.jpeg.6ece39e4625cc01b7a3653a84e5c3d2c.jpeg)
3xkirax3
-
Compteur de contenus
16 -
Inscrit(e) le
-
Dernière visite
Récompenses de 3xkirax3
")





-
Super, c'est agréable de savoir que mon post à pu t'avancer
-
Au plaisir d'avoir pu aider
-
(Désolé pour le double post mais je ne peux éditer celui de hier...) Après moultes tests ce matin, je suis arrivé à un résultat très satisfaisant ! Je n'ai pas réussi à éliminer 100% du bruit lié à la vibration mais il est tellement atténué que pour moi c'est équivalent. J'ai d'abord testé différentes mousses intercalées entre l'extrudeur et la structure, certaines améliorent un peu plus que d'autres mais rien d'incroyable. J'ai aussi essayé de modifier la pression qu'exerce l'extrudeur sur les mousses en fonction du vissage pour trouver la rigidité de montage qui va bien mais encore une fois ça ne divise pas par 2 la nuisance sonore, bien que ça aide un peu. J'ai noté par contre que si vous avez un deuxième extrudeur (version dual), lorsqu'il est également monté sur la structure, même si il est n'est pas utilisé, il amortit une partie des vibrations de part sa masse. Du coup, même si je n'utilise pas le mien, je l'ai laissé. Je me suis ensuite tourné vers les réglages machines dans Prusaslicer et j'ai testé des accélérations à la rétractation allant de 1500 mm/s² à 100 mm/s². Évidemment, à 100 mm/s² il n'y a plus de bruit quasiment, mais la rétraction est un peu longue. J'ai fini par trouver la valeur de 200mm/s² qui me parait être le parfait compromis, on entend quasiment plus l'extrudeur, et la rétractation est suffisamment rapide (non je ne confond pas accélération et vitesse, simplement si l'accélération diminue, la vitesse de consigne est plus longue à atteindre et je suis à 60mm/s ). Illustration en vidéo, bien que le micro du téléphone n'est pas incroyable: Avant avant.mp4 Après après.mp4 J'espère que cela vous aidera. Je tiens à préciser que les valeurs que j'ai trouvé sont propres à ma machine et qu'il vous faudra certainement trouver les vôtres, mais ça vous donne un ordre de grandeur pour commencer et une piste d'amélioration. Au passage, j'ai baissé le jerk de 2.5 à 2 sur l'extrudeur, ça ne fait pas de grands changements mais ça ne fera pas de mal. Bonne chance
-
Hello tous le monde J'ai exactement les mêmes soucis que ceux cités précédement. Le bruit est une résonance de la structure qui propage la vibration de l'extrudeur lors de la rétractation. J'utilise prusaslicer, je viens de voir que de base l'accélération de l'extrudeur est à 1500 mm/s² en rétractation, je vais tester à 500 mm/s². J'avais également intercalé une mousse entre la structure et l'extrudeur, ça allait dans le bon sens mais ce n'était pas suffisant. Pour information, je suis également en TMC2209 et j'ai bien 2.5 en Jerk sur l'extrudeur. Affaire à suivre
-
.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)
[TUTO] Firmware personnalisé Wanhao D12 - comment compiler son firmware
3xkirax3 en réponse au topic de Jonathan06 dans Wanhao
Affirm, j'utilise Marlin 2.0.9.1 -
[TUTO] Firmware personnalisé Wanhao D12 - comment compiler son firmware
3xkirax3 en réponse au topic de Jonathan06 dans Wanhao
Hello Arno, désolé de la réponse peut-être un peu tardive. Les fichiers config et config.adv que j'ai utilisé jusqu'à présent sont ceux-ci: Configuration_adv.hConfiguration.h N'hésite pas à nous faire un retour si ça marche pour toi avec ces fichiers -
J'approuve ce qui est proposé par Rorqual, essaie d'imprimer un cube en mode vase et vérifie que la largeur des parois du cube correspond à celle demandée dans ton slicer. Et à partir de ça tu peux régler ton débit. Pour le refroidissement j'ai testé lui et il marche super bien ! https://cults3d.com/en/3d-model/tool/refroidissement-custom-wanhao-d12
-
J'avais essayé mais rien de probant, je vais essayer de changer de buse pour voir si une nouvelle peut aider
-
Je rejoins d'autres posts, as-tu vérifié si tu n'avais pas de la sur-extrusion ? La rétractation de 1.4mm et 18mm/s me semble faible si tu es en bowden mais après pourquoi pas. Tes vitesses de déplacement de tête entre le test de stringing et l'impression sont les mêmes ? Car ça influence aussi le stringing. Tu imprimes à quelle température par curiosité ?
-
Pour vérifier que le problème est bien présent, je ferais le testd'impression du cube en mode vase sur lequel tu mesures l'épaisseur de parois (tuto ici : https://teachingtechyt.github.io/calibration.html#flow). Et même avant de faire ce test, je vérifierai le réglage des steps de mon extruder pour vérifier que si tu lui demandes 10cm de fil, il en débite bien 10 et non 9cm par exemple. Un très bon tutoriel ici : https://teachingtechyt.github.io/calibration.html#esteps. Je ne sais pas si c'est clair mais en théorie, après ces deux tests tu ne devrais plus avoir le soucis. Et effectivement changer la buse peut parfois aider également. Après les 2 tests proposés ne seront pas effectués pour rien, ça te permet de vérifier le bon paramétrage de ta machine, tes impressions n'en seront que meilleures !
-
3xkirax3 a changé sa photo de profil
-
Je vais faire également un résumé des choses que j'ai changé du coup, si ça peut aider : Modification de distance/vitesse de rétraction => aucune amélioration acceptable en couvrant de 2 à 10mm de rétractation et 10 à 60 mm/s (les meilleurs résultats sont à 10mm mais pas acceptables) Filament => J'utilise du filament Wanhao, j'avais jusqu'à présent pas eu de problèmes particulier hormis le stringing Changement du tube PTFE par un capricorne => aucune amélioration Température => de 185°C à 195 °C aucune différence, je vais essayer 180°c mais je ne suis pas convaincu Calibration de l'extrudeur => réglé au petits oignons, pas d'amélioration Désactivation de l'option "Z hop when retracted" sous Cura => Déjà désactivé dans mon cas ... J'ai vérifié mon extrudeur, mes connecteurs PTFE, mon Y et j'ai changé le PTFE d'origine du heatbreak de la tête V2 par du capricorn => aucune amélioration Je continue à creuser, je ne suis pas certain que ce soit un problème hardware mais c'est étrange. Je vais essayer de changer la buse quand j'aurai les outils adaptés
-
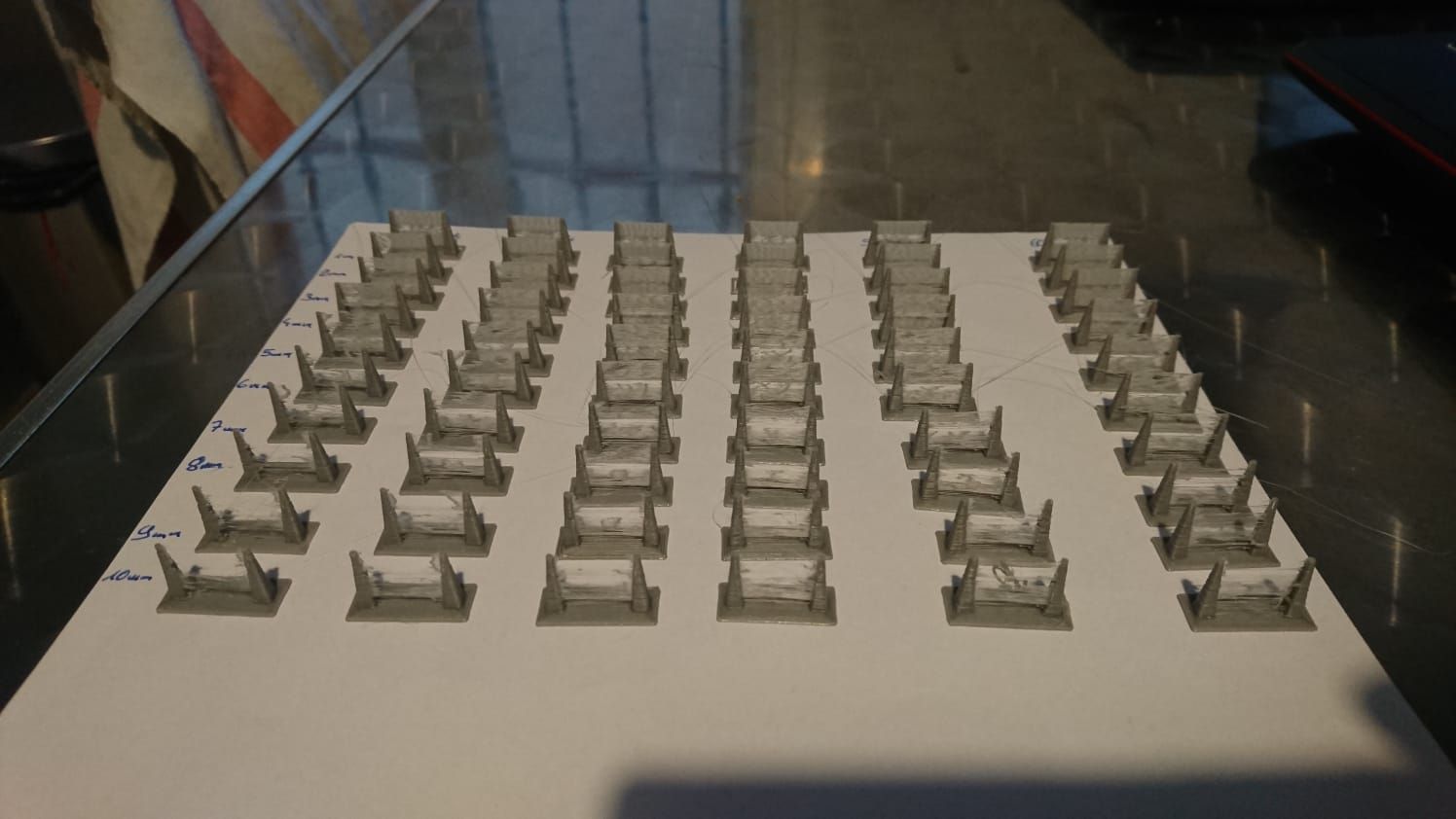
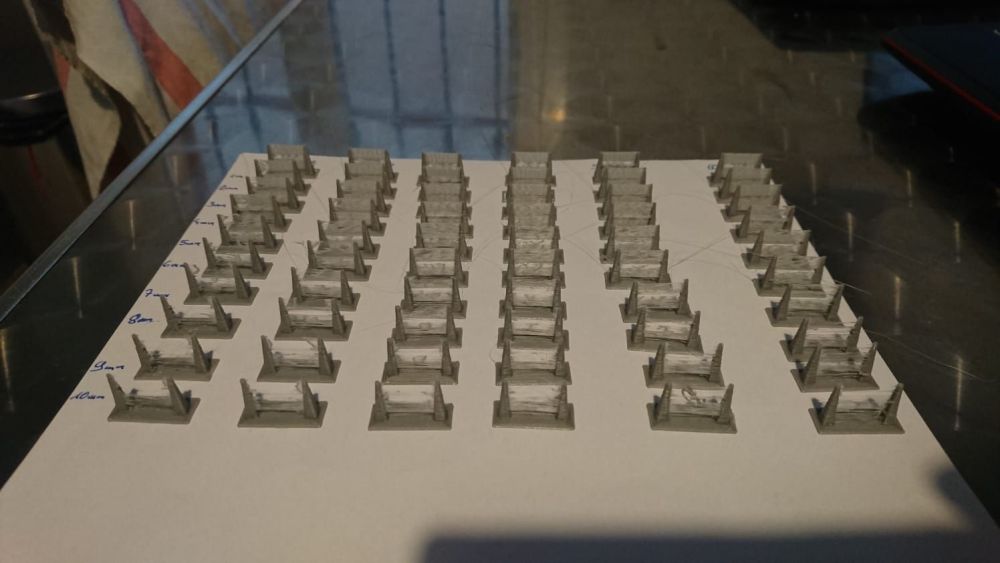
Effectivement je n'avais pas abordé le sujet. Je travail sur Prusaslicer/Simplify 3D. Les pièces que j'ai montré en photo juste avant sont obtenues avec Simplify 3D et il y a l'équivalent du Zhop Cura qui s'appelle ici Retractation Vertical Lift. Dans tous mes test il était à 0, donc je pense que ça correspond à désactivé sur Cura. Pour mon cas ça ne semble donc pas être le soucis. Petit update supplémentaire, je viens de changer le PTFE dans le heatbreak et j'ai toujours le même problème. Edit: Pour information, les tests ont été réalisé à 195°, ce qui me parait pas déconnant
-
Je rencontre les mêmes soucis de stringing après avoir calibré mon extrudeur (lien du tutoriel pour ceux qui se demandent la manip : https://teachingtechyt.github.io/calibration.html#esteps) et passer mes PTFE en tube Capricorn. Je suis passé également sur une tête V2 mais je n'ai pas vu de changements. J'ai fait une matrice de test avec rétractation de 1mm à 10mm pour des vitesses allant de 10mm/s à 60mm/s. Aucun résultat n'est probant, la vitesse de rétractation n'a pas l'air d'influencer beaucoup, et j'obtiens le minimum de stringing de 8 à 10mm de rétractation mais on reste avec des fils présents. Je vais voir si en modifiant le PTFE de la Hot-end j'ai du nouveau, mais c'est drôle de voir que certains avec des set-up identiques arrivent à supprimer le stringing et pas d'autres
-
[TUTO] Firmware personnalisé Wanhao D12 - comment compiler son firmware
3xkirax3 en réponse au topic de Jonathan06 dans Wanhao
Oups, j'ai peut-être confondu avec ce que j'avais lu après sur le forum du coup Merci beaucoup pour cette information sur les moteurs, plus qu'à régler maintenant -
[TUTO] Firmware personnalisé Wanhao D12 - comment compiler son firmware
3xkirax3 en réponse au topic de Jonathan06 dans Wanhao
Bonjour Jonathan06, sur tes conseils j'avais déjà regardé cette très bonne vidéo de Ludolab, et effectivement il règle ses drivers à 0.71V, mais comme le dis Landaisd, ce n'est pas optimal car les moteurs sont plus gros et je pense que le Inom des moteurs est supérieur. Je actuellement à 0.71V pour le Z et les extrudeurs mais par sécurité. Je vais continuer à chercher ce week-end pour le plateau, quand j'aurais changé la hot-end avec le nouveau corps de chauffe . Merci pour ces informations Landaisd, je suis extrêmement intéressé par les caractéristiques moteurs si tu arrives à les retrouver. Je ne comprends pas qu'elles ce soit si dur à obtenir sur internet.