LVC
-
Compteur de contenus
30 -
Inscrit(e) le
-
Dernière visite
Récompenses de LVC
")





-
C'est l'instruction que j'avais à l'origine (voir mon premier message), on m'avait proposé d'ajouter le L0 pour spécifier qu'il fallait utiliser les mesures "n°0" et ça avait marché (il me semble).
-
Donc personne n'a d'idée ?
-

FLSun tease une nouvelle imprimante 3D (FLSun S1 ?)
LVC en réponse au topic de Motard Geek dans FLSUN 3D
Oui. C'est tonton Joe qui le dit. Reste plus qu'à voir ce qu'elles font en conditions normales, si les 1000mm/s c'est vrai ou un coup commercial. -
Choix d'une souris pour Fusion 360
LVC en réponse au topic de LVC dans Discussion sur les logiciels 3D
Je préfère une souris pour productivité et pas une souris gaming aux formes bizarres. -
Choix d'une souris pour Fusion 360
LVC en réponse au topic de LVC dans Discussion sur les logiciels 3D
J'aurais dû préciser que je parlais des 3s -
Choix d'une souris pour Fusion 360
LVC en réponse au topic de LVC dans Discussion sur les logiciels 3D
Si, comme la master 3s
-
Choix d'une souris pour Fusion 360
LVC en réponse au topic de LVC dans Discussion sur les logiciels 3D
C'est gaming et les souris gaming je les trouve assez moches. Merci pour vos réponses. Je pense opter pour une logitech mx master ou anywhere. -
Choix d'une souris pour Fusion 360
LVC en réponse au topic de LVC dans Discussion sur les logiciels 3D
Ok Je pensais aussi à une master 3s. J'opterais sans doute une d'entre elles -
Choix d'une souris pour Fusion 360
LVC en réponse au topic de LVC dans Discussion sur les logiciels 3D
Ok Merci Je trouve la manipulation à faire pour faire tourner un peu lourde, alors je préfèrerais une seule touche à appuyer. En effet avec le black friday il y a quelques offres mais peu sur les souris récentes (logitech en tout cas) -
Bonjour je désirerais acquérir une souris pour modéliser sur Fusion 360. Je me pose quelques questions et notamment est-ce qu'une souris avec track ball me permettrait de fairre tourner mon modèle sans avoir à appuyer sur Maj+BCS ? (je pense particulièrement à la Logitech M575 ergo) Si vous connaissez d'autres bonnes souris (100e max) je suis également preneur. Merci d'avance. LVC
-
LK4 Pro problème sondes température
LVC en réponse au topic de teba38 dans Entraide : Questions/Réponses sur l'impression 3D
Je comprends pas ta parenthèse. Tu pourrais réexpliquer en plus clair stp ? -
C'est un des meilleurs du marché (gratis) et il a servi de base Bambu Studio. En plus il a un wiki super.
-
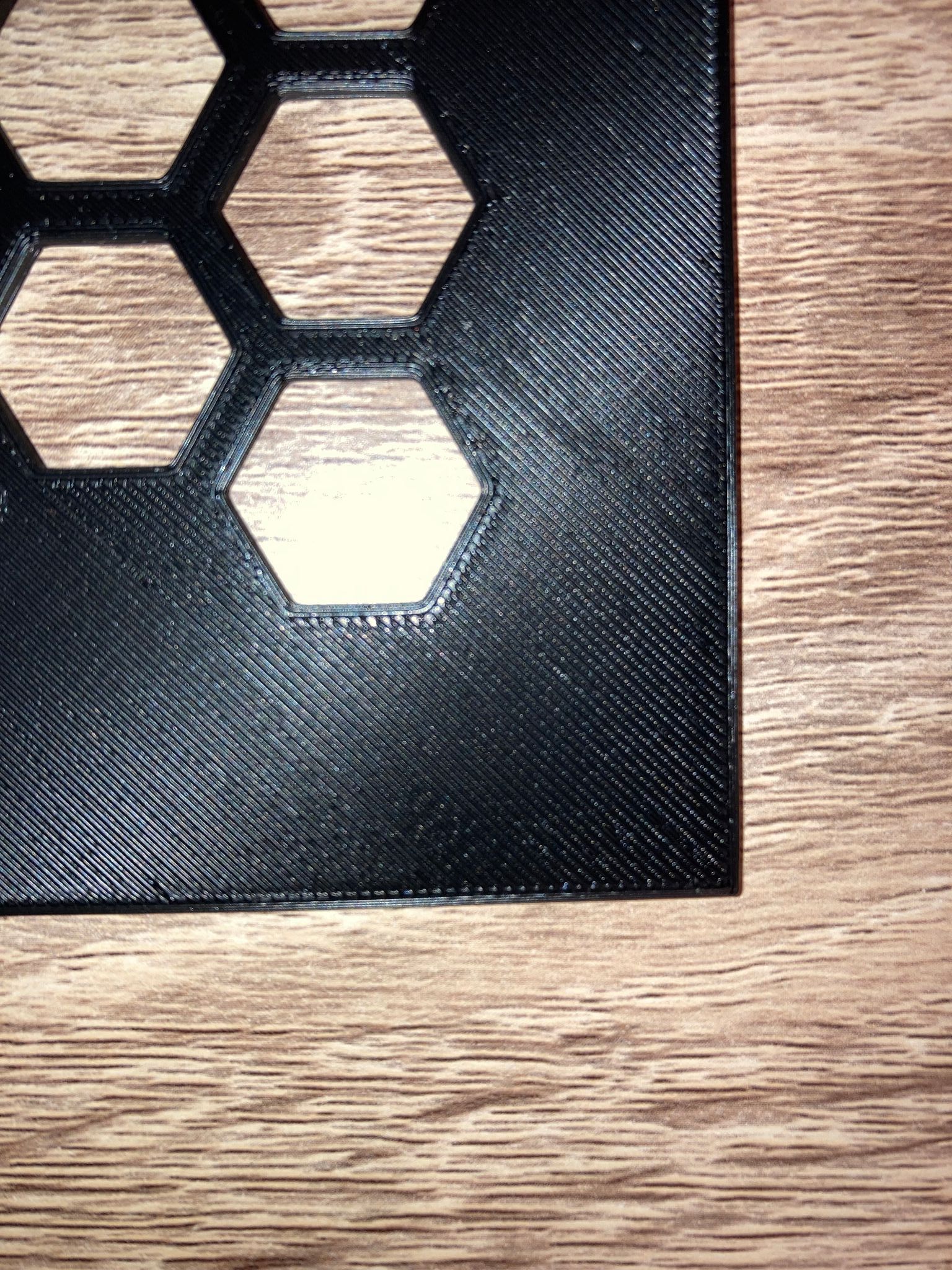
Oui, à 60°, température d'impression que j'utilise. 0,2mm, valeur de base dans Prusa Slicer Ben d'un coté on voit nettement un espace entre les lignes de la première couche et au coin opposé c'est complétement lisse (c'est presque trop écrasé).


-
voilà
-
La photo est peu être pas super claire, un coté est trop collé et un autre pas assez : https://drive.proton.me/urls/60B6DY3J5W#UxCyo4QuGLwr Le G code de début : ; ; First layer print x min = [first_layer_print_min_0] ; First layer print y min = [first_layer_print_min_1] ; First layer print x max = [first_layer_print_max_0] ; First layer print y max = [first_layer_print_max_1] ; Total layer count = [total_layer_count] ; M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z20.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G90 ; use absolute coordinates M83 ; extruder relative mode M104 S[first_layer_temperature] ; set extruder temp M140 S[first_layer_bed_temperature] ; set bed temp M190 S[first_layer_bed_temperature] ; wait for bed temp M109 S[first_layer_temperature] ; wait for extruder temp G28 ; home all M420 S1 L0 Z2; Use a mesh leveling up to 2mm (a valid mesh must be loaded into RAM); G1 Z2 F240 G1 X2 Y10 F3000 G1 Z0.28 F240 G92 E0 G1 Y190 E15 F1500 ; intro line G1 X2.3 F5000 G92 E0 G1 Y10 E15 F1200 ; intro line G92 E0