Patriboom
-
Compteur de contenus
34 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Patriboom
-
J'utilise Cura. J'ai comparé les configurations de mon imprimante sur deux ordinateurs équipés de Cura et tout me semble identique. Peut-être devrais-je tenter l'impression en utilisant Cura sur le vieil ordinateur. Voici le début du code STL Après « Layer -7 », ne ne trouve qu'une commande Z: soit « 0.18 », ce qui semble bon. ;FLAVOR:Marlin ;TIME:3761 ;Filament used: 2.20211m, 0m, 0m ;Layer height: 0.1 ;MINX:77.4 ;MINY:106.4 ;MINZ:0.18 ;MAXX:142.599 ;MAXY:153.599 ;MAXZ:20.63 ;TARGET_MACHINE.NAME:Geeetech A10T ;Generated with Cura_SteamEngine 5.10.1 M140 S60 M105 M190 S60 M104 S200 M105 M109 S200 G1 Z15 F300 M107 G90 M82 M104 S200 M140 S55 M109 S200 M106 S255 G92 E0 M107 M163 S0 P1 M163 S1 P0 M163 S2 P0 M164 S4 G0 X10 Y20 F6000 G1 Z0.8 G1 F300 X180 E40 G1 F1200 Z2 G28 M82 ;absolute extrusion mode G1 F2100 E-0.8 ;LAYER_COUNT:199 ;LAYER:-7 M107 G0 F7200 X81.002 Y108.502 Z0.18 ;TYPE:SUPPORT-INTERFACE G1 F2100 E0 G1 F1350 X81.7 Y107.995 E0.05165 G1 X82.489 Y107.53 E0.10648 G1 X83.223 Y107.176 E0.15526 G1 X83.994 Y106.881 E0.20469 G1 X84.819 Y106.651 E0.25596 G1 X85.668 Y106.493 E0.30766 G1 X86.462 Y106.416 E0.35542 G1 X86.99 Y106.4 E0.38705 Merci de votre aide.
-
Bonjour, j'ai une Geeetech A10T avec un décteur Y ... que j'ai sortie de l'entreposage hier. L'an dernier, tout allait bien, mais cette année ... oups! La bande de test se fait bien, elle est propre sus toute la largeur du plateau. Quand vient temps d'imprimer la pièce : la tête se positionne à mi-hauteur ( 80 de haut ) et tente d'imprimer dans le vide. Avez-vous idée comment corriger cela ? Merci.
-
Avec la programmation du mixage via Cura, il n'y a rien à toucher sur l'écran de l'imprimante. - On ouvre dans cura un fichier STL - Avec Cura on fait le mixage comme ci-haut décrit - On « découpe » dans Cura, puis on enregistre sur MicroSD - Le fichier enregistré sur la carte microSD porte toutes les instructions nécessaires au mixage des couleurs. Dégradé ou pas, la température est déterminée par le matériau utilisé. Il faut, à ce sujet, lire les recommandations des fabricants (imprimante / filament). Pour ma part, du PLA est imprimé à 200º sur un plateau chauffé à 50º
-
Cura ne génère pas de couche zéro (0), mais commence à 1. Les couches de préparation comme le radeau sont numérotées en négatif (-5, -4, -3, -2, -1). Inscrivez donc la couche 1 comme étant la première de votre dégradé. Selon le nombre de couches de votre pièce, mettez la valeur la plus élevée comme étant la dernière du dégradé ( une pièce de 276 couches => dernière du dégradé est 276). Je ne comprends pas le sens de la question, à propos du pupitre. Qu'est-ce que le pupitre ? (capture d'écran ou photo aiderait à répondre).
-
Bonjour Alain, je suis un peu mêlé en vous lisant, à savoir quel script fonctionne et quel ne fonctionne pas. J'ai bâti le script de gradation de couleur avec Cura et Geeetech, ça devrait donc bien fonctionner sur votre Geeetech. Je suis disposé à vous aider,mais il faudrait être plus clair dans le processus que vous décrivez et dans les scripts que vous utilisez. Voici, en attendant, quelques conseils sur l'usage du script que j'ai mis ici à la disposition de tous: - Ouvrir Cura et positionner votre pièces (fichier STL) - Générez un premier fichier gcode (bouton « Découper » en bas à droite) - Passez en mode « Aperçu » et utilisez le curseur de droite pour déterminer les couches visées par votre dégradé - Revenez en mode « Préparer », cliquez sur « Extensions - Post-traitement » - Cliquez sur « Ajouter un script », puis sélectionnez « Dégradé couleurs » et complétez l'information selon vos choix. - Refaites une découpe (bouton « Découper » en bas à droite) Je ne vois pas comment ce code pourrait avoir fait arrêter votre imprimant en pleine action ou afficher un message « ready » inopiné.
-
Je note la recommandation relative à l'acrylique. C'est sûr que ce ne sera pas de la peinture sous pression dans mon cas, ce n'est que tu texte que je veux mettre en valeur.
-
Bonjour, j'aimerais rehausser en couleur quelques éléments d'une impression faite en PLA blanc. Que suggérez-vous? marqueur peinture ... précisez huile, eau gouache colorant alimentaire ... ? Merci à l'avance.
-
Bonjour, comme tout le monde, je produis beaucoup de retailles et de rebuts dans mes impressions. Je cherche quelqu'un à Québec qui recycle le PLA et qui accepterait mes retailles. J'ai souci de tout séparer par couleur, alors ça pourra donner à ce recycleur la possibilité de produire du beau filament. Je ne serai dans la région qu'en juin et juillet. Messagerie privée ici ou info arobas rcmission point net par courriel. Au plaisir.
-
cura Changer la qualité en cours d'impression
Patriboom en réponse au topic de Patriboom dans Paramétrer et contrôler son imprimante 3D
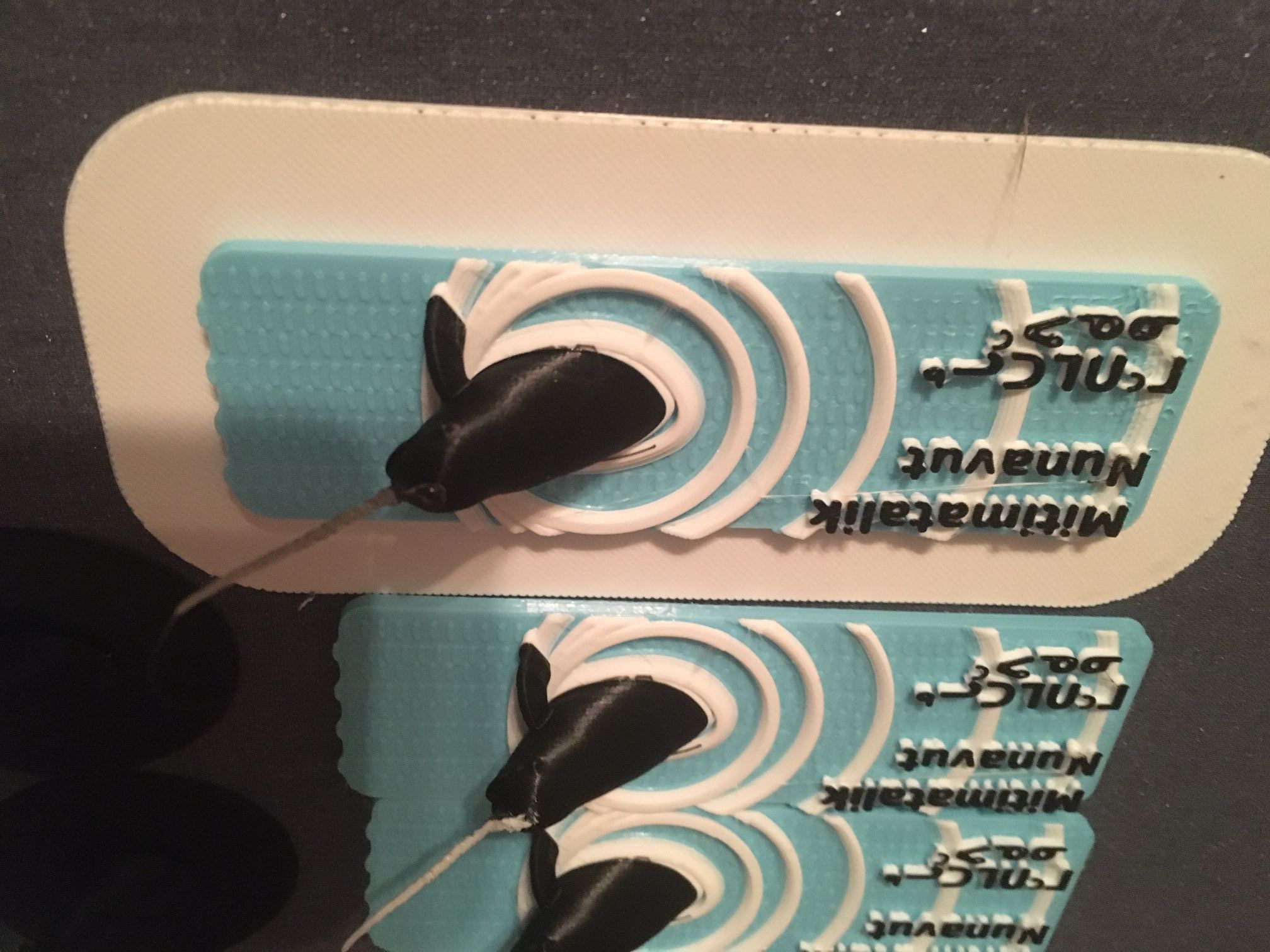
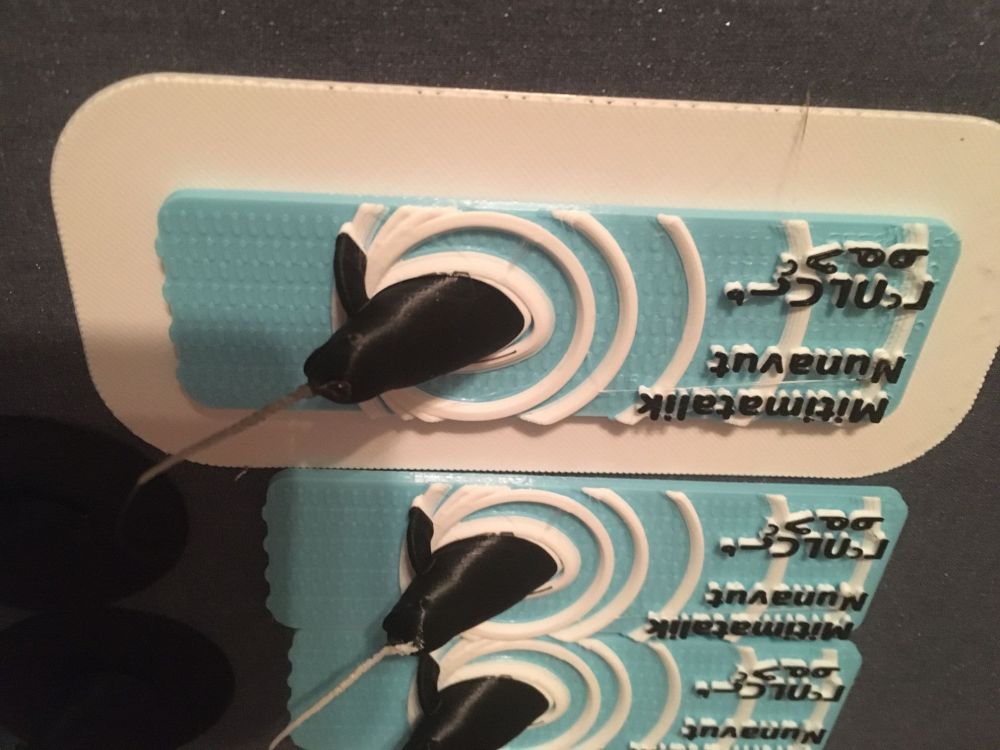
D'accord, allons-y d'une petite (en l'occurrence 2 ch'tites) photo. La première montre mes modèles de travail. Aucune de ces pièces n'est correcte, chacune a son défaut. Dans le lot, celle qui a un radeau est la pièce (enfin!) réussie. L'eau est en qualité moyenne, L'animal en haute qualité (c'est un narval; ici il s'en pêche et on le mange; rien ne se perd). La corne du narval est en basse qualité. J'ai tenté les qualité moyenne et haute, mais c'était trop lourd et ça courbait ou tombait. De plus, la basse qualité induit un relief qui rend plus vraisemblable la texture. La corne d'un narval en - en fait - une dent. En allongeant et tourne, ça donne donc un longue spirale. La basse qualité amène à penser à cette torsade. Bien que l'impression soit bonne, il reste quelques fils à couper. Mon filament blanc a quelques mois, peut-être est-il un peu humide.
-
cura Changer la qualité en cours d'impression
Patriboom en réponse au topic de Patriboom dans Paramétrer et contrôler son imprimante 3D
C'est ça, oui. Mon plateau a quelques marques. Bon, voilà. Je confirme la réussite du projet qui demande minutie et quelques ajustements (quelques copies). Le procédé résumé va comme suit: Dans Cura Assurez vous de positionner la pièce de manière à laisser assez de place à la tête pour faire son zéro initial Enregistrer la première partie (le bas) en prenant soin de vous mettre des repères. Dans mon cas, le repère est un changement de filament à hauteur Z Enregistrer le fichier bas.gCode Modifier les paramètres de qualité, de vitesse, tout ce que vous voulez en marquant de nouveau la pièce de la même façon au même endroit qu'en 1.1 ET marquer les prochains changements Attention, puisque vous avez changé la qualité, les valeurs Z des changements doivent elles aussi changer, placez donc vos repères aux mêmes endroits (visuellement) qu'en 1.1. et changez les valeurs Z conséquemment. Enregistrer le fichier milieu.gCode Modifier les paramètre de qualité, de vitesse, tout ce que vous voulez en marquant de nouveau la pièce de la même façon Attention, puisque vous avez changé la qualité, les valeurs Z des changements doivent elles aussi changer, placez donc vos repères aux mêmes endroits (visuellement) qu'en 1.2. et changez les valeurs Z conséquemment. Enregistrer le fichier haut.gCode Avec un traitement de texte sans code éditez vos fichiers ex.: Pluma de Linux, ou NotePad de Windows Il est bon d'ouvrir tous les fichiers en même temps pour sauver du temps Il est encore mieux de copier les fichiers d'origine (1.1.1, 1.2.2, 1.3.2) afin de pouvoir revenir en arrière en cas d'erreur Coupez la tête du fichier milieu.gCode après la série de lignes en commentaire et jusqu'au premier marqueur (changement de filament). Portez une attention particulière à la valeur Z qui est définie tout juste avant ou tout juste après le marqueur Notez cette valeur quelque part ... pour ma part, je me suis créé un fichier de notes où je décris mes points de repères, leurs hauteurs et les changements que je dois faire (ex.: changer le filament) ou autres notes utiles Dans le fichier bas.gCode, retrouvez votre marqueur Si la bas est de moindre qualité que le milieu, vous devriez retrouver la hauteur Z (notée en 2.3.3) avant le repère Au contraire, si la base est de meilleure qualité que le milieu, vous devriez retrouver la hauteur Z (notée en 2.3.3.) après le repère Coupez de fichier de façon à inclure toute la couche de hauteur Z et à éliminer le reste jusqu'en bas, à l'exception des lignes supposément en commentaire, et qui seront lues par votre imprimante (voir les échanges antérieurs dans cette même discussion). Ouvrez le fichier haut.gCode et procédez comme en 2.3 et 2.4 Dans chacun de fichiers, il y aura des modidfications à apporter Dans le fichier bas.gcode et dans le fichier milieu.gcode: modifier le comportement de la fin Éliminer tout ce qui a trait à la présentation de la pièce Ajoutez une remontée relative de la tête pour vous assurez qu'elle ne touche pas le sommet de votre pièce exemple ;On rentre à la maison en vue d'un changement de filament M218 Y0 ;Remise en état - si nécessaire - du décalage Y imposé à la deuxième couche et aux suivantes M140 S0 ;On éteint le plateau M107 ;On éteint ici le ventilateur G91 ;Positionnement relatif G1 E-5 ;Retrait du filament G1 F7000 Z20 ;On monte sur Z bien assez pour tout dégager G1 F8000 X-5 Y-5 ;Dégagement de la pièce en X et Y M106 S0 ;On éteint les ventilateurs M104 S0 ;On éteint le tête chauffante M84 X Y E ;Disable all steppers but Z M82 ;absolute extrusion mode M104 S0 ;End of Gcode Dans les fichiers milieu.gcode et haut.gcode: modifier le comportement du début (voir ) Éliminer tout ce qui a trait au radeau, aux vérifications, aux traits d'échauffement, voici ce que j'ai mis dans mes début: J'ai réduit la température du plateau quelque - économie d'énergie exemple ;On chauffe la machine M140 S35 M105 M109 S200 M105 ;On se positionne G91 ;Positionnement relatif G1 F700 Z10.0 ;Assurons-nous que la tête ne touche pas la pièce M413 S1 ;Copie sur SD en cas de panne électrique G92 E-5 ;Retirer du filament afin de rien laisser traîner lors des déplacements G90 ;Positionnement absolu G1 F7000 X0 Y0 ;Nous ramenons X et Y à 0 G1 F7000 Z2 ;Nous ramenons finalement la tête à 2 G28 ;Déplacement au point d'origine --- ça assure la qualité des mesures ultérieures M109 S200 M105 G90 ;Positionnement absolu ---- ceci est important car c'est ce qui garantira un bon départ, bien positionné sur la fin de l'étape précédente G0 F3000 Z28.0 ;Assurons-nous que la tête ne touche pas la pièce M109 S200 M105 M106 S150 ;Le ventilateur à 150/255 La première ligne, après cet appéritif, doit être un positionnement précis sur le point final de votre fichier précédent - du moins en Z. Afin de me simplifier la vie, j'ai simplement copié-collé la ligne du dernier positionnement Z du fichier précédent. Vous faites bien ce que vous voulez, hein! Inutile de discuter ou disputer sur la pertinence d'allumer le ventilateur à 150, à 255, à 125 ... l'idée c'est ici de vous inviter à ajuster les paramètres afin de bien positionner votre tête d'impression. Bref, je suis bien contentn du résultat. Merci de m'avoir suivi, supporté et renseigné dans cette petite expérience. -
cura Changer la qualité en cours d'impression
Patriboom en réponse au topic de Patriboom dans Paramétrer et contrôler son imprimante 3D
Merci de ce retour et cet appui. Je n'ai simplement pas eu le temps au cours des dernières semaines. Aurais-tu l'URL de la vidéo de CHEP ? Après un premier test raté, je crois que - oui - ça fonctionnera. L'erreur que j'ai faite: exiger un radeau à la première phase, mais pas aux autres. Les valeurs s'en trouvèrent donc toutes décalées. À raison de 350 couches ... euh ... non, je n'ai pas voulu modifier les valeurs manuellement de peur d'en oublier. L'exercice permet néanmoins de croire que ça fonctionnera. Il faut être très précis (au 0,12 mm près) comme la machine. Lorsque j'aurai réussi, j'écrirai la recette ci-bas, mais c'est sûr qu'il faudra travailler avec autant de fichiers gCode qu'il y aura de spécifications (dans mon cas 3), car la hauteur des couches, la vitesse et autres détails ne sont qu'une et une seule fois par l'imprimante, dans les informations de fin de document (voir ci-haut). -
cura Changer la qualité en cours d'impression
Patriboom en réponse au topic de Patriboom dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, voici un retour d'expérience. Je comprends maintenant que mon appareil - Ender V3 SE lit les informations contenues dans le bas du document gCode. J'ai recommencé l'impression de mon modèle; cette fois en trois documents bas.gcode, milieu.gcode, haut.gcode (comme ci-haut) cette fois en conservant les informations spécifiques à chaque document créé sous Cura. J'y vois que nous pouvons régler la vitesse d'impression, la hauteur de couche et toutes ces configurations qui se trouvent dans Cura et que nous modifions. Celles que nous ne modifions pas n'apparaissent pas dans les lignes ;SETTING_3 Il semble que l'appareil lise des lignes de longueur fixe, mais ne se soucie pas des sauts de ligne outre-mesure. C'est ainsi que ;SETTING_3 {"global_quality": "[general]\\nversion = 4\\nname = Standard Quality ;SETTING_3 #2\\ndefinition = creality_ender3\\n\\n[metadata]\\ntype = quality_c ;SETTING_3 hanges\\nquality_type = standard\\nsetting_version = 22\\n\\n[values] ;SETTING_3 \\nadhesion_type = raft\\n\\n", "extruder_quality": ["[general]\\nver ;SETTING_3 sion = 4\\nname = Standard Quality #2\\ndefinition = creality_base\\n ;SETTING_3 \\n[metadata]\\ntype = quality_changes\\nquality_type = standard\\nse ;SETTING_3 tting_version = 22\\nposition = 0\\n\\n[values]\\ninfill_sparse_densi ;SETTING_3 ty = 100\\nspeed_print = 75\\n\\n"]} sera lisible par l'appareil, mais facilement pour nous. Je suis sûr que - mais je n'ai pas testé - ceci ;SETTING_3 {"global_quality": "[general]\\nversion = 4\\nname = Standard ;SETTING_3 Quality #2\\ndefinition = creality_ender3\\n\\n[metadata]\\ntype = quality_c ;SETTING_3 hanges\\nquality_type = standard\\nsetting_version = 22\\n\\n[values] ;SETTING_3 \\nadhesion_type = raft\\n\\n", "extruder_quality": ["[general]\\ ;SETTING_3 nversion = 4\\nname = Standard Quality #2\\ndefinition = creality_base\\n ;SETTING_3 \\n[metadata]\\ntype = quality_changes\\nquality_type = standard\\nse ;SETTING_3 tting_version = 22\\nposition = 0\\n\\n[values]\\ ;SETTING_3 ninfill_sparse_density = 100\\nspeed_print = 75\\n\\n"]} lui serait indigeste, à cause de longueurs variables des lignes. Je vous reviendrai quant au résultat du présent test. J'ai dû le recommencer parce que j'avais omis de supprimer certaines lignes du premier fichier (bas.ccode). Dans tous les fichiers, j'ai conservé les premières mises en remarque. On ne sait jamais. J'ai aussi inséré aux fichiers milieu.gcode et haut.gcode des valeurs de température afin de m'assurer que si je ne change pas le filament dans un délai raisonnable, l'appareil attende d'avoir les températures voulues avant d'amorcer le nouveau fichier. Quant au reste: tout a été supprimé, sauf la partie ;SETTING_3 Au plaisir. -
cura Changer la qualité en cours d'impression
Patriboom en réponse au topic de Patriboom dans Paramétrer et contrôler son imprimante 3D
Oui, merci, les position d'extrudeuse sont en valeurs absolues. Je me suis mal exprimé lorsque j'écrivis que le changement de filament provoqua un nouveau radeau. En fait, ce qui s'est passé est à peu près ceci: - l'impression s'est poursuivie à la bonne hauteur, mais la taille du motif a été doublée. C'est comme si l'imprimante fonctionnait en « temps » et que, pour tracer une ligne de 5 cm à basse résolution lui prenant 5 secondes, à haute résolution 10 secondes, le changement de qualité fit en sorte que ma figure s'en trouva doublée parce l'imprimante a reçu la commande « fait une ligne de haute qualité (10 secondes durant) à partir du point x,y,z, vers le Nord-Est. » Quant à la hauteur, elle était parfaite. -
cura Changer la qualité en cours d'impression
Patriboom en réponse au topic de Patriboom dans Paramétrer et contrôler son imprimante 3D
Retour de test: négatif. Après changement de filament, la machine s'est mise à faire un radeau par-dessus la première couleur ! Rien à voir avec ce que j'avais commandé Je tenterai maintenant de ramener le gcode dans Cura, question de savoir si le logiciel peut encore me montrer les couches. Si oui, je trouverai peut-être où j'ai loupé mon collage. Je regardai aussi et fis le même constat: pas de changement de hauteur. Néanmoins, c'est aujourd'hui un bel apprentissage pour moi. Cette fonction - dont j'ignorais tout - me permettra d'améliorer d'autres pièces; comme dans la vidéo, renforçant certaines parties que je trouvais faible et vidant certains volumes que je me croyais forcé d'emplir à cause des parties jugées faibles. -
cura Changer la qualité en cours d'impression
Patriboom en réponse au topic de Patriboom dans Paramétrer et contrôler son imprimante 3D
Merci de vos idées, j'ai lancé l'impression d'un test bâti de la manière suivante: Étapes CURA Générer un premier fichier bas.gcode à basse résolution et noter à part l'endroit (le numéro de couche) où la bonne qualité devra prendre le relais (repère A) Générer un deuxième fichier milieu.gcode à haute résolution et noter à quelle couche se trouve mon repère A. Noter aussi la couche où se trouve le repère B. Générer un troisième fichier haut.gcode à moyenne résolution et noter à quelle couche se trouve le repère B. En traitement de texte de base ( Linux Pluma / Ms NotePad / peu importe ) Créer un fichier vierge nommé "Combiné" ouvrir le fichier bas.gcode. De ce fichier copier toutes les lignes de 0 à la fin de la couche correspondant au repère A Coller dans le fichier Combiné Fermer le fichier bas.gcode (question de ne rien perdre, de ne pas me mêler) Ouvrir le fichier milieu.gcode Copier les toutes lignes comprises entre repère A et repère B Coller à la toute fin de Combiné et enregistrer Fermer milieu.gcode Ouvrir haut.gcode Copier toutes les lignes depuis repère B jusqu'à la fin Coller à la toute fin de Combiné et enregistrer Fermer haut.gcode Au bas du fichier Combiné apparaissent des lignes - collées depuis haut.gcode qui me questionnent. On dirait que le fichier contient des instructions que mon imprimante pourrait reconnaître. Les voici ;End of Gcode ;SETTING_3 {"global_quality": "[general]\\nversion = 4\\nname = Dynamic Quality ;SETTING_3 #2\\ndefinition = creality_ender3\\n\\n[metadata]\\ntype = quality_ch ;SETTING_3 anges\\nquality_type = adaptive\\nsetting_version = 22\\n\\n[values]\ ;SETTING_3 \nadhesion_type = none\\n\\n", "extruder_quality": ["[general]\\nvers ;SETTING_3 ion = 4\\nname = Dynamic Quality #2\\ndefinition = creality_base\\n\\ ;SETTING_3 n[metadata]\\ntype = quality_changes\\nquality_type = adaptive\\nsett ;SETTING_3 ing_version = 22\\nposition = 0\\n\\n[values]\\n\\n"]} Je n'ai pas collé ces lignes ou les ai supprimées avant de lancer l'impression. Si l'imprimante lit ces lignes, mon fichier lancera une impression avec les valeurs par défaut partout. Je craignis un moment que l'imprimante refusât de lancer la procédure, mais non... l'impression est en cours. La partie du bas, cependant ne semble pas plus rapide ni de moindre qualité au test précédent. Illusion et impatience ? Peut-être Si vous savez quoi que ce soit à propos des lignes "SETTING_3", j'aimerais apprendre à jouer là-dedans. C'est peut-être ma clef s'il est possible de répéter des telles lignes et en semer à travers le gcode. Merci. Je crois cependant que la solution est bien dans la référence que tu me donnes. Je tenterai cette méthode qui me semble de loin meilleure et plus simple que la mienne. -
cura Changer la qualité en cours d'impression
Patriboom a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, pour diverses raisons, j'ai des pièces à imprimer en différentes qualités. La base doit être grossière (draft) Le milieu doit être bien défini, propre, de haute qualité (la meilleure qui puisse donner mon imprimante) Le haut doit revenir à la définition grossière du début. Cura me permet de définir des qualités générales pour une pièce. Ça va, je sais faire. Je veux maintenant éditer mon fichier gCode pour y inclure les changements décrits ci-haut. Quels sont, selon vous, les paramètres à changer ? vitesse d'impression (avec G0 Fx ou G1 Fx, j'imagine) ¿ ... mais encore ? hauteur de couche .... me faudrait-il bidouiller chaque ligne G1 après publication par Cura ? Ouille! température ? pas sûr Cura me permet de définir la taille du filament fondu (0,12; 0,15; 0,20; 0,30) ... comment puis-je en faire autant avec le gCode ? ... plus précisément hauteur de couche épaisseur de la paroi Cura permet aussi de définir la densité du remplissage Quant à la température, je ne crois pas avoir besoin d'intervenir, vous saurez me dire. Merci à l'avance. -
Éviter les filaments entre les pièces
Patriboom en réponse au topic de Patriboom dans Entraide : Questions/Réponses sur l'impression 3D
Merci; c'est cela que je ne comprenais pas. Désormais c'est clair. Je comprenais que c'était la buse qui retournait en arrière, mais je comprends désormais que c'est le filament qui est rappelé vers l'intérieur. Suivant les instructions de PPAC, je procéderai ainsi, température d'impression vitesse de déplacement Débit Rétraction du filament. Ça m'éclaire tout cela. J'ai hâte d'essayer. Ma Ender-3 VE devrait arriver au cours des 10 prochains jours ouvrables. J'ai laissé derrière (déménagement oblige) une Geeetech A10-T à laquelle j'aurais accès cet été. Dans les deux cas, je préparerai mon logiciel Cura en respectant vos consignes. -
Éviter les filaments entre les pièces
Patriboom a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, lorsque j'imprime plusieurs pièce sur un plateau, en une seule commande, j'ai des filaments entre les pièces. J'ai lu qu'une fonction de Cura permettrait de contrôler cela, « effet de recul » ou quelque chose du genre. J'aimerais qu'on m'explique comment ça fonctionne, comment l'exploiter. Je sais d'avance qu'avec ma Geeetech 10T j'aurai des problèmes si cette méthode du « recul » exige plusieurs variations de température. Merci à l'avance. -
Conclusion de la saga ... et oui, il fallut plus de 60 jours à recevoir une pièce! ... et elle avait été abîmée par les services postaux !!! Voici la version initiale d'une pièce imprimée avec la tête défectueuse. (image 06) Voici la même pièce imprimée avec la pièce de remplacement (image 07). Entre le deux: 1) Une galère pour installer la pièce, car je n'ai trouvé aucune information sur le site de Geeetech pour changer la pièce la plus importante. 2) une fois en place : impossible de mettre au niveau, le contact de l'axe Z était hors d'usage 3) différents essais de connexion / déconnexion du senseur d'Z « 3D-touch » ... jamais d'arrêt à proximité du plateau 4) changement de « firmeware » ....La machine ne démarrait plus 5) changement de « firmeware » ... la machine démarra de nouveau 6) Mise à niveau du plateau de manière manuelle afin de m'assurer le bon fonctionnement de la machine ... et oui!! Ce fut le retour en fonction de l'interrupteur Z-0 7) ré-installation du senseur d'Z « 3D-touch » et oui ....!!! fonctionnement Depuis ... l'imprimante me pense fou ... j'imprime sans cesse car j'ai du temps à rattraper.


-
Merci de m'aider de la sorte. Je confirme qu'une valeur de 255 fait fonctionner le ventilateur. J'ôterai la valeur Nx car je ne comprenais pas à quoi correspondait cette valeur. Réglé
-
Pourquoi pas 123? Lorsque je le fais avec le bouton et l'écran ACL de l'imprimante, ça marche à toutes les valeurs (100, 111, 150, 202); je donne une vrille à la molette et voilà la valeur sélectionnée. Je vais essayer 255. Oh, tandis que nous y sommes ... Est-ce le ventilateur 0 ou le 1 ? Merci.
-
Merci Lorenzo, ma question ne porte cependant pas sur la vitesse de rotation (valeur de 0 à 255), mais sur le fait même que cette valeur ne soit pas lue lors de l'impression. Tu sembles pourtant me dire que mon code est bon. Ça reste étrange.
-
Bonjour à tous, j'ai inséré la commande suivante dans mes valeurs par défaut, mais le ventilateur ne se lance toujours pas. M106 P0 S123 M106 P1 S123 Mon code tente de démarrer aussi bien le ventilateur 0 que le 1, ne sachant pas quel est le numéro du ventilateur qui se trouve à l'avant de l'extrudeur et qui se termine par un bec courbé, orienté vers la buse (encadré de vert dans l'image ci-bas). Lorsque je passe par l'écran de l'imprimante et modifie la vitesse du ventilateur, celui-ce se met en marche. Pouvez-vous m'aider à corriger mon gCode svp ? Merci.
-
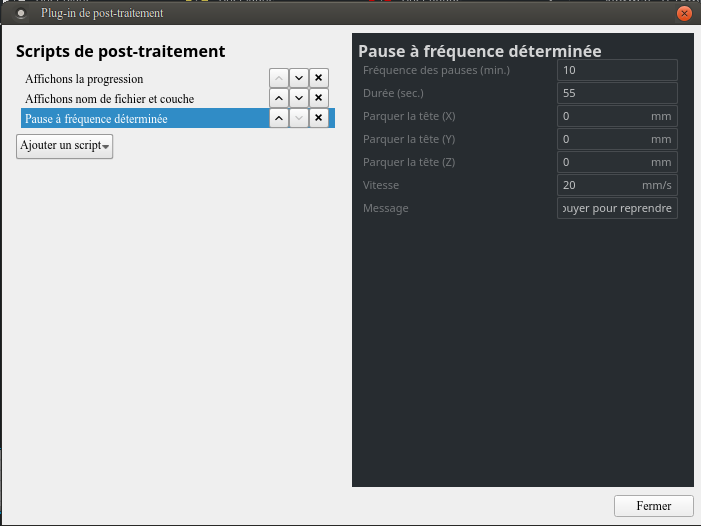
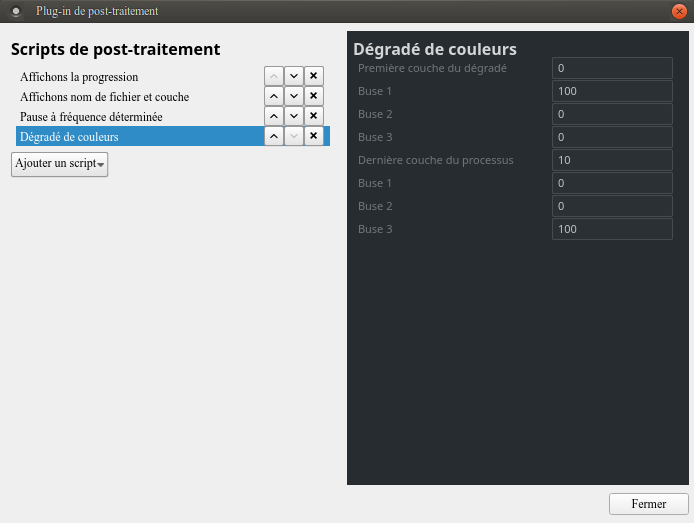
Bonjour à tous, j'ai créé deux scripts pour Cura, des scripts python que - vraisemblablement - d'autres logiciels sauront exploiter. Le premier script sert au mélange de couleur. Il permet un dégradé entre la couche A et la couche B avec deux ou trois couleurs. Le second script provoque une pause (dont la durée peut être définie en secondes) à fréquence déterminée (par vous, en minutes). Vous trouverez ces scripts à l'adresse suivante: ma page github: https://github.com/Patriboom/Cura Les commentaires constructifs et les collaborations sont bienvenus.
-
ll y certainement une série de fichiers .PY dans un répetoire donné. Je parie que sous Windows, tu trouveras cela à l'aide de l'outil de recherche en inscrivant le nom du fabricant de ton imprimante. Par exemple « Geeetech », puis il suffira de suivre le chemin jusqu'au sous-répertoire scripts