Kachidoki
-
Compteur de contenus
3 539 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
50
4 abonnés




Visiteurs récents du profil
6 898 visualisations du profil





Récompenses de Kachidoki
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-

-

Badges récents
1,7k
Réputation sur la communauté
5
Sujets solutionnés !
-

Les détergents résine 3D, qu'en pensez-vous?
Kachidoki en réponse au topic de Earwin dans La post-production
Et un détachant alors ? Chez Stratasys, la formulation du produit qui permet de faire fondre leur filament support coûte une blinde (mais toujours moins que leurs filaments). Alors que 10 grammes de Vanish Oxi Action dans un litre d'eau et hop, vous avez une formule qui permet de dissoudre vos supports pour presque un dixième du prix. PS : J'y connais rien en chimie. -
Mais non, c'est une touche par caméra. Ce sujet dérive fortement.
-
Nous avons le vainqueur, même si @RFN_31 n'était vraiment pas loin et que @PPAC avait donné un indice qui s'approchait le plus du shimlick. Il s'agit bien d'un embout pour fixer une cordelette sur un S-Pen pour une tablette Samsung. La personne qui s'en sert n'a qu'une mobilité partielle d'une seule main. Le stylet est très pratique pour pouvoir utiliser la tablette sans fausses détections d'appuis. Avoir à maintenir la paume de la main en lévitation demande un effort important, sans parler de l'orientation du poignet et de la flexion des doigts. L'embout avec la cordelette permet de récupérer aisément le stylet qui peut échapper facilement de la main. Il est compatible avec la recharge induction qui s'effectue au dos de la tablette, et rentre sans problème dans l'emplacement stylet de la coque.

-
Ca peut servir à écrire, dessiner, colorier et bien plus encore... pourtant ça ne laisse pas de trace. La vérité n'est pas loin.
-
Pas bille non.
-
Ca peut servir dans tous ces endroits, même si moins dans la salle à manger et la salle d'eau. Houlà ça brûle là. Mais ce n'est pas à proprement parler un crayon.
-
Non, ça ne cache rien, bien au contraire ça empêche l'accessoire de se cacher/casser.
-
Pas un appeau. Utilisé principalement en intérieur. Imprimé en TPU.
-
Le dernière indice m'a vraiment mis sur la piste Voici ma proposition : Un objet inutile pour la plupart des gens qui possèdent l'accessoire auquel il sert, mais indispensable pour d'autres. Le diamètre trou mesure environ 8mm

-
Je penche pour un écrou de pied de parasol.
-
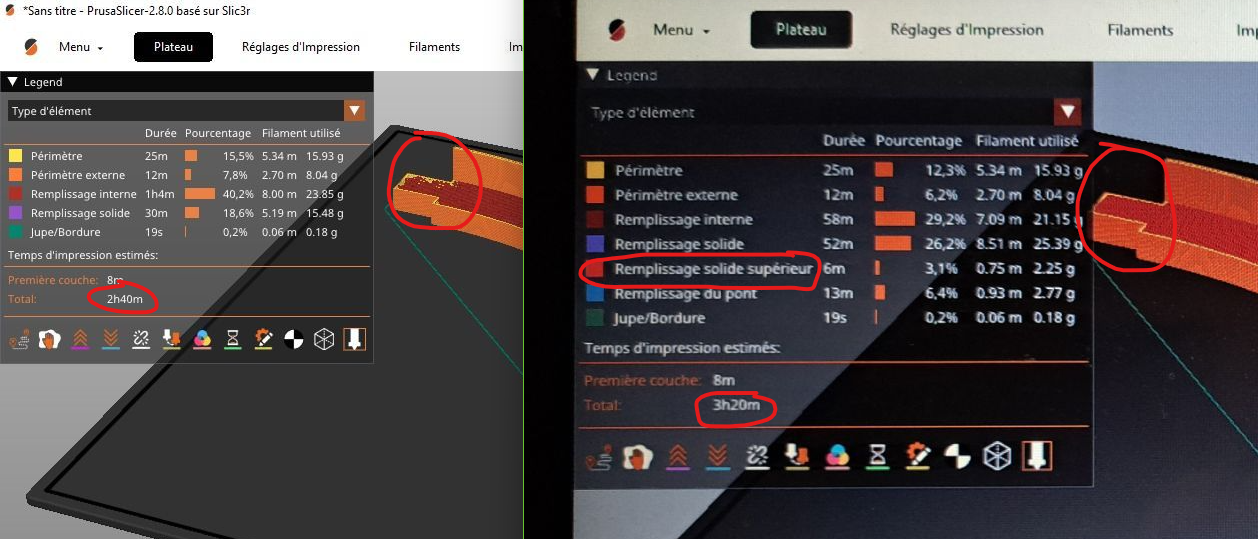
Il me manque la dernière couche 😭
Kachidoki en réponse au topic de yhatoo dans Entraide : Questions/Réponses sur l'impression 3D
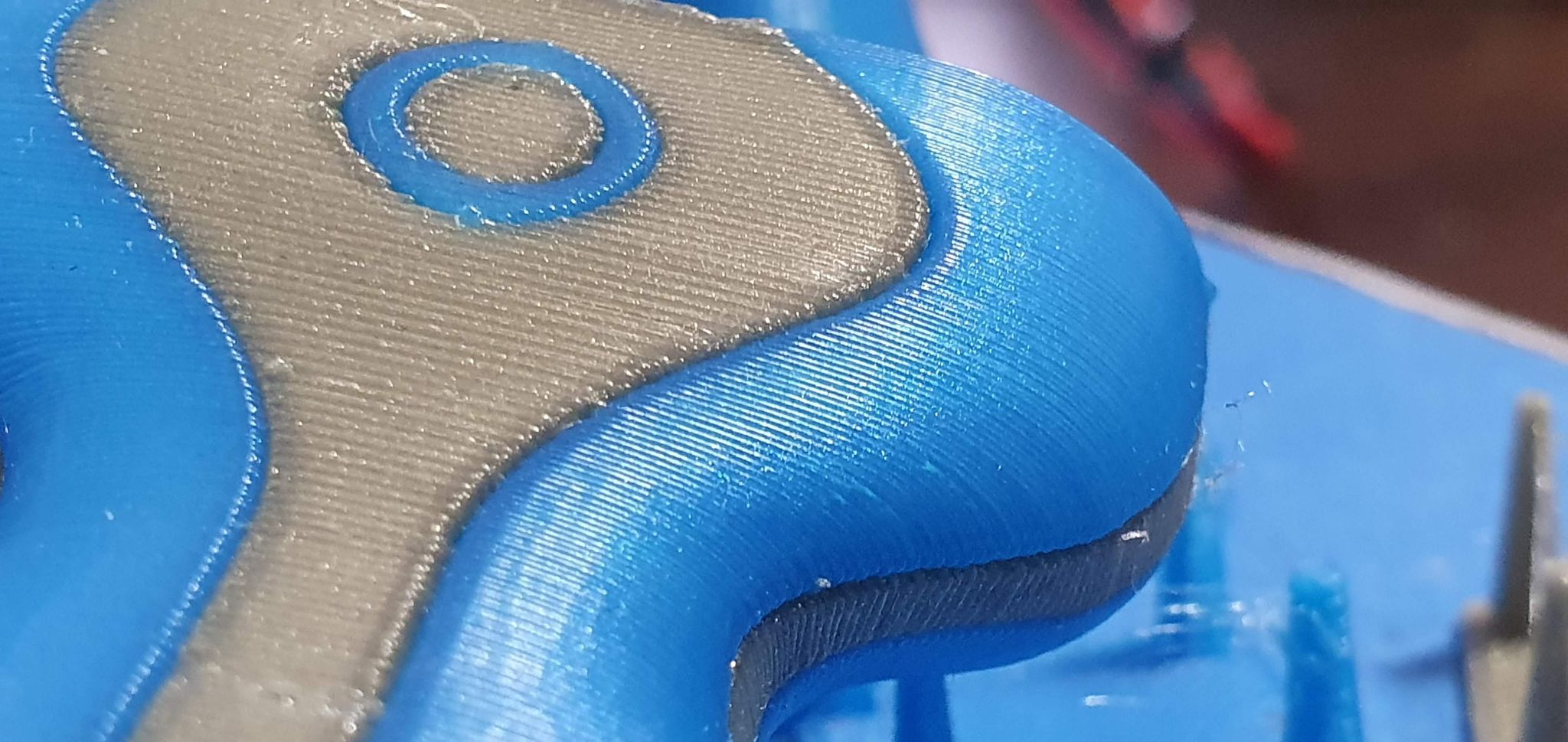
Salut, Comment peux-tu nous montrer des photos tout en affirmant ça ? Tu ne dois pas être bon au jeu des sept différences. On voit bien que maintenant il y a du remplissage supérieur, le temps d'impression et la quantité de matière ont augmenté. Et surtout, même sur juste un screenshot ou une photo de l'écran, on arrive à voir sur le rendu 3D qu'il y a une différence, alors toi qui est physiquement devant l'écran avec la possibilité de zoomer et de tourner autour de la pièce, ça devrait te sauter aux yeux... Ca va fonctionner, mais je trouve ça très léger 2 couches du dessous et 3 couches du dessus. C'est le minimum syndical tout juste bon pour un prototype. Tu vas voir le motif du remplissage en filigrane sur ta surface du dessus. A+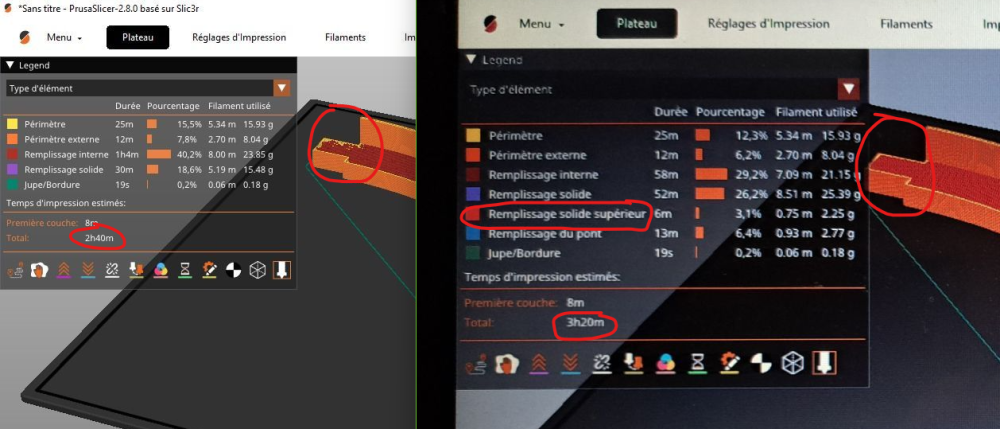
-
Je crois que c'était place des grands hommes, il y a 10 ans.
-
Si vous voulez du plastique, il va falloir boire plus de bière
Kachidoki en réponse au topic de divers dans Consommables (filaments, résines...)
Si je calcule bien : dont 2.8 millions rien qu'à l'Oktoberfest en quelques jours. (7 millions de litres ) -
Hello, Si j'y pense ce soir, je regarderai sur mon écran photo calibré. Mais là sur mon écran du taf ça ne correspond pas du tout à ce que j'ai en tête, je le vois beaucoup plus clair/vif.

-
Je viens d'en relever une qui je crois n'avait pas été cité ici : Je dois dire que là tout de suite le souffle me manque pour émettre un quelconque commentaire, j'ai mal au ventre et aux joues en même temps tellement j'ai ris. C'est tellement bien écrit en plus, avec majuscule et point que c'en est d'autant plus beau. Je suis même étonné que ça n'ait pas tilté le filtre de modération.