



noirette
-
Compteur de contenus
13 -
Inscrit(e) le
-
Dernière visite
Récompenses de noirette
")





-
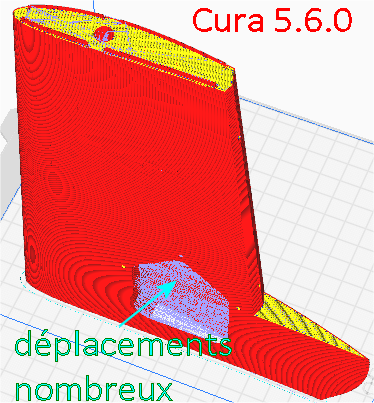
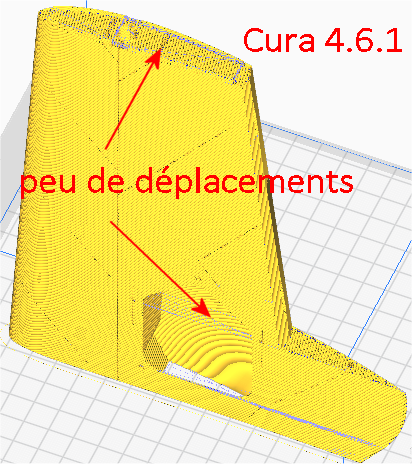
Utilisant du LW PLA HT pour un planeur RC, je me rend compte qu'il existe des version de Cura qui donnent un minimum de déplacements que d'autres: ayant des Gcodes d'eclipson-airplanes.com, j'ai ouvert ceux-ci avec un bloc note indiquant que ceux-ci sont compilés par Cura 4.6.1. Ayant Cura 5.6.0 sur mon PC, à titre de comparaison, j'installe Cura 4.6.1, paramètre celui-ci comme recommandé sur le site Eclipson, charge un stl Eclipson, le découpe, et là très très peu de déplacements nocifs à l'impression avec ce type de filament. Je reporte sur Cura 5.6.0 ces réglages et test (beaucoup plus de déplacements que Cura 4.6.1) , je ne comprend pas très bien pourquoi Cura d'édition récente à des performances moins bonnes que les précédentes. Donc je garde Cura 4.6.1 bien au chaud. Prusaslicer donne encore davantage de déplacements que Cura Il serait bien que les slicers aient des utilitaire permettant de gérer les déplacements, cela existe sur les logiciels de fraisage, pour une pièce ayant des trous, on fait en premier les trous, puis le découpage extérieure de la pièce.
-
Impression séparément objets multiples Prusaslicer 2.7.1.0
noirette en réponse au topic de noirette dans Prusa Research
C'est pas grave, pourvu que cela fonctionne. -
Je suis d'accord, j'ai trouvé un matériau souple à souhait pour cela: du TPU Flexfil 60A très élastique, mais parfois cré des "bourrages" dans la tête d'impression malgré un entrainement directe, par contre difficilement collable comme du sillicone.
-
Impression séparément objets multiples Prusaslicer 2.7.1.0
noirette en réponse au topic de noirette dans Prusa Research
Oui c'est bien la clé pour cette fonction, mais Prusaslicer trace une jupe entourant tous les éléments du plateau, chez Cura jupe individuelles pour éléments séparés, globale pour impression collective, Merci du tuyau, et bonne année 2024 -
Impression séparément objets multiples Prusaslicer 2.7.1.0
noirette a posté un sujet dans Prusa Research
Avec Cura on imprime facilement des objets identique séparément sur le plateau en mettant un à la fois dans modes spéciaux. J'ai regardé sur le net des tutos pour Prusaslicer qui le ferait aussi, mais pas de tutos pour la version 2.7.1.0 : impossible avec la dernière version de Prusaslicer 2.7.1.0 de le faire en suivant les tutos à la lettre, il fait couche globale par couche globale: est-ce un bug ou moi qui ne comprend pas? -
J'ai 2 échantillons de TPU, et de la pattex néoprène, je vais tester, en tout cas la Uhu por qui est souple et un comportement de colle contact ne marche pas. testé colle néoprène (ne colle pas du tout)
-
J'ai utilisé du PTU Filaflex 60A très souple pour faire un pneu roue modèle réduit, et une coque de protection télécommande faite en 2 pièces (impossible de coller les pièces (cyano, Uhu poor) connaissez-vous une colle pouvant assembler cette matière, c'est du véritable "uncle ben's " .
-
J'ai imprimé un moyeu de roue en PLA (normal), puis le pneu assorti en Flxfil TPU 98A, je ne peux monter ce pneu sur le moyeu (pas assez élastique, trop raide), quelqu'un peut-il m'indiquer quel type de TPU faut il pour cela: Merci (roue de planeur RC)
-
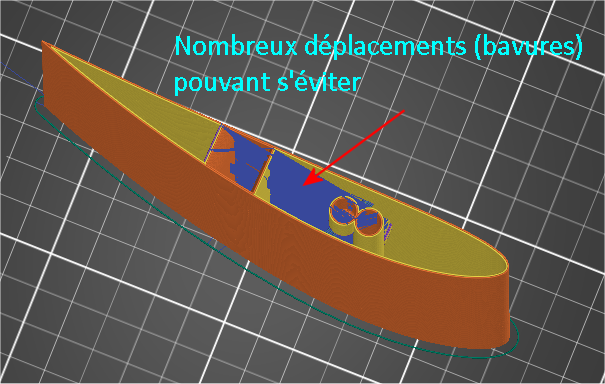
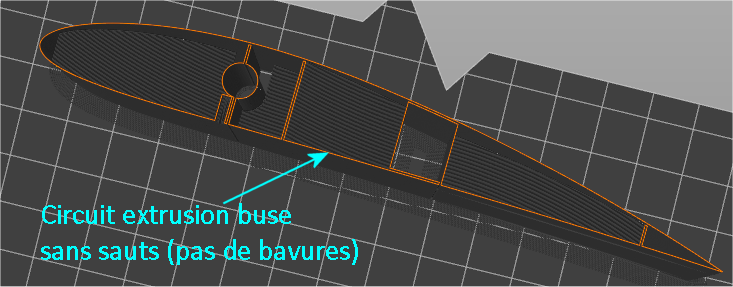
Ayant utilisé Prusaslicer (bonne impression, simple, mais lors d'impression de pièces complexes en LW PLA, il donne de mombreuses bavures dues à des déplacements sans extrusions pouvant s'éviter. J'ai donc à cause de cela testé un peu Cura, qui lui a beaucoup plus d'option, un peu (usine à gaz), qui pour un objet testé avec Prusaslicer donne des couches d'extrusion avec bien moinsde bavure que Que prusaslicer. En deux mots: existe-t-il des slicers qui proposent une option d'optimisation du tracé des couches d'extrusion (cela existe pour les logiciels de fraisage CNC)? Pièces jointes: -découpage Prusaslicer -circuit d'un Gcode compilé avec Cura pour la même pièce
-
Debit ou flow Ultimaker Cura 5.6.0 introuvable
noirette en réponse au topic de noirette dans Paramétrer et contrôler son imprimante 3D
Effectivement, si je met le premier débit du haut décalé un peu à gauche en à 40% tous les débits jusqu'à debit de la tour d'amorçage passent à 40% Si je met "Debit de la couche initiale" à 40% aussi, alors la totalité des débits sont à 40%, c'est donc bien le contrôle du flow de la buse. jouer avec la largeur de la ligne couche initiale est une pseudo triche, Cura est peut être un peu trop détaillé pour moi, il me faut tester cela. -
Debit ou flow Ultimaker Cura 5.6.0 introuvable
noirette en réponse au topic de noirette dans Paramétrer et contrôler son imprimante 3D
Effectivement, si je vais à Matériaux/debit: j'ai beaucoup de 100% comme je n'ai rien touché. Que faut-il faire pour avoir un débit d'extrudeur entre 40 et 50%: passer les chiffres de 100 à la fourchette demandée?, c'est énormément de détails, sur Prusaslicer on a uniquement une case"Multiplicateur d'extrusion" en mode expert, rien de plus qui est à 1.0 pour du PLA standard, et je le met à 0.5 pour du LW PLA Il me faut tester et voir cela, et "zieuter des tutos" Merci du tuyau. -
Debit ou flow Ultimaker Cura 5.6.0 introuvable
noirette en réponse au topic de noirette dans Paramétrer et contrôler son imprimante 3D
Je suis en expert, j'ai trouvé ceci pour diminuer le débit (vue jointe) mais je ne sais si c'est cela. dans les tutos des anciens Cura, il se trouvait bien un pourcentage marqué débit, pas dans Ultimaker Cura 5.6.0, si c'est cela, c'est un peu "tordu" comme définition, mais Cura ne fait pas de sauts faisant des bavures lors de l'impression d'une couche, il optimise bien le circuit à effectuer, je ne sais si Prusaslicer peut optimiser les parcours des couches. Il est vrai que les LW PLA sont très très exigeants à ce problème, pour le PLA standard cela passe souvent inaperçu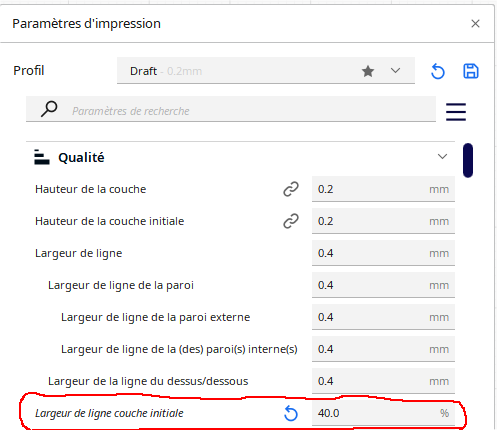
-
Debit ou flow Ultimaker Cura 5.6.0 introuvable
noirette a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, je suis nouveau à ce forum, étant utilisateur de Prusaslicer avec une imprimante Prusa Mk3 S+ que j'ai montée en kit, pour des objets courants cela va pas mal, en imprimant avec cette machine des Gcodes compilés avec Cura, je me suis rendu compte des défauts de Prusaslicer, nombreux sauts de la tête sans impression provoquant des cheveux d'ange, pour un cylindre creux avec Gcode Prusaslicer, la tête imprime la moitié du cercle, se soulève, démarre à 180 degré de la première impression, il fait l'autre moitié (il serait plus simple de faire un tour complet!) - avec prusaslicer nombreux sauts et cheveux d'ange avec du LW PLA (pièce pour aéromodélisme), il faut ébavurer après. -avec Gcodes d' Ultimaker Cura 5.6.0 presque pas de saut, trajets optimisé, mais je n'arrive pas ajuster le débit d'extrusion à 0.5 pour du LW PLA (pas de profit dans le logiciel) Quelqu'un sait il comment ajuster le débit général de l'extrudeur pour du LW PLA? car en aéromodélisme c'est beaucoup utilisé (densité de moitié PLA standard) Remarque: Pourquoi ne trouve-t-on pas de profils pour le LW PLA dans les logiciels de tranchage? -
Bonjour, je suis nouveau à ce forum, étant utilisateur de Prusaslicer avec une imprimante Prusa Mk3 S+ que j'ai montée en kit, pour des objets courants cela va pas mal, en imprimant avec cette machine des Gcodes compilés avec Cura, je me suis rendu compte des défauts de Prusaslicer, nombreux sauts de la tête sans impression provoquant des cheveux d'ange, pour un cylindre creux avec Gcode Prusaslicer, la tête imprime la moitié du cercle, se soulève, démarre à 180 degré de la première impression, il fait l'autre moitié (il serait plus simple de faire un tour complet!) - avec prusaslicer nombreux sauts et cheveux d'ange avec du LW PLA (pièce pour aéromodélisme), il faut ébavurer après. -avec Gcodes d' Ultimaker Cura 5.6.0 presque pas de saut, trajets optimisé, mais je n'arrive pas ajuster le débit d'extrusion à 0.5 pour du LW PLA (pas de profit dans le logiciel) Quelqu'un sait il comment ajuster le débit général de l'extrudeur pour du LW PLA? car en aéromodélisme c'est beaucoup utilisé (densité de moitié PLA standard) Remarque: Pourquoi ne trouve-t-on pas de profils pour le LW PLA dans les logiciels de tranchage?