cencormoi
-
Compteur de contenus
45 -
Inscrit(e) le
-
Dernière visite
Récompenses de cencormoi
")





-
Petite question : à quoi correspond la phase de calibration avant impression où le plateau vibre énormément (1 fois fort puis 1 fois plus doucement) et la tête reste fixe en position centrale? (phase juste après les X points de nivellement de plateau) Car depuis quelques temps, la vibration n'est plus homogène sur mon imprimante.... (fréquence de vibration irrégulière)
-
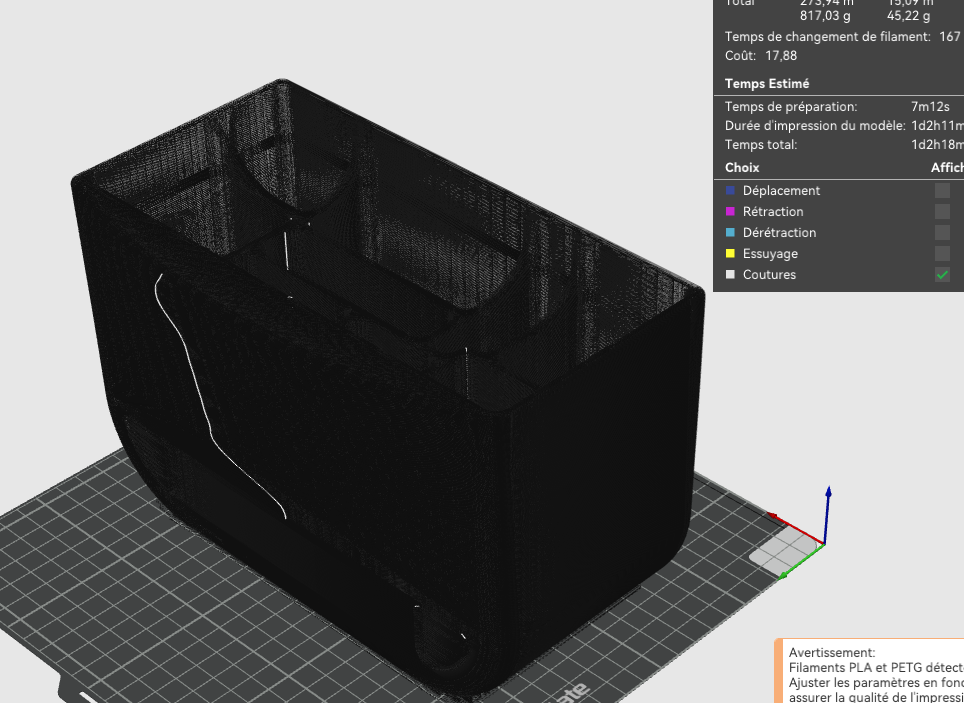
Bon... j'ai basculé sur Mac et j'ai retrouvé le rendu 3D initial (+accessoirement une fluidité sans équivalence!)
-
Logiciel réinstallé mais rien n'y fait Pas grave je change de PC bientôt je verrais bien si le bug me poursuit....
-
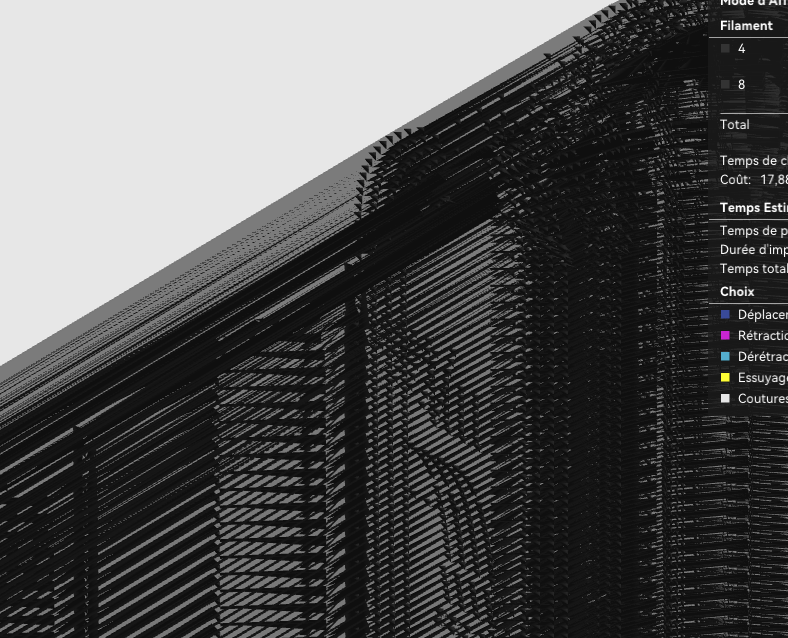
Merci pour l'info ! J'avais pourtant cherché sous Google mais je ne dois pas utiliser les bons mots clefs ou alors trop orienté FR Le voici entre autres (ça me le fait sur tous les fichiers...)
-
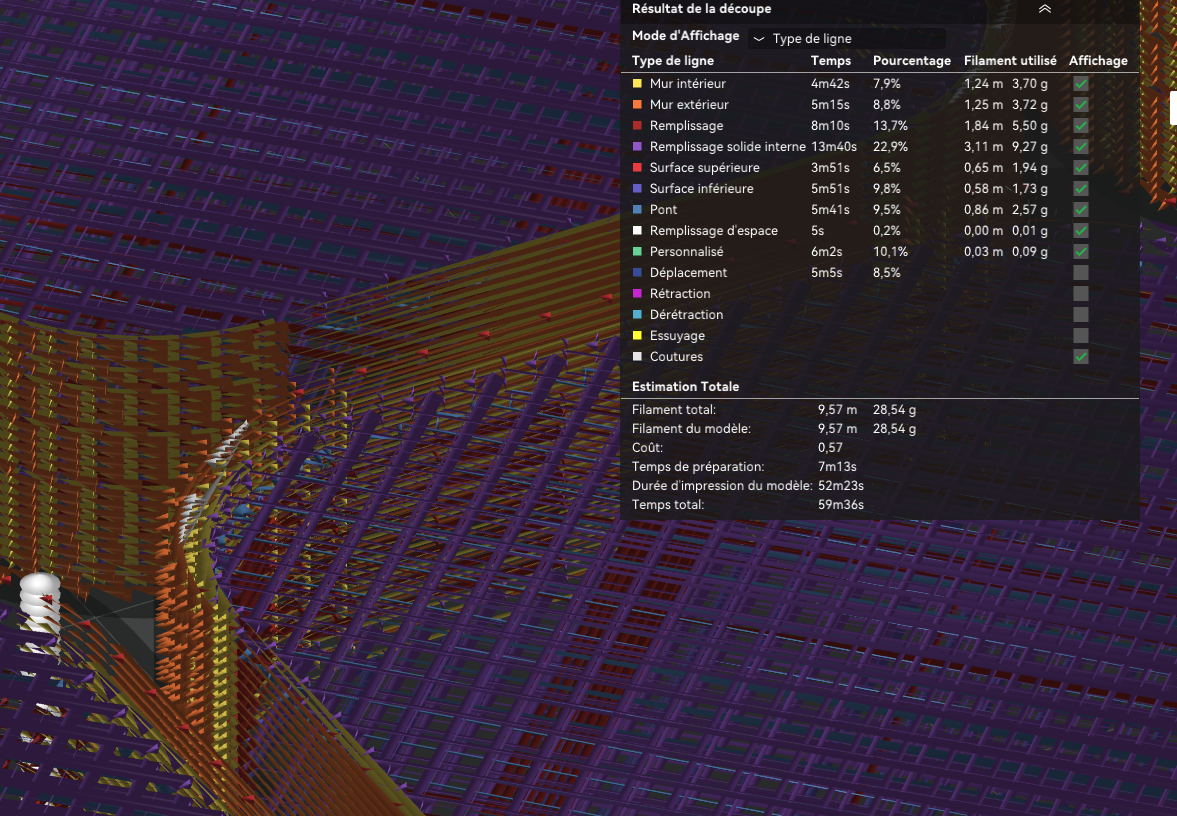
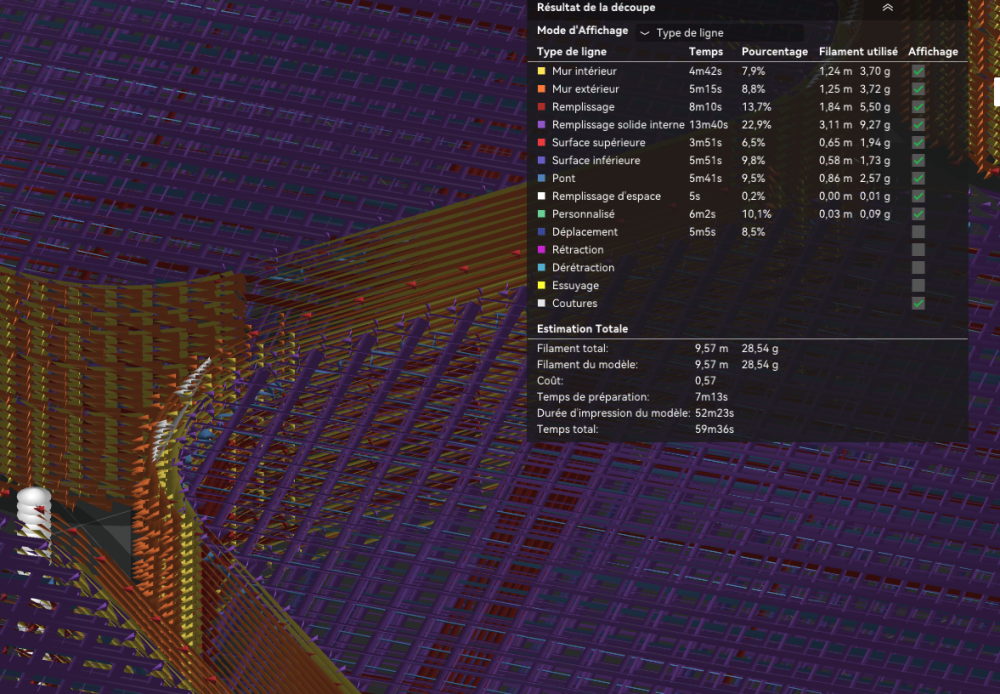
Non ça change de couleur mais j'ai toujours le même aspect :
-
Bonsoir, J'ai l'impression que depuis une mise à jour récente (ou alors j'ai effectué une malencontreuse manipulation?), le rendu 3D de la fenêtre onglet a changé : je n'ai plus l'affichage propre des différentes couches mais un brouahaha 3D (voir ci dessous). Avez vous une idée de comment revenir au rendu 3d initial?
-
[TOPIC UNIQUE] Bambu Lab H2C avec Vortek Hotend Change System pour 0 déchet !
cencormoi en réponse au topic de silvertriple dans Bambu Lab
Non pas du tout ! Il y a moyen de le raccourcir au max de combien sans éviter les coudes/problèmes de blocage du filament ? -
[TOPIC UNIQUE] Bambu Lab H2C avec Vortek Hotend Change System pour 0 déchet !
cencormoi en réponse au topic de silvertriple dans Bambu Lab
Je pose le mien au dessus de la bécanne. Ca me semble assez optimisé... -
Prusa Core One avec système Bondtech INDX : prix enfin dévoilé
cencormoi en réponse au topic de doudinator dans Prusa Research
Ensemble des nouveautés : https://blog.prusa3d.com/fr/prusa-au-formnext-2025-indx-core-one-hotend-ht-silicone-dryboxes-et-plus-encore_125127/ Ça a l'air bien abouti. Techniquement meilleur que la concurrence car filament déjà préchargé Reste à voir en pratique et surtout le prix tout compris avec drybox... -
[TOPIC UNIQUE] Bambu Lab H2C avec Vortek Hotend Change System pour 0 déchet !
cencormoi en réponse au topic de silvertriple dans Bambu Lab
C'est assez astucieux comme système hybride : - mécanique plus simple donc moins cher qu'un système à changement de tête - par contre le filament n'est pas préchargé. L'AMS doit le charger à chaque changement de couleur, c'est moins rapide qu'un système à changement de tête... -
Non comme il s'agissait de filament assez courts, j'imprimais sans AMS et directement en amont d'extracteur (en enlevant le tube PTFE) Possible. Violent non pas vraiment la mèche de 1.5mm ne rentre ni le mandrin de ma perceuse ni de ma dremel, je tournais donc avec mes gros doigts !
-
Salut Hier soir j'ai eu la (mauvaise) idée d'utiliser des chutes de filament de quelques dizaines de centimètres pour imprimer une bobine refill. Du coup, à force de realimenter ma tête, 3eme bouchage de buse.... J'ai essayé le cold pull en vain J'ai démonté la buse et après avoir retiré le résiduel de filament qui dépassait de 1mm environ (c'est pourquoi le cold pull ne fonctionne pas) j'ai percé quelques mm avec un forêt de 1.5 MM Remontage de la buse et ça fonctionne !
-
A ma connaissance pas de TPU possible sur la mini car pas d'extrudeur direct drive ?
-
Merci pour l'info. Je tenterais le coup même si j'ai pas l'impression que le filament arrive à rentrer dans la buse Effectivement réflexion faite, j'ai imprimé du TPU récemment. Peut être que ça a créé un conflit avec les impressions PLA
-
Effectivement je change la buse et ça fonctionne à nouveau Je ne comprends pas pourquoi ça colmate autant. C'est la deuxième fois en un mois que je change la buse Et j'imprime principalement du PLA J'ai même essayé de monter à 300° la buse pour sortir le plastique mais rien n'y fait... Comment faites vous lorsque vous avez une buse colmatée comme ça ? Il y a moyen de la récupérer ou c'est poubelle ? N'ayant rien à perdre je peux toujours donner un coup de chalumeau acétylène en essayant de faire sortir le plastique par l'entrée (diamètre filament)... Vous allez me dire que je ramène tout à prusa, mais sur ma mini je n'ai jamais changé de buse en 5 ans...