BennXeffect
-
Compteur de contenus
20 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par BennXeffect
-

Heavy mod sur ma SR (TPU et PC compatible)
BennXeffect en réponse au topic de BennXeffect dans FLSUN 3D
Belle bete. Changer l'alim est un choix judicieux, surtout sur cette machine ou certaines parties sont clairement.... ultra cheap (heatbloc WTF??!). perso je ne l'ai pas fait car le heater que j'ai mis pour l'air est directement en 110V (donc ca tire rien). Mais J'ai un peu hesite avec une alim ATX externe. En plus on peut allumer la machine en envoyant un Gcode avec une alim ATX. apres le filtre aussi, bon mod mais je sais pas trop si c'est SI important, surtout que la piece ou est ma machine est bien grande, donc vapeurs bien diluees... Mais bon ca reste quand meme du mod solide. t'as mis une sonde de temperature pour la carte mere? -
Heavy mod sur ma SR (TPU et PC compatible)
BennXeffect en réponse au topic de BennXeffect dans FLSUN 3D
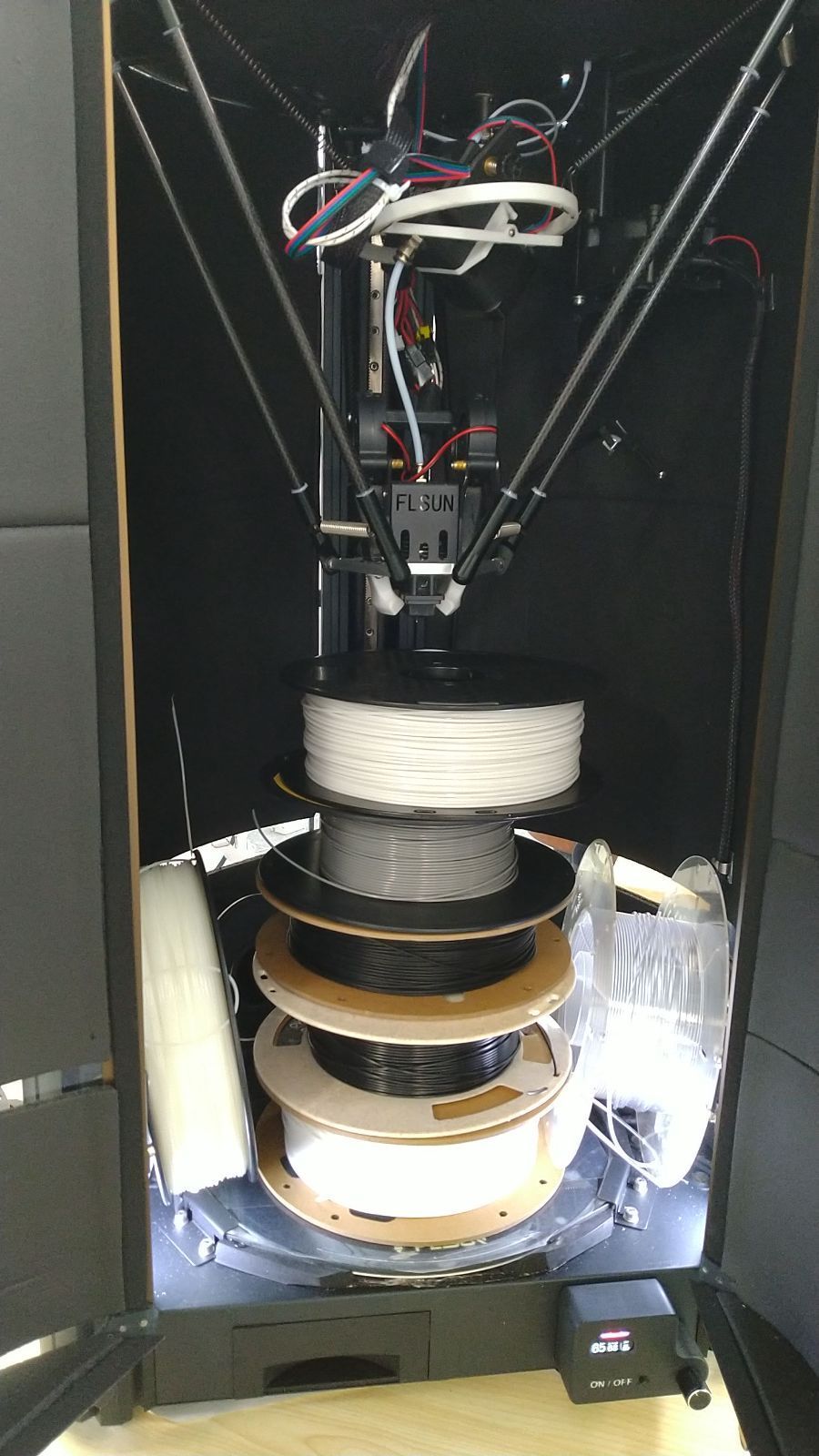
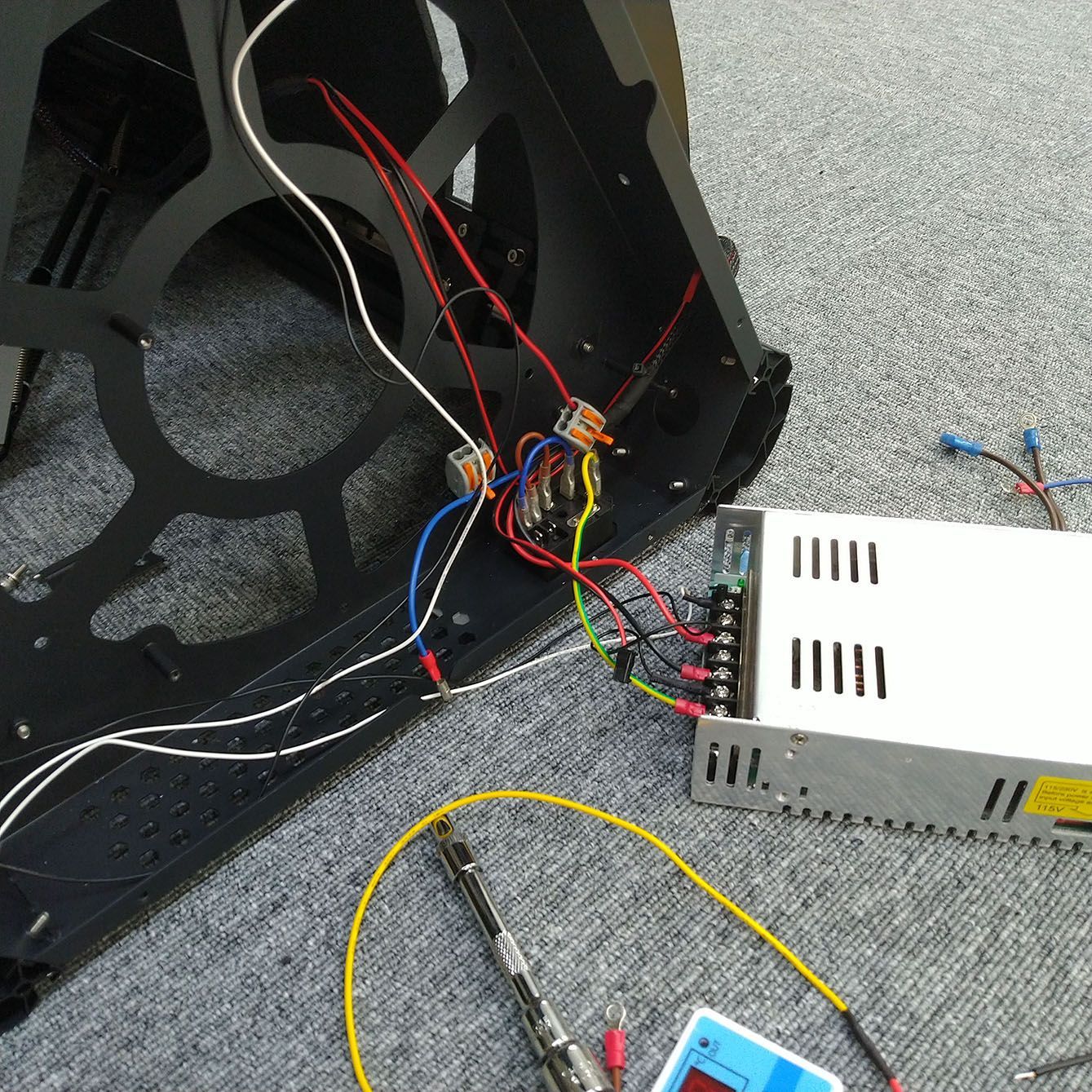
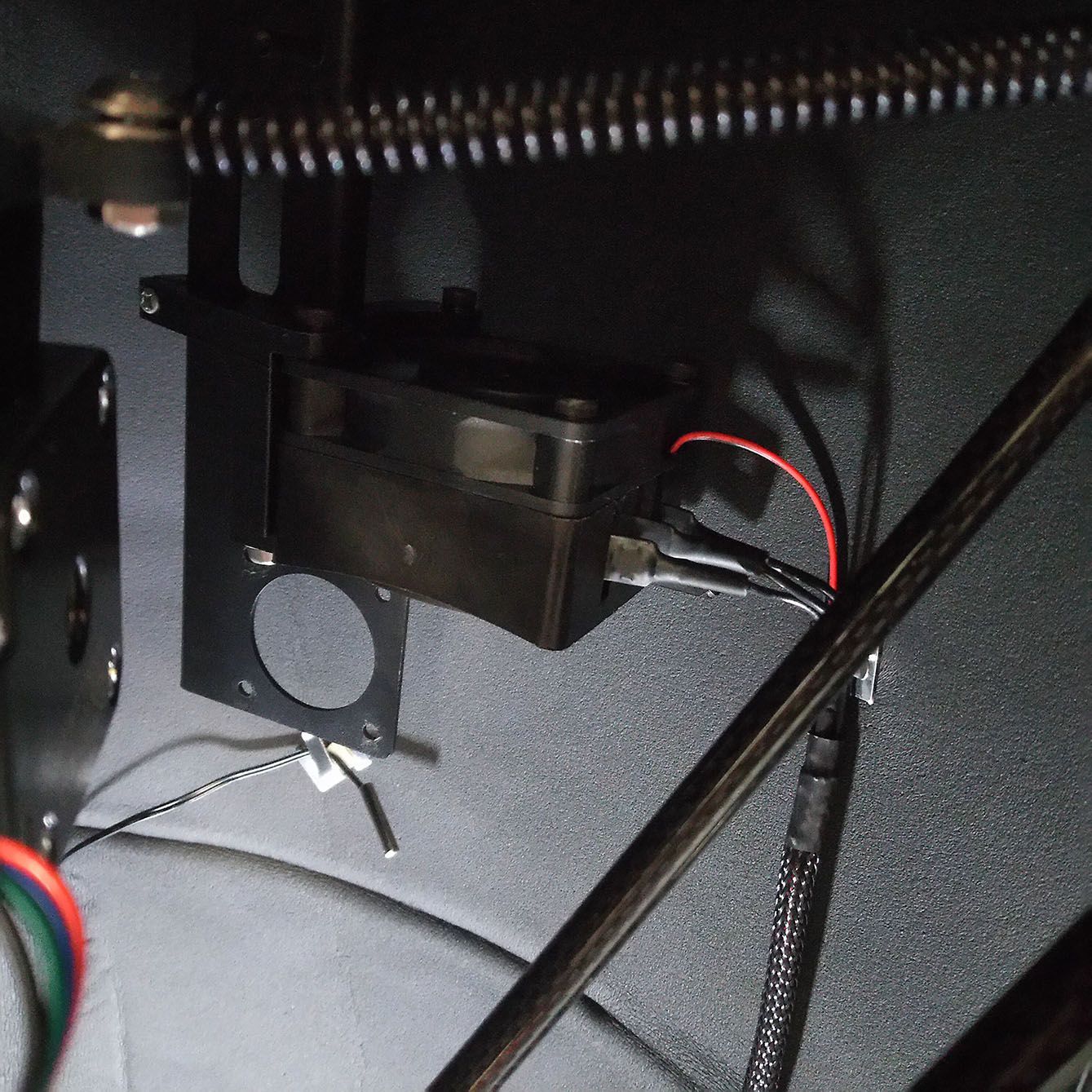
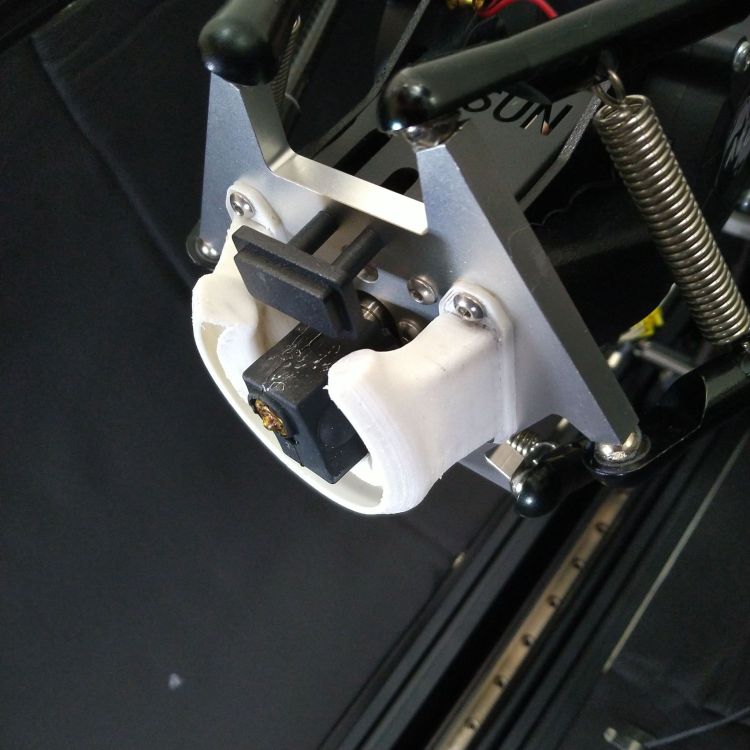
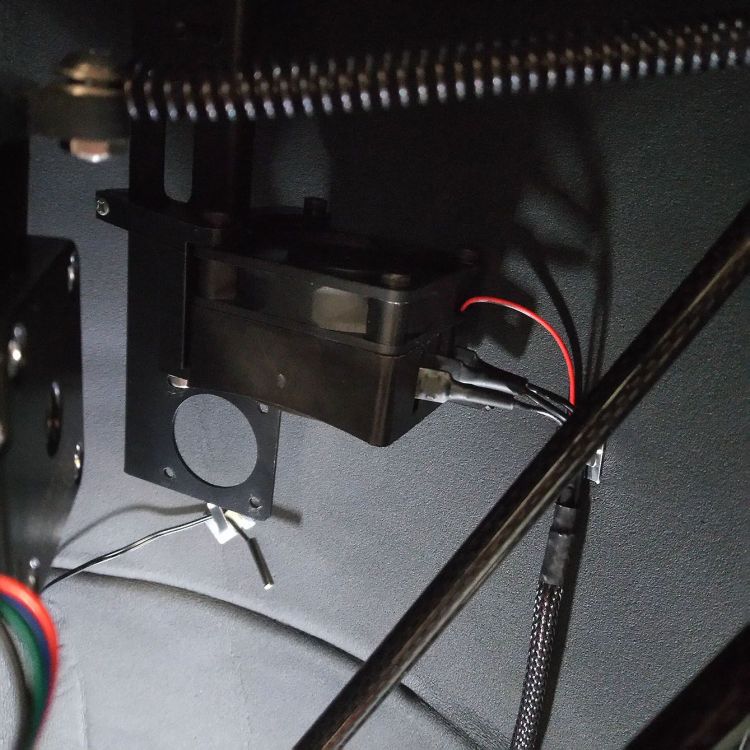
quick update, j'ai: ajoute mon fan duct circulaire ajoute le filastrudeur de Julmar remplace le controlleur de temperature pourri par un controller PID de ma conception (PCB et programmation du controlleur), c'est le petit boitier noir en bas avec un petit ecran noir. Bien plus pratique! change les blowers pour des bien plus puissants (resultats incomparables) change la hotend pour une volcano et une nozzle highflow la photo montre une fonction que je n'avais pas prevue : sechage des filaments!
-
Pas un gros probleme en realite ces strings : arrache ce que tu peux a la main, meme grossierement ca ira, ensuite utilise un decapeur thermique (si possible avec une buse de precision) par petits accoups rapide vers la piece et tout va disparaitre. Par contre 30mm/s me semble incroyablement rapide. perso pour du 85A je ne depasse pas 15mm/s (10 de pref.)
-
ca parait enorme en effet... mais mieux vaut demarrer gros, et reduire par la suite si ca passe encore a l'aise. Je demande par hasard : on peu voir ce fan duct? simple curiosite
-
Meilleur Fan Duct pour FLSun Super Racer SR
BennXeffect en réponse au topic de Motard Geek dans FLSUN 3D
Voila c'est fait, si vous voulez tester, allez-y! je mettrai ca sur thingyverse apres. 3mf ou stl, comme vous voulez, c'est la meme chose normalenemt. a imprimer "a l'envers", donc avec les 2 pieds a plat sur le bed, juste un peu de support pour l'arche (ca s'imprime tres bien, mettez support auto avec genre 35 ou 40 deg) Vous pouvez jouer avec la scale en Z si votre extrudeur est moins long que le stock, ca devrait marcher sans probleme. viewer : https://a360.co/3maY9fN BennDuct.3mf BennDuct.stl -
Meilleur Fan Duct pour FLSun Super Racer SR
BennXeffect en réponse au topic de Motard Geek dans FLSUN 3D
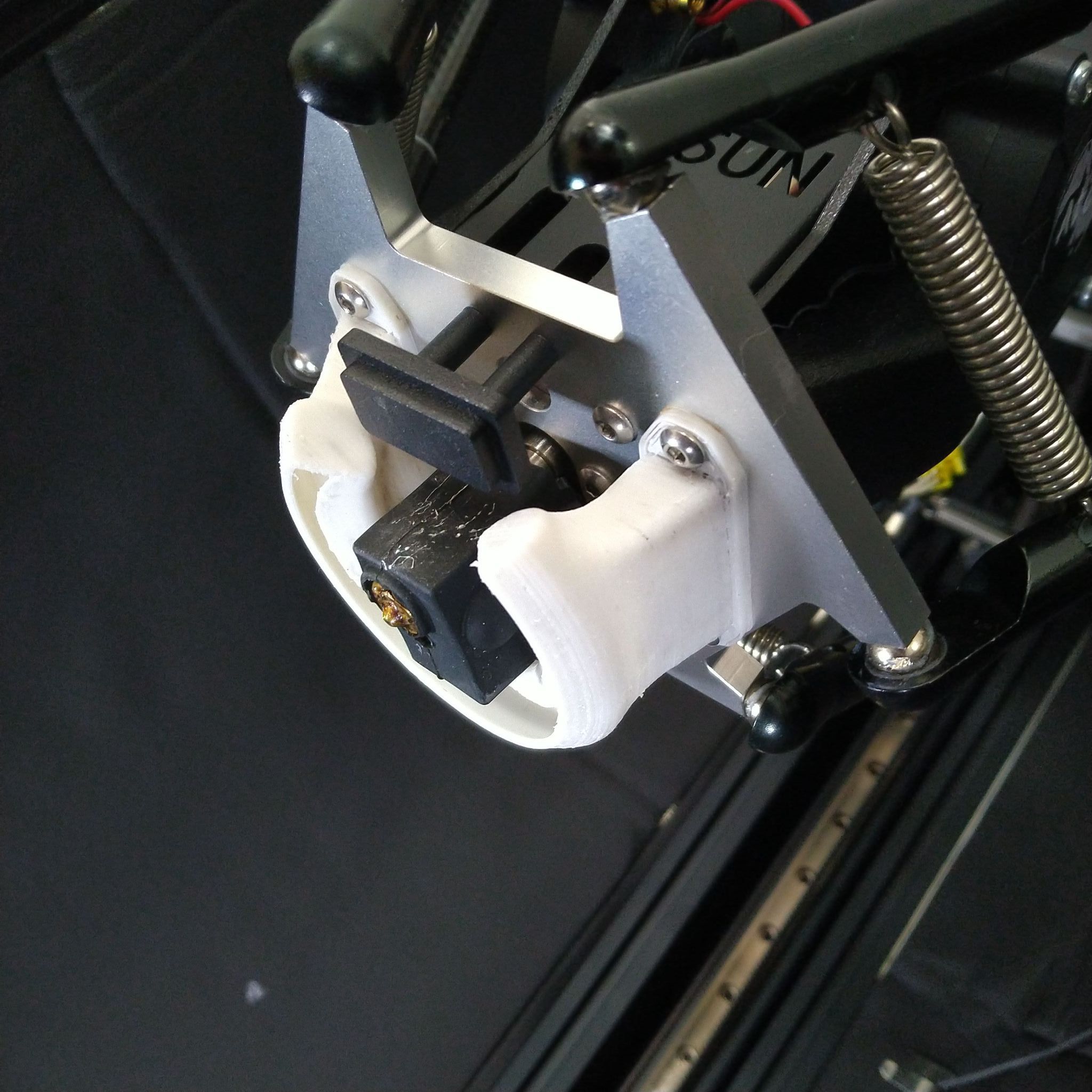
premiere version, finalement j'ai laisse tombe le concept en plusieurs parties, trop complexe (et chiant pour tout le monde?). je pense que l'ouverture de l'air est encore un peu trop large (presque aucun soufffle a l'arriere), je change ca ce soir et je posterai les step/stl sur thingy dans la foulee. donc le truc, c'est que j'ai juste coupe la partie circulaire pour laisser passer la Z probe.... pas super complique.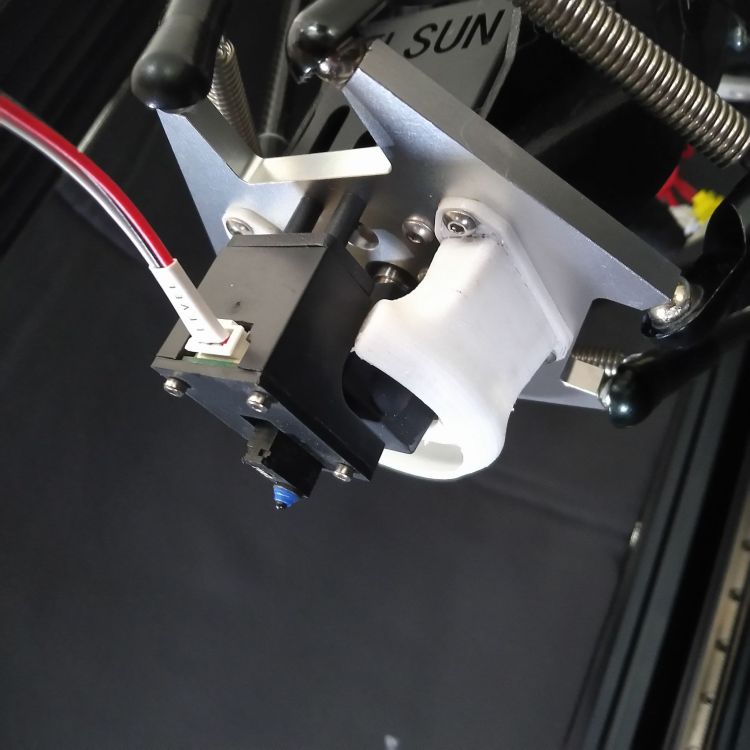
-
resultats plutots evidents, avec le CNC, plus c'est lent, plus c'est propre, c'est une limite physique, on y peut rien. 150mm/s est vraiment tres rapide je trouve, surtout si c'est avec la nozzle/heat block stock (super cheap!!) de la SR. commence par faire le mod des fan (mets des blowers dignes de ce nom), stl facile a trouver sur thingyverse. Ce mod est obligatoire d'apres moi, un bon refroidissement est trop important pour laisser des fans pourri. Apres, si tu veux conserver une bonne vitesse generale, il y a un bon compromis dans la derniere beta de prusa slicer : plus le overhang est abrupt, plus le print ralenti (on peut aussi accelerer le fan proportionnellement au overhang, c'est tres malin). apres pour le ghosting, perso je n'en ai jamais eu avec la SR (mais jamais imprime plus rapidement que 110mm/s aussi), donc je ne suis pas sur, cela dit d'une maniere generale, un tweak sur l'acceleration devrait arranger la chose. PS: la difference sur la lisibilite de la premiere couche est frappante! c'est juste du a la vitesse ou il y a eu un changement d'offset Z entretemps?
-
Ca suit tres bien, je ne note aucun probleme, et surtout aucune baisse de qualite nulle part. ca serait meme plutot plus propre du au stringing reduit et linear advance quasiment nul. en plus c'est trop la classe et ca pete quand les colegues regardent la machine tourner, et ca, ca vaut tous les parametres du monde!
-
J'ai sucombe a la tentation et je suis passe au filastruder de Julmar performances excellentes, bien meilleur qu'un model sans parties rotatives! Imprime en PC, bien costaud, rien a redire, c'est du tres bon travail. Merci encore.
-
Meilleur Fan Duct pour FLSun Super Racer SR
BennXeffect en réponse au topic de Motard Geek dans FLSUN 3D
Je suis dessus la, et je me demande si je ne vais pas faire une sorte de design en 2 parties : les tubes guides d'air qui resteront visses a l'effector, et le diffuseaur circulaire facilement amovible (qui sera probablement oval en fait). Je vais aussi essayer qu'il soit possible de changer la hauteur du diffuseur en changeant la scale en Z des guides lors du slice. Ca semble tres faisable (en plus j'ai trouve un CAD complet de l'effector, ca aide!) pour la connexion des 2 parties, je pense a des micro aimants... mais pas encore certain pour ca. -
Meilleur Fan Duct pour FLSun Super Racer SR
BennXeffect en réponse au topic de Motard Geek dans FLSUN 3D
Je sais que ca ne fonctionne pas tel quel, c'est pour ca que je veux (vais) la redesigner Je vais essayer de la faire plus facile a imprimer aussi, la c'est pas trop mal, mais pas vraiment ideal non plus... -
Meilleur Fan Duct pour FLSun Super Racer SR
BennXeffect en réponse au topic de Motard Geek dans FLSUN 3D
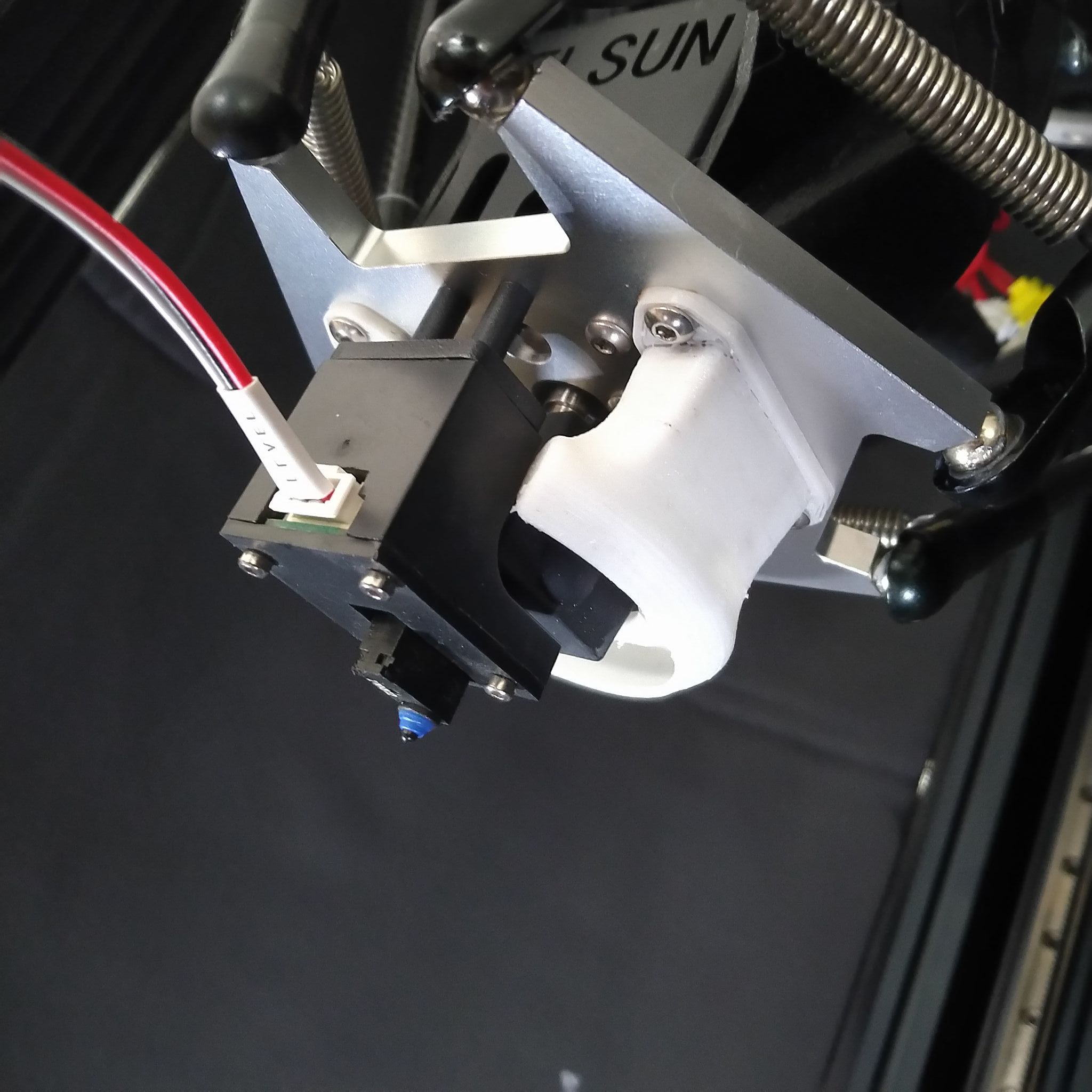
J'ai opte pour le top 1 (le circulaire), avec petit ajout de mur sur le bas de la partie circulaire pour meilleure prise sur le bed. J'ai decoupe ce mur a la pince coupante apres impression, donc la forme finale est tres proche de l'originale. les perfs ont en effet l'air tres bonnes, mais c'est vrai que le coup de la sonde Z qui ne passe plus est un peu chiant... je me demande si je vais pas reverse engeener le truc pour mettre l'ouverture de l'autre cote histoire que la sonde puisse passer. en plus le mur ou passe les visses est super fin, pas super pour la solidite, surtout sous contrainte de pression des tetes de visses... aussi un autre probleme : la fente ne devrait pas etre de largeur uniforme, mais plus fine la ou le vent est plus fort et plus large la ou la pression est moindre, pour une meilleure repartition circulaire du vent. ca se calcule en simulation de flux (ou a l'oeil si on est un peu bourrin, c'est ce que je vais faire lol) -
Je ne sais pas d'ou viennent ces problemes, comme ca n'apparait que sur les petites zones, je dirais probleme de vitesse et/ou retraction la cheminee semble trop epaisse par contre certains points sont tres bons, c'est etrange. essayes d'imprimer plus lentement, et essayes avec moins de retraction (ca va peut etre stringer par contre...). randomize la position de demarrage des couches aussi, ca peut aider a eviter les accumulattions de plastiques au meme endroit a chaque fois. je viens de faire ca en PETG avec ma SR. loin d'etre parfait (j'aurais du metre les ventilo plus fort des le debut, je les ai accelere a genre 40 layers avant la fin, et c'est devenu beau aux overhangs a ce moment la... les boules), mais ca se defend pas trop mal, et c'est super solide malgres le design super fin. le heatbloc est pour l'echelle. Print time : un peu plus de 3h. D'experience, je dirais que ce que deteste le plus le PETG c'est la vitese.... Stock nozzle 0.4, stock heatbloc (mais custom heater et sonde de temp) 3perimetres (0.6mm inner, 0.425 outer) plus c'est fat, mieux ca colle! mais moins tu as de precision dimentionnelle... 0.15pitch 50mm/s pour le perimetre, 85% de ca pour le outer pas de zone infill (pas assez epais pour ca) bottom/top layers: idem, sans consequence puisque piece a 45deg sur le cote support organic (prusa slicer alpha 2.6) 40% density, placement non automatic avec zones definies par moi (j'aurai du en mettre un peu plus...) fan a 65%... jusqu'a un peu avant la fin ou j'ai passe a 85%. les fans sont custom (blowers 5050) chambre a 45deg (idealement j'aurai du mettre 50 ou 55, mais il reste des trucs en PLA a l'interieur....) bed 90first→85 nozzle a 290→285deg (ignore ca, je pense qu'il y a un probleme de lecture de temp... le heatbloc stock est merdique ca n'aide pas... ) aucun brim (mais support de batard donc ca compte pas lol)

-
Oui ca marche, j'ai la buse d'origine sur ma SR et j'imprime du PETG sans probleme. je demarre toujours le PETG avec le lit a 90C pour la premiere couche, et 85 ensuite. Essaye aussi avec un brim super large (genre 10mm), ca tiendra bien mieux, et generalement si il y a accumulation de plastique, ca sera sur l'exterieur du brim, donc la buse ne devrait pas y repasser. Si ca ne suffit toujours pas, met une skirt de plusieurs couches a 0mm d'espace avec la piece, ca fait un pied super costaud, inarrachable sans spatule (OK j'exagere la). a savoir : j'ai totalement clos ma SR avec des murs hermetiques tout autour (ca aide enormement a avoir des bons prints!), et j'utilise un autocollant special sur le lit (c'est assez souple, transparent et ca fait environ 0.5mm d'epaisseur, je ne sais pas ce que c'est comme materiau, tout ce que je peux dire c'est que c'est un truc specialement cree pour ca et ca coute genre 25e la feuille. On en a tout un stock la ou je travaille car quelqu'un s'est goure en passant la commande lol...). Ces 2 parametres aident enormement, sans aucun doute. avant d'utiliser ces excellentes feuilles sur le bed, j'etais au tape kapton, marche tres bien aussi. J'ai eu aussi pas mal de succes avec le tape de peintre bleu de scotch. a tester dans ton cas (attention ca laisse une texture sur la piece).
-
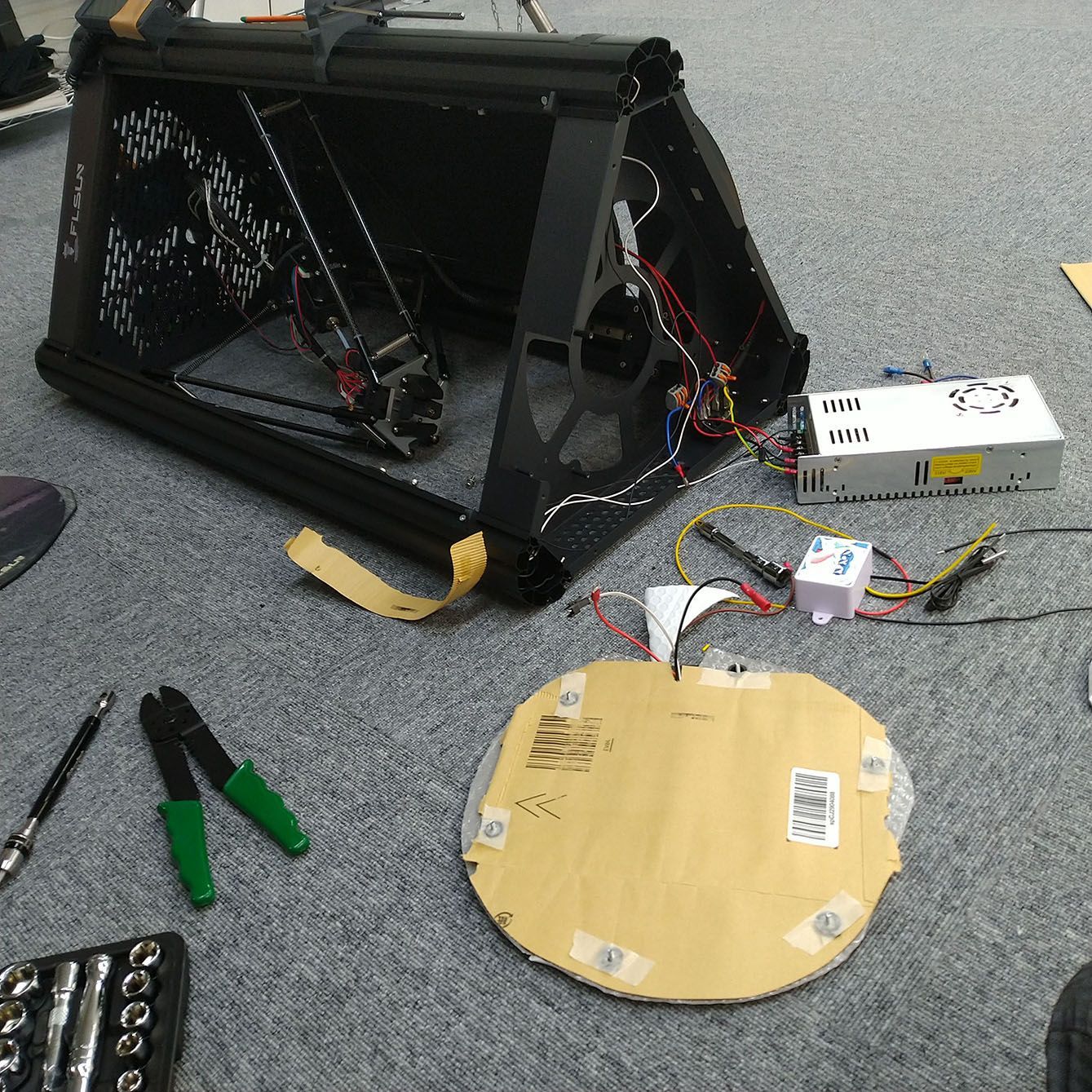
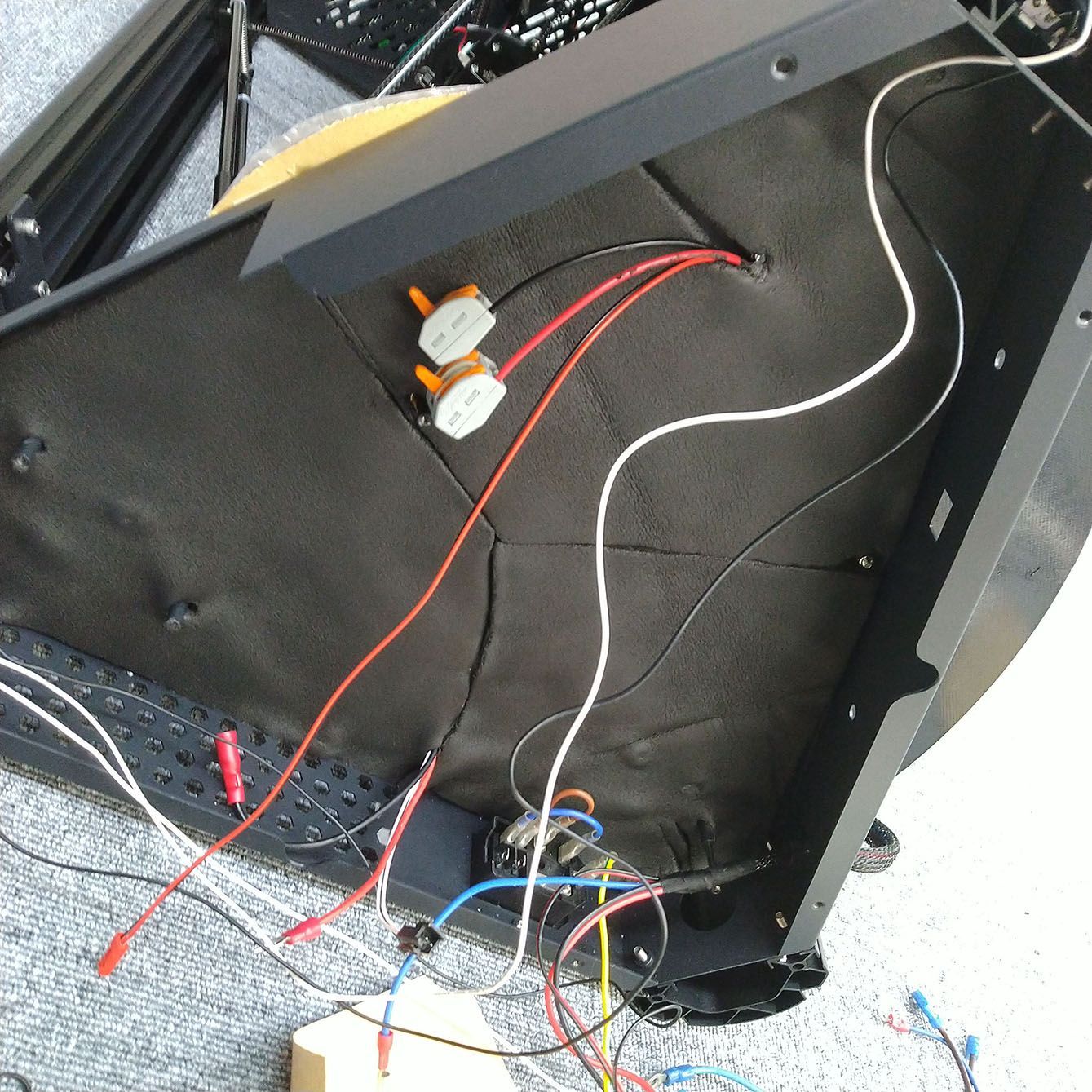
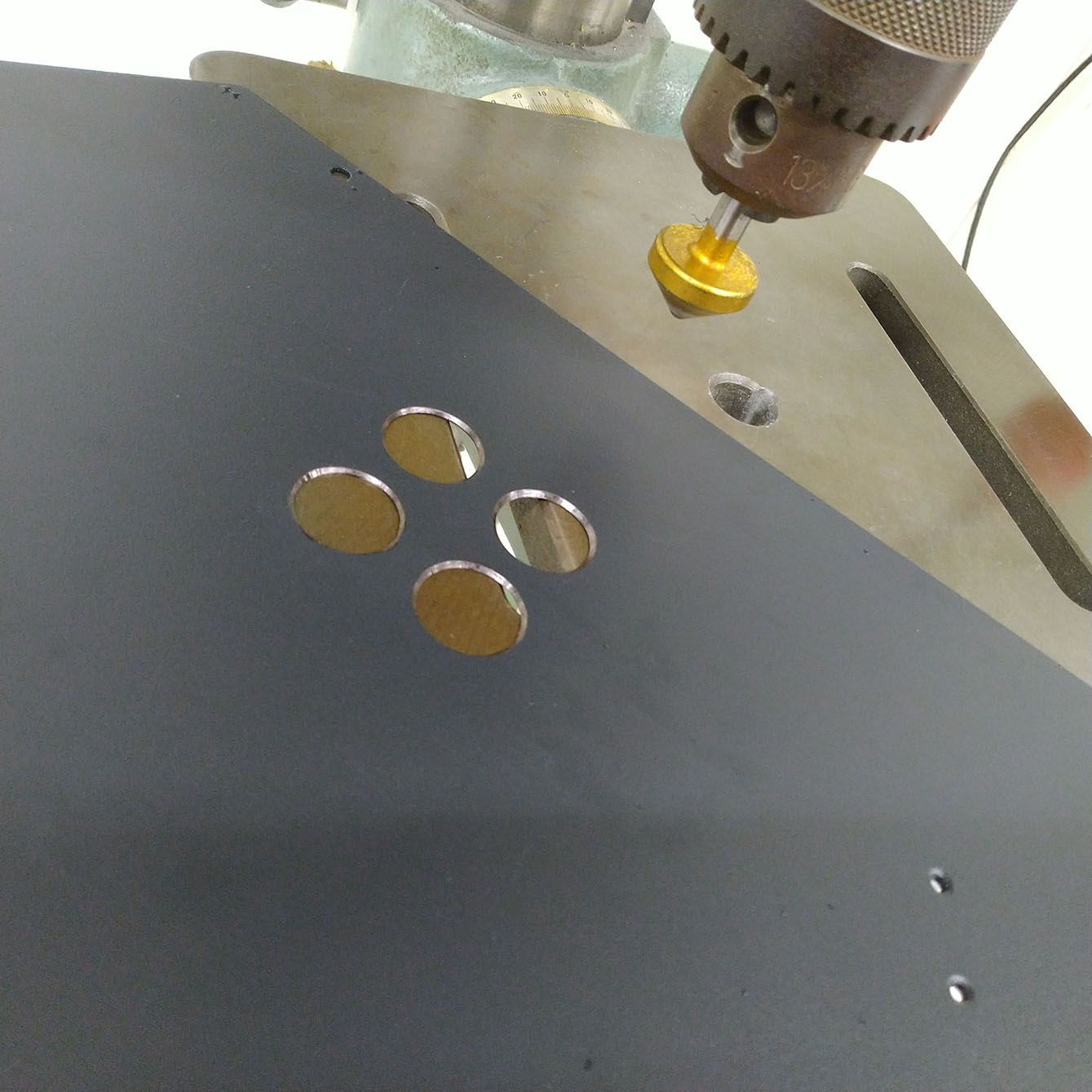
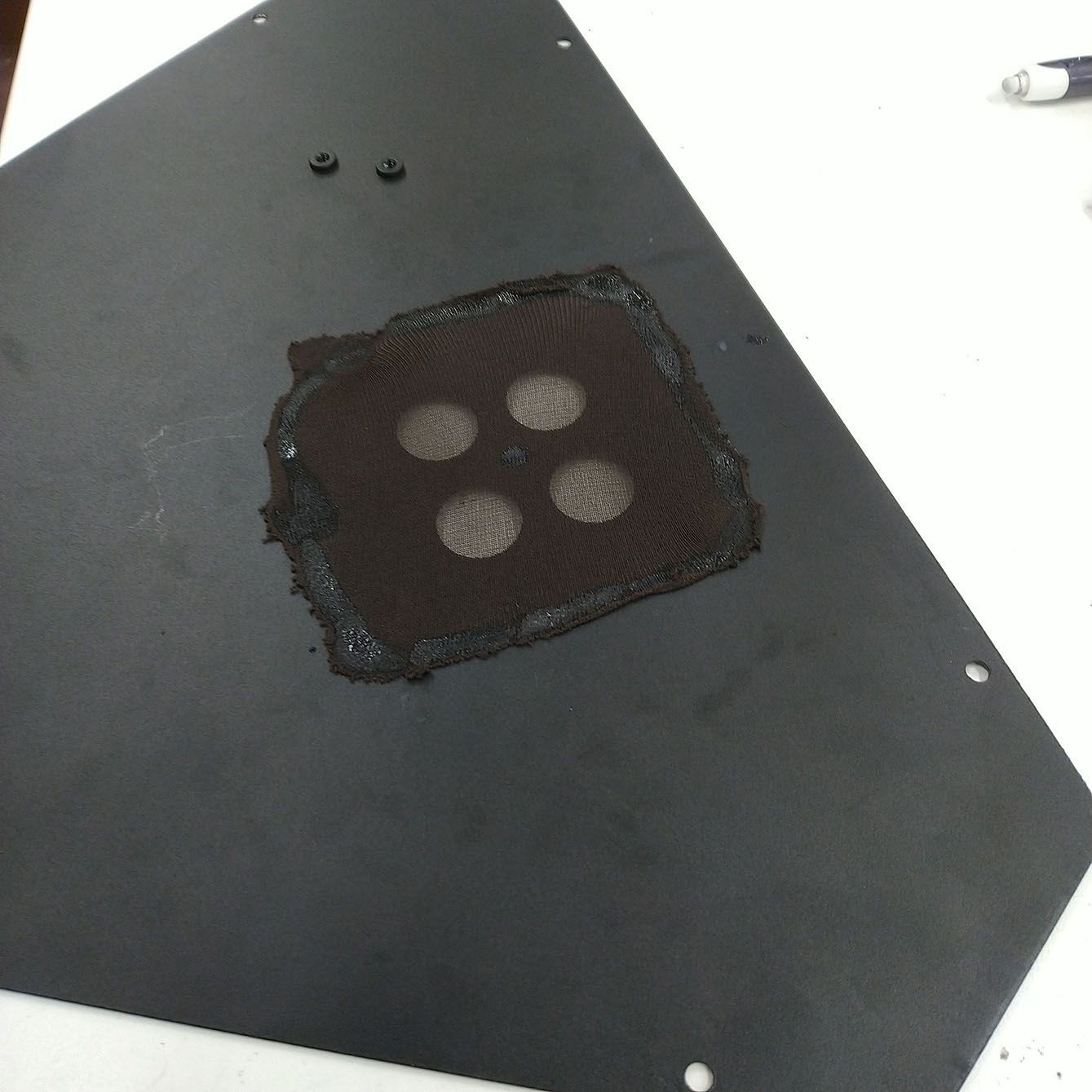
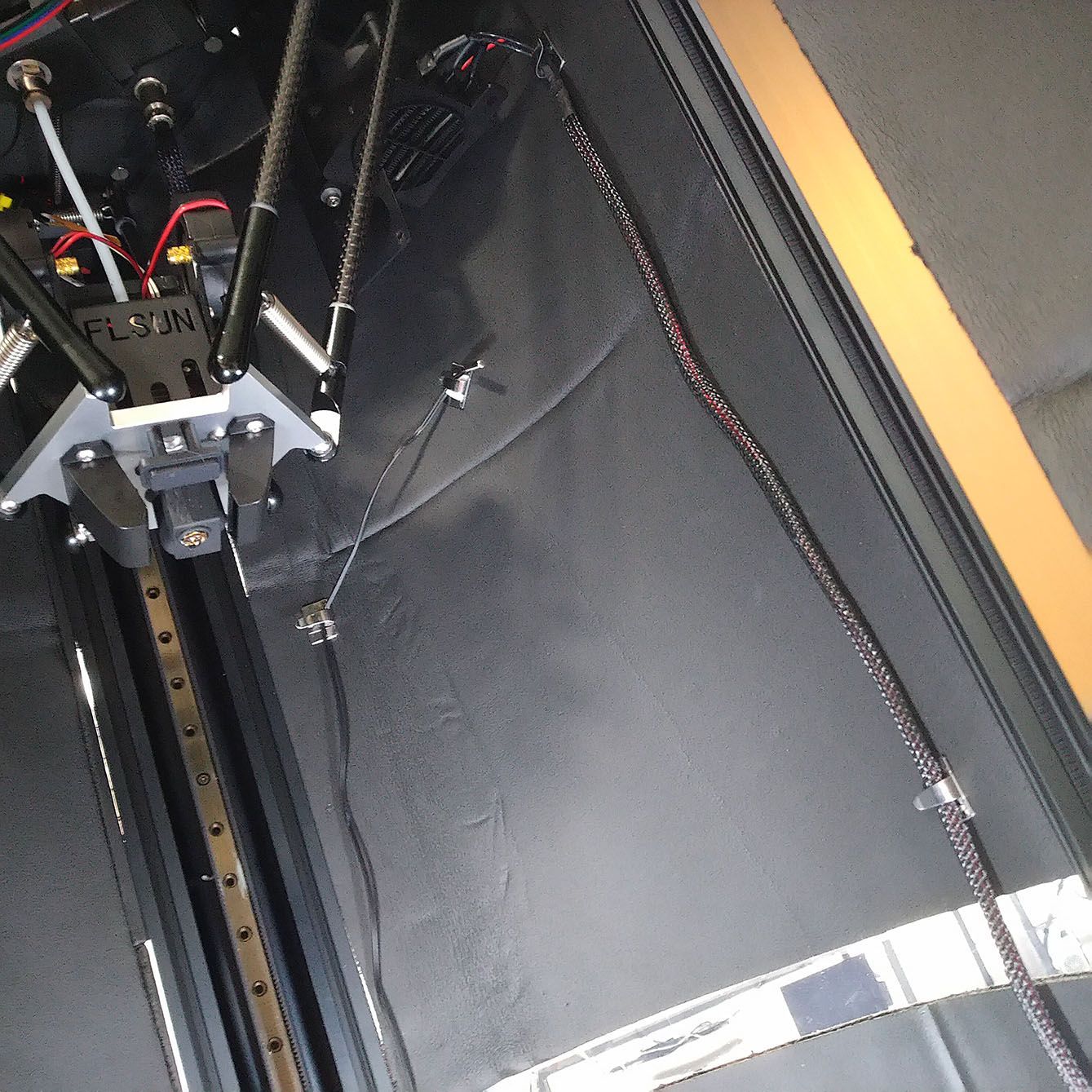
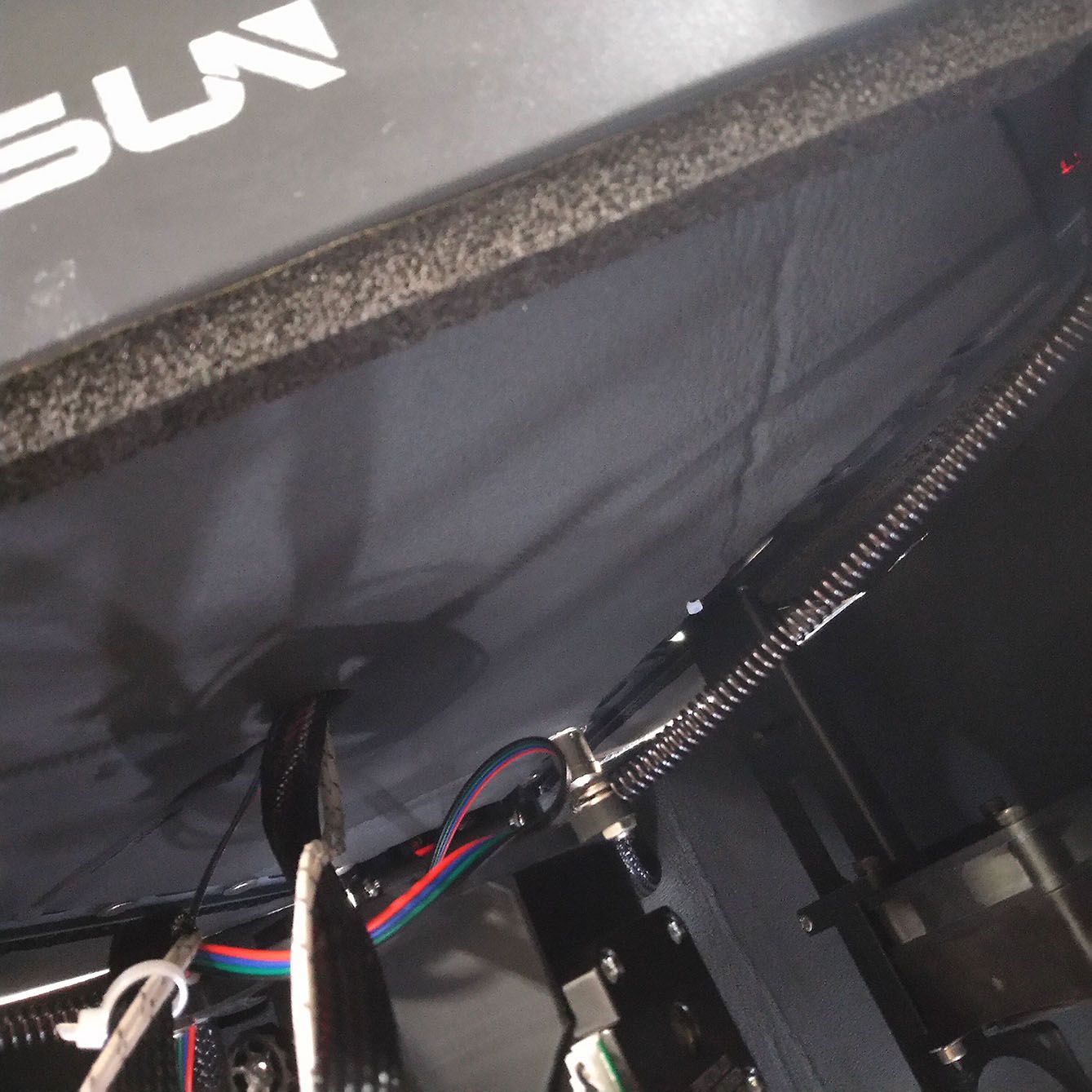
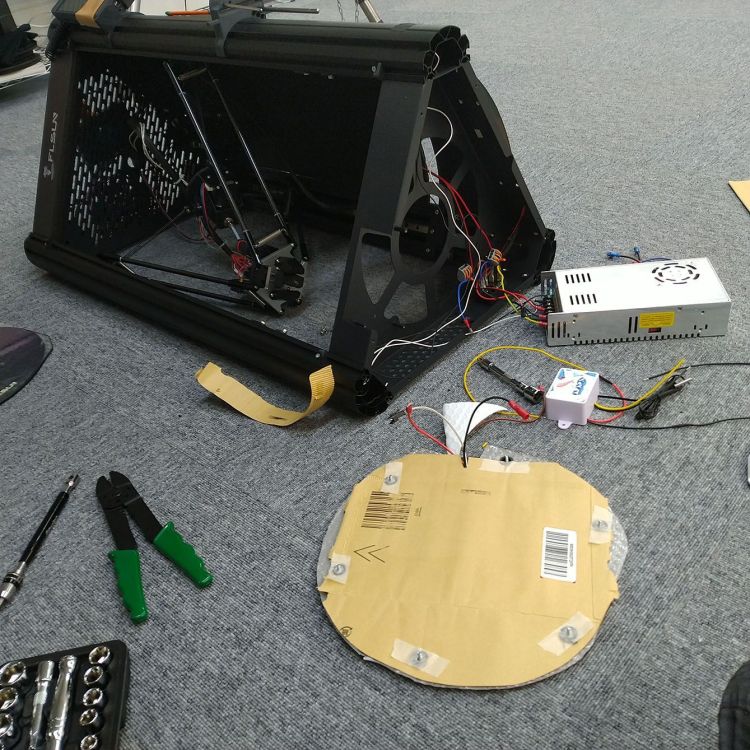
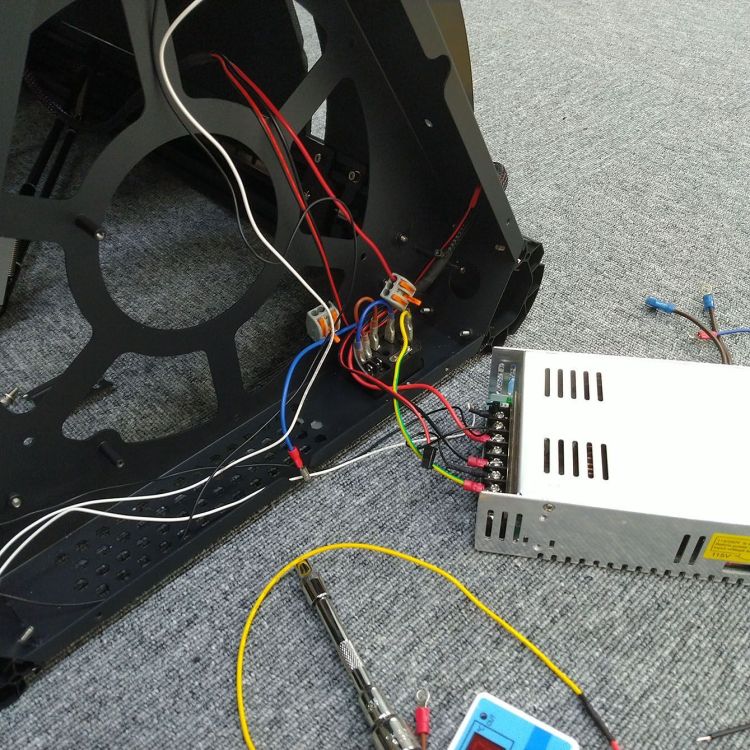
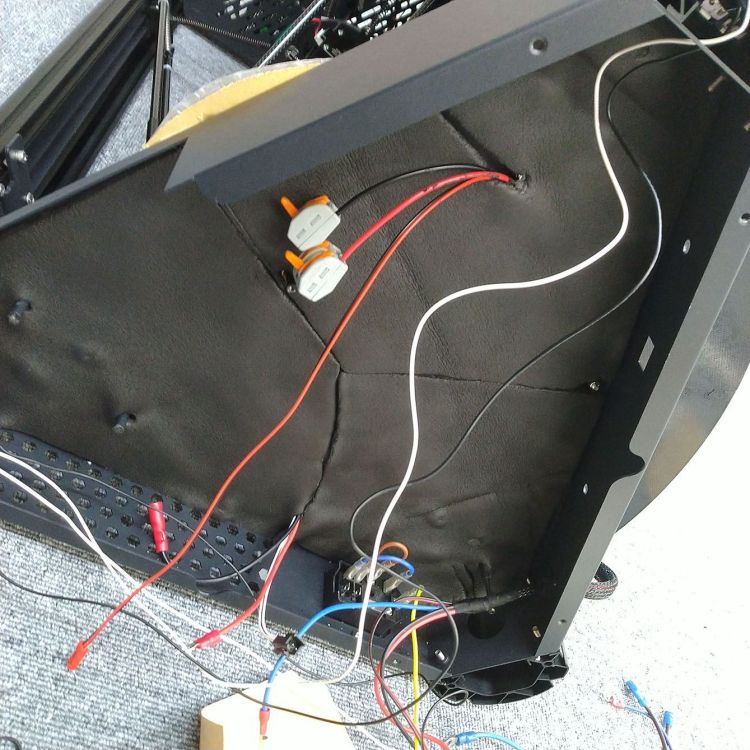
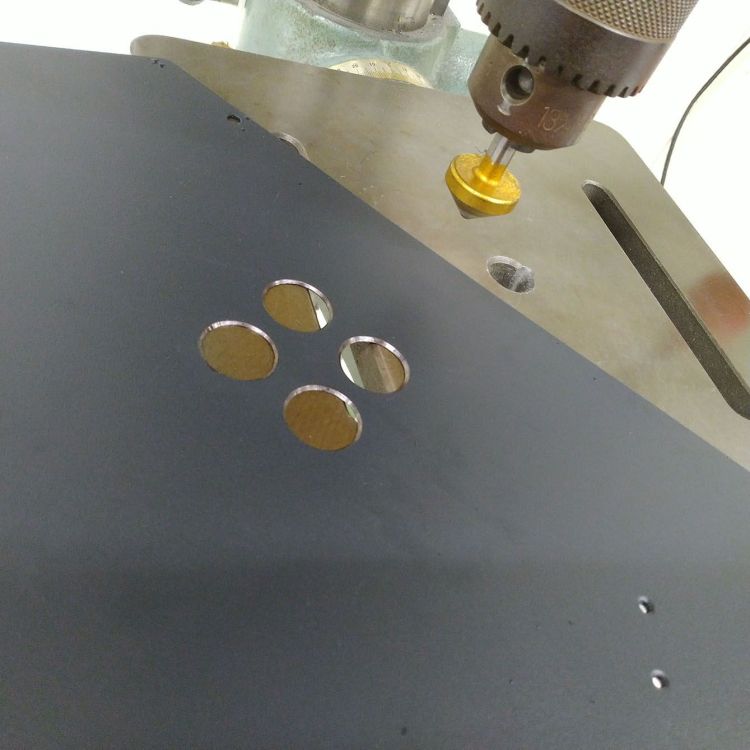
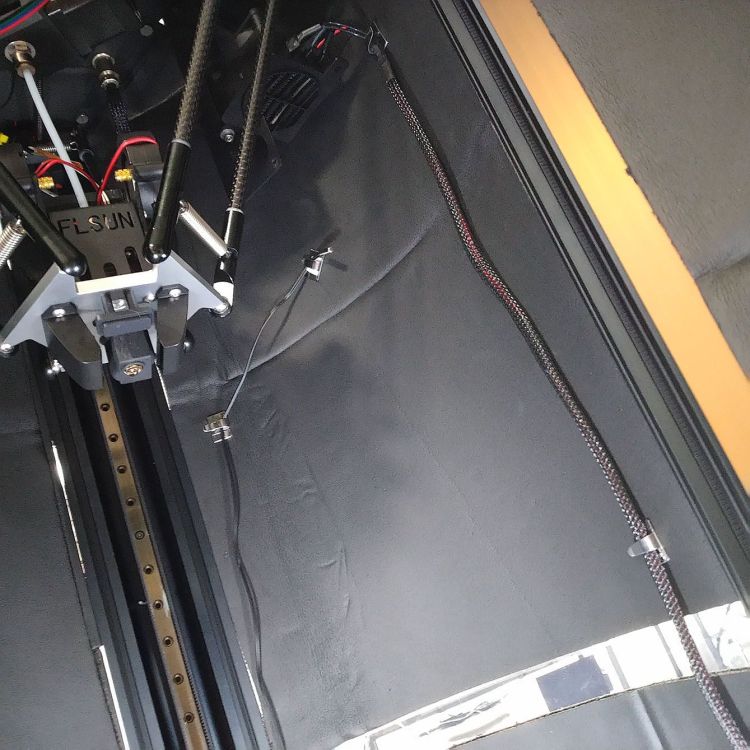
D'abord je me suis concentre sur la compatibilite filament flexible, donc j'ai installe le support de moteur au dessus de l'effector. mod facile, plusieurs ici l'on fait. Ensuite petite enceinte hermetique, rien d'incroyable (obigatoire si on veut faire autre chose que PLA je trouve). Enfin, total rework de l'isolation, et chauffage interne pour imprimer du PC dans des bonnes conditions, et permettre au lit chauffant de monter a + de 120C sans griller l'alim. liste exhaustive des changements dans l'ordre chronologique: MAJ perso totalement reparametre a partir de zero de Marlin le plus rescent (l'original deconnectait l'USB tout seul, raison inconu et support incapable d'aider...) Upgrade de l'ecran avec un MKS H43 (super beau mais inutile, ne le faite pas, moi j'ai pas eu le choix car j'ai brique l'original en tentant de le flasher...) changement des pieds en gomme (juste parceque j'en avais des biens qui trainaient). updgrade des 2 ventilo (pourri...) de la noozle par des blowers (STL des holders trouves sur thingiverse) mise en place de LEDs pour eclairer le lit chauffant, voir photo (dans le bas des piliers, design maison) changement de la sonde de temperature de la nozzle pour une plus serieuse (marchait mal...) changement du heater de nozzle pour un mieux (meme raison) changement du pin d'output des blowers (l'original ne marchait pas apres update.... pb de carte mere ou marlin??? sais pas... mais maintenant ca marche ) deplacement du moteur d'extrudeur en mode craddle pour reduire la longueur du bowden (pour imprimer en TPU) conception des murs d'enceinte et mise en place, sans mousse d'isolation au debut. (design super vitre fait... mais qui marche plutot pas mal au final!) suppression du capteur de fliament (inutile et gimmick...) isolation quasi totale des murs d'enceinte avec de la mousse d'isolation autocollante. isolation des parties superieures (carte mere/moteurs) et inferieure (alim), pour pouvoir chauffer la zone de fabrication le plus possible sans que l'air chaud s'en echappe isolation totale du lit chauffant, dessous et bords avec le meilleur isolant du monde : les enveloppes rembourees de amazon (combo bulles et carton ondule ultra fin). 4 trous dans la tole du haut pour que le ventilateur de la carte mere aspire l'air frai de la piece. et mise en place du meilleur filtre a poussiere de tous les temps : des collants. mise en place d'un chauffage PTC de 250W, direct 110V (je suis au Japon) avec controlleur de temperature (ne prennez pas un controlleur pourri a intervalle comme le mien, prennez un controller PID!! Bien plus pratique...). la sonde de temp est collee a la mousse juste sous le chauffage (voir photo) le ventilo du PTC etant de 12V, j'ai prepare un fil adapteur avec un petit module step down qui me sort du 11V. Pas encore teste le polyca, il faut dabord que je reprint le craddle du moteur en ABS (la il est en PLA... il va se deformer a mort si je chauffe trop l'enceinte mdr) pour l'instant, les performance thermique sont evidement tres bonnes, reste a voir a l'utilisation et sur le long terme... la c'est plus douteux Voila je mets ca ici au hasard, si ca peut servir a quelqu'un tant mieux PS: ca fait plus de 10 ans que je navais pas ecris de texte en francais... ca fait bisarre lol









-
tout ceci est vrai, voila pourquoi une bonne imprimante doit etre concue avec ces problemes en tete DES LE DEBUT de sa conception. c'est ce que j'ai fais avec la mienne, et certains des problemes listes ci dessus ont en fait des solutions très simples, genre les moteurs qui chauffent : suffit de les mettre hors de l'enceinte. Idem pour la carte mere. utiliser des graisses pour hautes temperatures. si l'isolation est suffisamment bonne, la regulation ne sera pas un problème. Tout ces problemes ne sont des problemes que lorsque on essaye de faire une enceinte chauffée sur une machine qui n'a absolument pas été conçue pour en fait (comme la SR...), et au final ca restera probablement une machine de hobbyiste un peu plus rusé que la moyenne, a moins d'y mettre des ressources considérables. Ca par contre, c'est un vrai problème en terme d'usage et de constance. Si 55 est le max atteignable, alors autant régler la consigne a 55.
-
Si on veut monter haut en temp d'enceinte, il faut (par ordre de prio) : Que l'entree d'air du PTC soit l'air deja present dans l'enceinte (et non l'air exterieur) Enceinte le plus étanche a l'air possible bonne isolation le plus de W possible pour le chauffage le plus petit volume d'enceinte possible Problème de la SR, C'est que le volume est énorme, donc beaucoup a chauffer, et surtout beaucoup de surface de mur pour bien irradier la chaleur a l’extérieur; pas bon pour nous. en plus il y a le moteur d'extrudeur a l'interieur de l'enceinte, donc si on arrive par miracle a approcher les 75~80C, ca va être un peu chaud pour lui, genre littéralement. Les ventilos prennent cher aussi, les miens warpent sans arret et deviennent super bruyants, notamment les blowers. prenez du bon, pas du cheap (ou alors considérez les comme du consommable.) Le PC est diffcile car il faut deja obligatoirement un bed qui monte a 125 allègrement (pas certain que le stock SR puisse faire ca de façon sérieuse ce qui est certain c'est qu'il faudra l'isoler serieusement!), et aussi un volume bien chauffe, au dela de 65C. apres il y a les PC "etudiees" pour print facilement, donc mélangés avec le l'ABS ou d'autres plastiques, ca a la limite ca devrait aller (mais chauffage obligatoire de toute facon). Pour ton PTC, j'espere que tu ne comptes pas le brancher sur l'alim stock de la SR? elle n'a que 50~60W de marche en periode de chauffe, et ce PTC demande 130W. de plus, je pense que pour un volume comme la SR, c'est plutot du 300~400W qu'il faut viser (prend en un qui marche direct sur le 220, comme ca pas de soucis de puissance, un noyau de décapeur thermique pourrait faire l'affaire aussi)
-
Je me suis inscris ici pour remercie Julmar et son superbe travail, avec le resultat des tests et iterations de ses designs. Un grand MERCI. J'ai une SR la ou je travail actuellement, et mon boss veut me faire imprimer des materiaux souples... donc je me suis penche sur les modifs de la machine pour ca. Comme je ne suis pas super fan de l'extrudeur directement sur l'effector, je prefere la solution d'un extrudeur volant. je viens d'imprimer un model qui n'a pas l'option de rotation comme l'a designe Julmar (je suis tombe sur le travail de Julmar qu'apres... ), mais qui semble fonctionner correctement. ma question a la communaute serait : est ce que avoir un support d'extrudeur qui peut tourner sur 2 axes facon Julmar est un si gros avantage par rapport a une bete monture suspendue au dessus de l'effector et qui ne pourrait tourner que... au gres des elastiques? quelqu'un a teste les 2 solutions? Pour reference, voici ce que j'ai imprime : https://cults3d.com/en/3d-model/tool/flying-extruder-for-flsun-qq-s-and-bmg
-
Je me suis penche sur la question des murs pour cette machine, et voici ma reponse : https://www.thingiverse.com/thing:5337572 Il y a encore place pour amelioration je pense, mais j'ai tout de meme fait en sorte que : 1) il n'y ai aucun trou 2) on puisse encore utiliser les tranchées sur les pilliers 3) facile a faire, avec quasiment aucune finition, et un minimum de matos a acheter (juste des visses M3 et 4 et des barres en alu) j'ai joins les steps avec, donc faites vous plaisir si vous avez des ameliorations a proposer! EDIT : j'oublie une dernier chose : pour l'ABS, je conseille de chauffer l'air a l'interieur de la machine, et plus c'est chaud, et mieux c'est. pour ca, je conseille fortement d'ajouter de l'isolant sous le bed, coller une plaque de mousse sur au moins la moitiee des murs (partie haute) et au plafond de la machine pour eviter que la chauleur aille dans la partie haute de la machine, et ajouter un ventilateur pour aspirer l'air exterieur dans la partie haute de la machine, pour refroidir la carte mere. Il vous faudra un chauffage type PTC, un contrôleur PID (fait maison avec un Arduino ou un tout fait achete sur amazon) et un relay SSR correspondant (donc 24V, 110V ou 220V en fonction du PTC). avec l'ABS, plus c'est chaud et mieux c'est! (encore plus vrai avec le PC, mais imprimer du PC avec la SR, il faut quand meme etre un sacre challengeur)!
-
Oui ca fonctionne, mais j'ai du recompile avec la derniere version de Merlin pour ca (2.9 il me semble). par contre, comme j'utilise la machine avec mon odri, je trouve l'interet très limite en fait. Je ne peux meme pas regler l'offset Z, faire le test du papier et sauvegarder avec l'ecran comme le permettait l'ecran stock (que j'ai de toute facon brique comme un gros naze ). si tu veux un support pour le H43, j'en ai modifie un existant pour aller sur les piliers : https://www.thingiverse.com/thing:5364875