joyeufetar
-
Compteur de contenus
491 -
Inscrit(e) le
-
Dernière visite
Récompenses de joyeufetar
")





-
Salut, Ta façon de faire est différente de la mienne. De mon côté, je ne pouvais pas jouer sur la vitesse de rotation, elle était calculée automatiquement. Du coup, ça me posait soucis, car à basse vitesse, avec un drv8825, ça crée des saccades... Toi, si tu peux gérer la vitesse de rotation, tu n'as plus ce soucis. En augmentant la vitesse, tu vas finir par lisser les saccades. Enfin, c'est ce que je pense après tous les tests que j'ai pu effectuer. ++
-
Salut, Dsl pour mon retard de réponse. Alors oui, la config est tjs la même qu'au départ. Je n'ai rien changé depuis. Mais pour la résumer, comme dit dans le premier message : - Skr pro v1.1 (32 bits donc) - Tmc2208 en 256 micropas (non interpolé) - Moteur nema17 coupleux - Rail linéaire sur tous les axes N'ayant pas testé la machine avant toutes ces modifications (car y'avait trop de choses à faire dessus juste pour faire des tests), je ne peux pas te dire si ça a réellement changé quelque chose. Mais je n'en doute pas vu la qualité des pièces que je sors actuellement. Le seul truc génant, ce sont des vibrations dus aux moteurs, et le poids des axes, tout ça procure un léger ghosting... Mais j'imprime aussi à vitesse modérée (entre 50 et 100mm/s selon la pièce). Si je devais repartir sur une nouvelle machines actuellement, je repartirais surement sur un combo similaire sur une corexy (peut être en changeant les tmc par des plus récents, mais ils font sacrément bien leur taf une fois bien paramétré). Voila, pas grand chose à dire de plus. Toujours est il que je suis très content de la machine en l'état.
-
Salut, De quels réglages parles tu ? Le sujet date un peu maintenant, donc il va falloir que tu sois plus précis ^^ Pour la base de l'imprimante, oui, j'ai fait un sorte que tout soit imprimable (ou presque). En plus des pièces imprimées, il faut une plaque plastique (ou ce que tu veux, peu importe), pour le fond de la partie électronique. Les côtés peuvent aussi être fermés entre les piliers ou pas, c'est au choix. Mais c'est toujours plus simple si tu veux aussi mettre des connecteurs pour dissocier le haut du bas de l'imprimante rapidement. Tu trouveras tout le détail ici : Standalone mode Comment ça, comment fonctionne-t-elle ? Je ne comprends pas. Les améliorations sont pour mon imprimante ou pour une autre ? Cordialement
-
Tiens, voila la vidéo qui résume tout le principe C'est celle que projet initial, mais malgré les modifs que j'ai pu faire de mon côté, le principe est exactement le même Clock
-
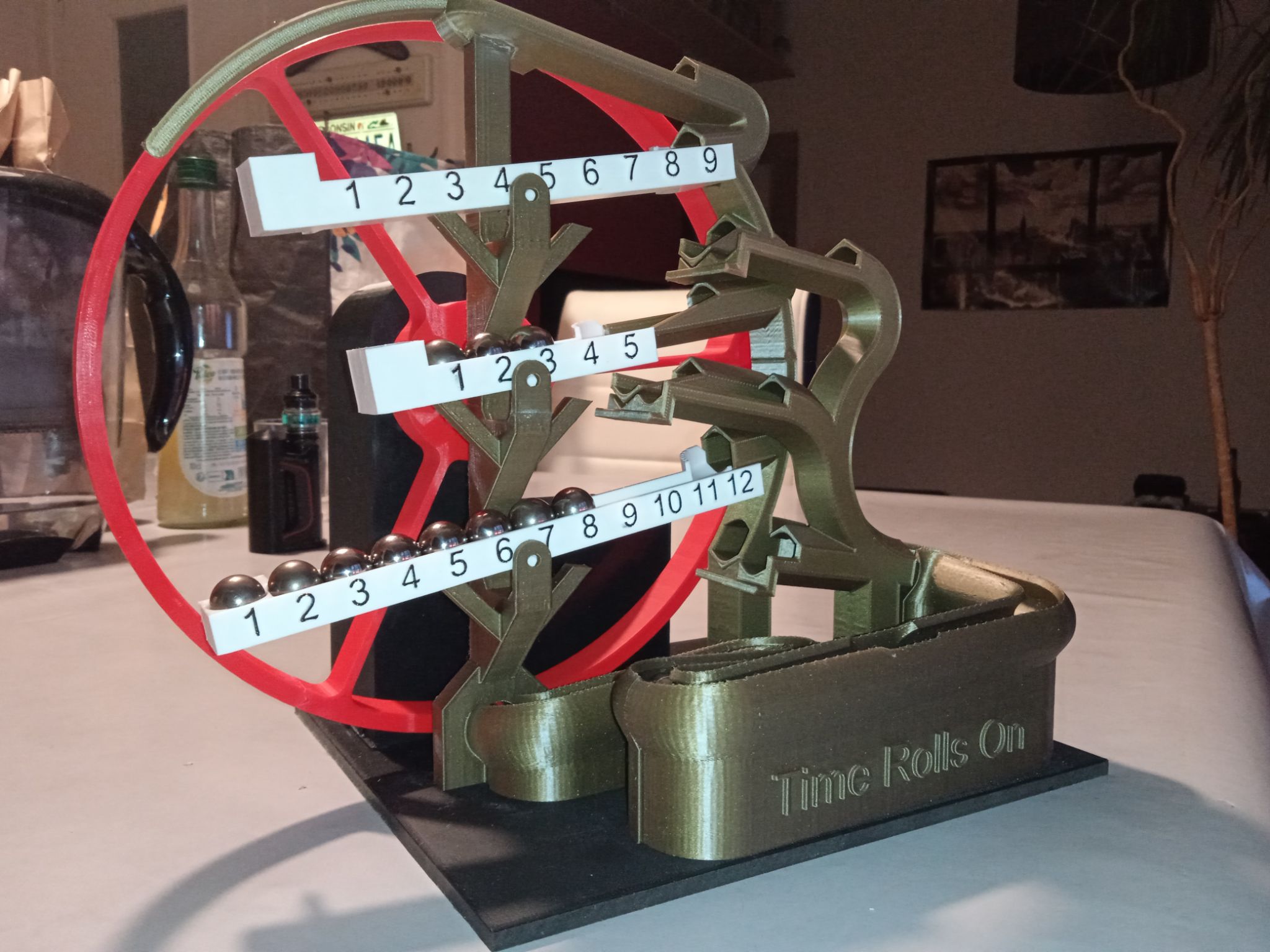
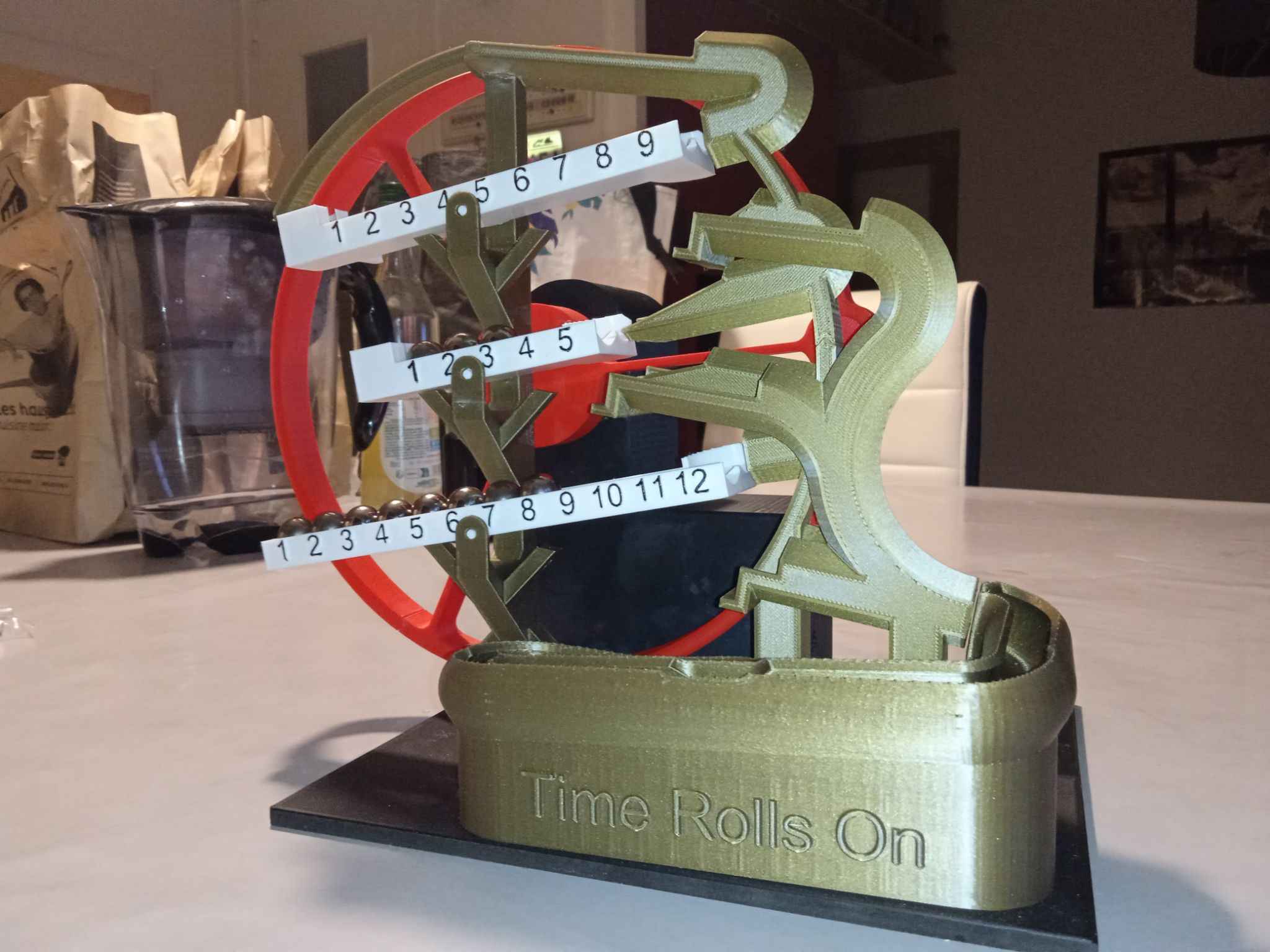
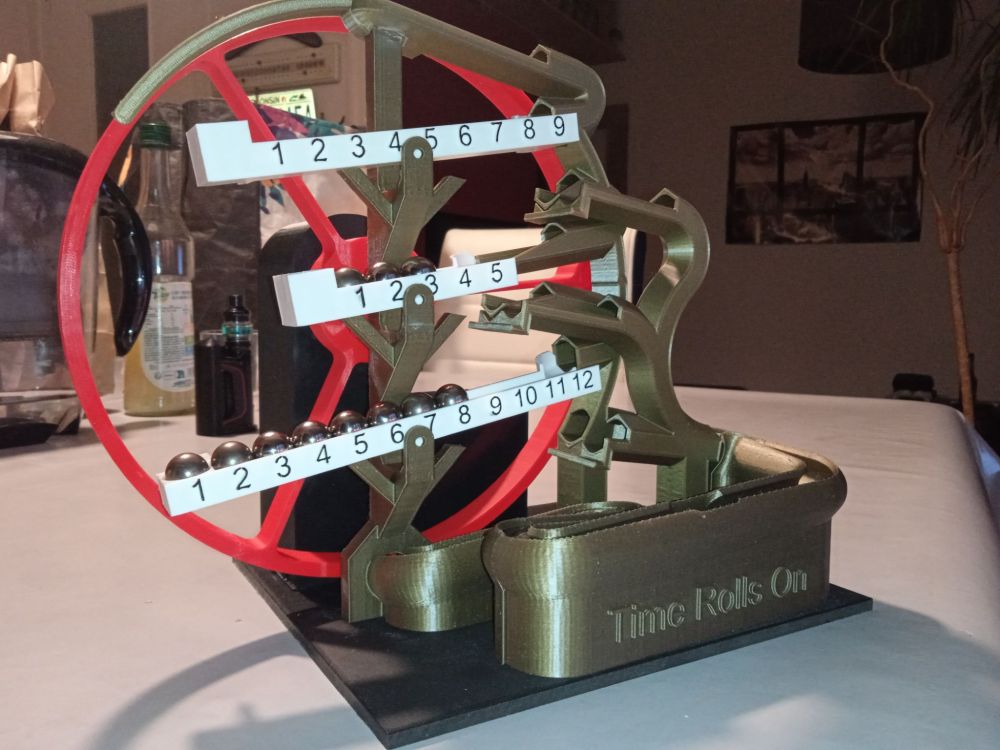
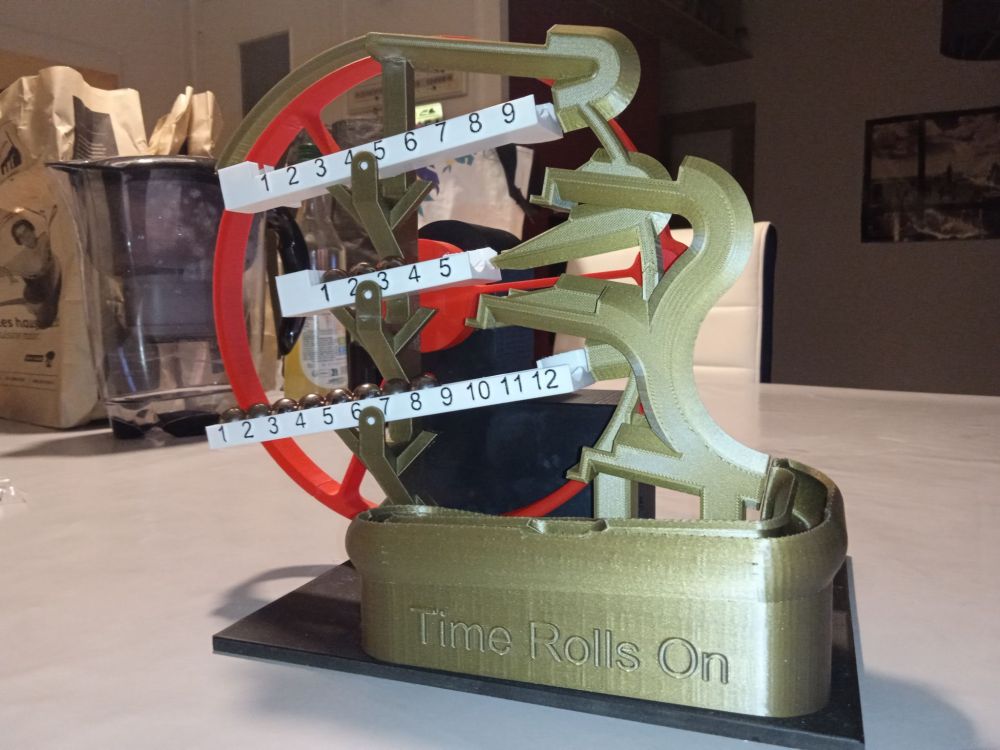
Héhé, c'est le principe. Mais c'est pas ce modèle la ^^ Sans compter que le tiens a l'air quand même sacrément complexe. C'est celui la que je fais : Marble clock Sauf que j'ai tout adapté pour faire avec les moyens du bord (je ne voulais utiliser que du matériel de récup) : - upscale du modèle initial de 150% pour coller aux billes que j'avais à dispo (avec découpe de certaines pièces vu que ça ne rentrait plus sur l'imprimante ^^) - Nema17 à la place du Nema8 (donc il a fallu revoir tout le boitier électronique) - Et du coup, maintenant, tmc2208 à la place du drv8825 Le projet est maintenant terminé, voila le rendu : Une chose que j'avais oublié aussi, c'est qu'avec un drv8825, ça fait pas mal de bruit parasite... Je me souviens maintenant pourquoi j'étais passé aux tmc un peu partout sur les imprimantes A plus ou moins court terme, je pense quand même lui faire un caisson transparent autour, histoire d'atténuer le bruit des billes. Parce que la, à chaque dizaine, ça fout un bordel ^^

-
Ah ba y'a pas photos. C'est le jour et la nuit niveau rotation. C'est bien plus fluide qu'avant
-
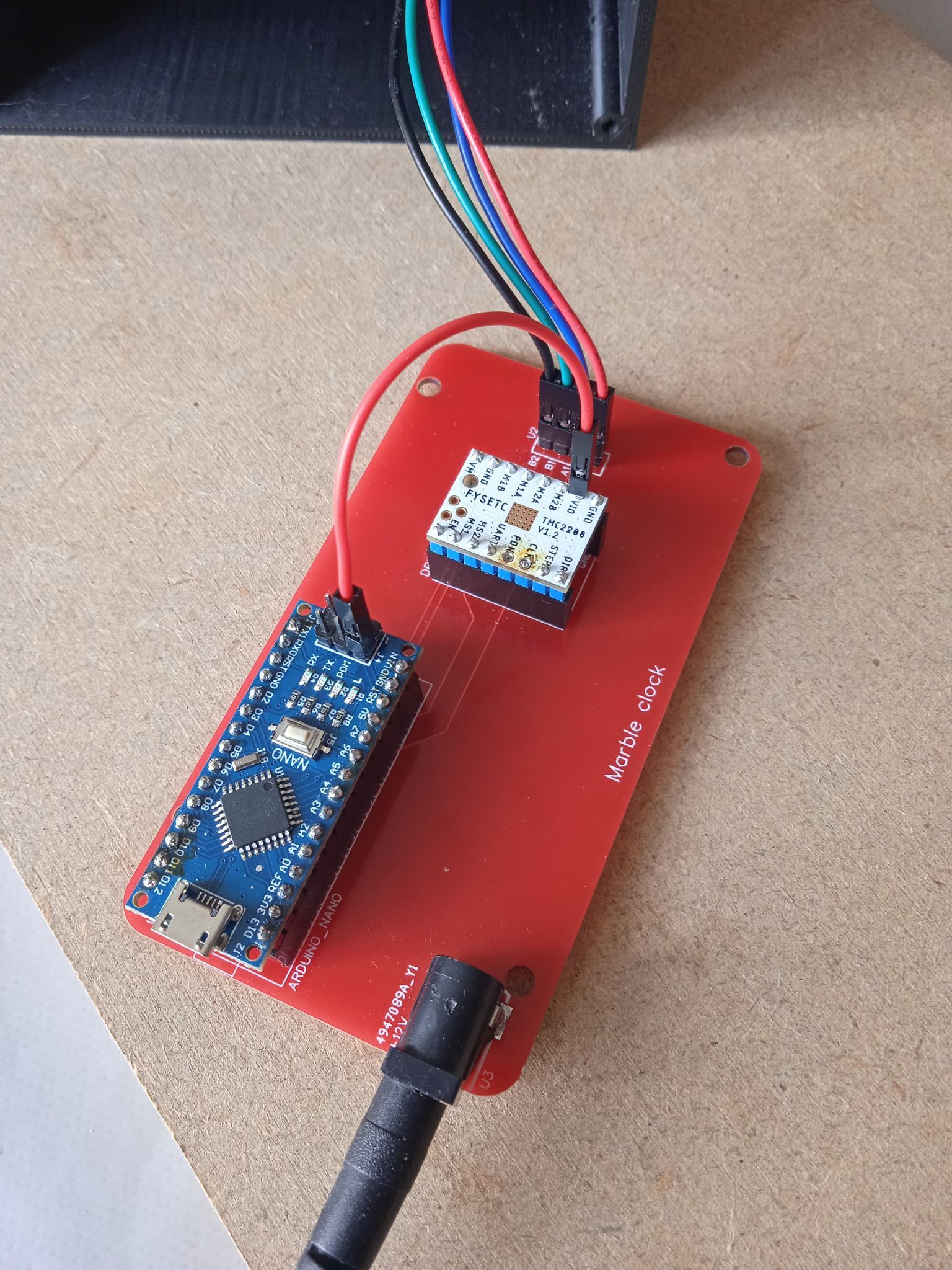
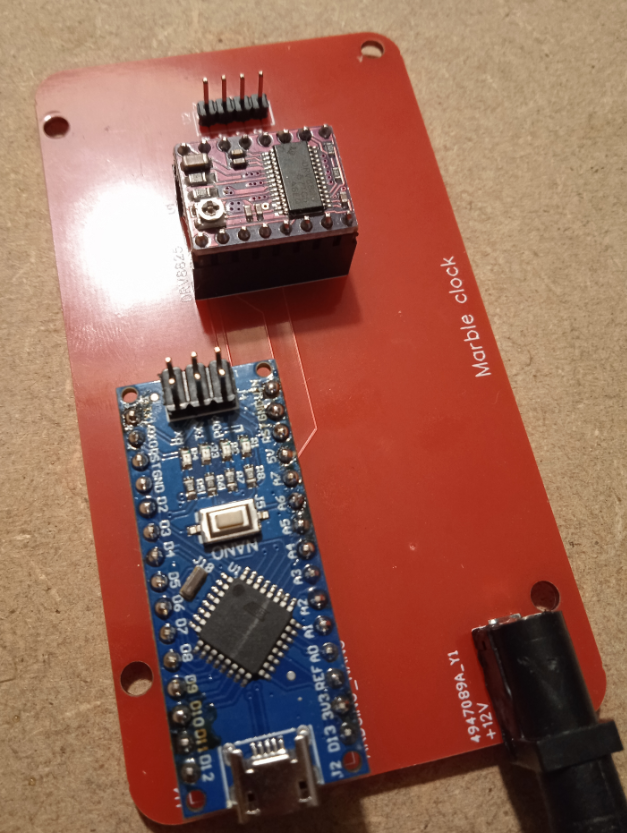
Salut Alors, voila, les modifs sont faites (retrait propre des pins non nécessaires et adaptation du tmc pour l'alimenter en 5v sur la pin VIO). Voila ce que ça donne avec alimentation en 5v : J'ai souder une pin à l'opposé de l'autre sur la pin VIO, pour pouvoir faire des tests rapidement d'alimentation ou non de la dite pin. Et bien, franchement, avec ou sans alimentation, je ne vois aucune différence. Donc pas sur que ce soit nécessaire. Après, c'est peut être juste pour mon besoin que je n'ai pas besoin d'elle, je ne sais pas. Merci @pommevertepour ton aide en tout cas
-
Tant que les deux coils sont reliés correctement, y'a aucun soucis Disons que dans mon cas, j'ai plusieurs façons de faire la même chose
-
Côté moteur, je suis d'accord qu'on a pas le choix Mais côté pcb, c'est juste un connecteur dupont, donc je peux le mettre dans le sens que je veux. Les calculs d'interpolation je suppose ? J'avais testé comme ça, juste pour voir et le moteur fonctionnait parfaitement, d'ou la question. Mais ok, pas de soucis pour le relier au 5v, c'est pas ce que ça coute Merci pour ton aide en tout cas
-
Salut, Merci pour tes réponses. Oui, quand je disais supprimer les pins, c'était soit dessouder, soit couper les pins au ras. Mais oui, l'idée était de les virer. Au niveau du programme, c'est pas un soucis, j'ai déjà adapté les steps, réglé les microsteps au 1/16, et j'ai commenté la ligne M2 (qui du coup, ne me sert plus à rien). Concernant la direction de rotation, pas besoin de changer dans le programme, avec le pcb, j'ai juste à retourner la fiche du moteur Par contre, je ne comprends pas à quoi sert la pin "Fault" (VIO pour le tmc2208). Pourquoi faut il la relier au 5v ? Que gère-t-elle en faite ? Si jamais elle n'est pas reliée, qu'est ce que cela implique ?
-
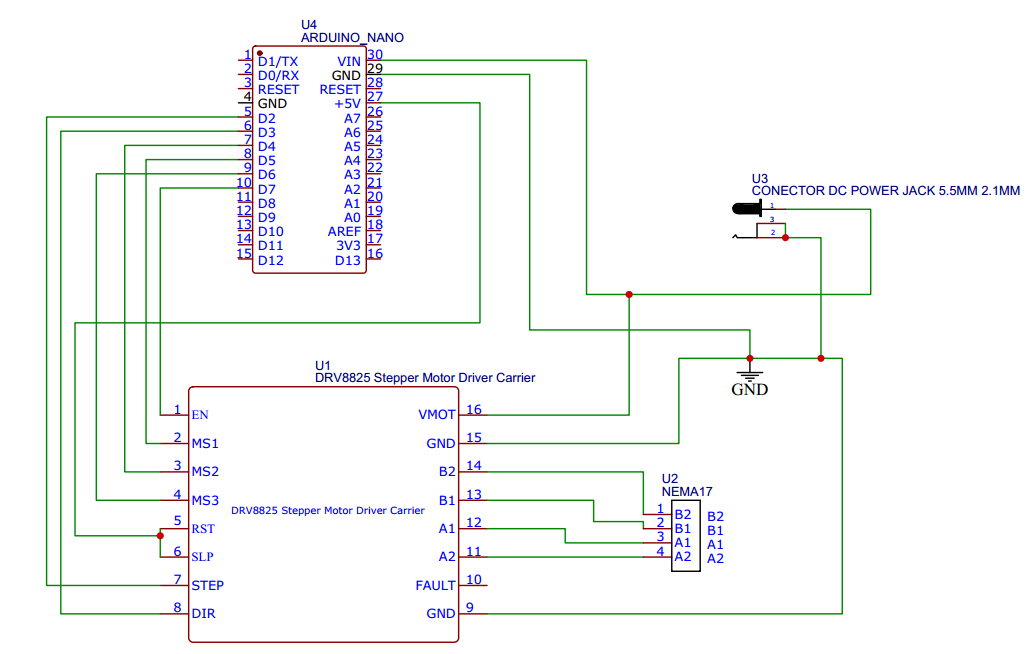
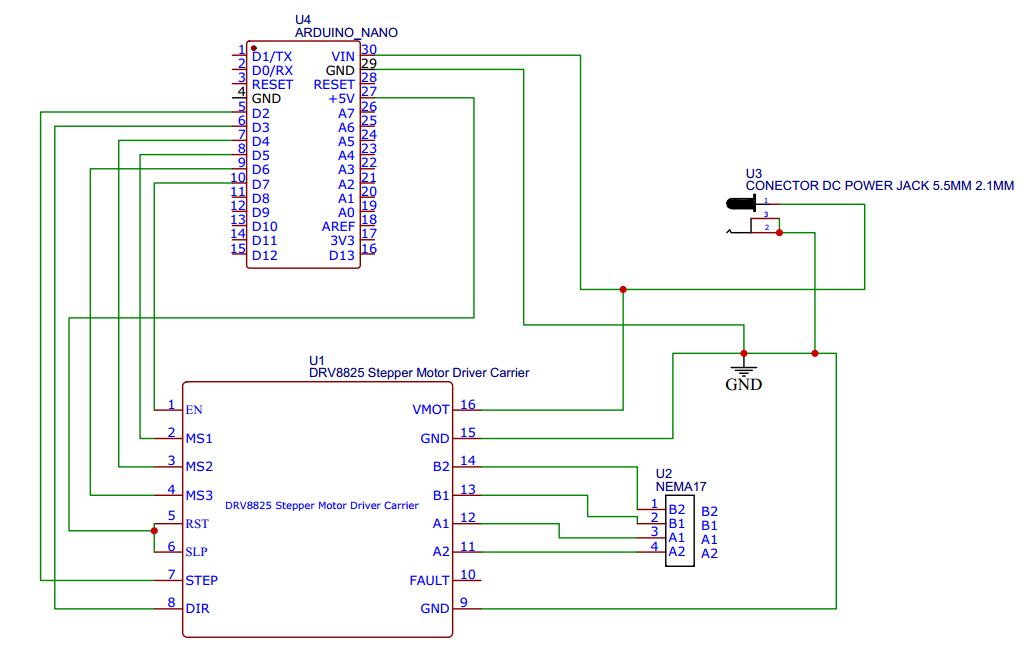
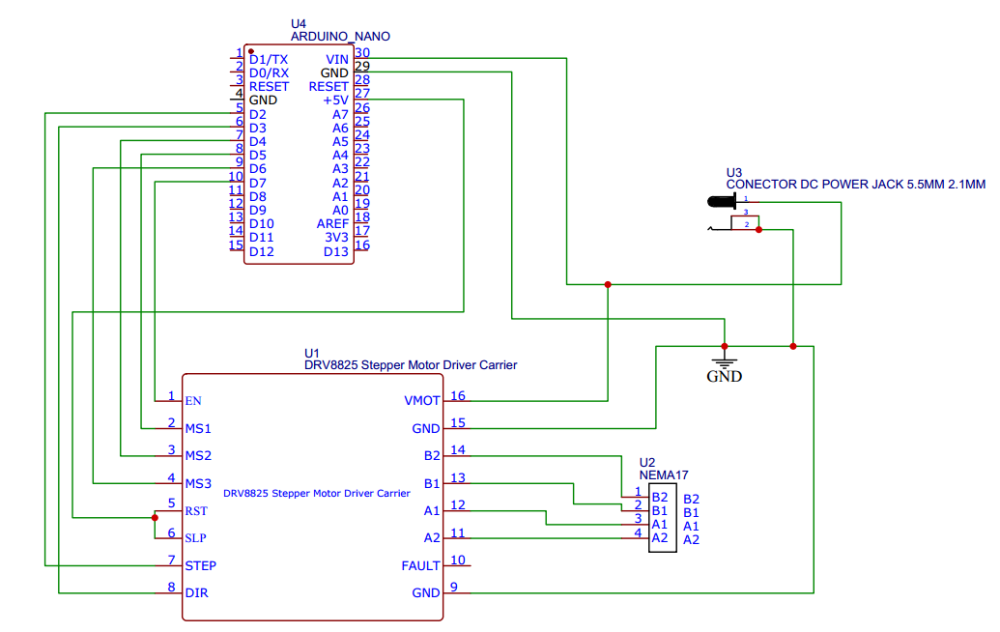
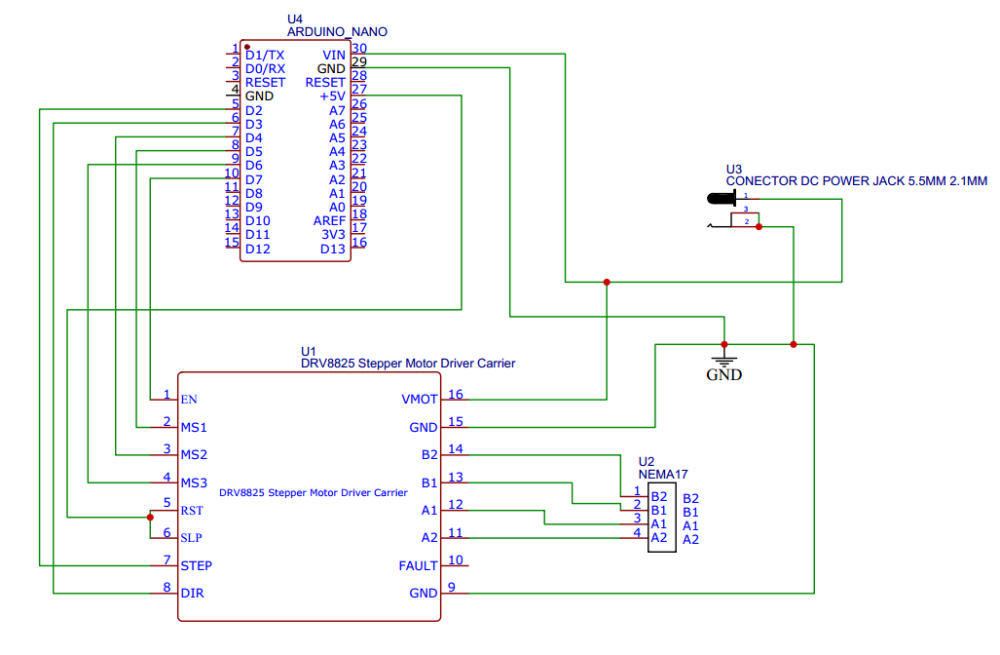
Hello, Alors, je reviens un peu sur le sujet. J'ai effectivement comparé le drv avec un tmc2208 que j'avais sous la main. Les pins sont effectivement globalement les mêmes, sauf 2. Sur le drv, les pins RST et SLP étaient alimentées en 5V pour permettre le bon fonctionnement du stepper. 5V fournis via la pin 5v de l'arduino. Je mets le schéma du circuit ici pour montrer comment c'est connecté : Or, sur le tmc, ces 2 pins sont CLK et PDN. Après recherche dans la doc, je n'ai pas du tout l'impression d'en avoir besoin, en tout cas pour mon projet. Si j'ai bien compris la pin CLK ajoute une fonction d'horloge au stepper, c'est bien ça ? D'ailleurs, je ne vois pas bien comment je pourrais la gérer au final. Et la pin PDN, si j'ai toujours bien compris permet une gestion automatique de coupure ? La encore, je n'en ai pas besoin car le stepper devra tourner en continue de toute façon. Vous confirmez ? Du coup, à la base, le pcb fournissait du 5v sur ces 2 pins (vu qu'il était prévu pour un drv et non pour un tmc). Quel est le risque d'alimenter en 5v les deux pins du tmc, sachant que du coup, ces 2 pins sont reliées ensemble... Est ce que ça ne risque pas de foutre le bordel ? Est ce qu'il ne vaudrait mieux pas que je supprime directement les pins du tmc ? histoire d'être tranquille. Voila, Merci d'avance
-
Ca marche, merci, je vais re-regarder tout ça alors
-
Salut, D'abord, merci pour tes réponses Sinon, le but n'est pas de faire tourner le moteur plus vite, mais de "lisser" la rotation. d'ailleurs, si dans le programme Arduino, j'augmente le nombre de step par révolution, le moteur tourne plus vite et complètement librement, plus d'accoups. J'ai déjà utilisé plusieurs fois des drv8825, et je n'ai jamais remarqué qu'ils posaient soucis Quand à passer sur un TMC, j'y avais pensé mais ça me fait modifier le pcb vu que certaines pins ne correspondent pas avec ceux du drv. Merci pour ton aide en tout cas PS : j'ai voulu mettre une vidéo montrant ce que ça donne actuellement mais ça dépasse la limite de fichier possible. je vais voir pour l'heberger ailleurs.
-
Bonjour à tous, Dans le cadre d'un projet (trouvé sur thingiverse, mais adapté au matériel que j'avais), j'essaye de piloter un Nema17, via un Arduino nano + stepper DRV8825. Tout fonctionne bien, mais la rotation du moteur n'est pas douce à petite vitesse (dommage, c'est ce dont j'ai besoin ^^). Le moteur fait de petite saccade à chaque mouvement. Le but étant de trouver comment améliorer ça, mais j'ai beau chercher, pour l'instant, je ne vois pas. J'avais commencé les tests directement avec une carte de prototypage, puis je me suis créer un PCB pour faire plus propre. Voilà à quoi ressemble le schéma et le pcb : Et donc, voici le code utilisé pour piloter le moteur (il n'est pas de moi, fonctionne, mais apparemment, pas de façon optimale pour le matériel que j'utilise) : int dir = 3; int stp = 2; int enable = 7; int M0 = 4; int M1 = 5; int M2 = 6; unsigned long stepsPerRevolution = 200; unsigned long calibratedMicrosecondsPerMinute = 936310; // Arduino clocks are not very accurate. What's more, they tend to fluctuate // based on evironmental factors such as temperature but hopefully the // clock will be stable enough for our needs. If so, we should be able to // compensate in code by calibrating. // Calibrationg microseconds per minute means that we will never be more accurate than // +- 0.00144 seconds in a day but I think we can live with that. It's way // better than the margin of error introduced by internal clock variations. // To calibrate, start with a set calibration value (the one above worked // for me) and time how long it takes the clock to count off some large number // of minutes. That will give you values for actual_time and expected_time // where expected_time is the amount of minutes the clock counted and // actual_time is the amount of time that the clock actually took. // With those values you can compute the new calibration value using the // forumula: // new_calibration = old_calibration * expected_time / actual_time unsigned long microsecondsPerStep = calibratedMicrosecondsPerMinute / stepsPerRevolution; unsigned long microsecondsRemainder = calibratedMicrosecondsPerMinute % stepsPerRevolution; unsigned long referenceTime = 0; void setup() { Serial.begin(9600); pinMode(dir, OUTPUT); pinMode(stp, OUTPUT); pinMode(enable, OUTPUT); pinMode(M0, OUTPUT); pinMode(M1, OUTPUT); pinMode(M2, OUTPUT); // initialize motor digitalWrite(enable,LOW); //activate motor digitalWrite(dir,HIGH); //direction digitalWrite(M0,HIGH); // microstep, regle en 1/32 digitalWrite(M1,LOW); // microstep, regle en 1/32 digitalWrite(M2,HIGH); // microstep, regle en 1/32 // record when we started the loop referenceTime = micros(); } void loop() { for (unsigned long step = 0; step < stepsPerRevolution; step++) { // Note that this actually counts 2 steps per iteration so we'll actually do 2 revolutions over the course of the loop // first step digitalWrite(stp,HIGH); // Getting the current time and subtracting the starting time gives us an interval and avoids overflow erros. while ((micros() - referenceTime) < microsecondsPerStep){}; // incrementing rather than calling micros() to get a new reference avoids timing errors referenceTime += microsecondsPerStep; // second step digitalWrite(stp,LOW); while ((micros() - referenceTime) < microsecondsPerStep){}; referenceTime += microsecondsPerStep; } // ecery 2 revolutions we account for the remainder to avoid the clock drifting since we calibrated to the minute and not to the step while ((micros() - referenceTime) < (microsecondsRemainder * 2)){}; referenceTime += (microsecondsRemainder * 2); } Je précise que le stepper est réglé pour le Nema que j'utilise. C'est un Nema17 donné pour 1.68A/phase, donc j'ai réglé le stepper à 0.5V (calculé 0.6V mais j'ai pris un peu de marge, n'ayant pas besoin du couple maxi). Je cherche donc à rendre la rotation du moteur la plus fluide possible. Est ce quelqu'un a une idée de ce que je pourrais tester ? Dois-je revoir tout le code au final ou juste faire des adaptations ? Merci d'avance
-
- autre - Alimentation ramps 1.4 via entrée jack mega2560 ??
joyeufetar en réponse au topic de joyeufetar dans Électronique
Salut Merci pour ta réponse. Oui, je vais utiliser une alim en conséquence évidemment Je disais ça parce que si on alimente uniquement via la ramps, c'est elle qui alimente l'arduino. Mais en faite, après recherche, j'ai eu la réponse. C'est uniquement la partie alimentation 11A qui permet d'alimenter la mega via la ramps, donc en se branchant uniquement que sur la partie 5A (partie qui gère les moteurs donc), ça ne posera pas de soucis. Thanks