Kachidoki
-
Compteur de contenus
4 544 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
91
Tout ce qui a été posté par Kachidoki
-
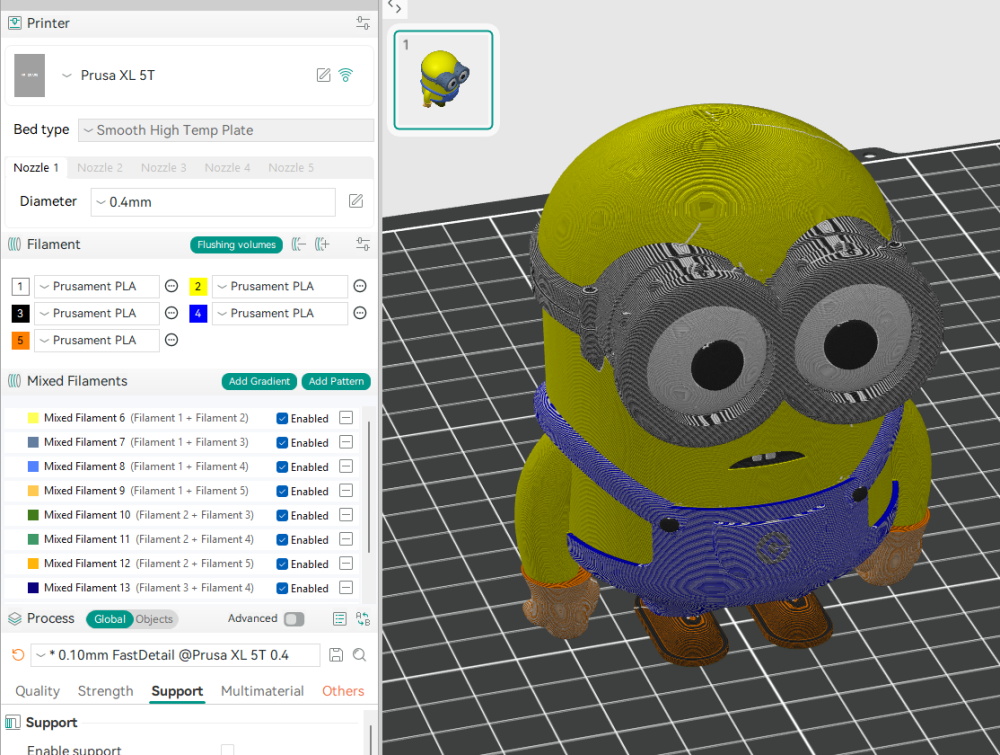
La hauteur de couche permet d'augmenter la "résolution" du mélange. C'est comme pour les pixels sur une TV, si on regarde de (très) près, il n'y a que du rouge, vert, bleue plus ou moins éclairés. Mais de loin on voit une palette énorme de couleurs. La hauteur de couche permet aussi de pallier à un problème inhérent à cette techno, comme ce sont des tranches de couleur, on remarque très vite l'escalier, comme sur les lunettes de mon minion. Une pièce qui termine en surface plane, comme un cube, est pénalisée car il n'est (pour l'instant) pas possible d'obtenir un mélange de couleur sur une seule couche. Je ne serais pas aussi tranché, avoir des couleurs de base qui permettent d'obtenir une palette "homogène" oui, mais si on a la bonne couleur ça sera toujours plus intéressant de la mettre en plus, pour éviter justement les problèmes de mélange et d'escalier. On est vraiment sur le principe des couleurs indexées comme dans l'imagerie 2D. Et souvent les couleurs primaires ne sont pas les plus intéressantes à utiliser (comme en peinture). Cela a un impact bien entendu, une couleur supplémentaire veut dire une "purge" supplémentaire, plus de déchet, plus long. Cette techno va être une grosse histoire de compromis, mais elle promet de nous aider à réaliser des pièces qu'on aurait pas pu avant. Tu as tout à fait raison. Maintenant si tu appliques le même raisonnement lorsque tu dois imprimer du rouge, du jaune et du orange sur toutes les couches. Avec trois couleurs tu vas purger le rouge, le jaune, le orange etc.., avec 2 couleurs tu ne purges plus que le rouge et le jaune. Mais oui si tu ne fais QUE du orange, ça n'a pas de sens. (Par contre c'est pas des demi-lignes, c'est des couches, une couche rouge + une couche jaune = 2 couches oranges)
-
Rha j'aurais pas parié un kopeck dessus, j'étais persuadé de voir une bed slinger. Belle machine, hate de lire le test. Attention à ne pas faire de trampoline avec.
-
Hmmm, sans grande conviction, avec la grande dimension je dirais l'Elegoo Centauri Carbon (ça colle pas avec le bedslinger que je subodore à travers les pixels) ? Mais je vois pas pour la petite dimension ?
-
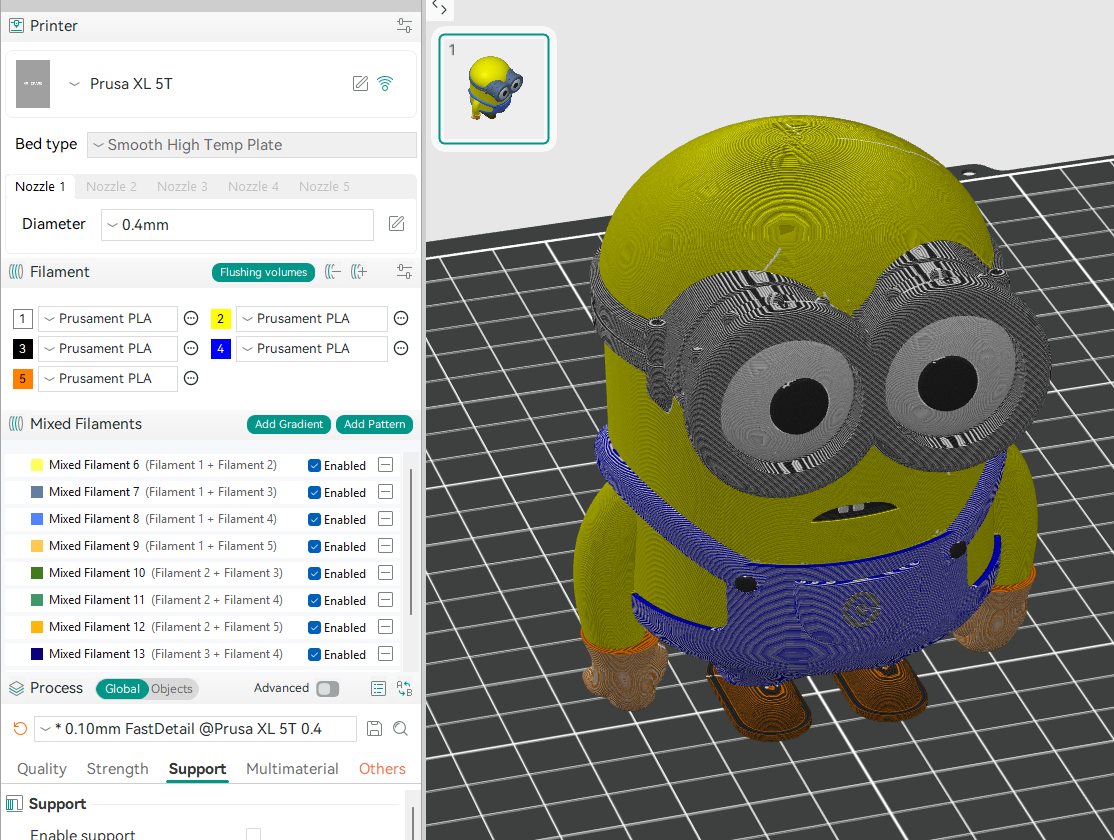
C'est tout l'intérêt de la technique. On ne dépasse jamais la quantité de déchets nécessaire pour les couleurs de base. Et les déchets pour 4 couleurs, c'est toujours beaucoup moins que pour 12 couleurs. Du coup ça apporte un plus même aux imprimantes AMS-like, pas uniquement les multi-têtes. Exemple, si j'ai besoin de rouge, jaune et orange, avec un AMS il faut trois filaments et purger à chaque fois. Mais avec cette technique, il ne faut plus que deux filaments (rouge et jaune), et donc purger moins souvent puisqu'on ne purge qu'entre deux couleurs et plus trois. Bon l'exemple est simpliste, le gain n'est réel que si les couleurs traversent beaucoup de couches. Maintenant avec une machine multi-têtes, le nombre de têtes va déterminer le nombre de couleurs de base, et donc de nuances atteignables sans aller chercher des mélanges trop éloignés. On est pas loin de la peinture à ce niveau là, où on compose sa palette de couleurs avec ce qu'on a en stock, après on mélange. Vraiment dommage que je ne sois pas chez moi ce week-end, mais je pense qu'en rentrant je vais tenter un minion comme ça juste pour voir (avec les supports bien sûr) : Couleurs de base : Blanc, Noir, Jaune (c'est un minion après tout), Bleu (france) et Orange. Avec ça je peux décliner le gris des lunettes et la couleur jeans de la salopette, et aussi les nuances de beige/marron pour les gants et les chaussures (y'a le logo aussi qui a une autre couleur). Donc au total 5 couleurs de base pour une impression de 8 couleurs si je compte bien. C'est pas mal pour commencer. Là où un outil serait utile en plus du lecteur de couleur/transparence, c'est de pouvoir renseigner sa base de filament et pouvoir utiliser une palette RGB directement sur le modèle. A la fin la moulinette pourrait nous indiquer quelles bobines utiliser pour être au plus proche du résultat attendu. Les possibilités d'évolution sont énormes, et ne sont pas si éloignées de ce qu'il se fait dans le traitement d'image 2D.
-
Je viens enfin de vraiment regarder la vidéo, en accélérant certains passages parce qu'elle est longue malgré tout. Mais y'a des passages j'ai juste été captivé, non pas par la technique qui est déjà très intéressante, mais par le jusqu'au-boutisme de la recherche. Aller chercher la transparence, les angles et tout pour atteindre la perfection, c'est très intelligent. En plus très bien expliqué c'est top. Nul doute que je vais tenter de me faire un poulet ! (Flute je suis pas chez moi ce weekend...)
-
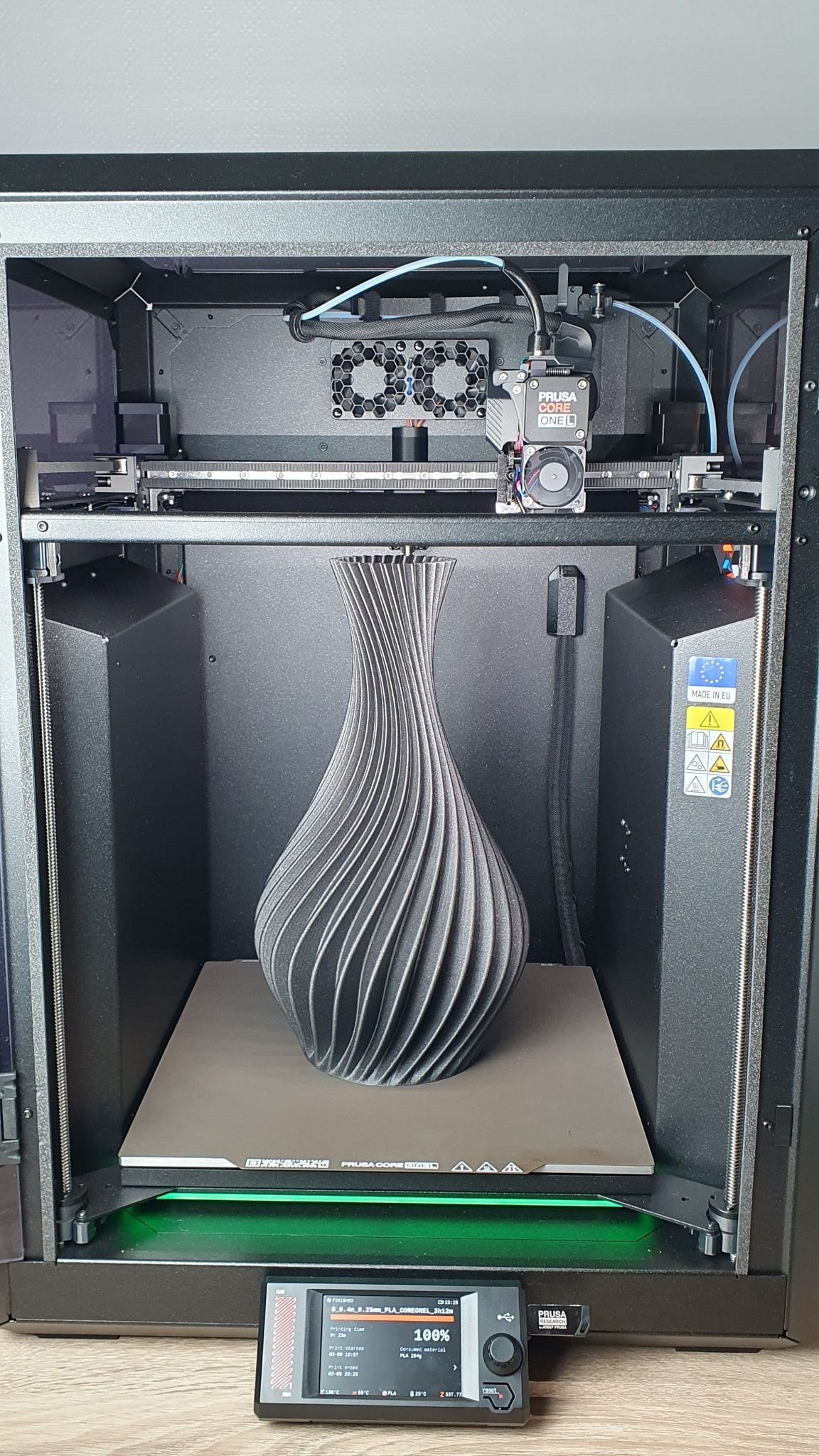
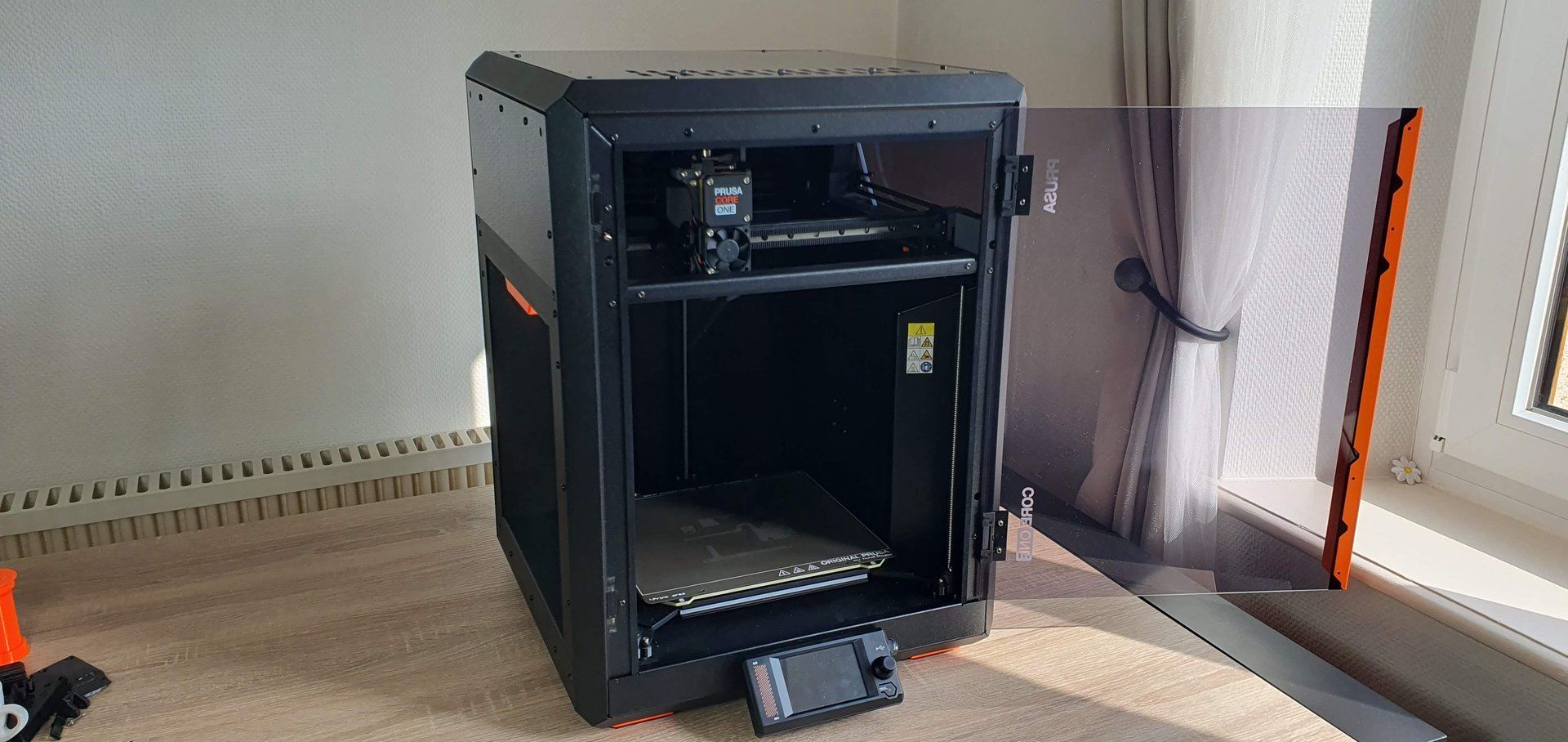
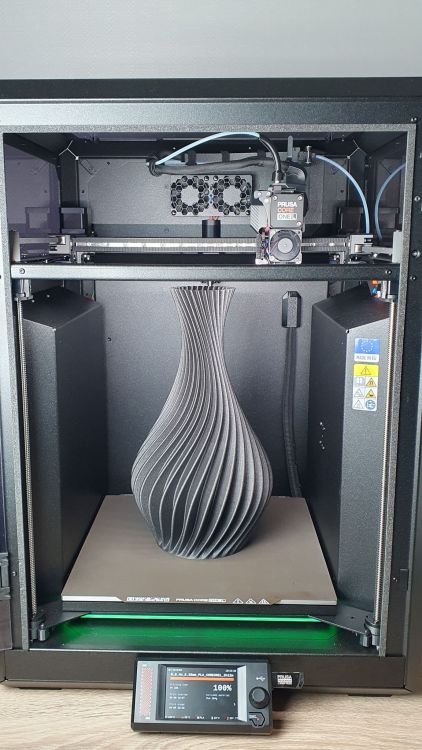
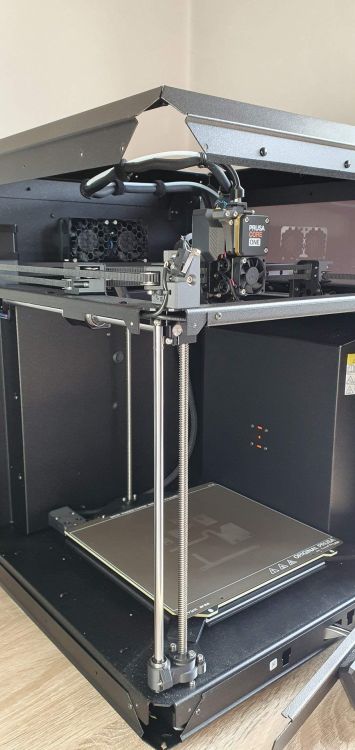
Bonjour à tous, Une fois n'est pas coutume, Prusa nous a envoyé sa Prusa CORE One L afin que nous la testions. Et on va se faire un plaisir de la décortiquer. Ce n'est pas à proprement parler une remplaçante, elle ne succède pas à la Prusa CORE One. Il s'agit plutôt d'un modèle avec des caractéristiques qui répondent à des besoins (et porte-monnaies) différents. Elle est annoncée pour une dimension seulement 10% supérieure, mais avec un volume d'impression doublé. Comme d'habitude, n'hésitez pas à me faire part de vos questions, interrogations, envies d'impressions, j'essaierai d'y répondre. Fiche technique à compléter : Volume 300x300x330mm Plateau chauffant AC Elle parait impressionnante sous cet angle, mais elle n'est pas tellement plus grosse, surtout elle fait le même poids ! Bon c'est vrai que la CORE One parait petite à côté. On voit bien le volume d'impression doublé, on aurait presqu'envie de jouer aux poupées russes. Je vous passe l'unboxing, vous l'aurez sur le blog. Le déballage est facile et rapide, un QR code nous renvoi sur une vidéo montrant toutes les étapes. Enlever les protections de transport, "clipser" l'écran (magnétique), le porte bobine à clipser également, et sélectionner la langue. C'est tout, la machine est prête à imprimer sortie du carton, avec sa bobine incluse de 1kg de PLA. Ah qu'il est loin le temps des kits, c'est moins fun mais c'est pas plus mal. En premières impressions (ressenties), bien que très similaire je trouve que la Prusa CORE One L fait "plus fini". Lorsqu'on est habitué on remarque tout de suite les petits détails, la poignée de porte rivetée, les tiges trapézoïdales lubrifiées, la grille des ventilateurs de chambre moins cheap, le capot supérieur clipsé (plus de rivets) et plein de petites pièces différentes. Ce n'est clairement pas un simple upsizing. Ne vous inquiétez pas je reviendrai sur tous ces petits détails, certains sont intéressants. Pour le moment j'ai effectué quelques petites impressions test en PLA juste pour voir si tout allait bien, et devinez quoi... tout va bien. Actuellement elle est en train de monter sa première pièce de 33cm de haut, un tiers d'une bobine est en train d'y passer, je vous poste le résultat tout à l'heure (4h d'impression). Je peux juste vous dire que ça me fait un peu le même effet qu'avec la XL les premières fois, les pièces imprimées paraissaient beaucoup plus petites sur le slicer qu'en vrai. EDIT: Et voilà le résultat, près de 300g en 3h25, couches de 0.25mm, paroi de 1mm avec la buse 0.4HF d'origine. Vous vous souvenez de Hulk, l'impression Zmax de la CORE One ? Il est pas bien grand finalement. Maintenant qu'on sait quelle marche bien, on va pouvoir passer à des tests plus conséquents.




-
- 5
-

-

-
C'est un classique, depuis on ne fait plus de réunion plénière.
-
C'est pas moi qui cherche, c'est l'IA. Et oui elle me fait toujours gagner du temps pour ce genre de bêtises. Pour l'histoire de référence, c'est juste pour avoir des arguments plus imagés, ça percute mieux dans la tête des gens. Il y a quelques années on m'a expliqué que si je voulais 1To de stockage sur le réseau, il fallait payer 15k€/an. Ca choquait personne jusqu'à ce que je dise que ça faisait une DS3 ou un Duster par an (plus sûr du modèle que j'avais choisi à l'époque ).
-
Salut, Même sans demander à Gemini je t'aurais dit d'utiliser le côté vert de l'éponge. Et oui ça redonne un coup de neuf au PEI. D'ailleurs je l'utilise systématiquement sur toutes mes plaques, y compris les lisses.
-
Je pense qu'il y a eu une confusion, @TsoF parlait de feu @print51, pas de moi.
-
De temps, comme tout le monde. Je demande pas mille vies, trois ou quatre... pour commencer. A force de fréquenter ce forum de retraités, je m'aperçois qu'il faut que je me dépêche de faire tout ce que je peux durant ma vie active, après il sera trop tard.
-
Mieux.

-
Ca me rappelle ce sujet : La technique est différente, mais l'objectif est le même. J'espère trouver du temps pour tester ça sur la XL. Ca pourrait révolutionner les systèmes multi-têtes ou AMS-like, au lieu d'avoir 11 têtes ou 24 filaments, on pourrait limiter leur nombre (et le coût de l'ensemble), tout en reproduisant une palette de couleurs bien plus importante. Bientôt un marché pour les filaments CMYKW. Très prometteur.
-
Bonjour amis makers, Aujourd'hui je cherchais un point de comparaison du prix de la RAM avec une "référence" connue. En effet pour le taf je viens de mettre sous clés des barrettes de RAM à 600€HT pièce, et je me suis demandé combien ça coutait au gramme. J'ai donc demandé à l'IA qui m'a dit qu'une barrette de ce type faisait entre 20 et 30g. De là je suis parti sur une base de 25€/g. J'ai donc demandé (à Brave) qu'est-ce qui coûte environ 25€/gramme, et voici ça réponse : Sachez donc que la RAM coûte actuellement le même prix que le cannabis de luxe, et surtout que le cannabis est un produit standard. Passez une bonne journée ensoleillée.
-
Respect à nos modérateurs et admins, je trouve que vous faites un travail remarquable. Ca doit pas être facile tous les jours dans l'ombre, mais vous avez tout mon soutien.
-
Et ceux qui payent un peu plus d'impots que la moyenne parce qu'ils ont fait des études et ont le salaire qui va avec, et qui en plus n'ont pas d'enfants, on en parle ? Oui j'ai mis volontairement de l'huile sur le feu.
-
Bah justement, avec "PP10BK0A" j'avais une machine à glace... Bon ok c'est pas exactement exactement la même ref.
-
Une machine à glace ?
-
Arrêtez de vous plaindre, je viens de claquer 2 x $40 d'ESTA pour avoir "potentiellement" le droit d'aller de France à.... France. Mais comme y'a une escale aux US bien que restant en zone de transit (donc internationale), faut bien qu'ils se gavent, et potentiellement ils ont le droit de me raccompagner "à la frontière" . Et là je peux bien payer les frais de dossier, rien n'y changera. Avec la taxe à 2€ au moins on ne vous demande pas votre passeport, un selfie, votre mail, votre téléphone, vos réseaux sociaux (facultatif, pour le moment), votre employeur, une personne à contacter etc... Bon maintenant faut que j'analyse ce que j'ai le droit de mettre en soute et pas le droit de mettre en cabine, parce que les appareils contenant une batterie c'est pas simple de nos jours, et j'en ai déjà un sur chaque oreille que je dois charger pendant le vol... Peut-être que ça va me revenir moins cher de me faire livrer depuis la Chine ce dont j'ai besoin, que de l'emmener avec moi.
-
Aucune idée. Jusqu'à présent je rangeais mes bobines encore chaudes dans le sachet zip sans faire le vide (et sans les fermer, juste vider l'air et plier l'exécédant de sachet dans le carton). Je me dis que l'eau contenu dans le peu d'air restant dans le sac ne doit pas être très significatif. Mais en l'absence de tests chiffrés... C'est peut-être l'occasion de lancer un petit benchmark avec quelques capteurs d'humidité. Un dans un sac juste fermé, et un dans un sac presque sous vide (le but est pas de claquer le capteur ^^). Bien entendu les deux avec une bobine de poids identique bien séchées au préalable. Le résultat promet d'être intéressant.
-
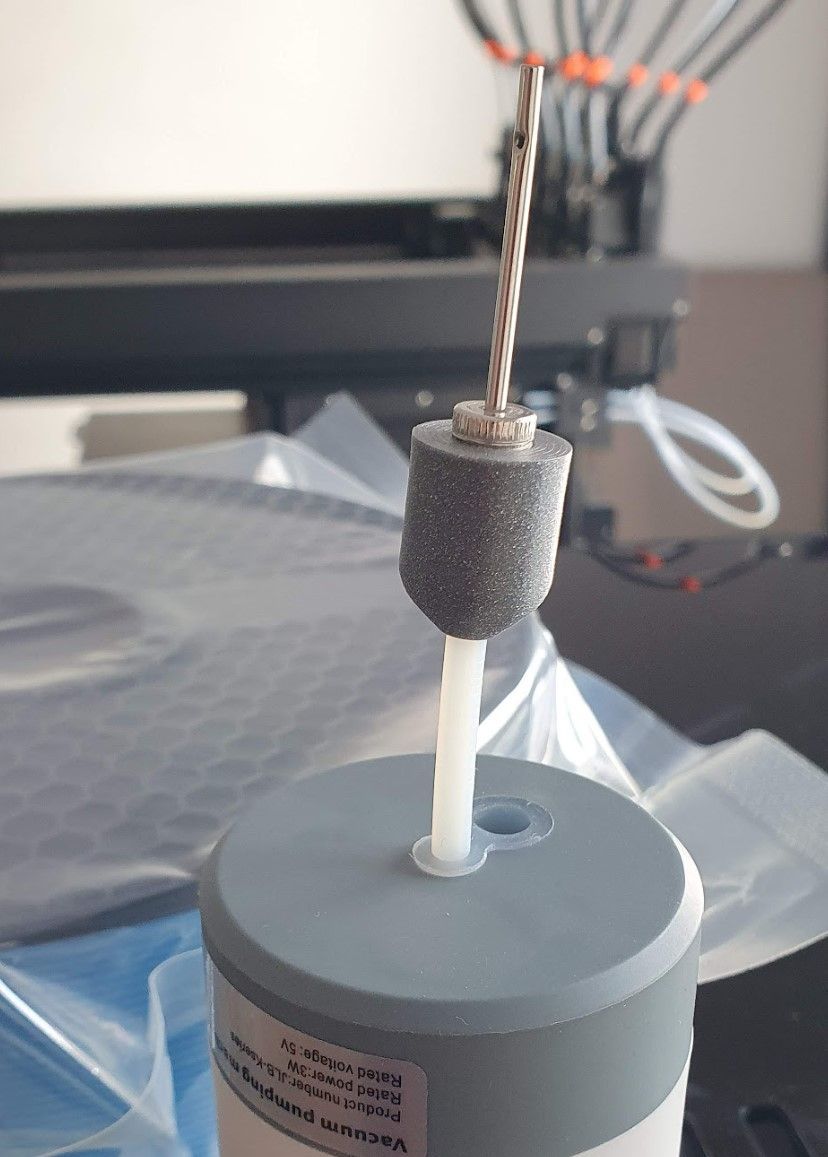
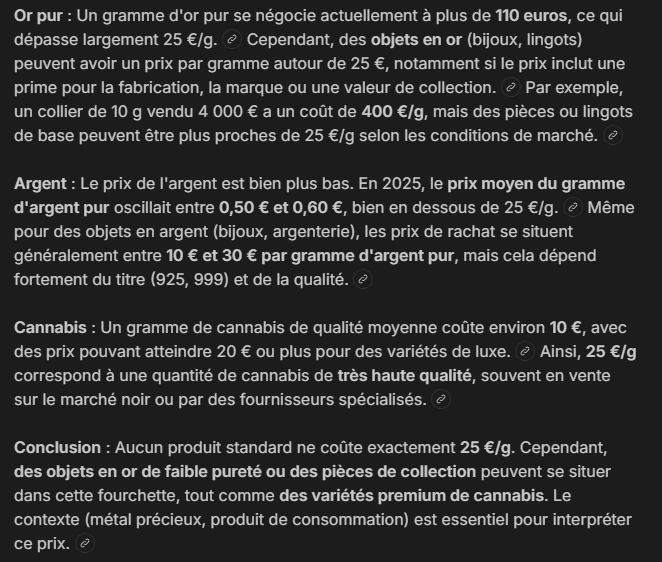
Alors j'ai fait un test rapide avec un bout de PTFE et une pièce d'adaptation (c'est du M8 au pas de 0.80mm), imprimé en ABS (ce que j'avais dans la machine) et couches de 0.10mm : Un coup d'alésoir de 4mm pour le passage du tube et c'est nickel. Le résultat lui en revanche est moins nickel, le vide ne se fait que partiellement, ça prend 2 plombes et on se fait mal aux doigts à essayer de pincer le zip dur autour de la buse pour éviter les fuites. Pour le coup je pense qu'un aspiro ménager avec une buse paille ou même le suceur plat ferait mieux, avec le gros débit ça compense plus facilement les pertes. Bref, va falloir trouver mieux.

-

Un an après, je m'occupe de la maintenance de ma Prusa CORE One
Kachidoki a posté un sujet dans Prusa Research
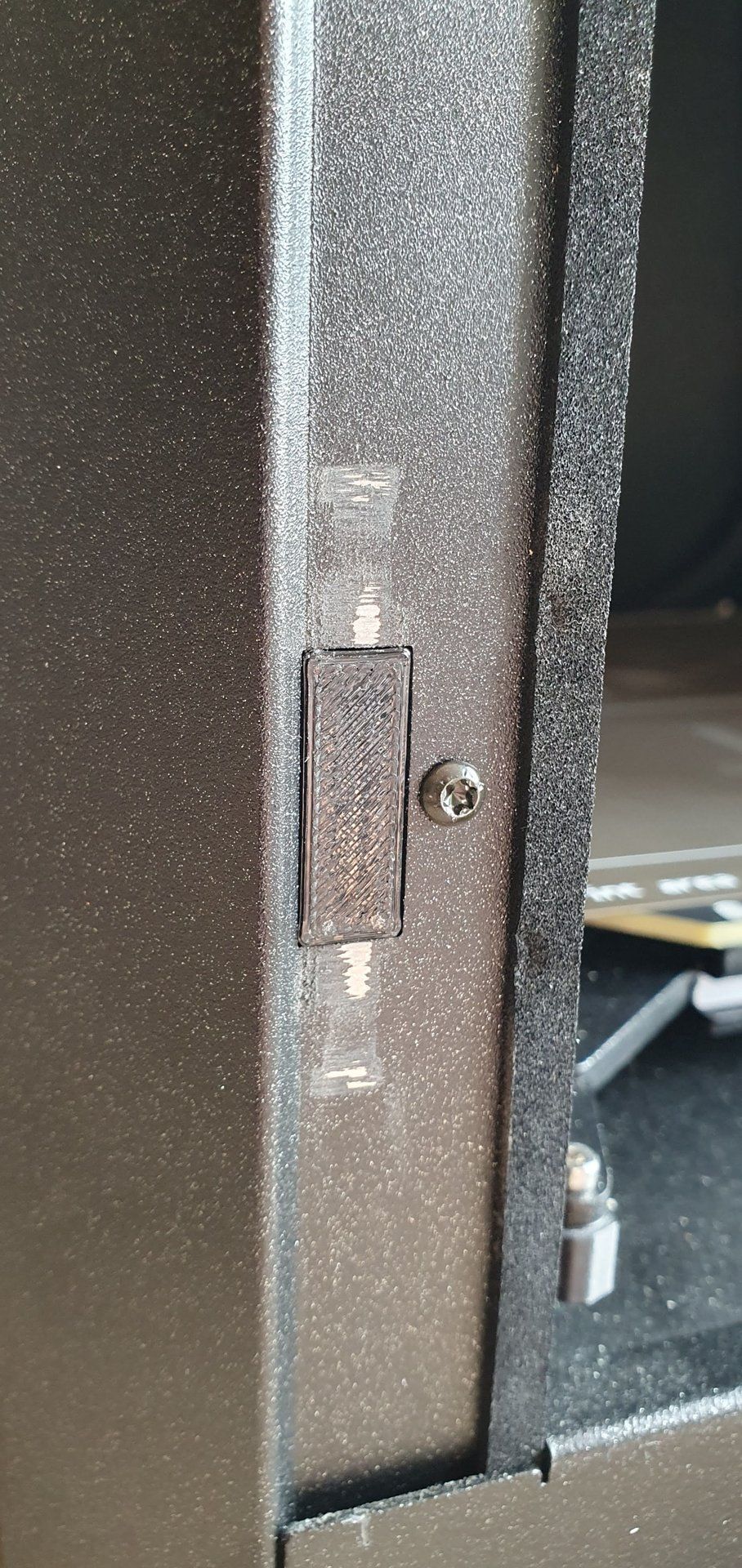
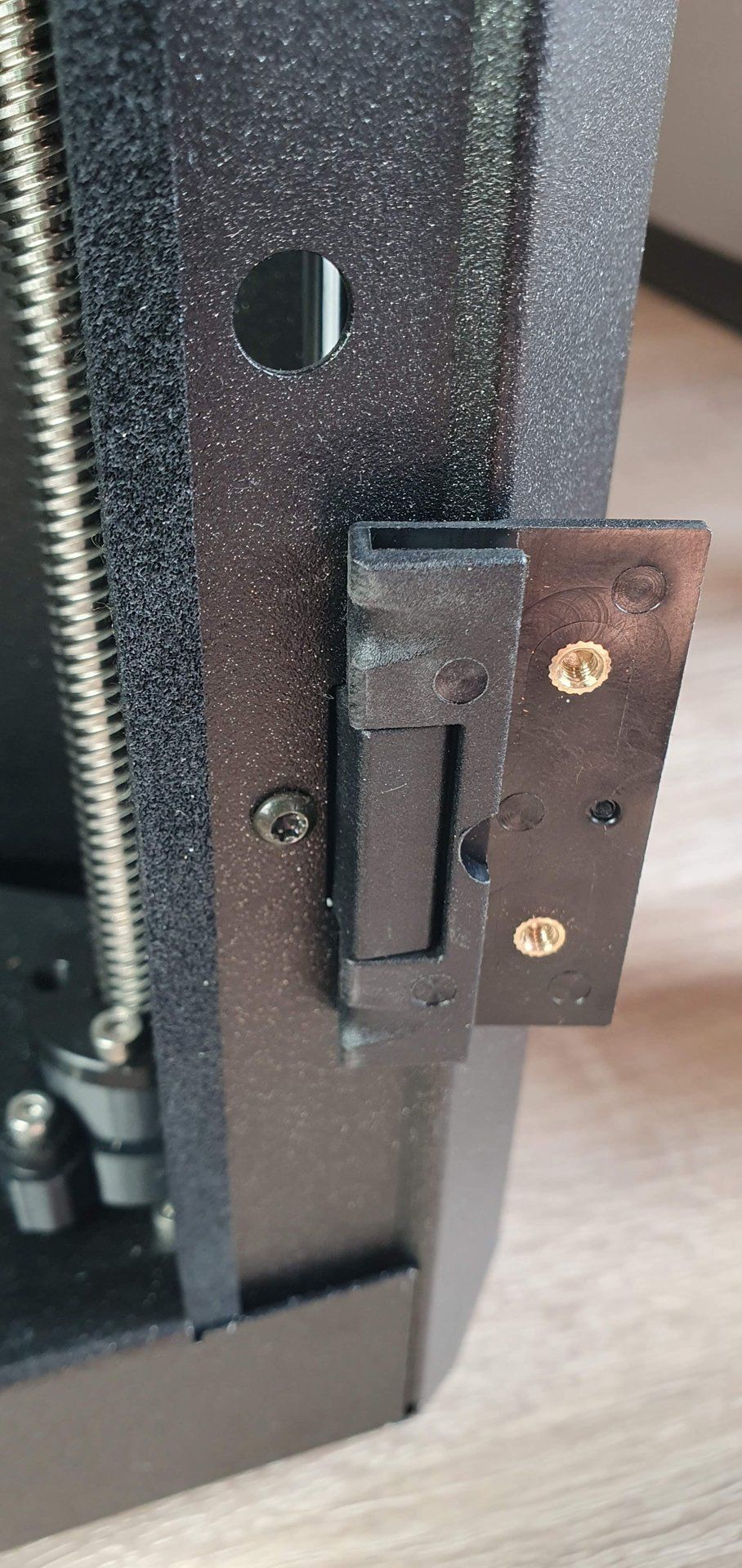
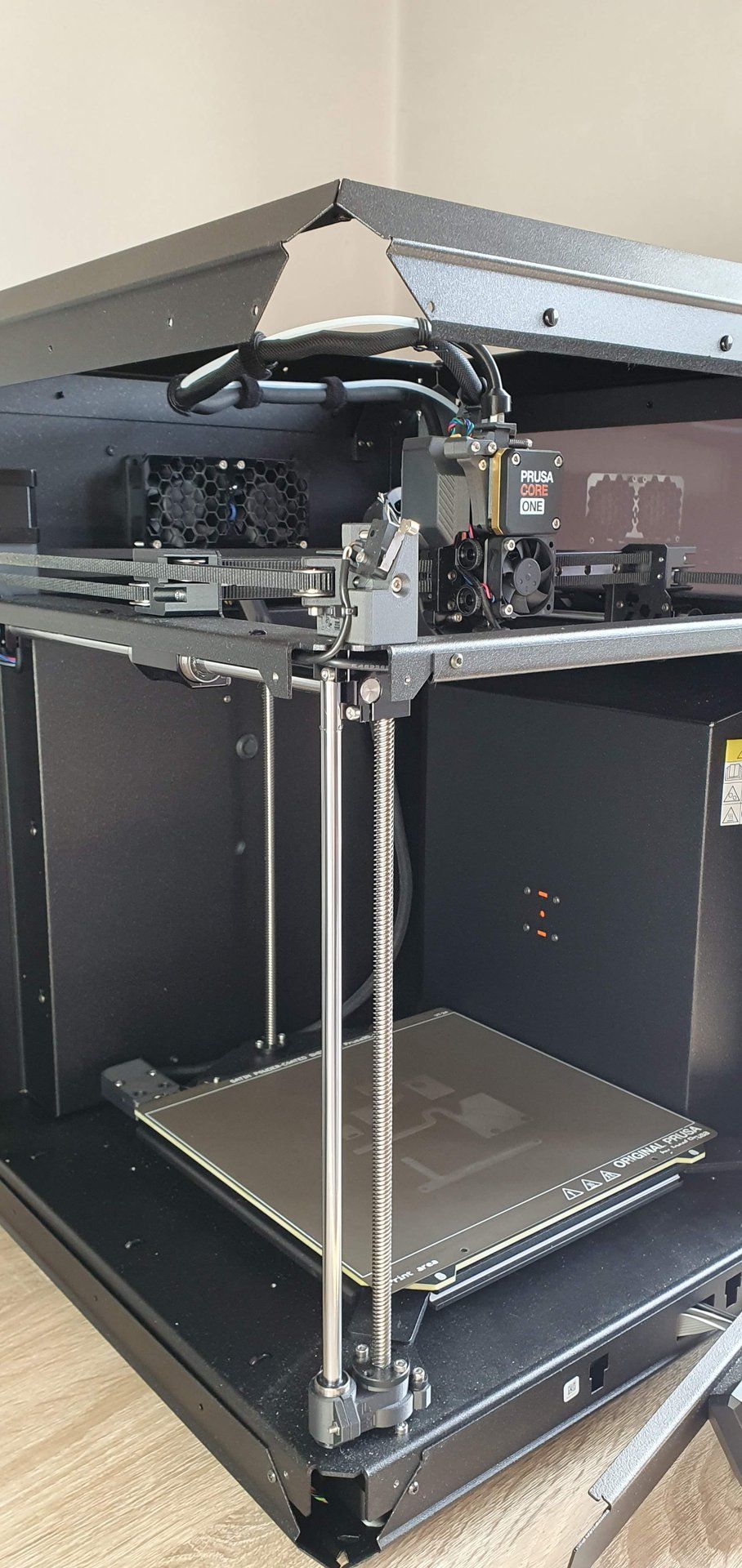
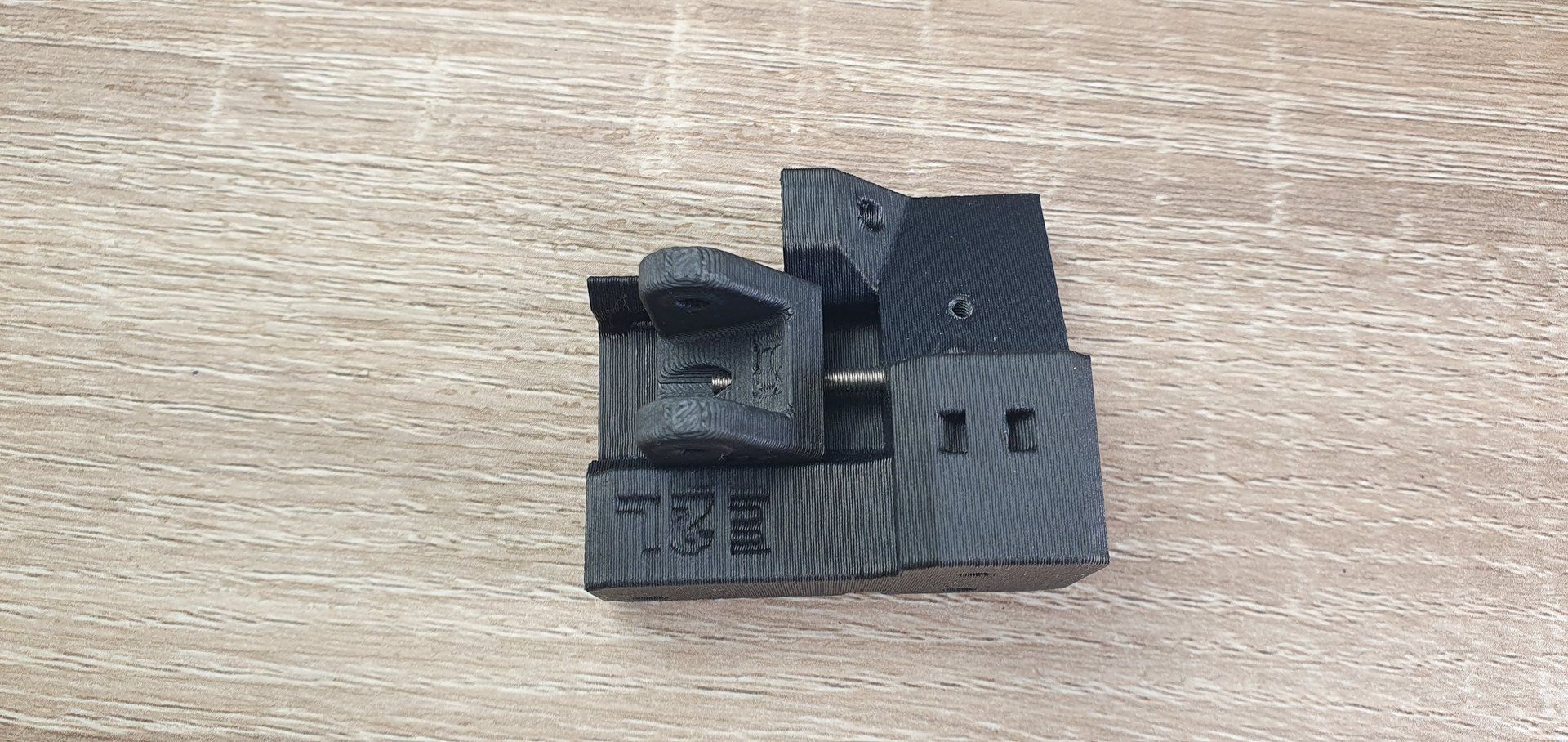
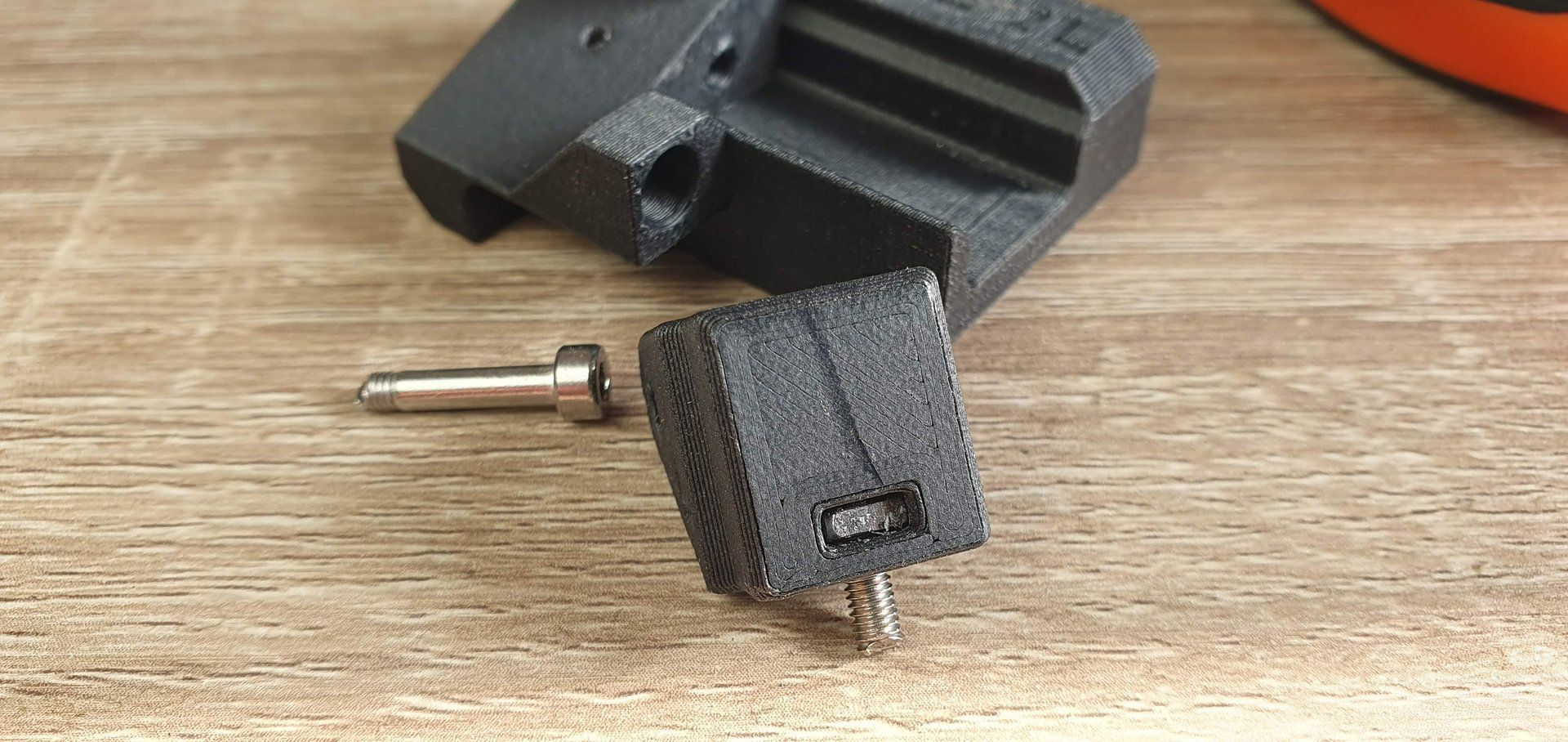
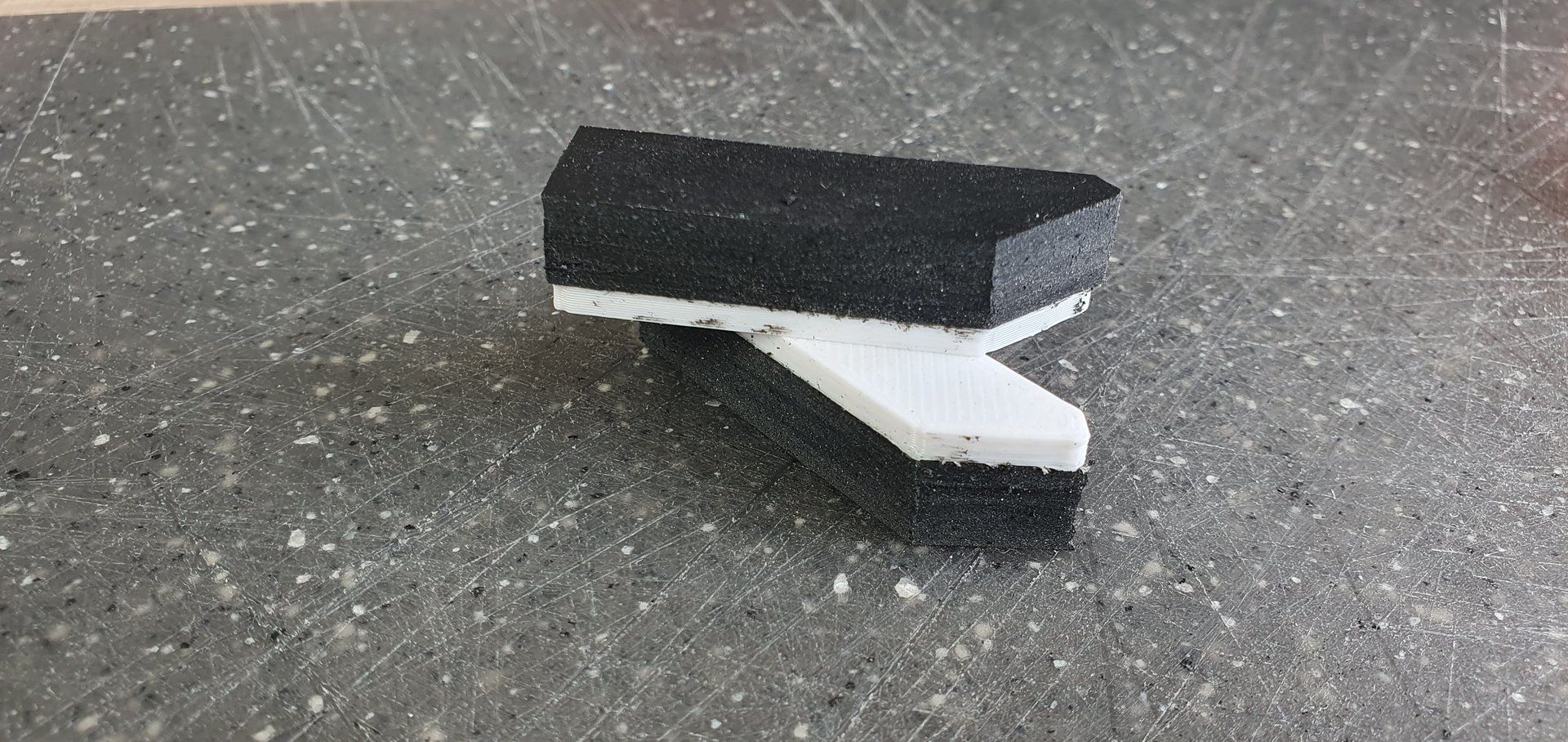
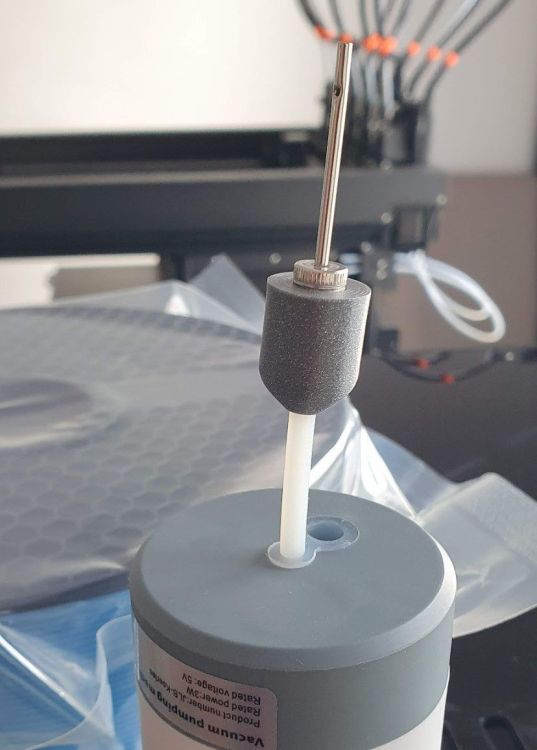
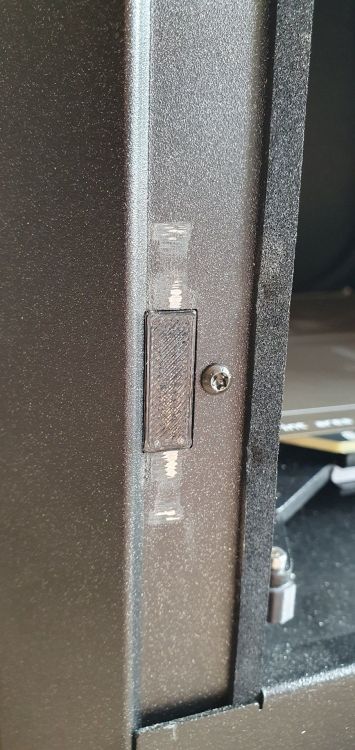
Salut, Ca fait longtemps que je n'avais pas donné de nouvelles de la Prusa CORE One. Un an après l'avoir reçue, il était temps que je m'occupe un peu de l'entretien et updates en attente. ^^ Sur cette photo on peut voir la machine dans son jus, un kit de filtration à installer, des tendeurs à remplacer, des pieds à modifier et l'upgrade vers la CORE One+ à effectuer. Ce qu'on ne voit pas c'est la porte à retourner. On va commencer par le kit de filtration. Rien de très sorcier, il suffit de suivre la notice de montage très simpliste. J'ai cependant noté trois points d'attention : Le ventilateur est livré dans le mauvais sens, la sortie d'air ne pointe pas vers la grille. Il faut bien penser à le sortir pour le replacer selon la notice. Un bout de ruban velcro est fourni pour le cable management à l'intérieur du compartiment technique de la machine, mais la notice précise de réutiliser le petit lien du ventilateur (fil de fer plastifié). Résultat j'ai tout assemblé et fermé, et je me retrouve avec ce ruban en trop. Le boitier en tole plié ne peut pas se plaquer correctement contre la machine à cause d'un rivet : Ca ne se voit pas bien sur la photo (floue), mais soit on déforme la tole pour passer sous le rivet, soit on laisse un jour et bonjour l'efficacité de la filtration. La solution simple, retirer le rivet : L'étape suivante consiste à démonter la porte et préparer le terrain pour son remontage de l'autre côté à la fin. Très simple à faire, il suffit de permuter les aimants d'un côté avec les charnières de l'autre côté. Et c'est là que je tombe sur une petite surprise : La peinture est bouffée là où il y avait les charnière avant. Manque de pot les montants ne sont pas symétriques sinon je les aurais permutés. C'est là je que j'ai compris comment fonctionne le système de "crans" qui permet de tenir la porte à 90° et presque à 180° : La charnière frotte tout simplement sur la tole, c'est son élasticité qui fait le point dur, sauf pour le presque 180° où la charnière bute sur le profil de la cornière. Un peu moyen, mais faut dire que ça fonctionne puisque je n'avais rien remarqué jusque là. Il faudra seulement que je trouve une solution pour arranger un peu la peinture bouffée à gauche. Je profite que la porte soit démontée pour passer au remplacement des tendeurs. Alors en fait j'ai remplacé les 4 pièces par prévention, mais seul une petite partie mobile était nécessaire. En effet lors d'un réglage de la tension des courroies, j'ai été confronté au grippage du tendeur de gauche. Impossible de dévisser ou de visser le tendeur. A priori un problème connu, corrigé par l'ajout d'une touche de graisse sur le filetage dans la notice de montage. Pour le tendeur droit, un jeu d'enfant, ça se fait sans rien démonter de plus que le tendeur lui-même. Pour le tendeur gauche, là faut démonter toute une cornière et les panneaux de gauche. En plus ce tendeur supporte le capteur de porte. Et là pour le coup je suis vraiment très très content d'avoir pondu mon petit outil pour démonter les rivets des panneaux latéraux (20 rivets en tout ici) : Dispo ici => https://www.printables.com/model/1276439-prusa-core-one-rivet-tool En effet la notice indique d'utiliser une pince coupante pour ça, et c'est vraiment pas pratique en plus de risquer de rayer la machine. Après avoir démonté le tendeur défectueux, je peux enfin voir ce qu'il a : Je m'attendais à un double filet, mais vu comment la vis dépasse, il y a du avoir un autre problème. J'ai essayé de glisser un tournevis plat en dessous pour bloquer l'écrou et forcer le démontage, sans succès. Je n'ai eu d'autre choix que de couper la vis. L'écrou carré est bloqué, il tourne fou dans le logement. Bref, c'est remplacé et lubrifié, tout va bien. Enfin il me restait à remplacer les pieds par la V2. En effet ma version de CORE One étant parmi les premières, la forme et l'emplacement des pieds a été révisé depuis. Mon modèle avait deux grandes bandes de 15x300m disposées à gauche et à droite : La V2 utilise des pieds d'angle de 12mm et 50mm de côté (estimé depuis le modèle imprimé). Normalement collé directement sur la machine, mais apparemment l'adhésif utilisé est de piètre qualité, ce qui a poussé des makers à concevoir cette pièce plastique pour les maintenir en place. A savoir que l'adhésif de la V1 collait encore parfaitement. J'ai donc du concevoir un petit gabarit (en blanc ici) pour recouper mes bandes afin de les adapter aux nouvelles pièces. Ca se coupe très bien au cutter. Et là je sais pas ce qu'il s'est passé, j'ai oublié de faire une photo des pieds finis ainsi que de toute l'upgrade vers la version +. Concernant la version +, il s'agit en fait d'une upgrade mineur. Le support de filament est nouveau. Par rapport à l'ancien, il est composé d'une base fixe et d'une partie amovible. On suppose que la partie amovible pourra accueillir un lecteur NFC (il y a un trou au centre et dans la tole, assez gros pour un cable, trop petit pour un connecteur, wait'n'see. En utilisant des mods communautaires il est possible de changer le support pour des bobines plus étroites ou plus larges, on pense aux 2kg de la marque qui ne sont pas compatibles avec le support d'origine. L'autre évolution qu'apporte cette upgrade, c'est l'ouverture/fermeture automatique de la grille de ventilation. Bien que la machine pouvait nous prévenir s'il fallait ouvrir ou fermer la grille, c'est plutôt agréable de ne plus avoir à le faire manuellement. Et enfin le nouveau capteur de filament latéral est débrayable, afin de faciliter le passage de filaments TPU très souples. (Je n'ai jamais eu de problème avec le 95A). J'ai bien entendu fait un petit contrôle technique complet, graissé les axes, retendu les courroies (avec la nouvelle méthode stroboscopique), passé un coup de chiffon sur la poussière des plexis etc... Tout ça pour me retrouver avec presque la même machine qu'avant, mais en mieux (la porte dans ce sens, c'est moins commun) : Oui, il manque le petit + en bas à droite, je m'en occuperai plus tard. Il était temps que je m'occupe de cette brave bête. Il me reste à tester l'efficacité de la filtration qui est somme toute la seule vraie évolution hors maintenance. A+












-
En effet il y a quelques buses de gonflage avec, qui se mettent dans l'autre trou. Malheureusement celui de l'aspiration est plus petit, donc adaptateur obligé. Mais je retiens l'idée, tellement simple. Je pense qu'il faudra surtout bricoler un de ces fameux spacers pour éviter de boucher l'aiguille trop vite (j'ai le même problème lorsque j'essaye d'aspirer le jus des Yeti ) Les sacs foodsaver ont un côté gaufré pour limiter ce problème.
-
Vu le slogan, +1 avec @JoOj sur l'armoire de séchage. Et c'est logique avec l'arrivée massive des machines qui peuvent avaler pratiquement des dizaines de bobines en entrée pour une seule impression. Espérons que comme les bonnes caves à vin, on puisse avoir plusieurs zones avec des températures différentes.