Kalamiit
-
Compteur de contenus
785 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
10
Tout ce qui a été posté par Kalamiit
-

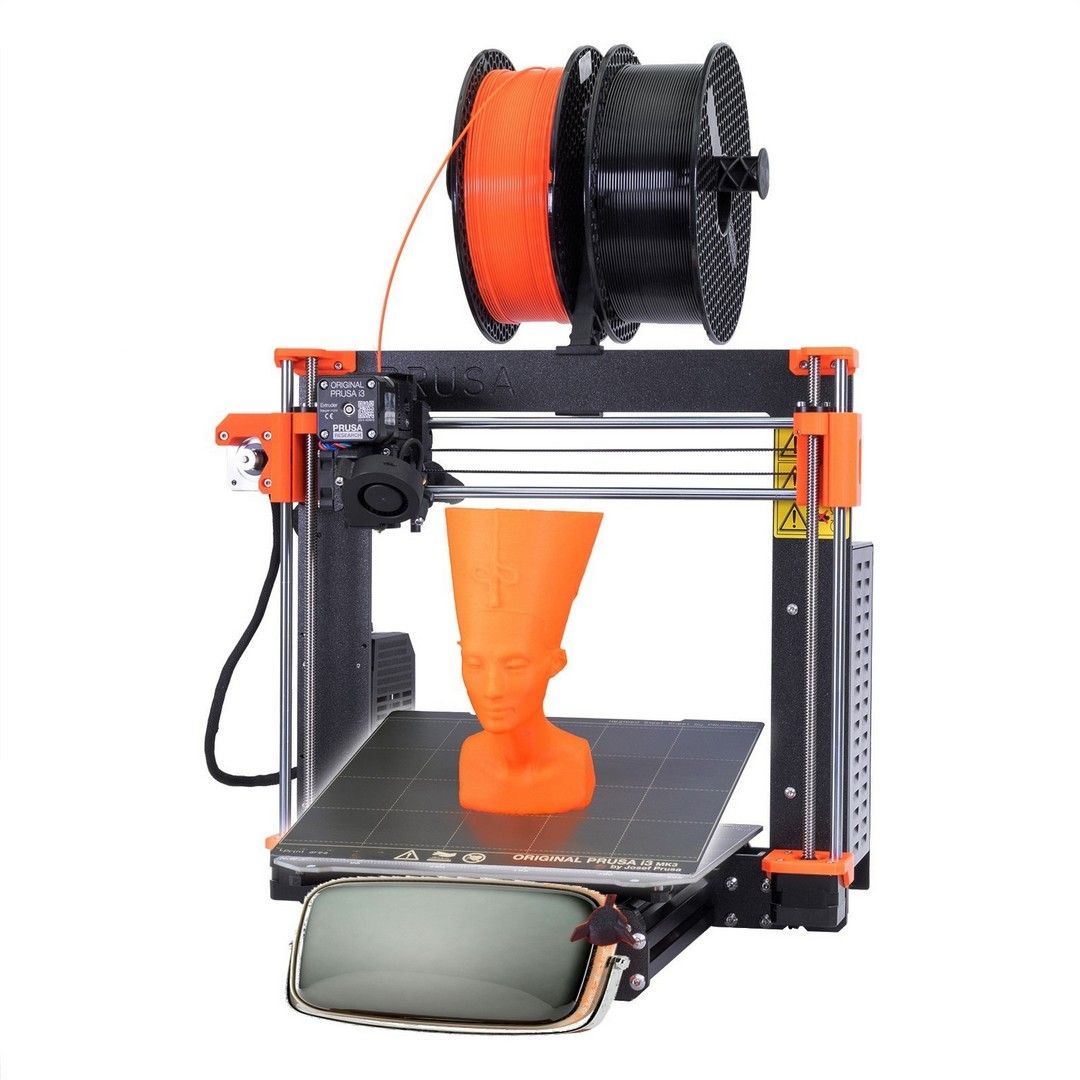
CLONE PRUSA : BONNE AFFAIRE ou ARNAQUE ?
Kalamiit en réponse au topic de Johnny Dos Passos dans Discussions sur les imprimantes 3D
Non, pas vraiment, je l'ai fait moi-même ! Le plus dur a été de mettre le tube cathodique au format 21:9 Bon je n'ai pas encore pu le monter : elle n'est toujours pas arrivée. Mais je n'ai pas encore été débité non plus (donc pas encore d'arnaque non plus) -
CLONE PRUSA : BONNE AFFAIRE ou ARNAQUE ?
Kalamiit en réponse au topic de Johnny Dos Passos dans Discussions sur les imprimantes 3D
J'ai aussi mes projets : comme l'écran n'est pas très "vintage", j'ai carrément opté pour le up-to-date steampunk
-
Un support pour un outil "plat", qui fait quasi les mêmes dimensions qu'un jeu de carte... Avec une encoche au dessus, par derrière, pour mieux le saisir par la tranche et une plus grande encoche, par devant, pour qu'on puisse le voir... Sauf que là, je ne vois pas
-
CLONE PRUSA : BONNE AFFAIRE ou ARNAQUE ?
Kalamiit en réponse au topic de Johnny Dos Passos dans Discussions sur les imprimantes 3D
"C'est dans les vieilles marmites qu'on fait les meilleures soupes... avec des jeunes carottes bien orange-Prusa" La vidéo le prouve bien, et je ne disais pas ça à propos des fonctionnalités : il est moche par son look, qui n'est même pas vintage Tu vois, chacun ses critères... Ceci dit j'ai commandé la mienne, je ferai un retour dans quelques semaines Sinon, 18€ pour l'expédition en Belgique en plus des 769 pour le kit... Faut s'accrocher... aux poignées de la vieille marmite ! Ce qui m'a motivé, c'est le montage -
Des https://cults3d.com/fr/modèle-3d/jeu/piranhaz pincés partout Pas mal Plutôt que ceux-ci, je propose HDMI
-
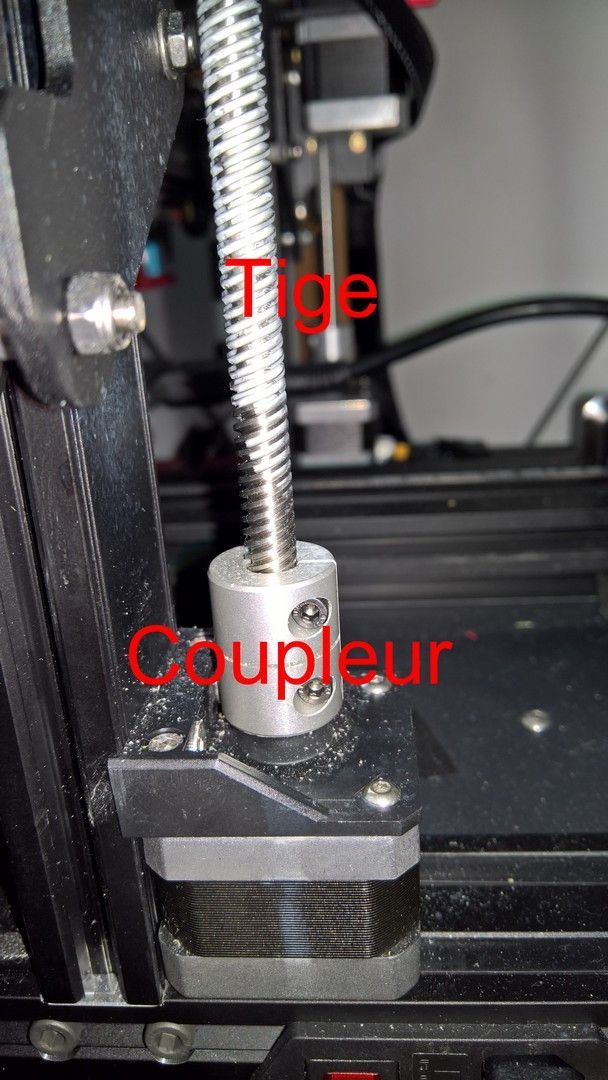
Ce n'est pas ta prise de vue qui pèche, c'est le lecteur sur le site d'hébergement ; c'est comme sur Youtube, tu ne parviens jamais à faire un arrêt à l'image près Ce n'est pas normal que quand la vis est au bon endroit et bien serrée, il y ait un mouvement excentrique comme ça. Comme le diamètre varie (à la façon d'une came), la vitesse angulaire aussi, donc il y a accélération/décélération à chaque tour moteur, mais très minime. Du coup je ne crois quand même pas que cela puisse avoir un impact aussi grand sur le reste, franchement, je ne sais pas
-
Ton engrenage est excentrique, c'est clair. Par contre je ne vois pas bien (l'arrêt sur image ne se fait jamais au bon endroit ), il y a un méplat sur ton moteur et une vis de serrage, ils ne me semblent pas alignés.
-
Cela ne te consolera pas mais un moteur format N, c'est 67 €. Ces petits moteurs tournent vite mais leur axe est toujours équipé d'une vis sans fin, la réduction est donc très importante (un ou deux engrenages suffisent, j'ai une loco N à crémaillère, qui avance presque deux fois moins vite que la normale, elle a juste deux engrenages après la vis sans fin). Sinon, je connais un minimoteur moins cher, il faut voir si les dimensions te conviennent : 32 x 20 x 12 mm (hors vis sans fin) 9V : https://www.fischertechnikwebshop.com/en-gb/motor-xs-compl-assembled-137096-en-gb
-
TU fais 3 opérations : 1) tu calibre avec le PTFE débranché : tu ne peux pas voir qu'il y a du clogging puisqu'il n'y a aucune action dans le hotend, donc tu passes à la 2) faire le calibrage comme il se doit (avec l'extrudeur qui pousse du filment dans la buse) et là tu peux t'apercevoir qu'il y a du clogging, donc tu résous le problème et 3) tu refais un calibrage comme il se doit. JE fais 2 opérations : 1) un calibrage comme il se doit, je m'aperçois du clogging, je règle le problème et puis 2) je fais un calibrage comme il se doit. TU as fait une opération de trop et c'est celle du calibrage avec le PTFE débranché, et qui donnera toujours une valeur incorrecte. La Titi's procedure se fait à chaud ; il faut que le bout de ton PTFE en contact avec la buse soit coupé net, à angle droit (utilise un gabarit de coupe et coupe le avec un bout de filament dedans). La buse ne doit pas être serrée sur le bloc alu de chauffe (on doit voir encore un bout de filet) sinon avec le jeu des dilatations/rétraction dus aux différences de température ça va provoquer un effort d'arrachement sur les filets (buse et bloc)
-
CLONE PRUSA : BONNE AFFAIRE ou ARNAQUE ?
Kalamiit en réponse au topic de Johnny Dos Passos dans Discussions sur les imprimantes 3D
Traficoteur Voilà l'écran que j'aurai si je ne fais pas de supplément (déjà chère assez comme ça ) https://all3dp.com/2/best-prusa-i3-mk3s-plus-upgrades-mods/
-
Démonte ton moteur retire le du système mais laisse le branché qu'il puisse tourner "en l'air" et envoie une commande du genre "charger le filament sur 200 mm" par exemple. Observe le, si tu vois un "faux rond" alors, ton axe est voilé... Mais ce serait bien extraordinaire de fausser un axe comme ça Tant que tu y es, vérifie les engrenages : toutes les dents sont nettes, pas d'épointée, bien serrés sur leur axes,...
-
extrudeur qui bloque, flux irréguliers...
Kalamiit en réponse au topic de fpf2010 dans Entraide : Questions/Réponses sur l'impression 3D
La molette crantée patine, d'où le bruit. Cela peut-être du à un ressort insuffisamment compressé. Si tu le compresses plus fort et que cela se met a "clogger" (la molette recule et ça fait un bruit en même temps, plus fort que sur ta vidéo, le moteur rate un pas en fait), c'est que la chaine PTFE/hotend/buse est en partie colmatée. Il faut vérifier tout le circuit : PTFE bien fixé, pas "croqué/plié/déformé" ; pas de fuites, pas de débris dans le hotend ; buse pas déformée... + Titi's procedure. Note que la molette peut reculer lors des rétractions mais ça ne fera pas de bruit et ce n'est donc pas du clogging... -
CLONE PRUSA : BONNE AFFAIRE ou ARNAQUE ?
Kalamiit en réponse au topic de Johnny Dos Passos dans Discussions sur les imprimantes 3D
Partout on parle de la qualité de la Prusa, c'est encore démontré. On parle aussi de la différence de prix... C'est encore démontré. Il y a des candidats, la concurrence fait aussi des choses... Comme le dit la jeune fille à la fin, chacun a son système de notation et les critères importants ne sont pas les mêmes pour tout le monde. Perso, si l'écran n'avait pas été si moche sur la Prusa, et avec du recul, je l'aurais achetée en kit. Mais cela ne doit pas t'influencer -
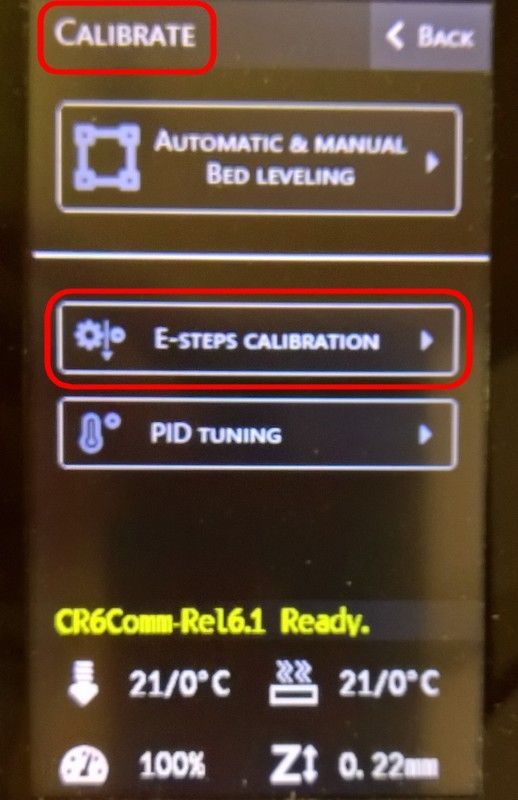
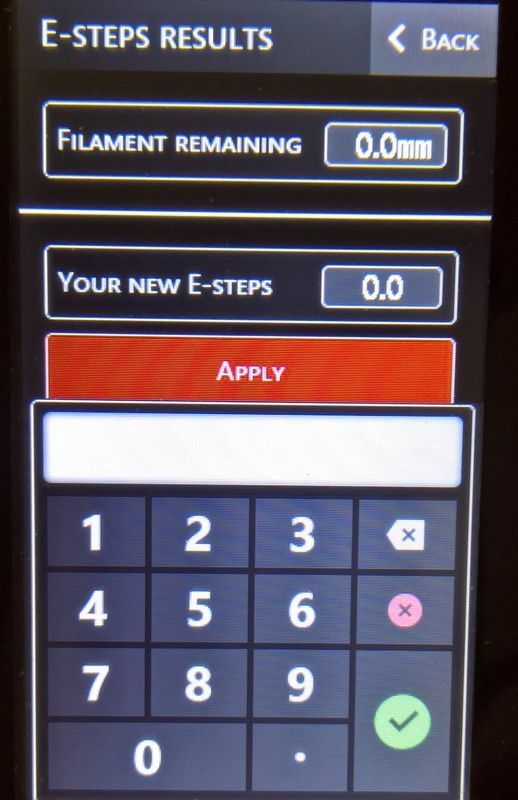
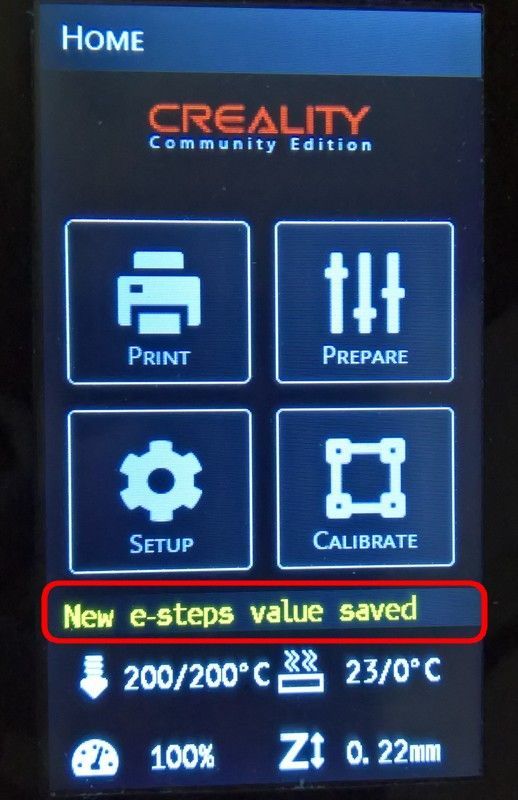
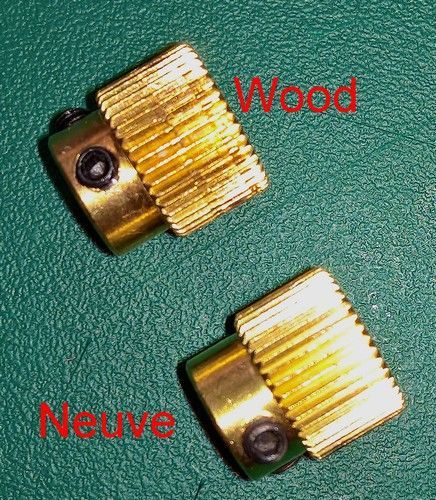
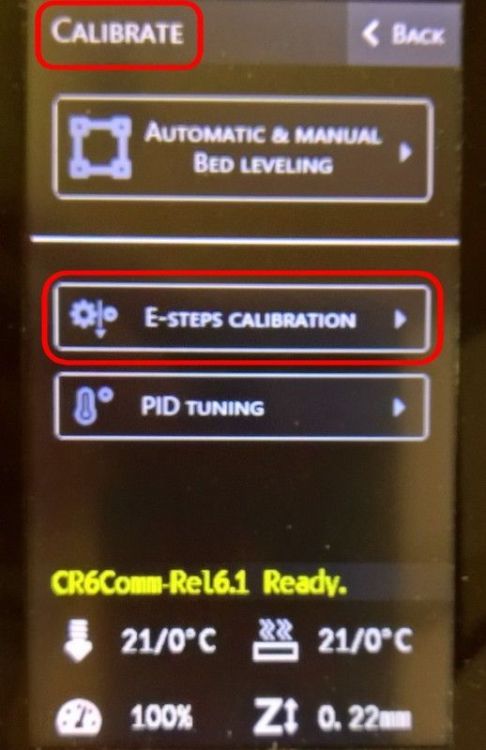
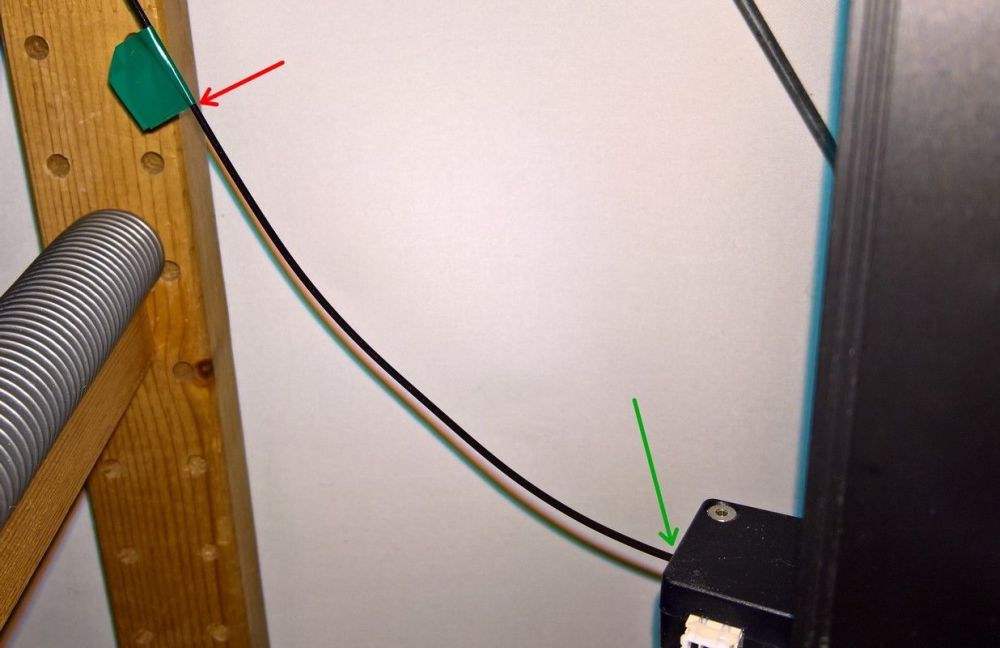
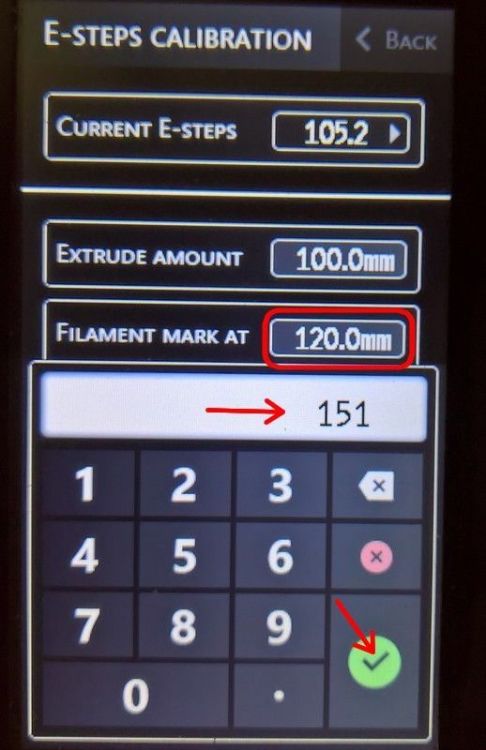
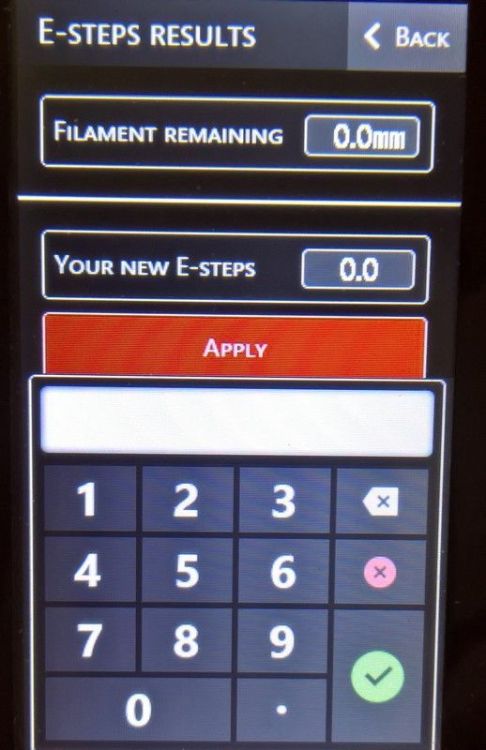
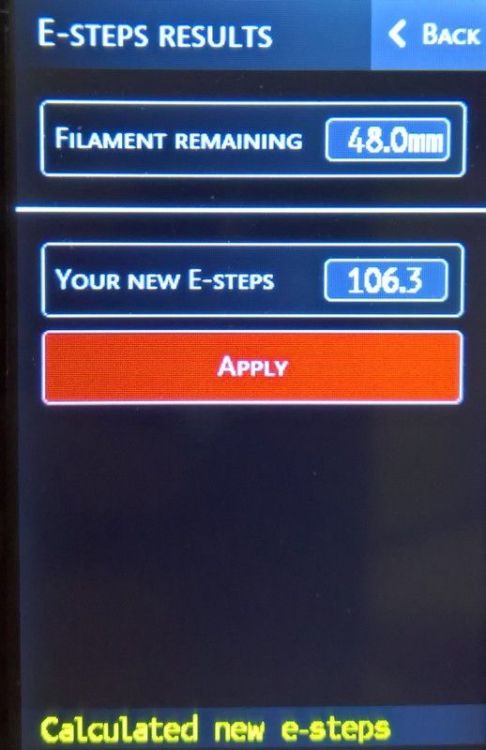
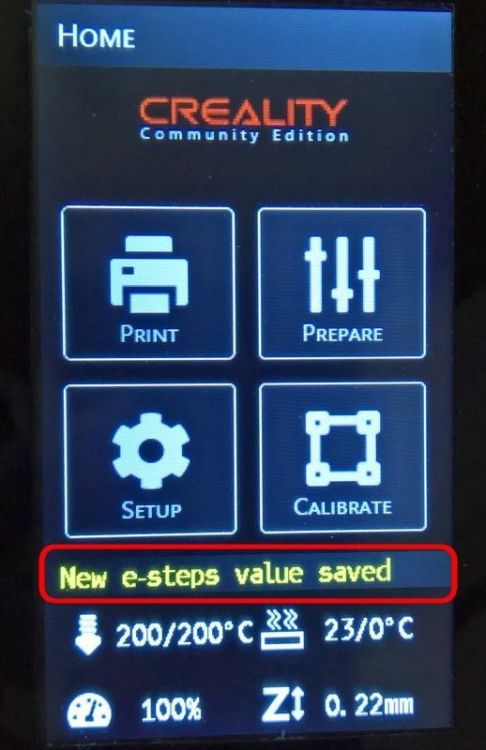
E-step, littéralement : E_xtrudeur-pas. C'est le nombre de pas que doit faire le moteur d'extrudeur pour obtenir une longueur de filament précise. Cela conditionne donc la sortie régulière et mesurée de matière à déposer, sur les différentes couches de votre modèle, par la buse. Une mauvaise calibration entraine sur ou sous extrusion donc des défauts sur le modèle. La calibration de l'extrudeur est à faire (en principe) à chaque changement de filament ou de matériel faisant partie de la chaine d'extrusion : PTFE, hotend/heatbrek, buse. Obligatoire en cas de changement de diamètre de buse. Bonjour, je commence par les préalables : - L'imprimante doit être en état de marche pour toute la "chaine" d'éléments mécaniques relatifs à l'extrusion : depuis le rouleau de filament jusqu'à la buse. Elle doit de toutes façons être entretenue régulièrement, donc ce ne sera pas un souci ... Je ne fais pas le tour de ce qu'il y a à faire, il y a déjà des posts sur ce sujet. Juste un rappel des points les plus importants, en rapport avec ce post-ci : - inspection visuelle de l'extrudeur : pas de saleté, molette crantée bien nette, ressort en place. Evidemment, ce sera plus difficile avec la "boite noire"-extrudeur d'origine- de la CR6SE (c'est pour cela que j'ai remplacé le mien !). Chaudement recommandé, si vous avez utilisé des filaments chargés (Wood,carbon,...), Voir exemple ci-dessous d'une molette qui s'est fait "travailler" par un filament bois : (NB, la "wood" est toujours utilisable mais si vous avez pire, il vaut mieux la changer) - vérifiez chaque fois que vous changez de filament, il doit être marqué : les "crans" doivent être visibles mais ils ne peuvent pas se rejoindre et former de grandes zones plates "mangées" par la molette crantée. Si vous n'avez pas regardé ça lors du dernier entretien, vous pouvez le faire maintenant maintenant : - dans le menu Prepare > Change Filament, choisissez une longueur de 200 mm par exemple puis Unload et regardez ce qui est ressorti. - si c'est correct, faites un Load de la même longueur pour qu'il reprenne sa place. - si c'est "mangé" : démontage obligatoire, nettoyage, réduction de la pression sur le ressort. Puis rechargez le filament - si c'est à peine marqué, augmentation de la pression sur le ressort mais seulement si, lors de la dernière impression que vous avez faite, vous avez entendu un petit cliquetis (correspondant au dérapage du filament qui ne "colle pas bien" sur la molette). Si vous n'avez rien entendu et pas eu de sous-extrusion, ne touchez pas au ressort. NB : Il y a une série de soucis, pas dus à l'extrudeur, mais dont il se fait le "porte-parole" : clogging (recul du moteur), patinages dus à des bouchages, PTFE mal sécurisé... On en parle dans d'autres post du forum, je pense entre autres à la Titi's procedure. Mais cela ne concerne pas le calibrage proprement dit. Le calibrage va pouvoir éventuellement compenser un défaut de la chaine, de même que la modification de débit dans le slicer. Mais Cura le précise bien, c'est une solution temporaire : cela soigne un symptôme, pas sa cause). On passe à l'étalonnage proprement dit : - sélectionnez Calibrate dans le menu de départ Home - sélectionnez E-steps calibration - marquez le filament à, au moins, 120mm de l'entrée du détecteur de filament (il n'est PAS nécessaire de mesurer exactement 120 mm, vous pouvez mettre plus, ce qui compte c'est que vous mesuriez exactement la longueur entre le repère -flèche rouge sur la photo- qui va avancer vers l'extrudeur ET la flèche verte -le point d'entrée qui reste fixe-) - dans le menu E-step Calibration, cliquez sur le montant indiqué dans Filament Mark, vous obtenez un clavier qui permet d'entrer la longueur que vous avez mesurée (donc la longueur "classique" de 120 mm n'est pas obligatoire) et validez avec le v vert - choisissez une température de buse compatible avec votre filament puis cliquez sur Run Extrusion et laissez travailler l'imprimante : quand elle aura atteint la température de consigne, elle va faire monter un peu la tête sur le Z (pour laisser de la place au filament qui va sortir) puis commencer l'extrusion des 100 mm de consigne, c'est lent, c'est normal. - à la fin de l'opération précédente, vous obtenez un nouveau menu où elle vous demande de mesurer le filament restant, entre le repère que vous avez placé et l'entrée du détecteur de filament : introduisez votre mesure dans la case de Filament Remaining, validez avec le v - le logiciel de l'imprimante va calculer la nouvelle valeur de votre E-step, il reste à cliquer sur Apply ... ... et on revient au menu Home qui vous indique que la valeur est sauvée en mémoire. C'est tout, bons prints Note sur les mesures : "120 mm" est couramment utilisé dans les tutos Youtube et autres mais avec la CR6 SE vous n'êtes pas obligés de vous y plier comme je viens de le démontrer. Au contraire, s'il vous est confortable d'utiliser p.e. 500 mm, cela réduira d'autant l'erreur relative... Mais consommera aussi plus de filament ! Introduisez 500 mm (au lieu des 100 sur les photos) dans Extrude Amount (photo 4) Note sur les chiffres dans les photos : il y a incohérence apparente, en fait j'ai fait deux séries de photos (du à la mauvaise qualité de certaines) ceci explique cela

-
@Idealnight@fran6p J'ai cité sept références pour vous démontrer que débrancher le PTFE n'est pas correct quoiqu'il arrive, j'attends toujours les vôtres. L'extrudeur de Scott fait du "clogging", cela vient d'un bouchonnage dans la suite de la chaine d'extrusion mais n'est pas du à l'extrudeur lui-même. @Scott, il faut que tu applique la Titi's precedure. Clogging : par exemple https://www.youtube.com/watch?v=zzNa6oqrJ8g cela arrive même sur un hotend fullmetal (quand les transferts de chaleur ne sont pas correct)
-
Je n'ai fait qu'appuyer la suggestion effectuée au préalable par @Idealnight
-
Les sockets "type B" ont la détestable habitude de pêter une ou leurs soudures quand on est pas très attentif (comme la plupart des gens et c'est normal ) lors des branchements/débranchements... Et, oui, le BCM2710 boot c'est du Raspberry Pi, le "secteur" de boot de son firmware plus précisément. Il n'y a donc pas de Raspbian, Octopi ou autre d'installé... Si la machine est d'occasion, peut-être l'ancien propriétaire a récupéré la carte SD qui porte l'OS (ou bien elle est défectueuse...). Machine à ouvrir et inspecter ses entrailles à la recherche d'un Pi...
-
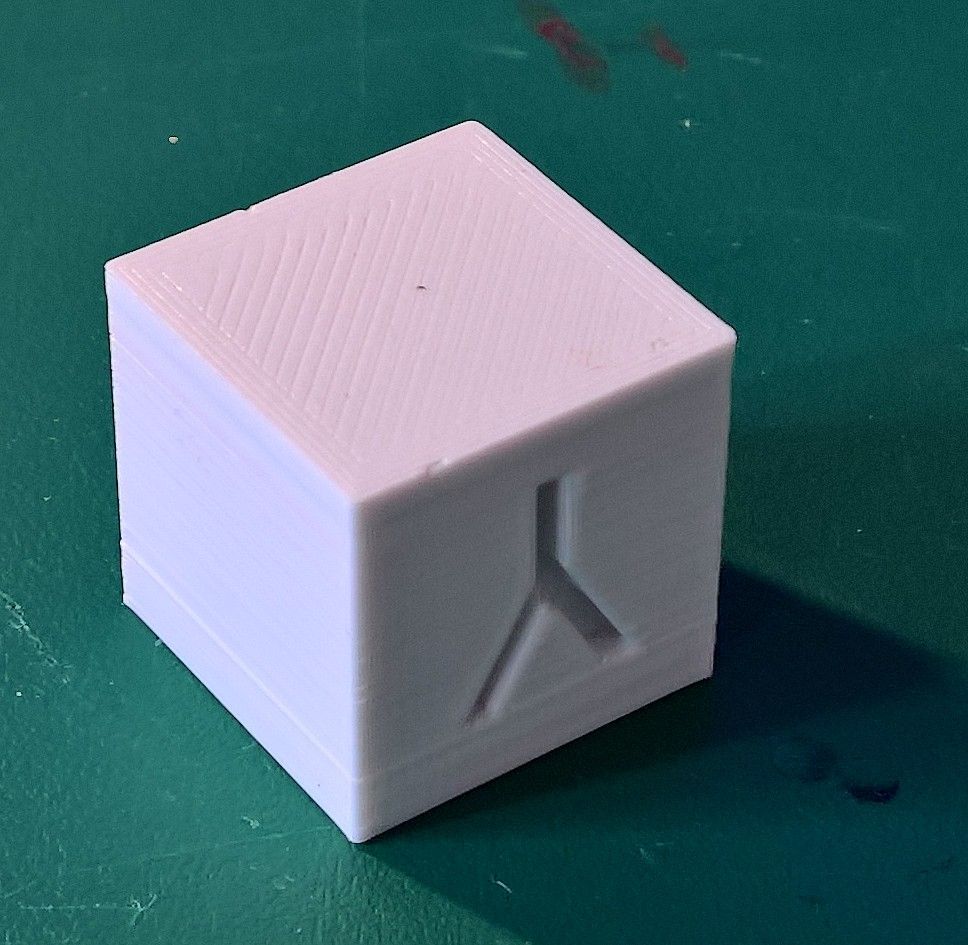
Les "rayures" horizontales Pour le soucis d'accroche, ton z-offset doit être peaufiné : ta buse est trop haute. Le CR Touch va corriger les défuts de planéité à condition que tu sauvegardes le quadrillage effectué. Mais je n'ai aucune expérience personnelle là-dessus, attends d'autres réponses. Mais comme le dit @Idealnight, tu serais plus visible sur un post dédié à tes premières impressions.
-
C'est donc ta première couche, alors il faut diminuer le Z-offset. Les claquements de l'extrudeur : il y en a principalement de deux sortes. 1) Il faudrait que tu regardes la molette crantée et voir si quand ça claque, elle tourne dans le mauvais sens (clogging). C'est très bref, il faut bien regarder ou monter une roue sur la tige du moteur comme ça : https://www.thingiverse.com/thing:3176144 2) Si elle ne fait pas "marche arrière" c'est qu'elle patine sur le filament, le ressort n'est peut-être pas assez serré. Attention qu'elle fait marche arrière chaque fois qu'il y a une rétraction programmée par Cura dans le gcode donc si ça ne fait pas de bruit à ce moment là c'est normal. Il peut y avoir un tout autre problème, surtout en cas de clogging, c'est un début de bouchon dans la tête, ou un PTFE "croqué/écrasé, mal inséré dans les pneufit... Si c'est pas trop important il n'y aura pas de sous-extrusion, par contre ça fait forcer le moteur qui "clogge" (saute un ou plusieurs pas et grogne) Donc, quel est le bruit ? Proposition 1 ou proposition 2 (barrez l'inadéquate) Remarque, si l'extrudeur a du mal, cela aussi pourrait expliquer tes couches mal jointives...
-
Petit dessin ? Et aussi : tu peux enlever ta jupe (la "piste" de filament qui court autour mais à l'écart de ton benchy). Elle ne sert que pour la purge de la buse mais comme tu as une purge sur le bord du plateau ça fait double emploi. Tu peux aussi rendre la couture "aléatoire", elle se verra moins que quand c'est aligné comme sur ta photo (dans Cura >parois > alignement de la jointure en Z > aléatoire). Regardes ces paramètres, il y a plusieurs possibilités, à toi de choisir ce qui te conviendra le mieux.

-
Bah, je te ferai bien une boutade : si tu ne sais pas si c'est nécessaire, c'est que ce ne l''est probablement pas. Non, mais en fonction du filament, de la taille de ta buse (quand tu en changes), de la forme de ta pièce (par exemple pour éviter le warping sur les angles ou les pièces longues et étroites,...) bref, tout ce qu'il est possible d'affiner dans Cura et que tu vas apprendre au fur et à mesure... Tu as installé l'adon d'aide de Cura ?
-
Bonjour et bienvenue ex-collègue (oui, j'ai pris ma retraite, les OS j'en ai soupé ). A bientôt sur le forum.
-
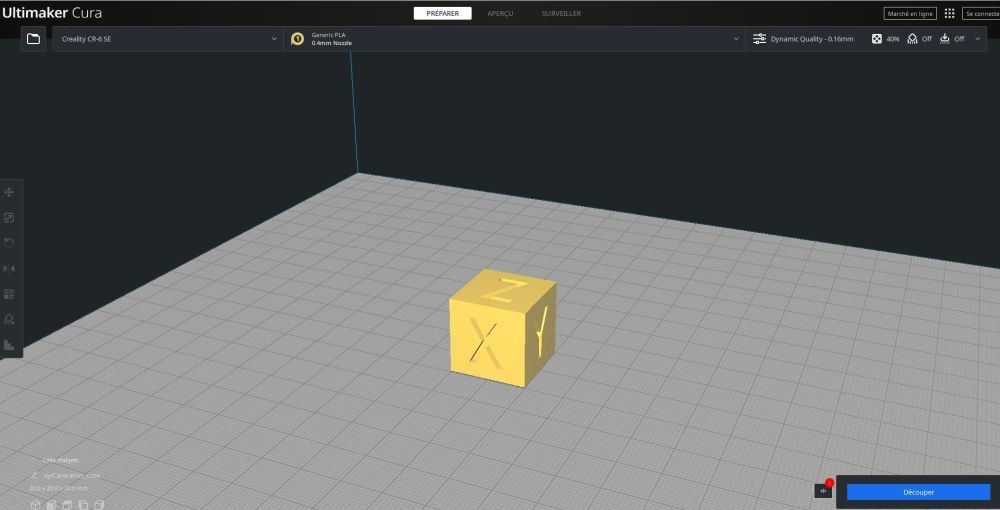
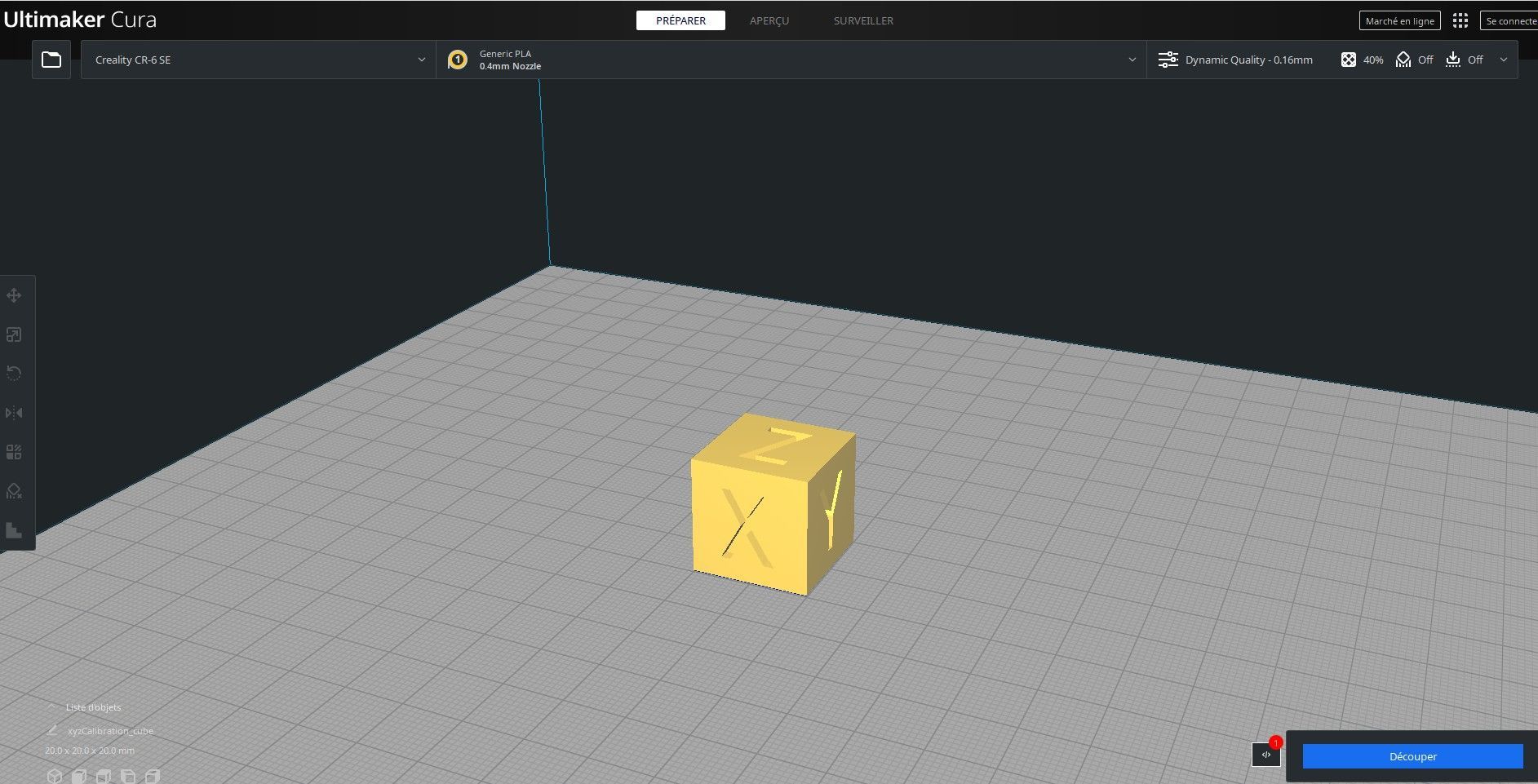
En fait, tu ne dois pas modifier le .stl que je t'ai fait télécharger : le cube est bien positionné. Tu passes juste le STL dans Cura et tu verras qu'il est bien mis. Il ne reste qu'à modifier tes paramètres (seulement SI c'est nécessaire) puis découper et transférer le gcode sur ton imprimante Tu veux dire que ton Z s'imprime en première couche ?