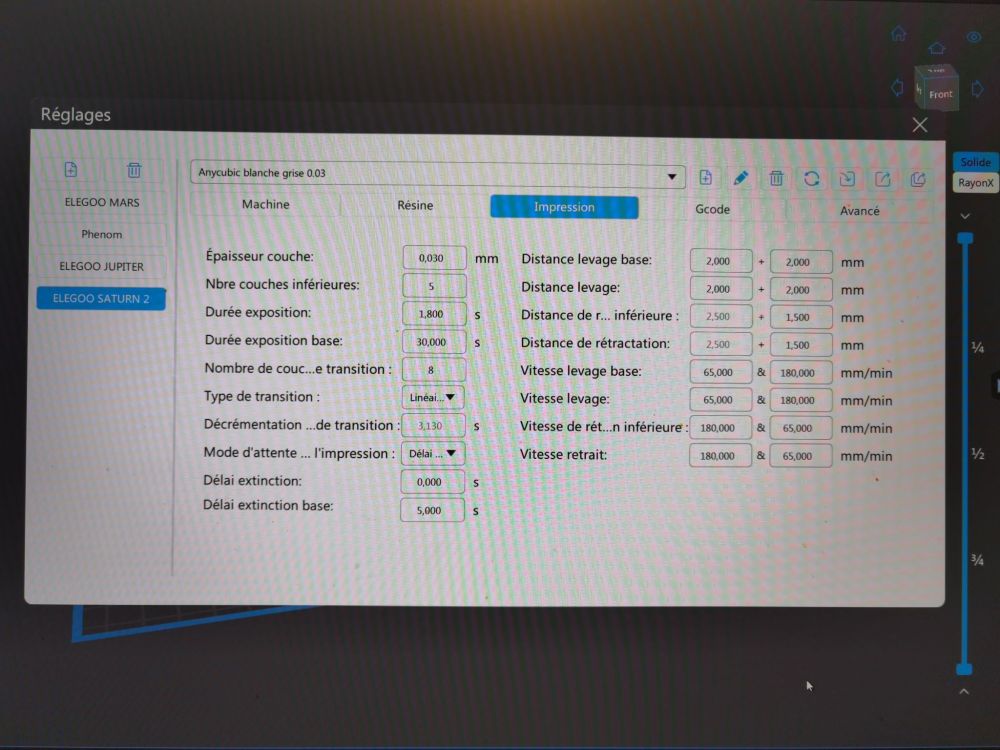
Oui, effectivement, 1.8 secondes pour des couches de 30µm. Les 4mm de montée, c'est couillu, mais ca passe ! L'axe Z est monté sur le châssis qui est pourtant bien en alu comme on le voit sur cette photo. Mais, l'ensemble n'est pas assez rigide. Il aurait fallut un renfort en dessous ...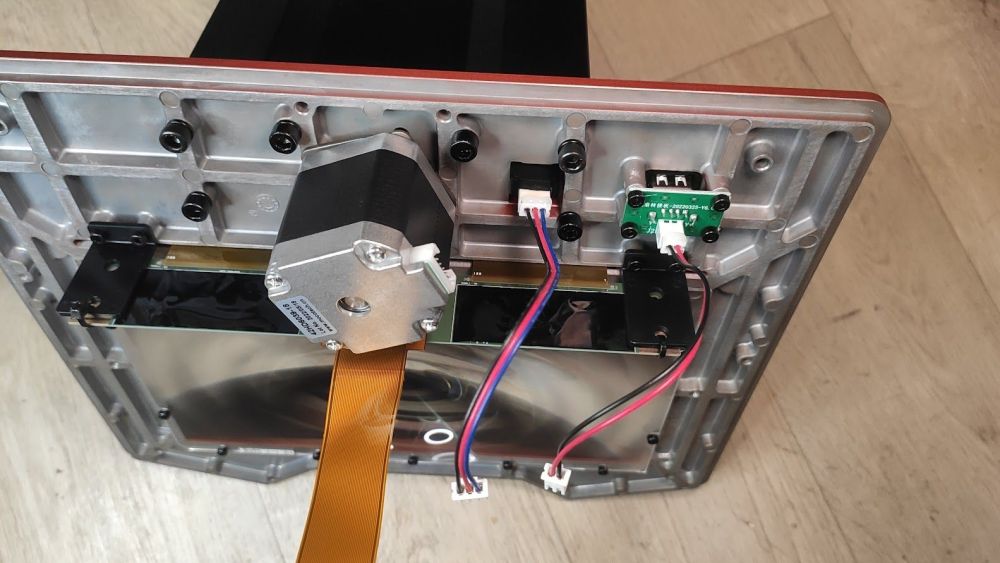
-
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
Première vraie impression en cours. Quand je dis que ça bouge ! Mais pour l'instant tout ce passe bien. Mes paramètres sont un peu couillus pour essayer d'aller plus vite. Seulement 4mm de remonté du plateau, mais ça marche.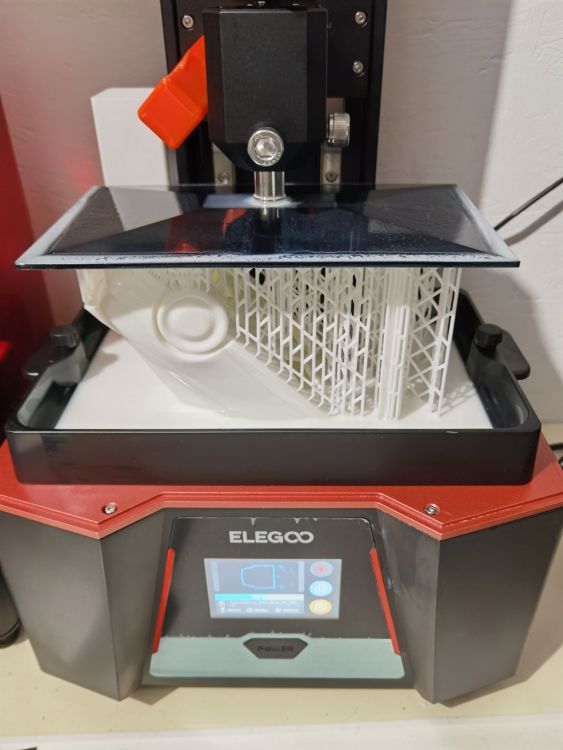
-
[Elegoo Mars 3] Probleme sur mes bases
Curlybis en réponse au topic de Spikehead dans Les imprimantes 3D SLA
Ce problème s'appelle du "blooming". Il est effectivement dû au phénomène de succion car ta pièce forme une poche puisqu'il n'y a pas de trou pour la circulation de l'air et de la résine. Le phénomène s'explique par le fait que, comme une poche se forme dans ta pièce, lorsque ton plateau monte, ça crée une dépression et celle-ci agit comme une seringue et "aspire" la résine depuis les cotés. Lorsque le plateau redescend et que la polymérisation commence, le soucis, c'est que la résine est toujours en mouvement, d'où cet aspect très, "gras", mal polymérisé et qu'on peut enlever en frottant. 3 solutions pour éviter le problème. Faire des trous MAIS, avoir surtout un premier trou au plus proche du commencement de la poche! Lorsque ce n'est pas possible, deux autres solutions mais qui rallongent le temps d'impression. Ajouter un temps de pause (light off) entre chaque couche pour que la résine ait le temps de se stabiliser mais, attention car selon la taille de la poche, c'est le FEP qui va prendre cher et la pièce risque aussi de se déformer. Solution plus safe, augmenter la hauteur de levé de plateau pour que la pièce ressorte à chaque fois au dessus du niveau de résine dans le bac. J'utilise cette solution pour mes pièces transparentes que je ne peux pas percer par exemple. -
Elegoo Saturn 2, la découverte avant le test !
Curlybis en réponse au topic de Motard Geek dans Elegoo
Ce matin, j'ai frôlé la catastrophe. En voulant mettre mon plateau sur le bras pour égoutter fraîchement imprimé pendant la nuit, la vis/poignée m'est resté dans les mains et le plateau s'est fracassé dans le bac. Heureusement, les pièces de test (pas les tours) ont amorti le choc et je m'en sors bien. Par contre, de la résine a éclaboussée un peu partout évidemment. Et là ... En nettoyant, mauvaise surprise. La peinture noire de la carcasse de la machine se barre avec l'alcool!!! Inadmissible...