Wassingue
-
Compteur de contenus
128 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Wassingue
-
Merci beaucoup pour ce retour très constructif.
-
Pour le warping dans les angles, je rajoute toujours des 'oreilles de Mickey' (pastilles de 20/25mm) sur une ou 2 couches si les angles sont trop saillants et que les pièces sont volumineuses et/ou avec un remplissage important.
-
Très belles impressions. Essentiellement du PETG non ?
-
Je ne sais que te conseiller. En tous cas, je n'ai aucune rayure sur mes tiges. Je prends juste soin de très régulièrement contrôler qu'elles soient bien lubrifiées. Pas d'autres hypothèses à formuler à part des impuretés qui se seraient insérées dans la douille/roulement. Il faudrait peut-être chercher si ce soucis se produit parfois du côté d'autres imprimantes d'autres marques.
-
Ce n'est pas normal. Le roulement semble détérioré pour rayer la barre à ce point... Ou alors, il y a de la limaille qui s'est insérée dans le jeu. Pour en être certain, il faudrait contacter le SAV en joignant des photos bien nettes ( car elles ne le sont pas assez). A voir si un démontage complet de cet axe sera nécessaire, mais pas avant d'avoir obtenu une réponse.
-
Pour la buse qui racle le remplissage, passer le motif de 'grille' à 'rectiligne'. La grille rajoute une épaisseur à chaque croisement, ce qui crée le frottement. Cela peut même entraîner le décollement de la pièce dans le pire des cas... C'est très bien expliqué sur le site de Prusa, comme décrit ici même en cherchant le sujet qui l'évoque.
-

Avis marques/traces sur axe qidi X plus 3
Wassingue en réponse au topic de thibo59650 dans Qidi Tech
Idem, PTFE (=Téflon) aussi pour le Z. D'ailleurs, encore merci pour l'astuce du petit outil à imprimer. -
Avis marques/traces sur axe qidi X plus 3
Wassingue en réponse au topic de thibo59650 dans Qidi Tech
Huile 3 en 1 pour petits mécanismes (genre machine à coudre). J'ai dû lubrifier davantage cette barre pour bien imprégner le roulement. Ne pas hésiter à renouveler l'opération très régulièrement ! J'ai un stock de lubrifiants au Lithium, Téflon et autres cochonneries, mais c'est bien la 3 en 1 qui est la plus efficace. Attention : huile, surtout pas dégrippant !
-
La tension est d'une déplacement de 8 à 9mm.en fonction de la largeur de la courroie. Mais on peut descendre sous 8 sur nos machines, typiquement 7,9mm. L'un des nombreux liens: https://a.aliexpress.com/_Euk2P2B
-
Sur Ali, avec un nouveau compte pour l'avoir à 0,99€ livré.

-
Avis marques/traces sur axe qidi X plus 3
Wassingue en réponse au topic de thibo59650 dans Qidi Tech
J'ai eu la même "surprise" de constater ces traces sur ma X-Plus 3. L'une des 2 barres est plus sèche que l'autre (celle du haut je crois). Une lubrification régulière a résolu ce défaut d'aspect et de roulement 'sec'. -
J'avais pris l'habitude, très heureuse, des capteurs de pression placés sous le plateau de ma Neva. Il faut bien avouer que rien n'équivaut ce type de calibration, à tel point que BLabs et maintenant Qidi les ont adoptés. Bien leur en a pris...
-
Et hop, un p'tit déterrage ! Alors mes 2 problèmes sont réglés: Le problème de géométrie a trouvé sa solution dans l'achat d'un outil de mesure de la tension des courroies (merci @fran6p pour le tuyau). C'est aussi grâce à @V3DP que l'origine du problème a trouvé sa source... Moi qui suis plus habitué aux imprimantes du type Delta et autres "Bed slinger", je constate (et c'était déjà bien documenté par ailleurs) que sur une type "Core XY" la tension des courroies est capitale ! Je n'avais pourtant pas une énorme différence de tension entre la X et la Y, mais comme leurs longueurs sont bien plus importantes que sur les 2 autres types, les tolérances acceptables sont bien plus étroites... Bref, la géométrie est désormais parfaite ! Le problème de "sur-épaisseur" était bien un soucis de calibration de la première couche. Mais je n'ai pas vraiment compris ce qui s'est passé... En effet, me fiant à la valeur que j'avais depuis mes premières impressions (-0.92mm), j'ai bien essayé de revenir sur celle-ci, mais par petits incréments. Bon, il m'a fallu refaire une calibration compète (en fait plusieurs) pour obtenir une valeur satisfaisante. Comme j'avais pris l'habitude après chaque mise à jour du firmware de "bien accrocher" la feuille de calibration pour obtenir la bonne valeur à chaque fois, cette fois, il aura donc fallu que je laisse un peu plus "flotter" la buse sur cette feuille pour finalement obtenir une valeur qui fonctionne très bien: -0,050 ! Je ne m'explique absolument pas cette différence, mais force est de constater que ça fonctionne... Merci pour l'aide apportée par chacun et bons prints !
-
J'avais aussi ce doute lors des premiers mois d'impression... Des craquements 'inquiétants' lors du déplacement vertical du plateau... Aujourd'hui (achat de fin novembre), ces bruits ont quasiment disparu. PS: je vais prochainement revenir sur mes soucis de géométrie et de première couche (résolus) dans le sujet dédié.
-
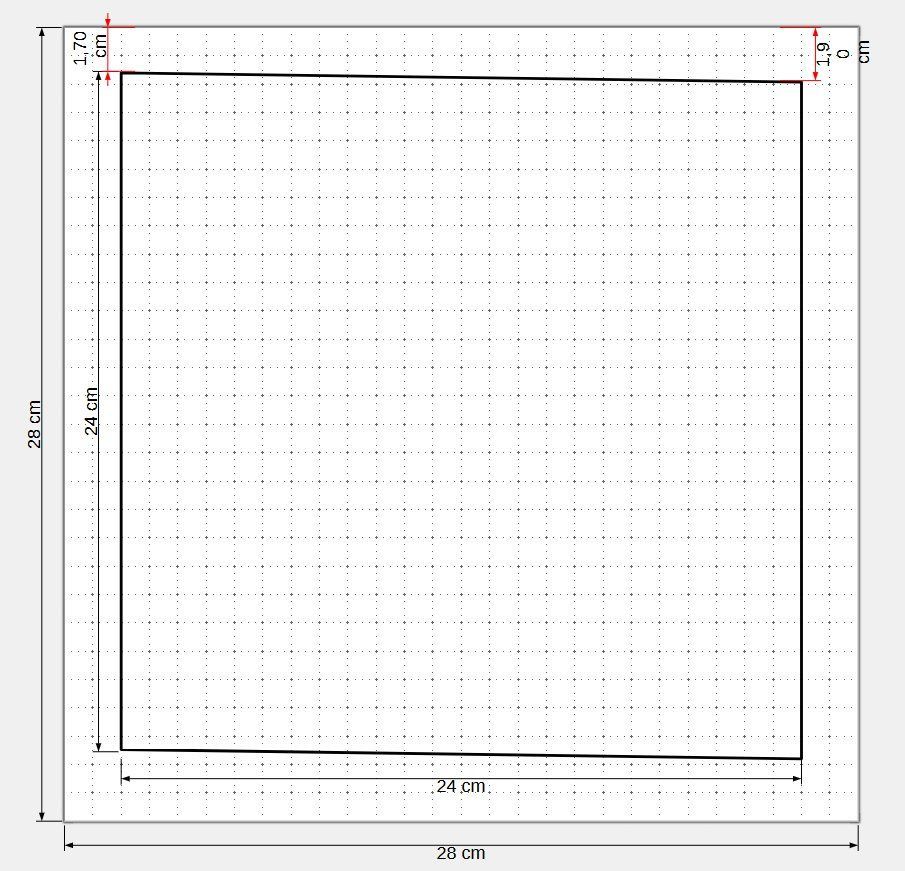
Bon ben après quelques impressions et démontage/remontage de l'extrudeur, c'est pas gagné... Sur la géometrie, il semble que j'ai bien un problème de tension de courroie car comme préconisé par @V3DP, l'impression d'un carré à 45° de 100mm, j'ai bien un écart de presque 1mm sur 2 faces opposées. J'attends un outil de mesure de cette tension de courroie pour ajuster cela. En tout cas, ça semble confirmer que ce paramètre est plus important sur une coreXY qu'une autre technologie. Pour les problèmes de première couche, ben je galère encore plus qu'avant, c'est pire... Je'ai pourtant bien nettoyé (pas vraiment nécessaire) et remonter bien comme il faut l'ensemble, mais c'est... pire...
-
Merci pour ces pistes. Concernant l'aspect de la première couche, j'ai éliminé 2 problèmes potentiels: La plaque est très propre, pas de soucis de ce côté là. La calibration Z de la surface est très bonne aussi. Cependant, la remarque de @V3DP concernant les modules de calibration m'apparait pertinente. J'ai lu dans un précédent historique des mises à jour de Qidi Slicer, qu'il y avait des bugs à ce niveau qui ont été résolus avant les nouvelles versions. Ayant fait les calibrations avec les anciennes versions, il est bien possible que c'est lorsque j'ai utilisé une nouvelle version du slicer que ce problème est apparu car j'utilise effectivement des paramètres de filaments 'optimisés', qui ne le sont peut-être plus du tout en fait ! Je vais donc creuser de ce côté là et jeter un coup d’œil dans le GCode généré. Pour mes soucis de géométrie, il est aussi possible qu'une différence de tensions entre les 2 courroies en soit à l'origine... Bien qu'elles soient 'bien' tendues, j'ai commandé un petit accessoire de mesure de cette tension, comme @fran6p l'avait suggéré dans un précédent sujet. À suivre donc...
-
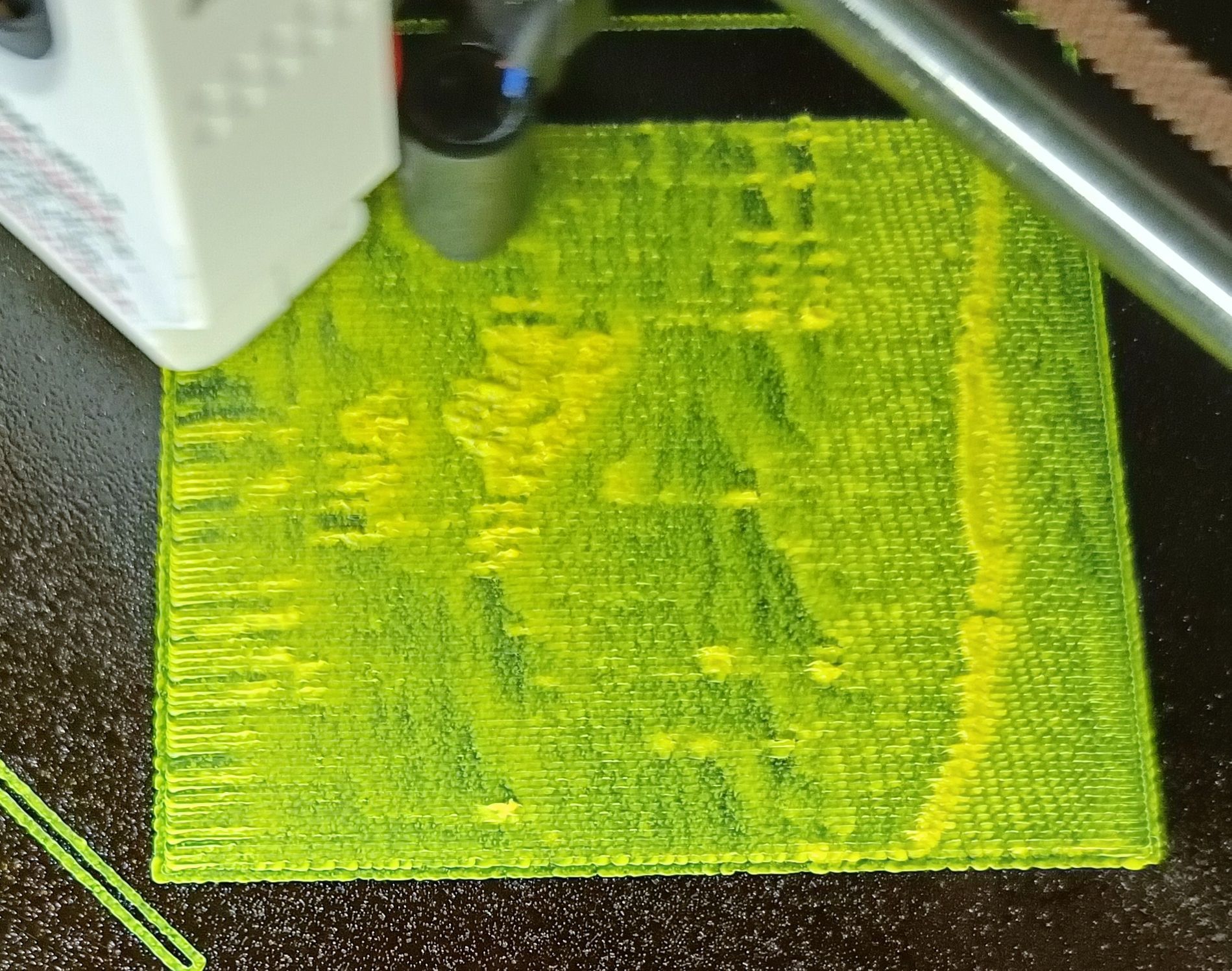
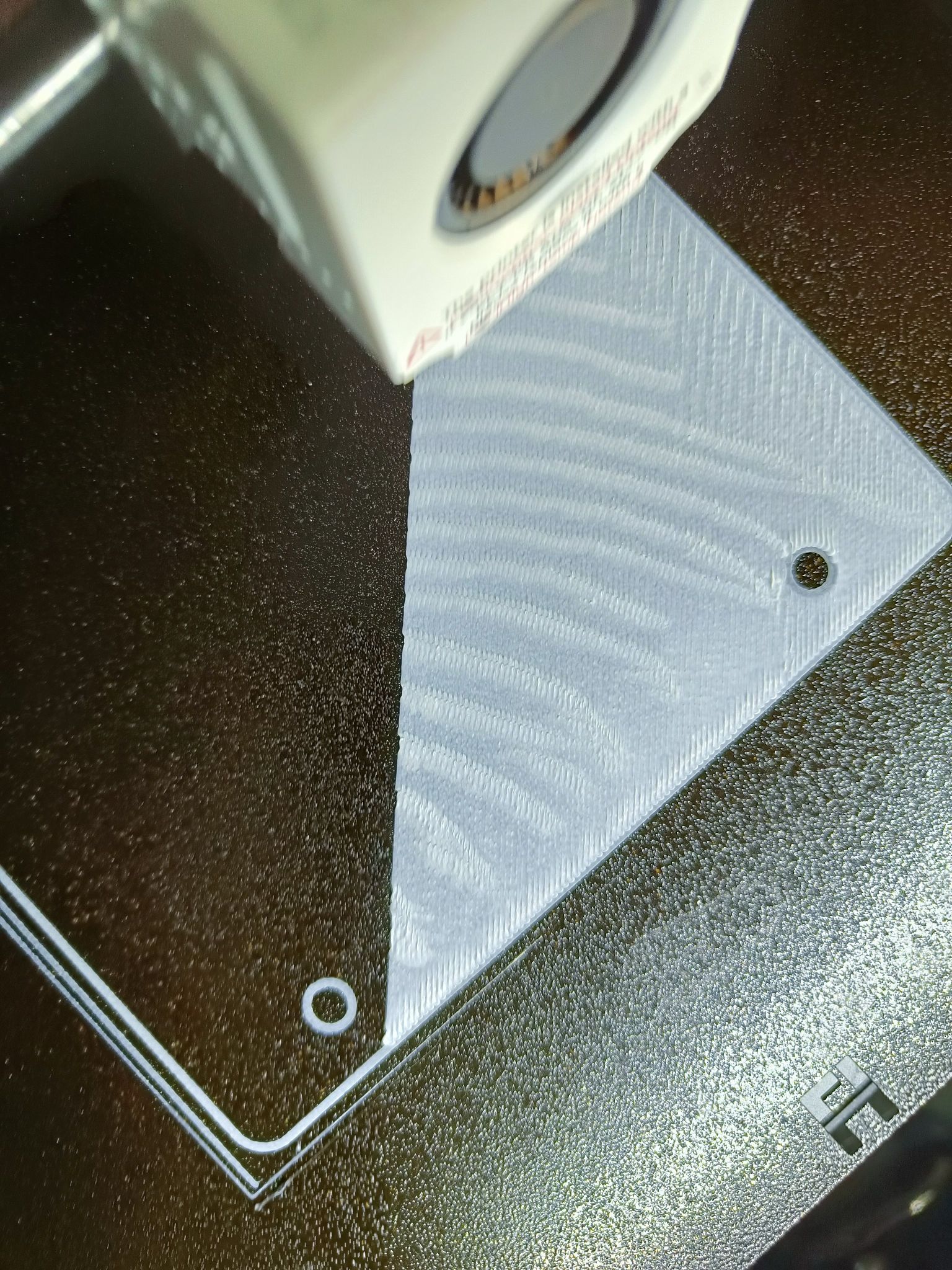
Hummmm... Merci à vous 2. Je vais investiguer sur l'extrudeur pour l'épaisseur et la hauteur de couche pour le crenelage. Pour le problème de déformation, je n'ai pas d'idée à part effectivement une structure désaxée... Bon, on va faire une enquête plus poussée en attendant de reprendre du service.
-
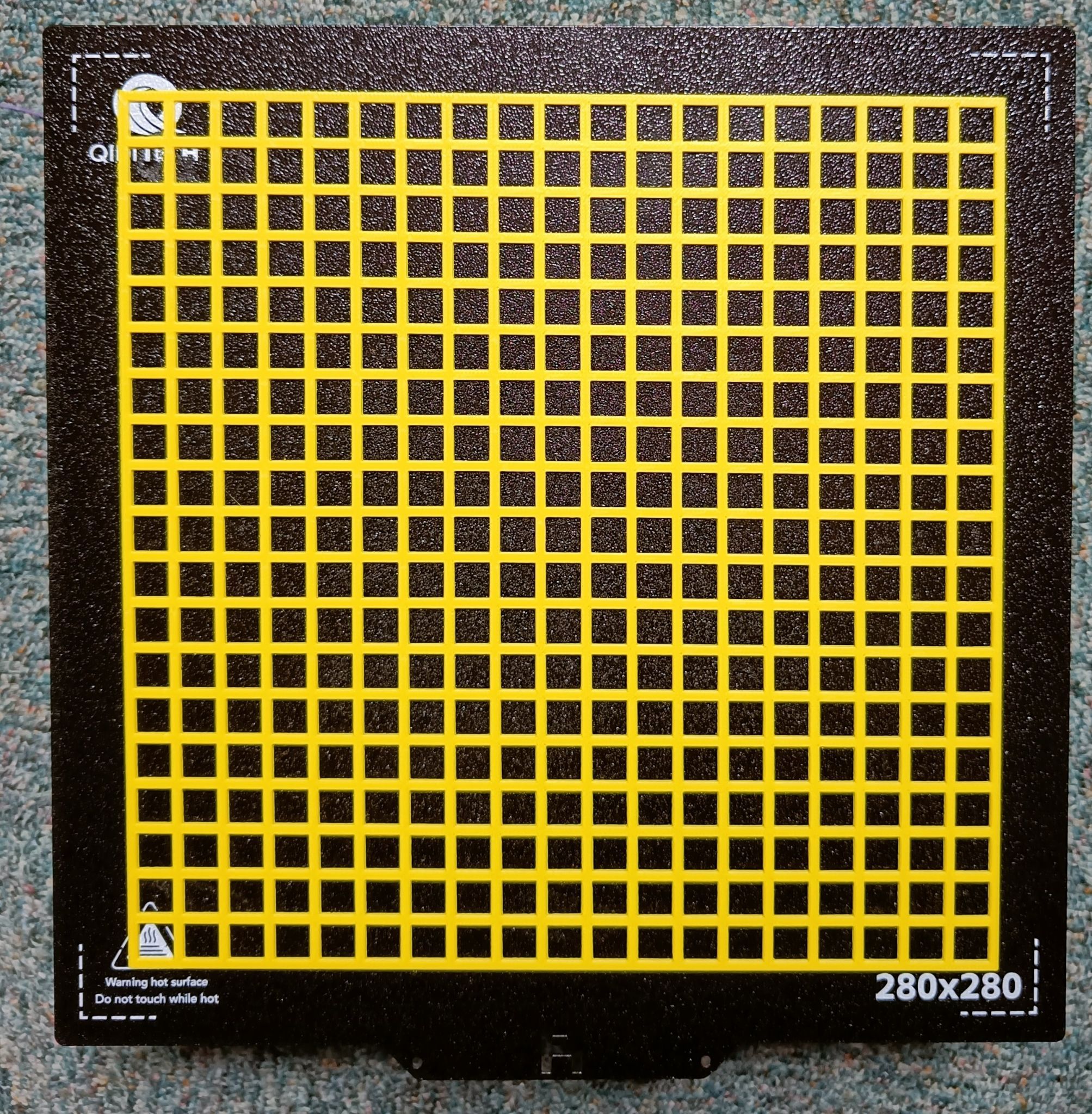
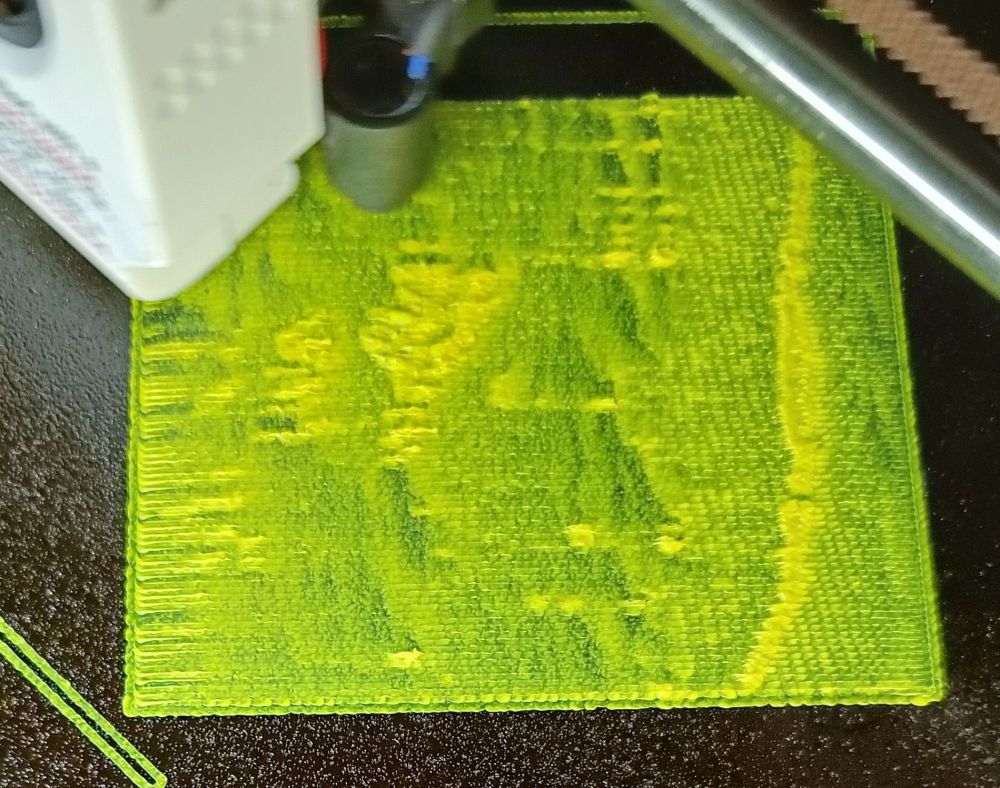
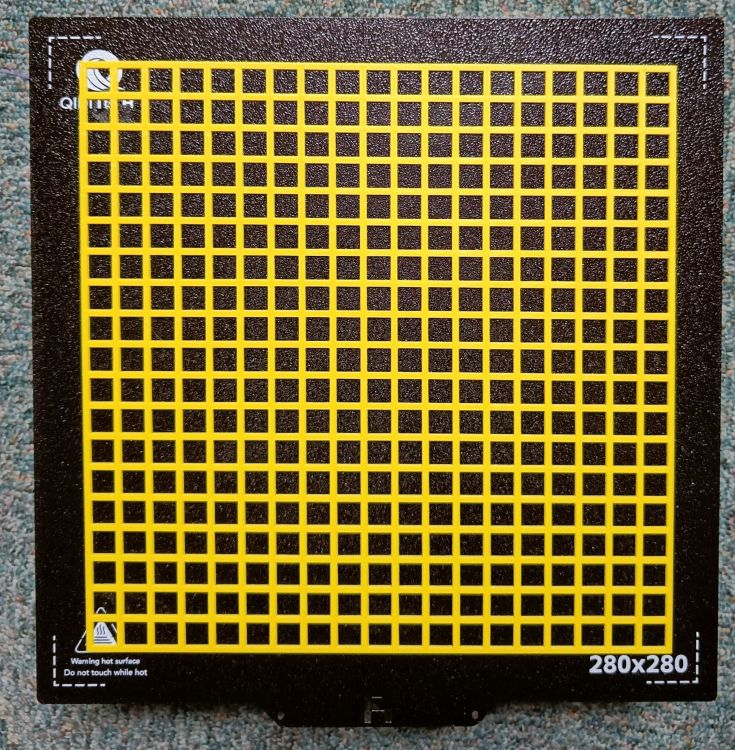
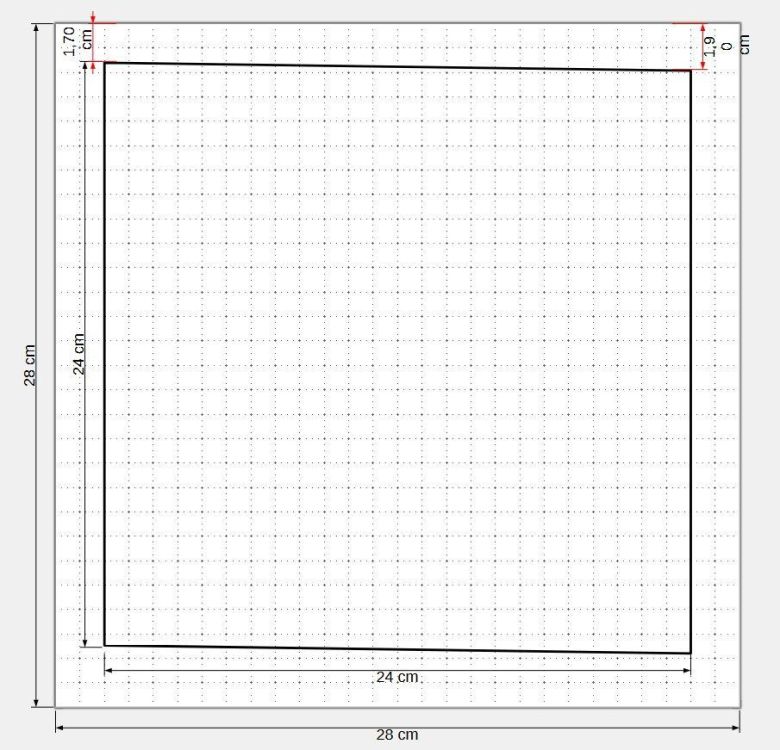
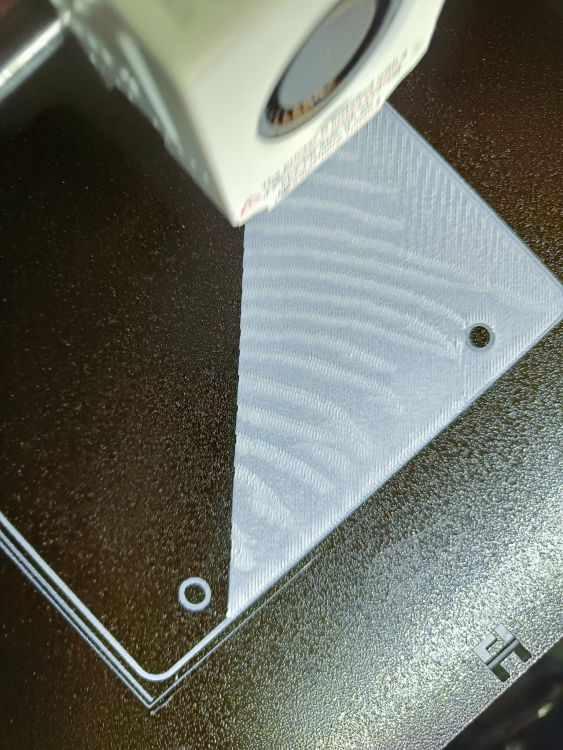
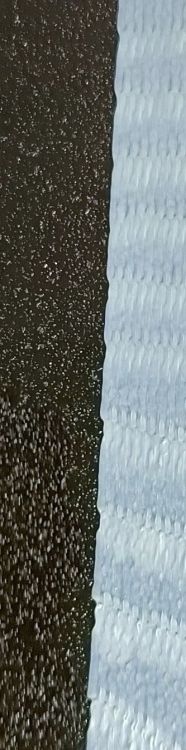
Bonjour, Je rencontre 2 problèmes dont je ne parviens pas à trouver l'origine... Géométrie en trapèze sur les axes XY Je ne sais pas si c'est récent ou d'origine car je n'ai pas, ou peu imprimé de grandes pièces qui doivent s'imbriquer, mais j'ai de soucis de ce côté là... En joignant des pièces qui doivent parfaitement s'ajuster, je rencontre une déformation de celles-ci, les parties carrées ou comportant des angles droits, ne formant justement pas... 90°...Pour tenter de faire ressortir le soucis, j'ai imprimé une matrice de 240mm de côté et ai bien noté une déformation d'environ 2mm entre les angles sur l'axe Y (voir photo et illustration). J'ai de suite pensé aux courroies, mais celles-ci semblent bien tendues. J'avais déjà vérifié et ajusté la tension précédemment. Une idée ? Sur les premières couches, essentiellement la première, est apparu le dépôt de filament en surcouche, comme une sur-extrusion, mais uniquement à certains endroits, et matérialisés par un dessin en crénelage... (voir photos). Ce n'était pas le cas avant et cela est le cas avec le PLA et autres PETG... Une idée ? Merci beaucoup pour vos conseils.
-
C'est fait. Pas mal d'ajouts et corrections: https://github.com/QIDITECH/QIDISlicer/releases
-
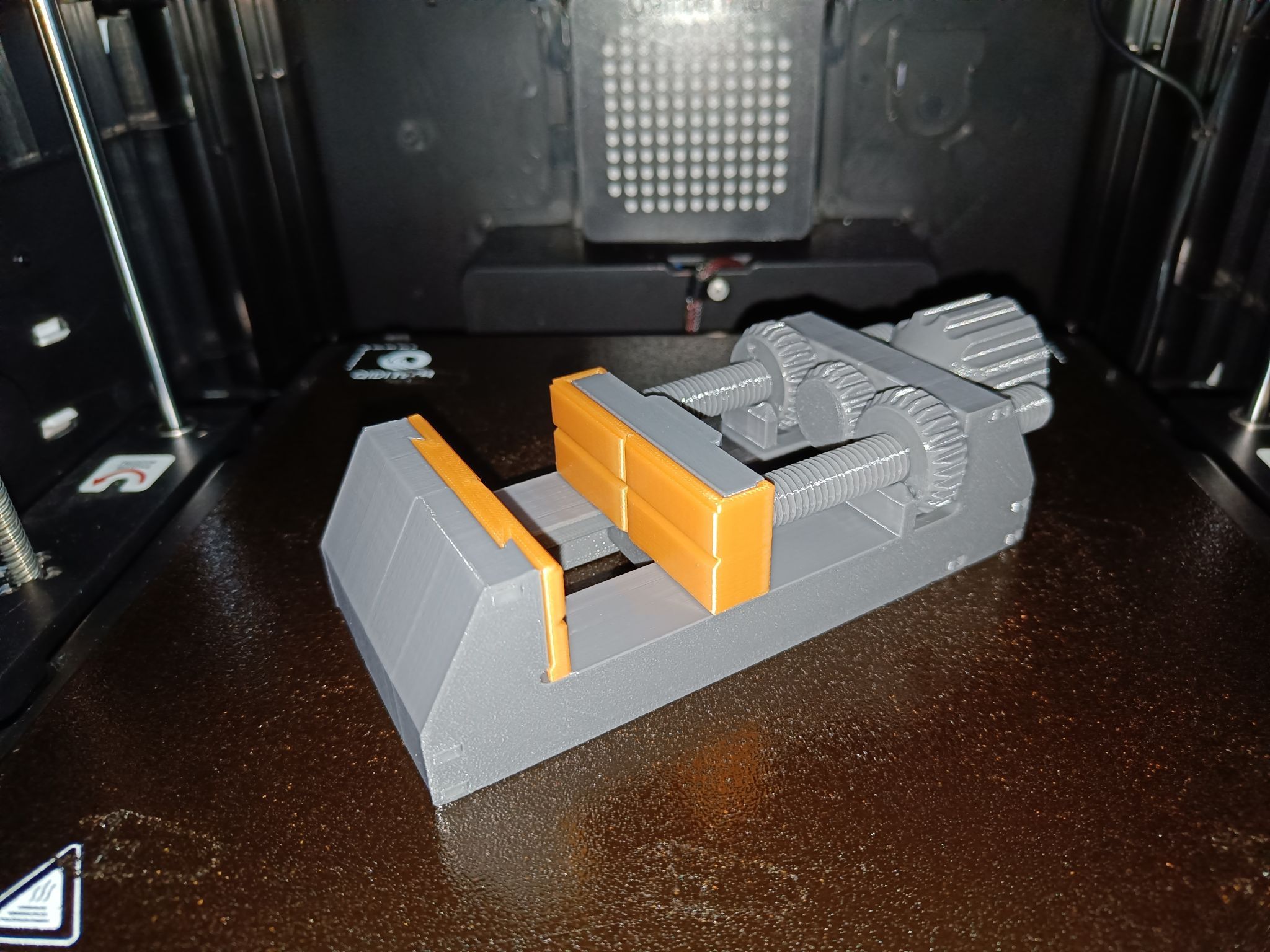
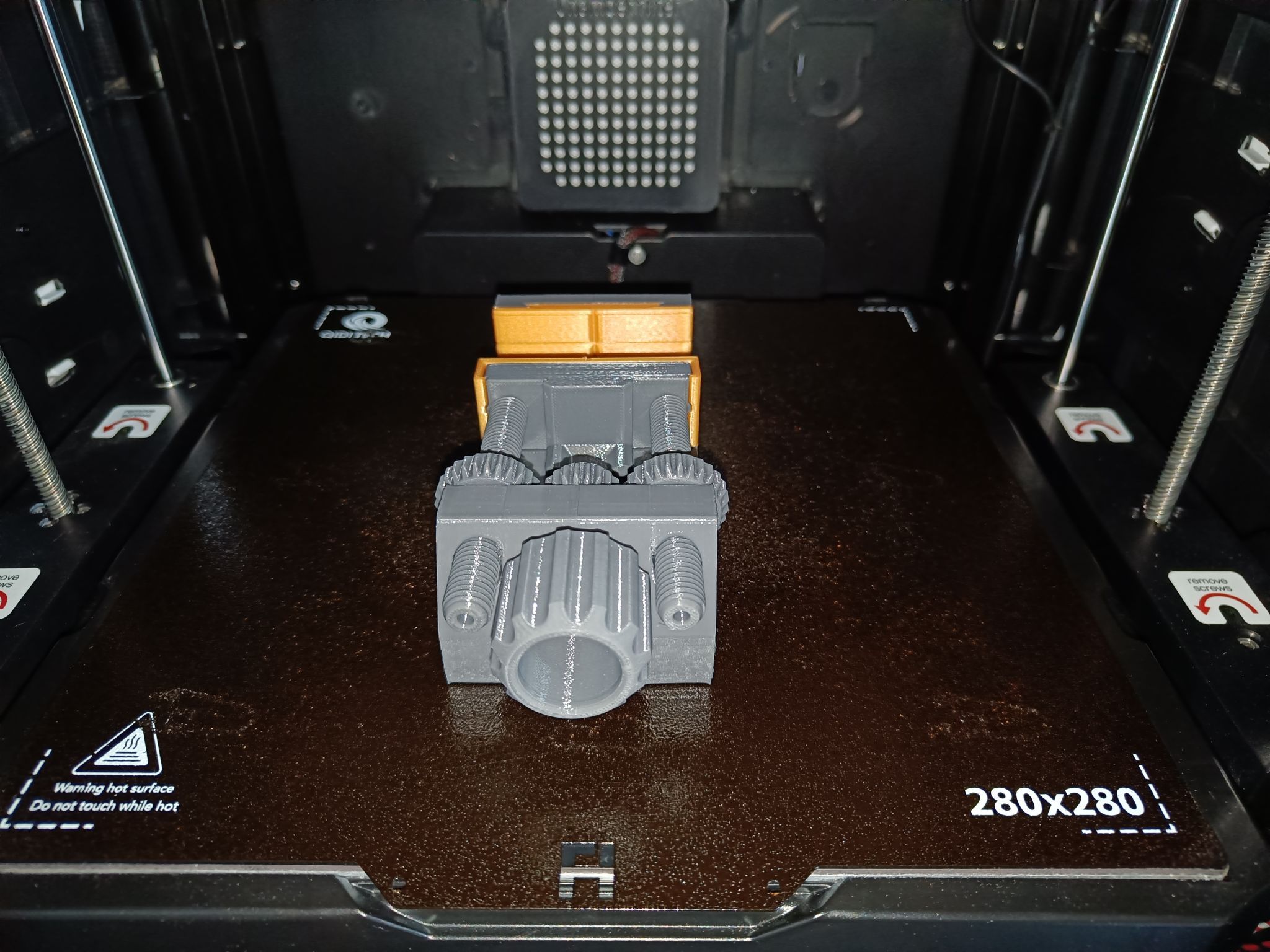
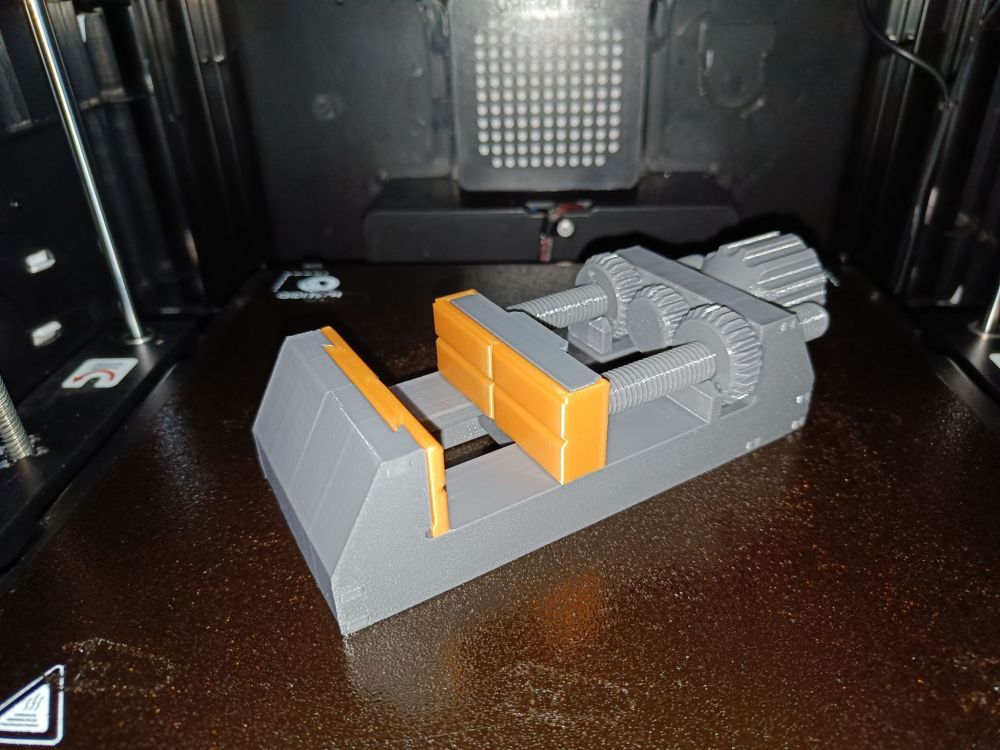
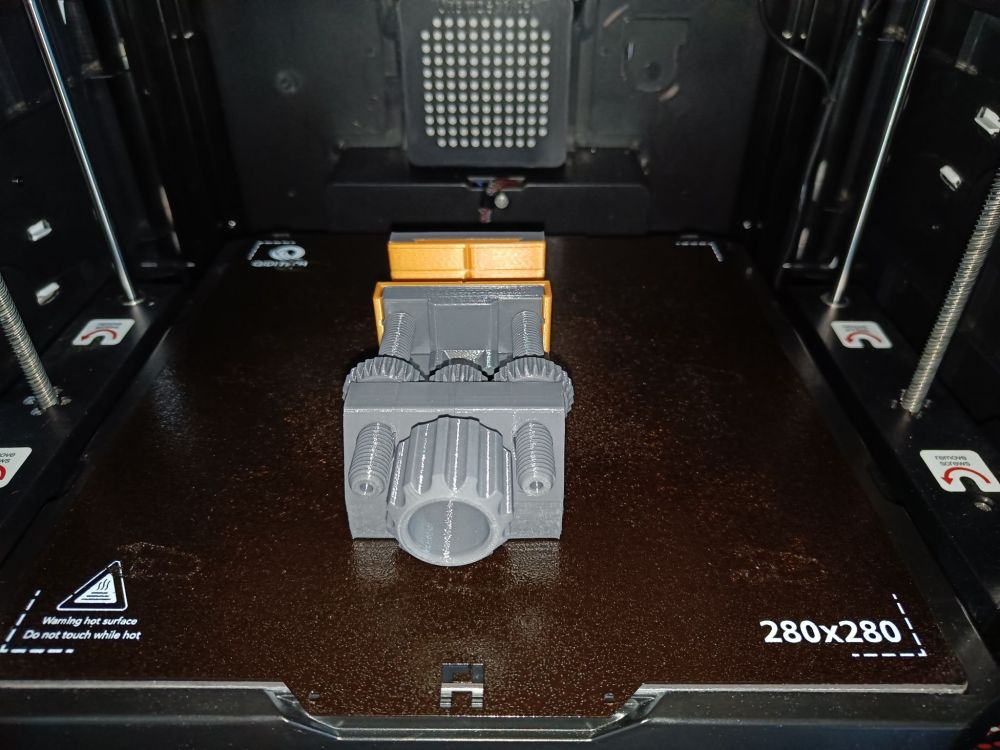
Oui, 0 support. QidiSlicer prévient qu'il va y avoir quelques ponts un peu long (les trous qui accueillent les vis), mais ça passe nickel. J'ai juste rajouté une jupe de 5/10mm de large sur les mâchoires imprimées verticalement et le bouton de réglage.
-
Impression en PETG Sunlu (sauf mâchoires amovibles en PLA 'or' Wanhao) d'un étau bien connu et plutôt costaud pour des serrages modérés. J'avais déjà fait une tentative il y a quelques années, mais en PLA et avec un manque de précisions sur le résultat final. Ici, c'est parfait ! https://www.thingiverse.com/thing:2064269

-
Article très intéressant sur ce sujet, mais en anglais: https://www.plantengineering.com/articles/when-it-comes-to-motors-how-hot-is-hot/ j'ai appris pas mal de choses sur cet article, comme: - La température ambiante maximale (généralement 40°C, mais parfois 50°C en fonction de la classe du moteur) s'additionne à la température de travail préconisée du moteur. Avec une enceinte chauffée (ou juste fermée, on dépasse généralement ces valeurs). - La température maximale absolue donnée par un constructeur n'est pas celle de travail du moteur, mais celle à laquelle il ne va plus fonctionner. - Celle qui est mesurée sur la surface extérieure est inférieure d'environ 10 à 25°C (10 à 15°C dans le cas de nos NEMA 17 à blocs laminaires) - La durée de vie des moteurs sera écourtée de 50% par paliers de 10°C au dessus de la température de travail préconisée par le constructeur ! Cette valeur est rarement donnée... On comprend l'enjeu ! J'en conclue que d'adjoindre des radiateurs à des moteurs NEMA n'est manifestement pas inutile, en particulier sur nos imprimantes 3D closes (ou semi-closes), ne serait-ce que pour augmenter leur durée de vie... C'est d'autant plus intéressant que l'investissement est vraiment minime. PS1: si j'ai mal interprété ou conclu de ce que l'article évoque en lien plus haut, merci de me corriger ! PS2: on trouve effectivement bien peu d'informations sur ce sujet en particulier, mais s'il y a une chose que ma carrière de technicien m'a apprise, c'est bien que la chaleur est l'ennemie de tous les composants qui ne l'apprécie pas au delà de certaines valeurs.
-
Ben ils ne le sont plus avec les radiateurs. Néanmoins, je me demande si une mise à jour du firmware qui était installé à l'origine sur ma X-Plus3 n'a pas corrigé un bug sur ce point. Je n'ai fait que 2 mises à jour de celui-ci et il est possible (bien que non mentionné clairement dans l'historique) que le passage en v4.2.10 (aujourd'hui en v4.2.13) a pu améliorer cette surchauffe.
-
Effectivement, les moteurs de la X-Plus ne sont (apparemment) pas les mêmes, en tous cas les références sont différentes. Par exemple, ceux de @souriceaux (X-Plus3 acheté en décembre, la mienne doit avoir les mêmes moteurs car achetée en novembre): X, Y: BJ42D29-28V06 Z: BJ42D22-68V03
-
@pjtlivjy Je n'ai pas fait de mesures.J'ai juste considéré que de ne pouvoir poser le doigt plus de quelques secondes sur les moteurs X et Y n'était pas une bonne chose pour leur durée de vie. C'est donc dans ce but que dépenser 8€ pour faire redescendre leur température me semblait un bon investissement. Il faut préciser que les moteurs de la X-Plus ne semblent pas être les mêmes références que ceux de la X-Max. D'ailleurs, en fonction des dates de production, il semble que ces références aient évolué aussi. Je ne retrouve plus les sujets qui l'évoquent, mais ils ont été abordés ici.