Onox
-
Compteur de contenus
86 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Onox
-
Prochaine étape pour l'amélioration de la config : passer en Marlin 2 (avec une custom ?) + octoprint sur Raspberry avec sa caméra (j'ai eu une impression nocturne qui a tourné plusieurs heures en créant une gangue autour du bloc de chauffe - tout a changer). En passant sur Docarti.fr, je n'ai juste pas compris l'intérêt de flasher le microlog de l'écran ?! On y gagne quoi ?
-
Je viens de faire une saut en qualité... pour un truc tout con, et je suis désolé de n'avoir pas appliqué le conseil plus tôt, ça avait bien été spécifié pourtant ! Un ptit coup de lubrifiant sur la tige fileté de l'axe Z et mes stries viennent de se réduire de façon impressionnante ! Toutes mes confuses donc de ne pas avoir pris le temps de faire TOUS les réglages en premier lieu mécaniques, je vais me pencher ensuite sur la partie firmware probablement !! Merci à toustes !!
-
OK, je vais voir... merci !
-
Bon, le retour... J'ai des points durs au niveau des galets du plateau ! J'ai pourtant tenté de serrer les galets "juste ce qu'il faut" pour avoir une légère pression sans jeu. Il y a malgré tout une série d'arrêt quand je fais translater ! Problème de galets ? De rail ?
-
OK merci !
-
Ok merci, je vais zieuter ça !
-
J'ai vu ça en effet ! Je ne vais pas lâcher, j'avance par petites touches quand j'ai le temps de m'y plonger (mes loulous me prennent le reste du temps entre autre), il y a vraiment ces décalages que j'avais espéré régler avec les galets mais ça ne semble pas venir de là !!
-
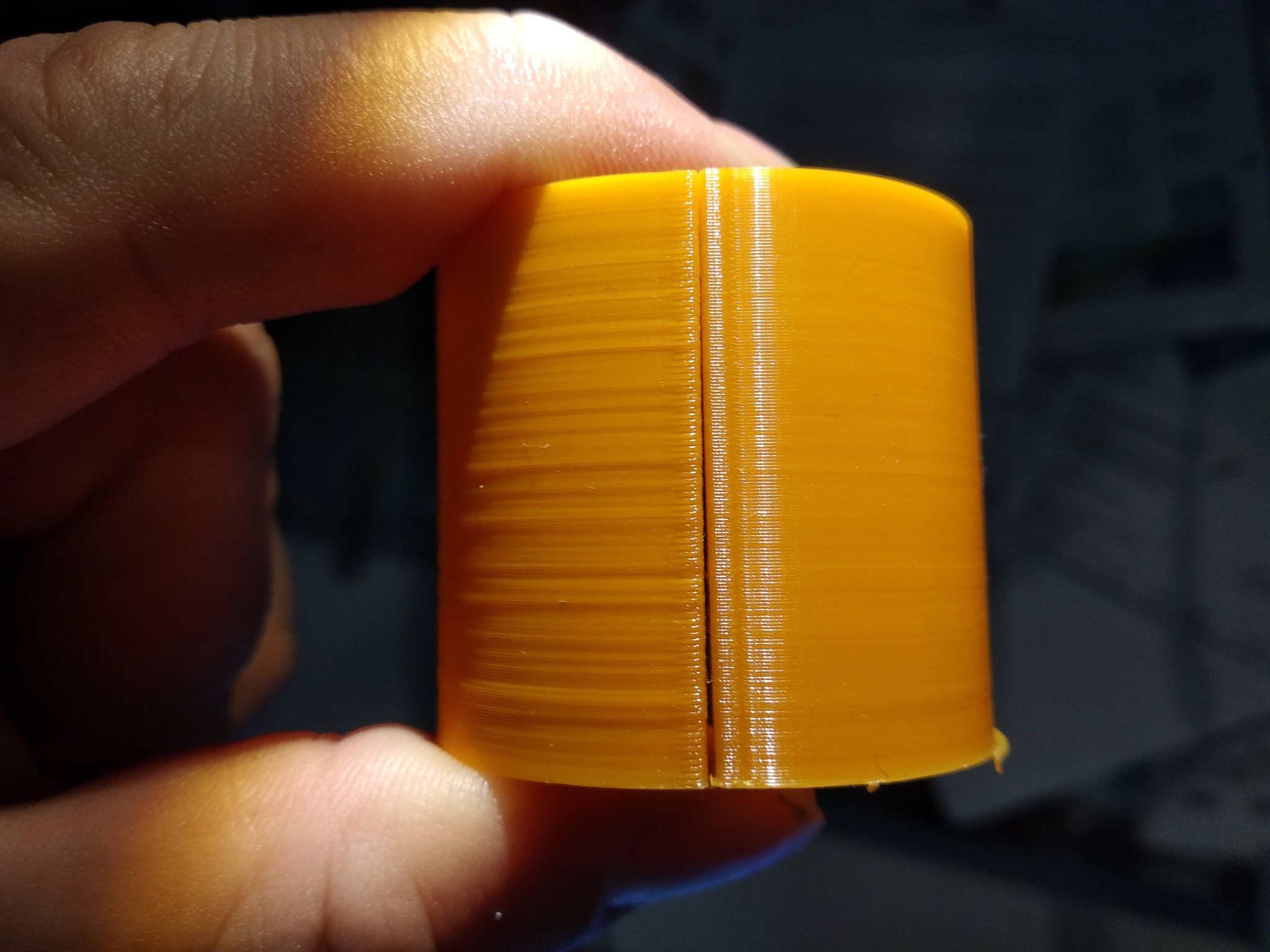
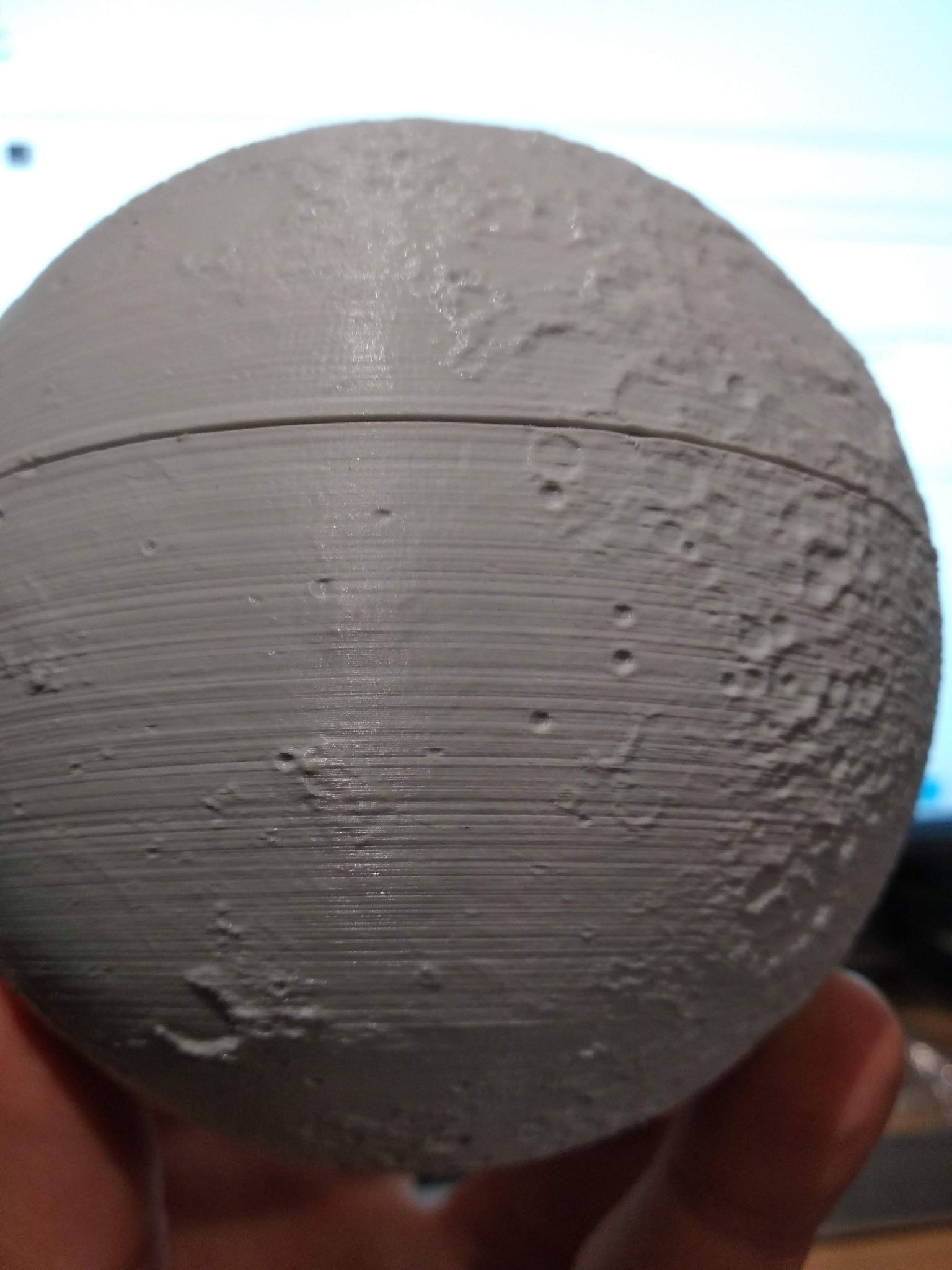
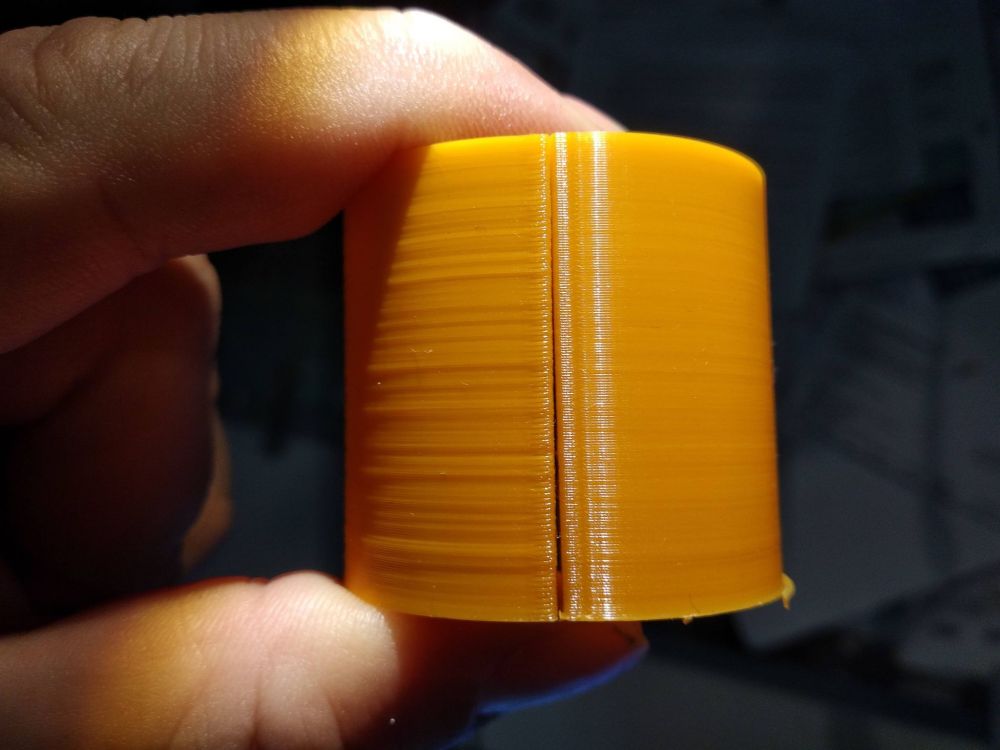
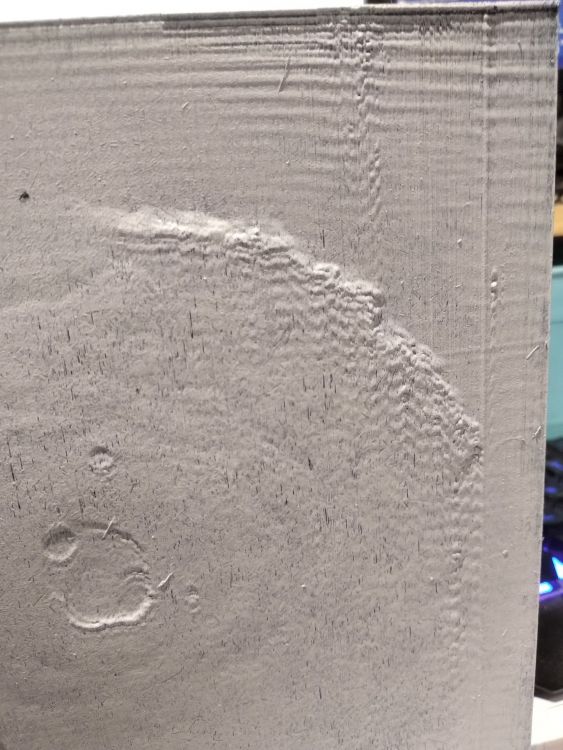
Hello, Merci pour les réponses, c'est bien le ghosting, je préfère le terme de rémanence (persistance partielle d'un phénomène après disparition de sa cause) mais c'est un détail , le resserrage des galets a diminué une partie de l'effet mais je vais regarder les courroies. pour le jerk par contre, il faut toucher au Marlin (stock pour moi) ? Ci-dessous une impression très touchée (mais c'était une pièce verticale - ici vue à 90°- avec une fine épaisseur ce qui devait la faire vibrer). Par contre, j'ai toujours mes soucis de décalage de couches, sur la Lune par exemple tirée en 0.1mm vitesse des parois à 30mm/s...

-
Hello, Dans la cadre de mon boulot, j'ai récupéré une CR10 équipée BLTouch. Cette imprimante était montée et opérationnelle (elle a tiré de nombreux objets). Pour le transfert chez moi, elle n'a pas été démonté mais seulement calé bien proprement dans ma voiture. Installation sur un espace dédié bien plan à la maison à proximité de ma X1. Mais depuis l'installation, je n'arrive même pas à obtenir ne serait-ce qu'une jupe complète car le fil ne touche pas partout. Etant donné que ce n'est pas moi qui l'ai monté ni flashé initialement, que me conseillerez-vous de faire d'abord ? Avec un BLTouch, on peut faire quand même un niveau du plateau manuellement, ou bien il faut obligatoirement passer par la config du BLTouch ?
-
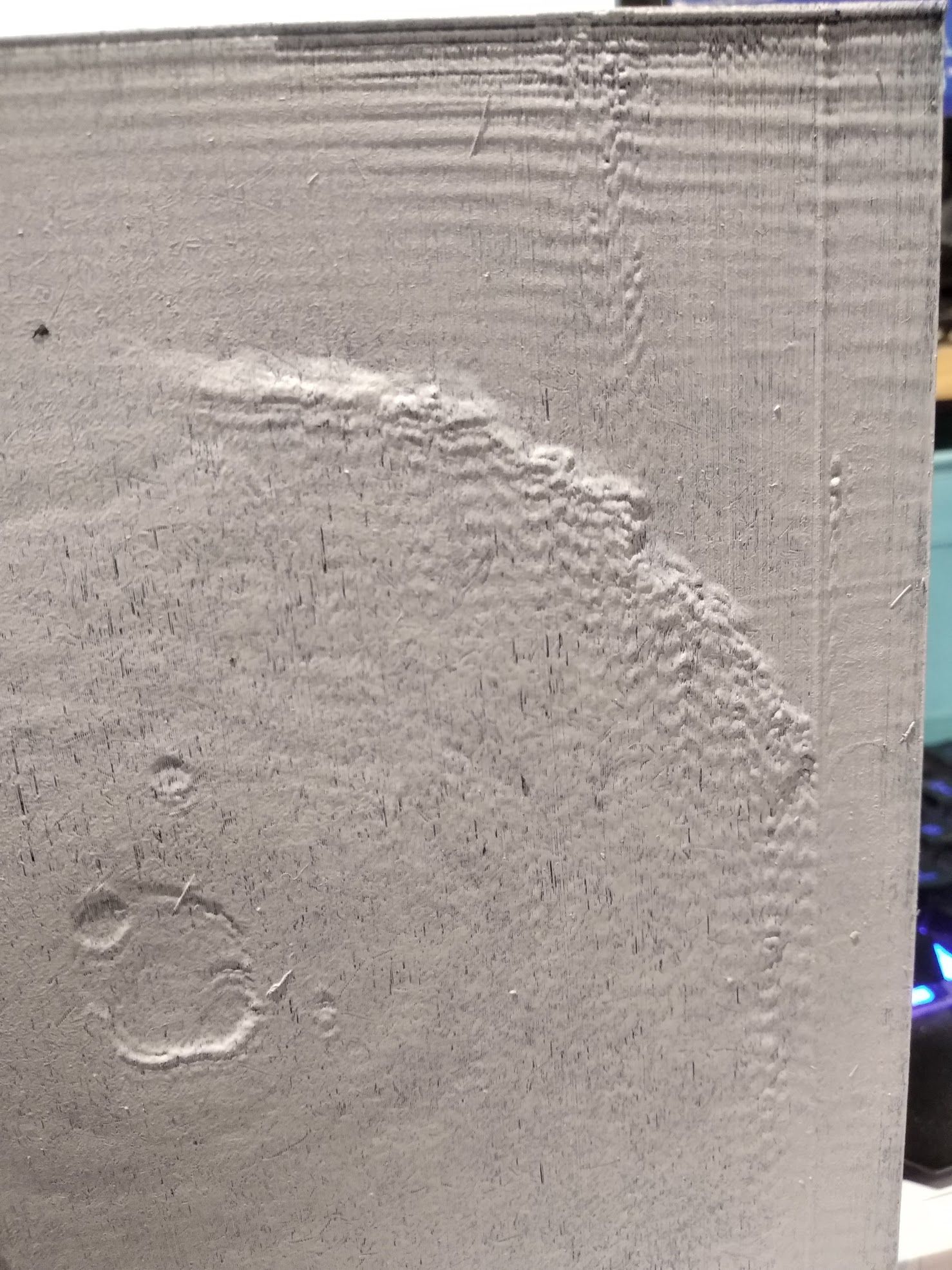
Merci tout le monde ! Beaucoup d'améliorations même si ce n'est pas encore fini (je case les réglages dans les plages horaires disponibles) ! Je refais des tirages de test pour voir si elle se comporte correctement et cibler les défauts pour en corriger les causes. Sur cet escargot ci-dessous, j'ai une "faille" que je n'avais jamais eu auparavant, j'avais plutôt une cicatrice en relief, comme une suture. Il y a aussi des rémanences, j'ai pourtant placé la X1 sur une épaisseur de mousse mais ce n'est suffisant...

-
Oui, en parcourant les autres sujets, c'est ce que je viens de voir !! Mais ça veut dire que le galet de dessous est com-plè-te-ment déserré !
-
Ici, c'est boulons mais je ne note aucune différence lors du serrage alors que pour ceux du plateau, ça a été radical, il y avait aussi du jeu !! VID_20210427_090930.mp4
-
J'ai une question sur les galets de la tête d'impression de la X1, j'ai essayé de les serrer afin de diminuer le jeu potentiel mais malgré ça le bloc n'est pas du tout solidaire du rail, en le prenant dans la main, je peux le faire bouger latéralement et verticalement de quelques millimètres facilement... Or, j'ai vu que les trois galets sont sur la même plaque d'alu. Celui du dessous est déjà assez dur, ça voudrait dire que j'ai énormément de marge sur les deux du dessus ?
-
Je l'ai en marque-pages !!
-
Oui, il faut que je reprenne tout les réglages mais j'avoue que j'avais espéré un brut de décoffrage meilleur car c'est une imprimante qui a été vraiment encensée. Donc je serais curieux de savoir si tous les utilisateurs et utilisatrices de la X1 sont passé-es par les réglages ou certain-es ont des impressions parfaites dès le déballage ?!
-
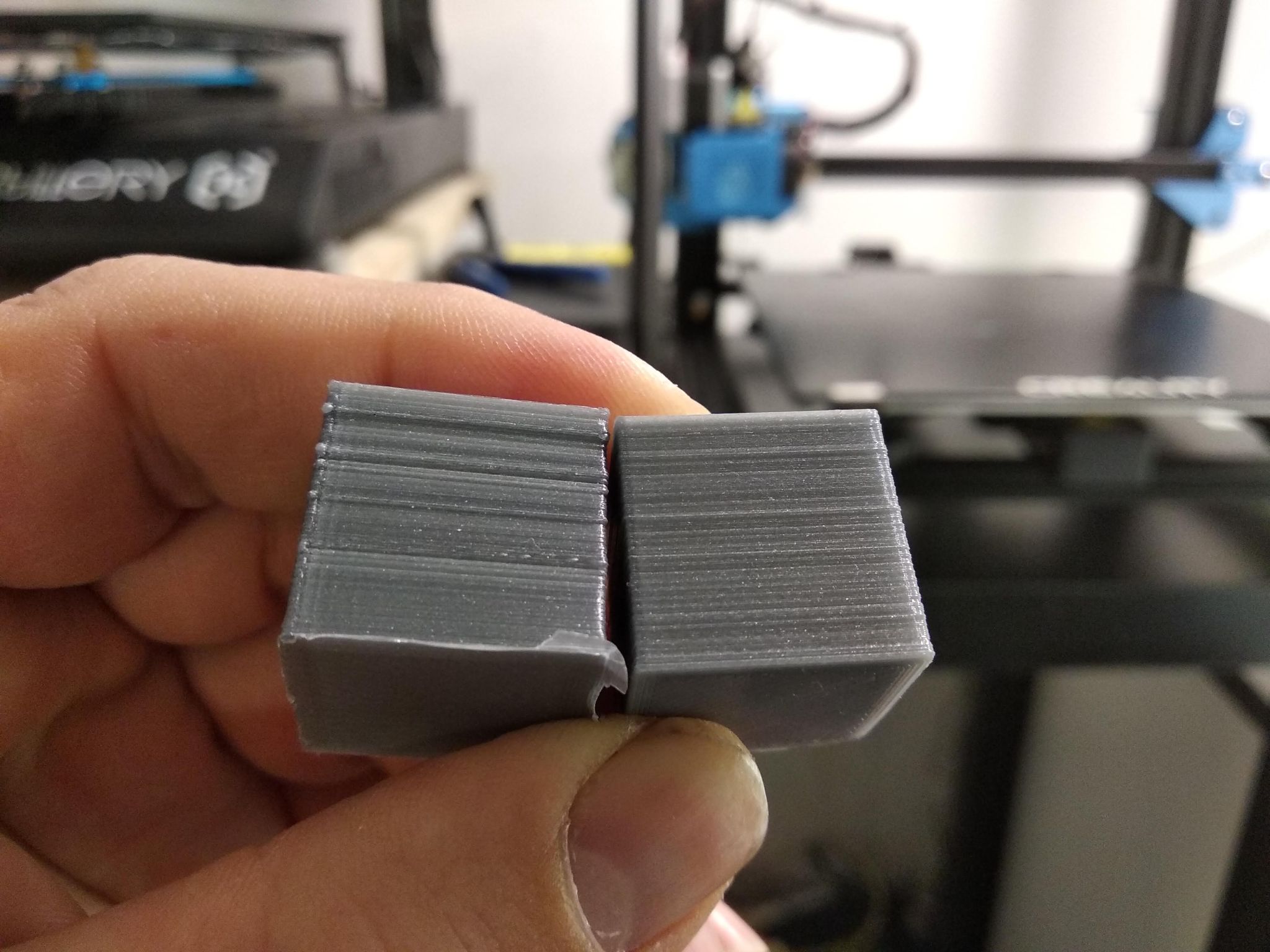
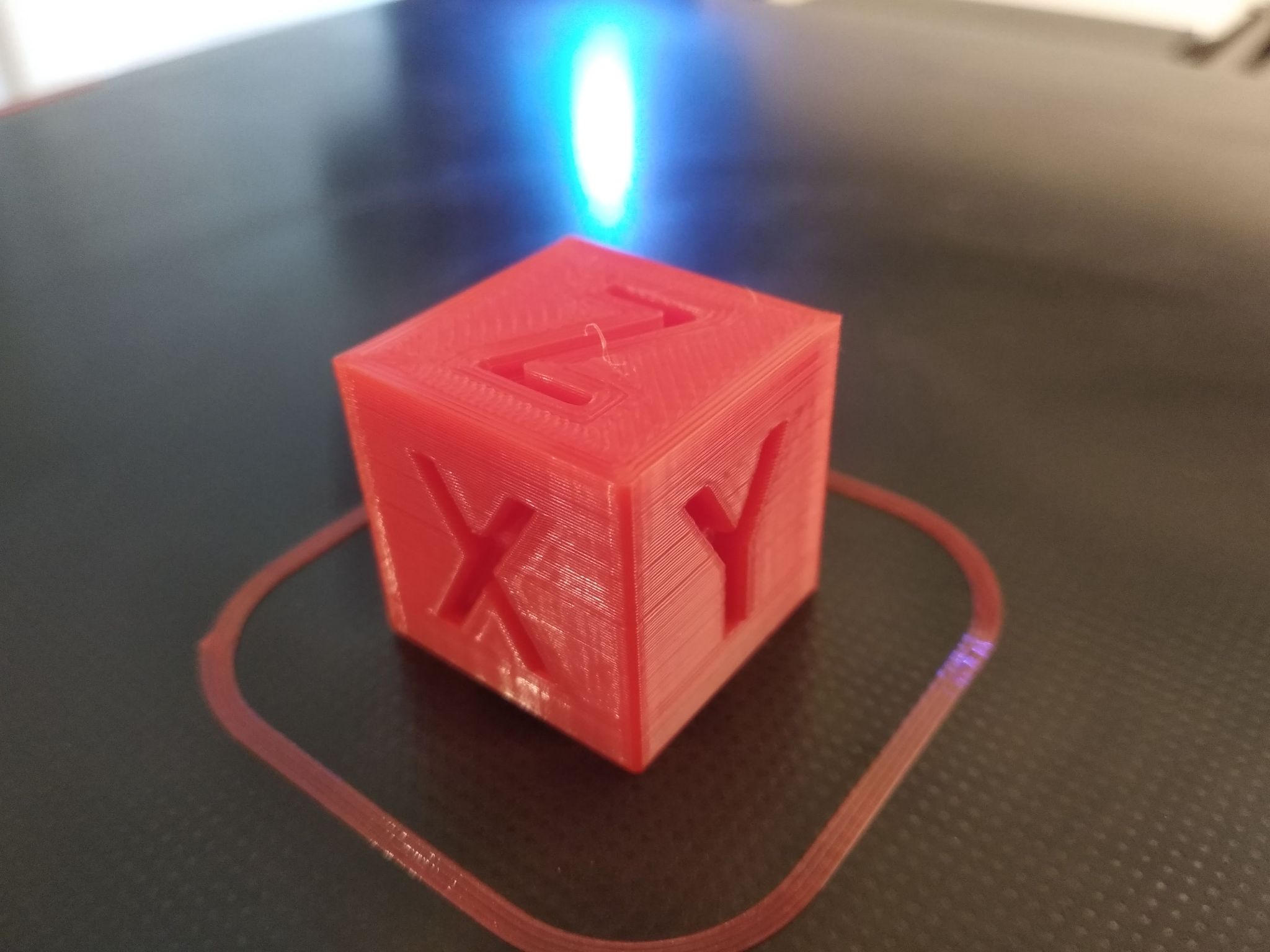
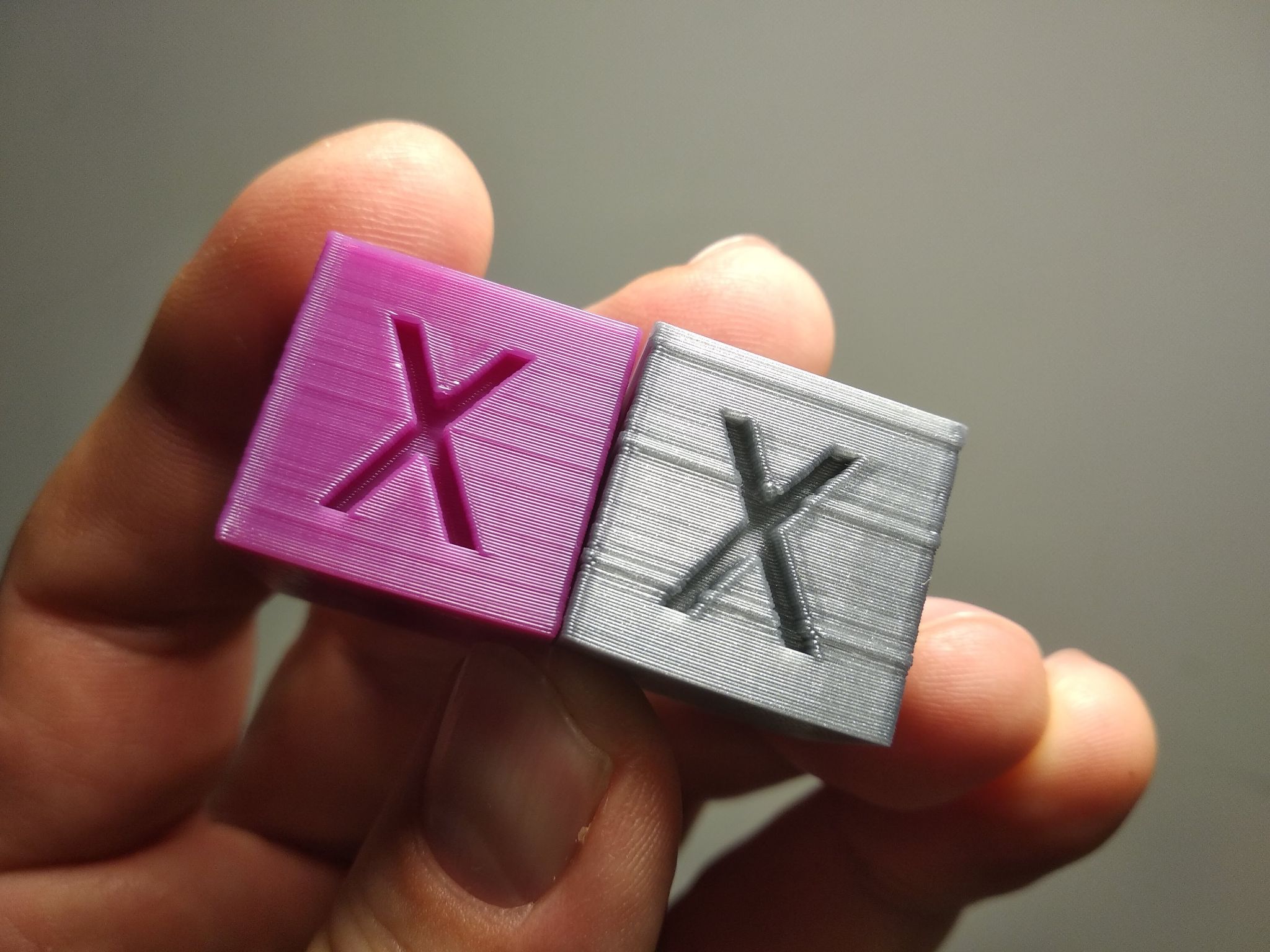
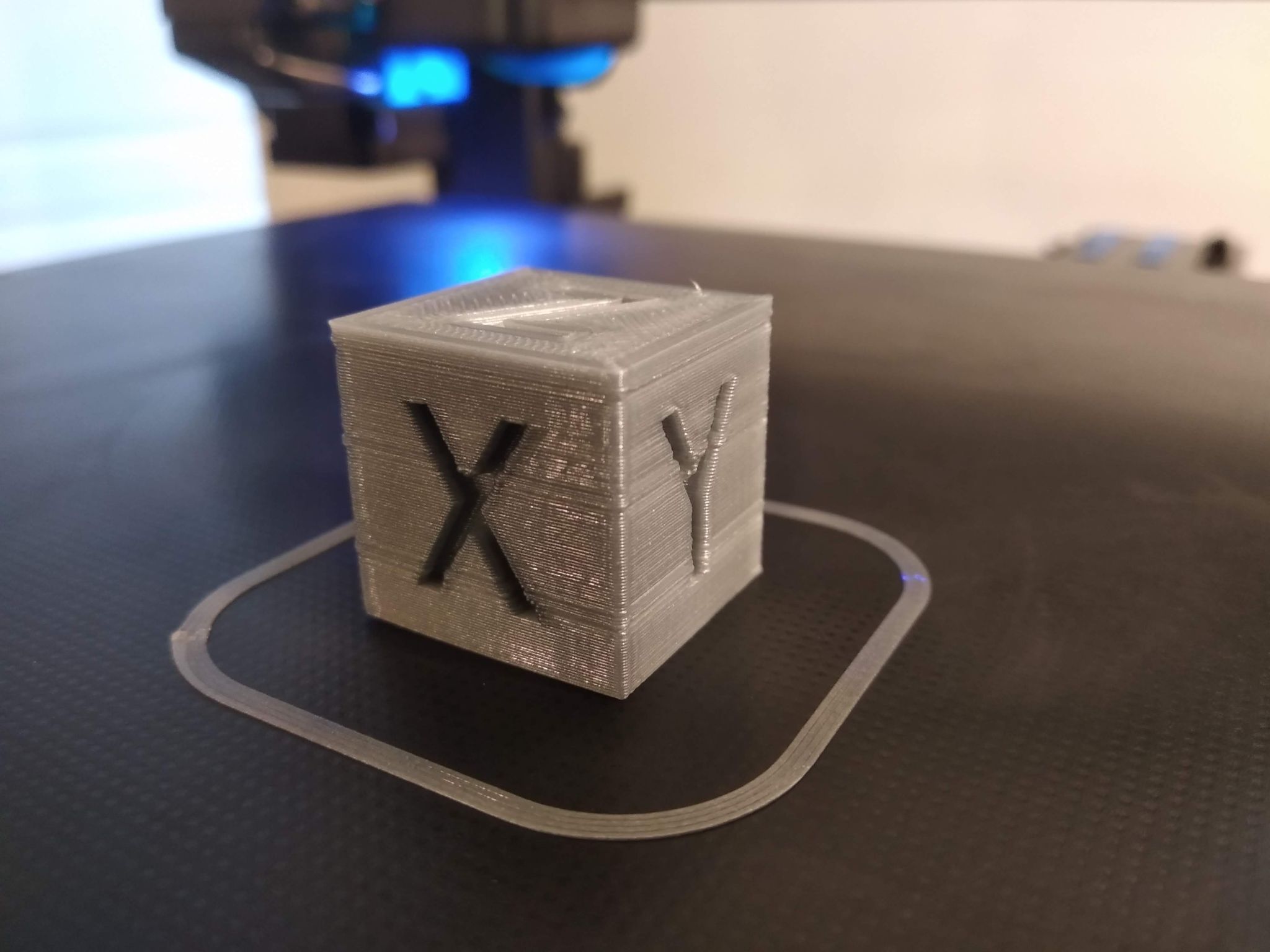
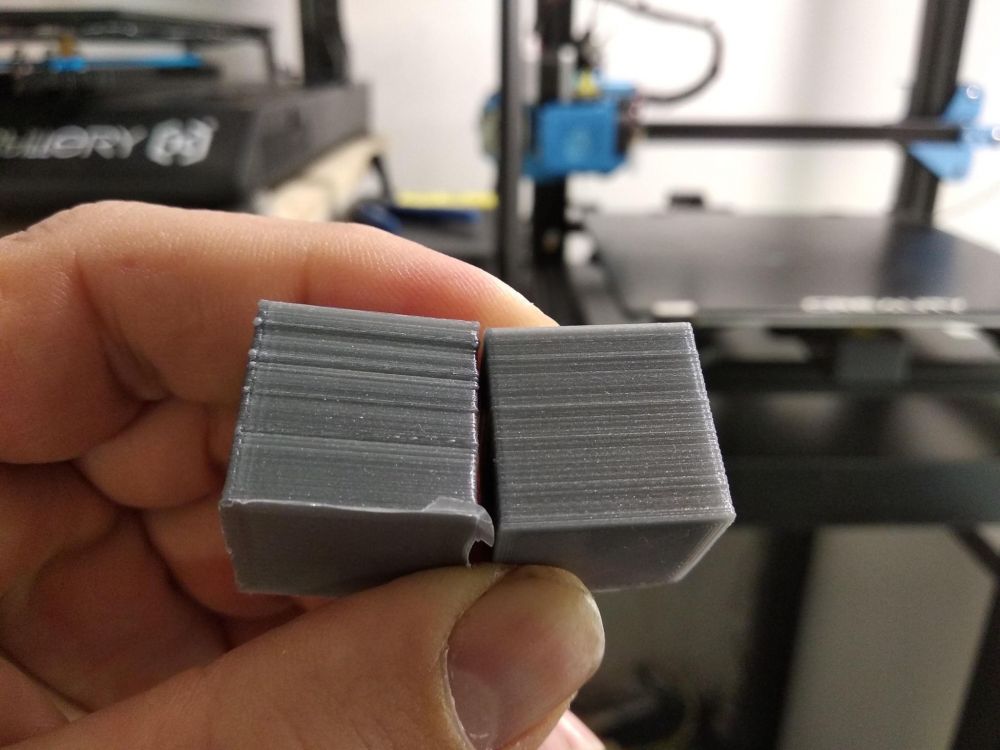
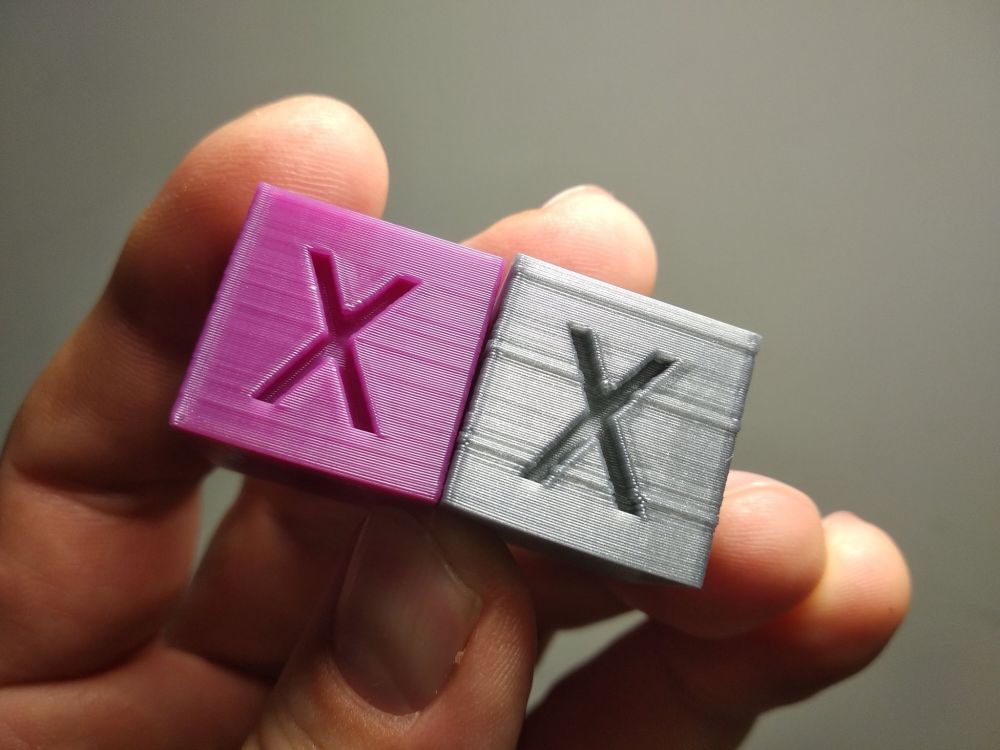
Bon, je déterre mon fil... Dans le cadre de mon boulot, j'ai récupéré une Creality CR10 (merci le télétravail) que j'ai installé à côté de mon bébé (la SW-X1 je précise, pas le berceau du loulou ). J'ai voulu retenter l'impression de ma bobine grise pour constater le problème et surtout comparer le tirage des deux machines avec le même matériau. J'aurais pas du (si !), la CR10 imprime très propre même avec le filament à problème !! Il faut donc vraiment que je fignole le réglage de la X1 parce là, c'est la honte Artillery !! Quel cube est la X1 ?
-
Hello, Merci pour vos réponses, je n'ai pas trouvé la solution du problème... Pour la clé USB, j'ai vite rajouté un adaptateur coudé et une petite rallonge comme ça, rien ne dépasse ! Et ce n'est pas un souci de contact car en utilisant la version 2.3.0, ça fonctionne ! Je vais voir si ça marche avec les profils importés, merci pour l'info Flash14. Le départ de mon G-Code : ; generated by PrusaSlicer 2.3.1+linux-x64 on 2021-04-25 at 07:53:51 UTC ; ; external perimeters extrusion width = 0.60mm ; perimeters extrusion width = 0.50mm ; infill extrusion width = 0.50mm ; solid infill extrusion width = 0.50mm ; top infill extrusion width = 0.45mm ; first layer extrusion width = 0.42mm M201 X1000 Y1000 Z1000 E5000 ; sets maximum accelerations, mm/sec^2 M203 X200 Y200 Z12 E120 ; sets maximum feedrates, mm/sec M204 P1250 R1250 T1250 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X8.00 Y8.00 Z0.40 E1.50 ; sets the jerk limits, mm/sec M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec M107 ; disable fan ;TYPE:Custom ; Initial setups G90 ; use absolute coordinates M83 ; extruder relative mode M900 W0.5 H0.32 D1.75 M200 D0 ; disable volumetric e M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Set the heating M190 S60; wait for bed to heat up M104 S215; start nozzle heating but don't wait ; Home G1 Z3 F3000 ; move z up little to prevent scratching of surface G28 ; home all axes G1 X3 Y3 F5000 ; move to corner of the bed to avoid ooze over centre ; Wait for final heating M109 S215 ; wait for the nozzle to heat up M190 S60 ; wait for the bed to heat up ; Return to prime position, Prime line routine G92 E0 ; Reset Extruder G1 Z3 F3000 ; move z up little to prevent scratching of surface G1 X10 Y.5 Z0.25 F5000.0 ; Move to start position G1 X100 Y.5 Z0.25 F1500.0 E15 ; Draw the first line G1 X100 Y.2 Z0.25 F5000.0 ; Move to side a little G1 X10 Y.2 Z0.25 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder M221 S95 G21 ; set units to millimeters G90 ; use absolute coordinates M83 ; use relative distances for extrusion M900 K30 ; Filament gcode ;LAYER_CHANGE ;Z:0.2 ;HEIGHT:0.2 ;BEFORE_LAYER_CHANGE ;0.2 G92 E0 G1 E-1.90000 F2100.000 ; retract G1 Z0.600 F10800.000 ; lift Z ;AFTER_LAYER_CHANGE ;0.2 G1 X134.774 Y134.271 ; move to first skirt point G1 Z0.200 ; restore layer Z G1 E1.90000 F2100.000 ; unretract M204 S1000 ; adjust acceleration ;TYPE:Skirt ;WIDTH:0.42 G1 F1200.000 G1 X136.056 Y133.324 E0.04496 ; skirt
-
Bonjour, Utilisant CURA depuis mes débuts en impression3D, j'ai voulu tester un autre trancheur "pour voir" et j'ai télécharger PrusaSlicer 2.3.0... Celui-ci n’ayant pas de profil X1, j'ai trouvé le bon sur le web et zou, impression et test. J'ai beaucoup apprécié le fait de pouvoir découper à la volée des objets pour les réduire ou pour obtenir deux parties distinctes ! Les impressions se sont bien déroulés jusqu'à aujourd'hui ou j'ai eu l'idée de repasser sur le site de Prusa et de me rendre compte que dans la nouvelle version, le profil X1 est intégré nativement et aux petits oignons. Je télécharge donc the new version et la lance. Après avoir préparé une nouvelle impression, copié le G-Code dans ma clé USB, je file retrouver l'imprimante. Montée en température plateau et buse OK, c'est parti ! Elle déroule une ligne aller-retour sur le bord puis elle saute au point de départ et... rien ! Elle ne bouge plus ! Est-ce que certain-es ont ce genre de problème ? A noter qu'en attendant, j'ai rétro-pédalé sur la version antérieure et tout fonctionne sur la X1 (elle imprime d'ailleurs en ce moment).
-
Je vais vérifier... un avantage à changer le firmware sinon ?
-
OK, par contre, s'il est pas droit, il y a une solution ?
-
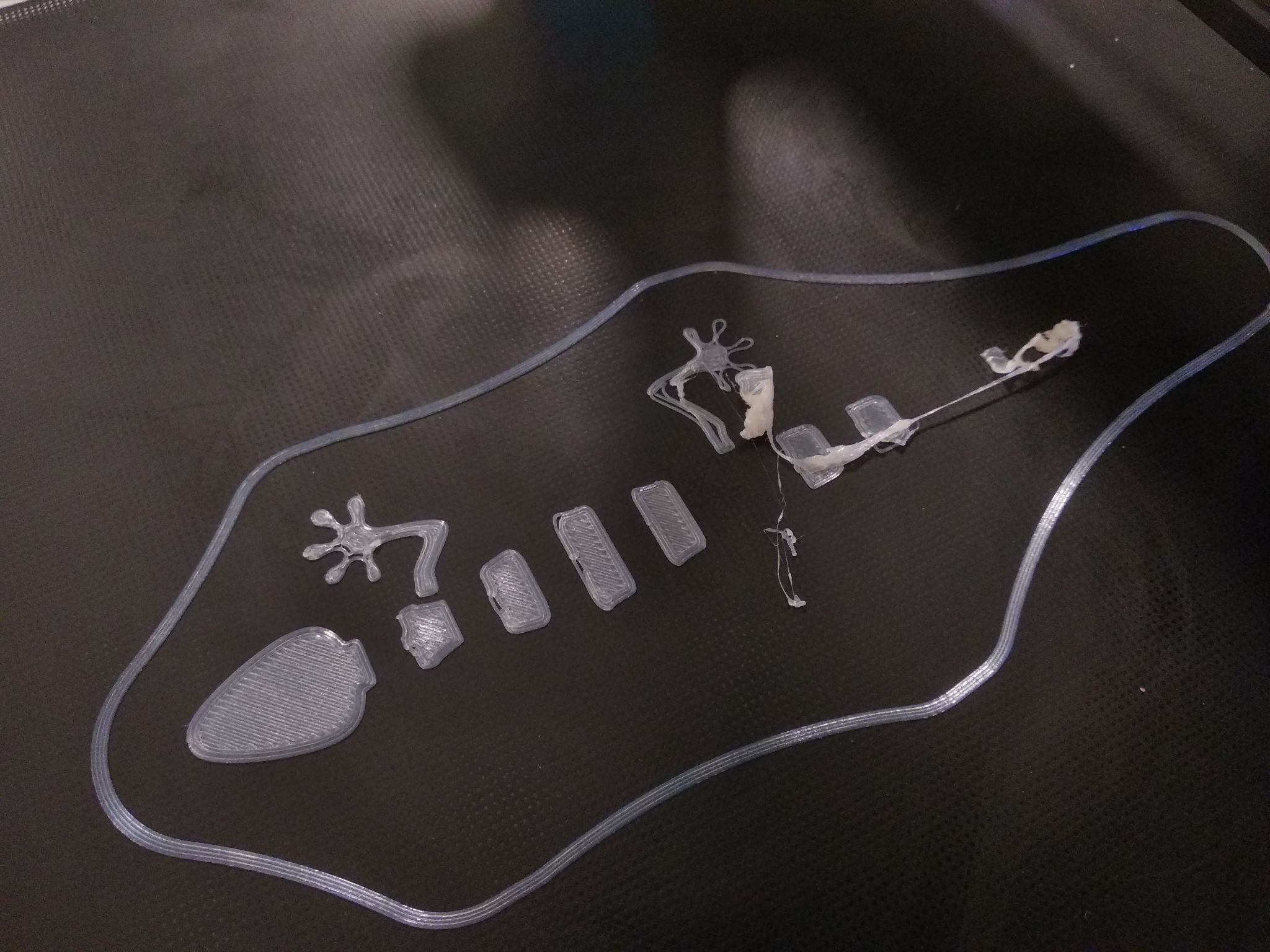
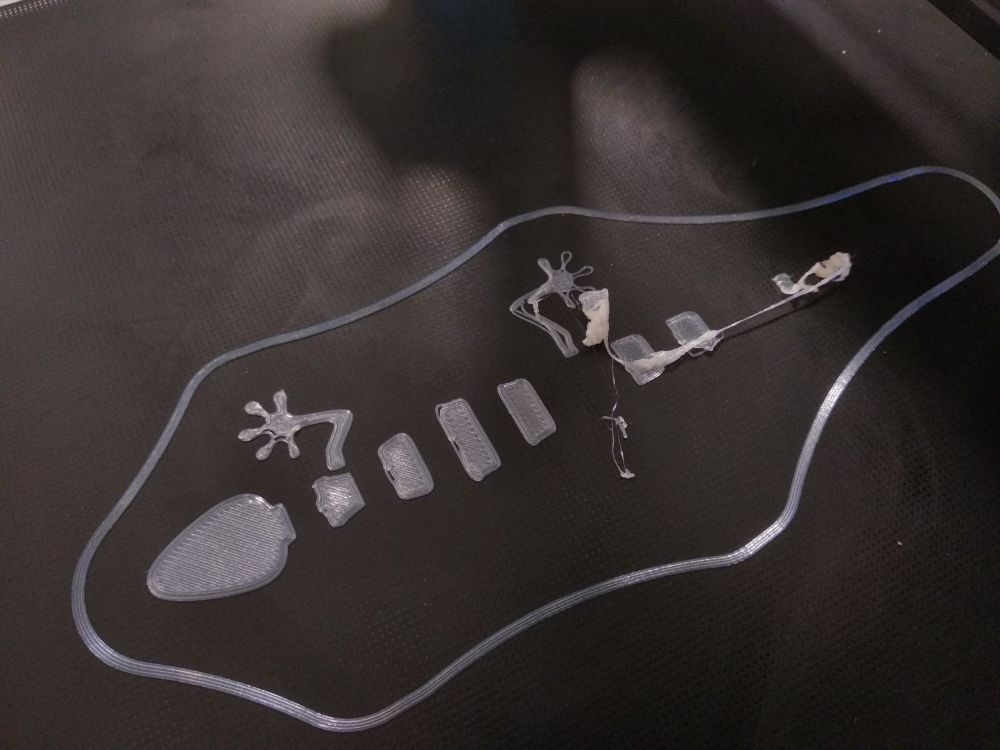
Un heatbreak, c'est la tête ? Je ne sais pas si c'est un 100% métal, je vous avouerais qu'à part le montage basique, je n'ai pas encore détaillé la bête ! Mon lézard, ça ne veut pas ! J'ai réduit la vitesse de la première couche à 50% et au niveau de la queue, ça foire alors qu'à priori, les pattes sont plus folklorique à imprimer... donc oui est-ce que le plateau est plat ou non... comment le vérifier ? Sur la version du firmware de base, je n'ai que cinq points de vérification.
-
Yep ! @PPAC Ce qui est étonnant, c'est que c'est un fil qui s'imprimait très bien avec la Dagoma, c'était un peu le chouchou avec un très bon rendu un peu métallisé mais avec la X1, douche froide et grosse déception ! Il y a peut-être quelques irrégularités sur le fil et le système de la Dagoma est plus tolérant avec le diamètre... Par contre, j'ai un autre souci avec la tenue de la première couche sur des petits objets, j'ai voulu imprimer un petit clip pour fixer le filament sur la bobine et à mi-hauteur, l'impression est arrachée du plateau ! Même chose avec un lézard sans accroche, certaines parties de la première couche n'adhèrent pas et boulottent ! Je vais voir en diminuant drastiquement la vitesse de la première couche (ou les deux premières)... pour le lézard.
-
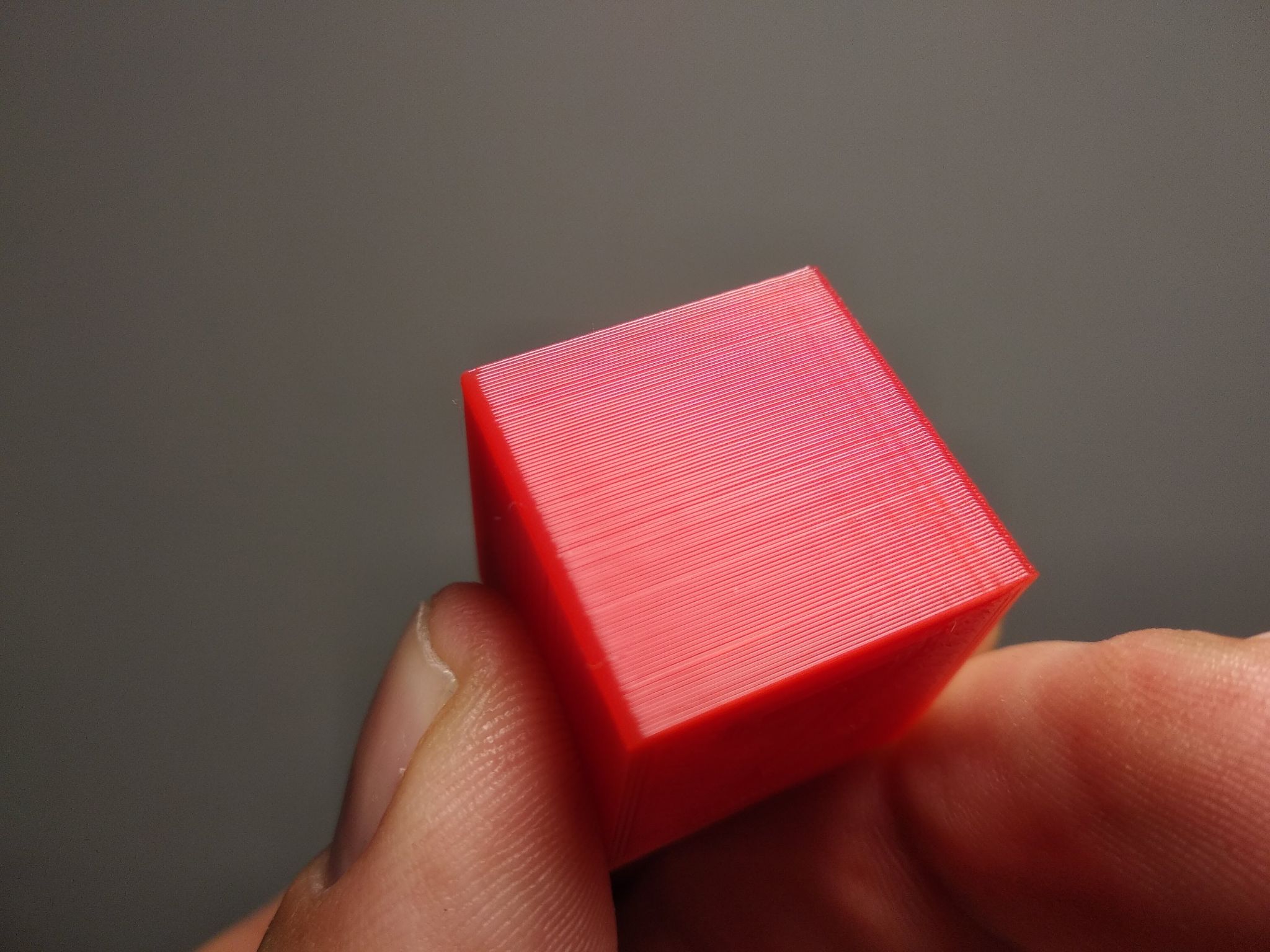
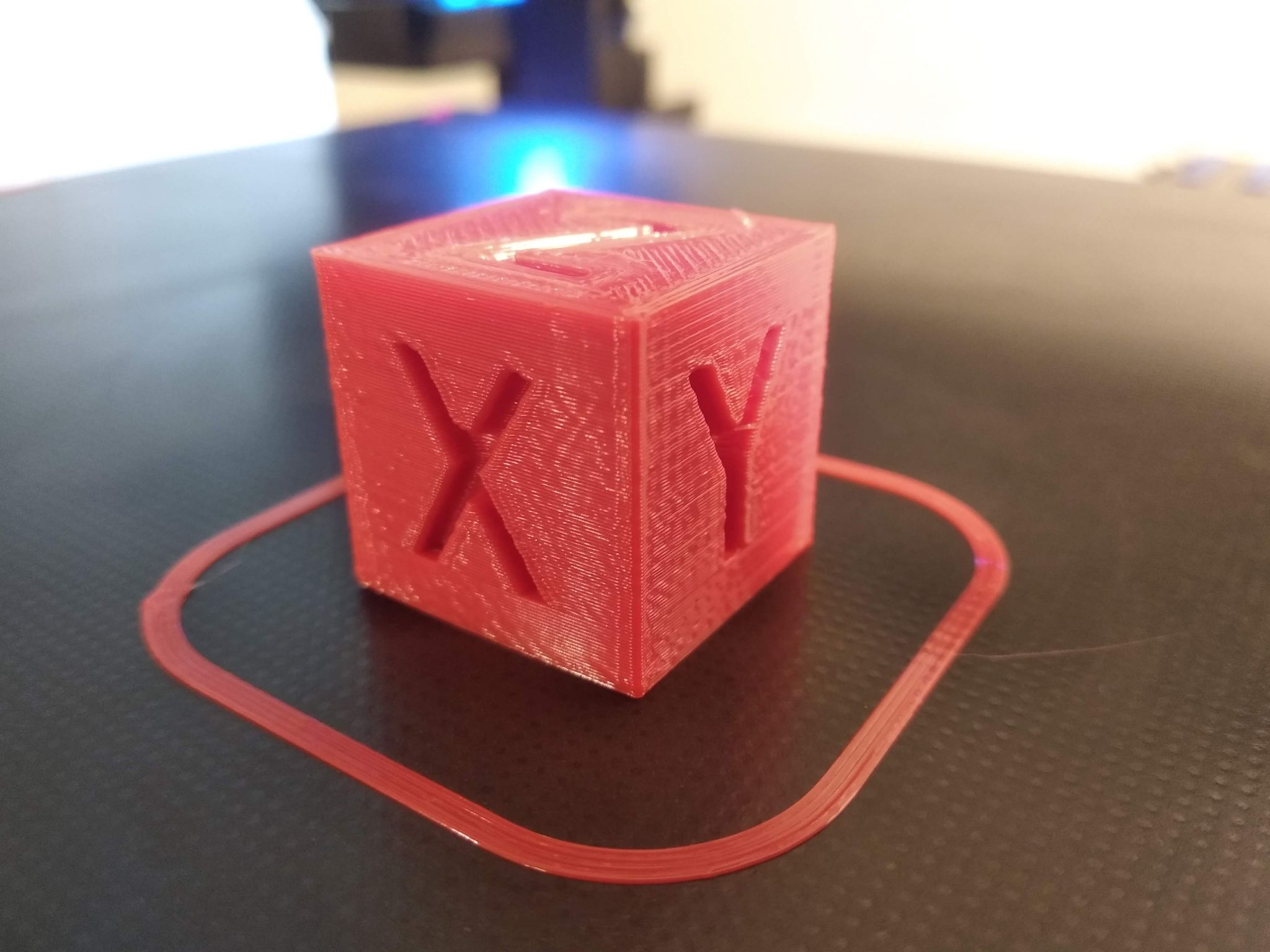
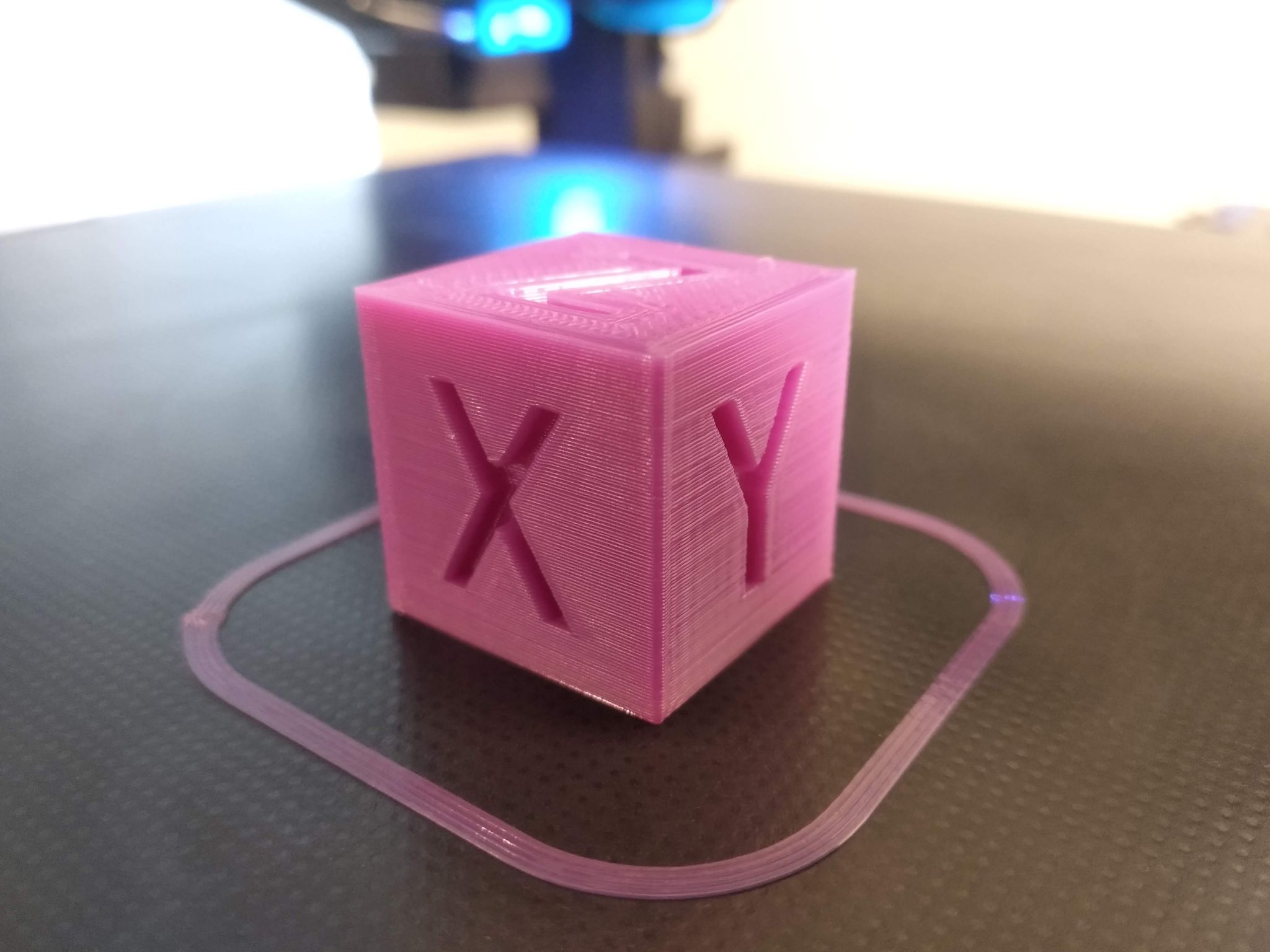
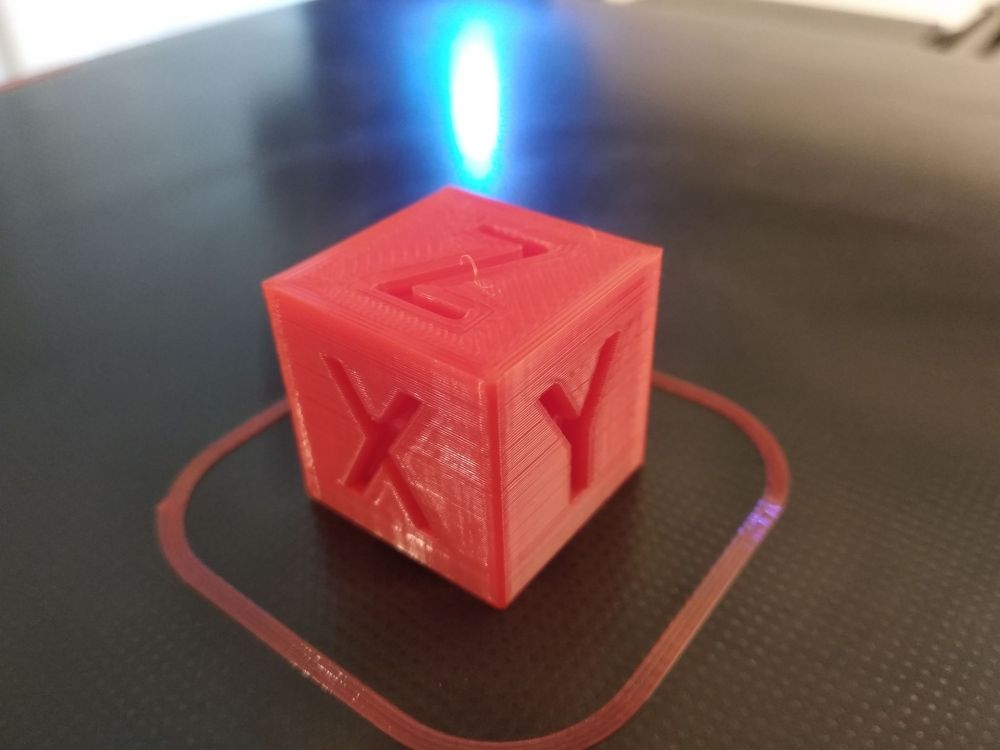
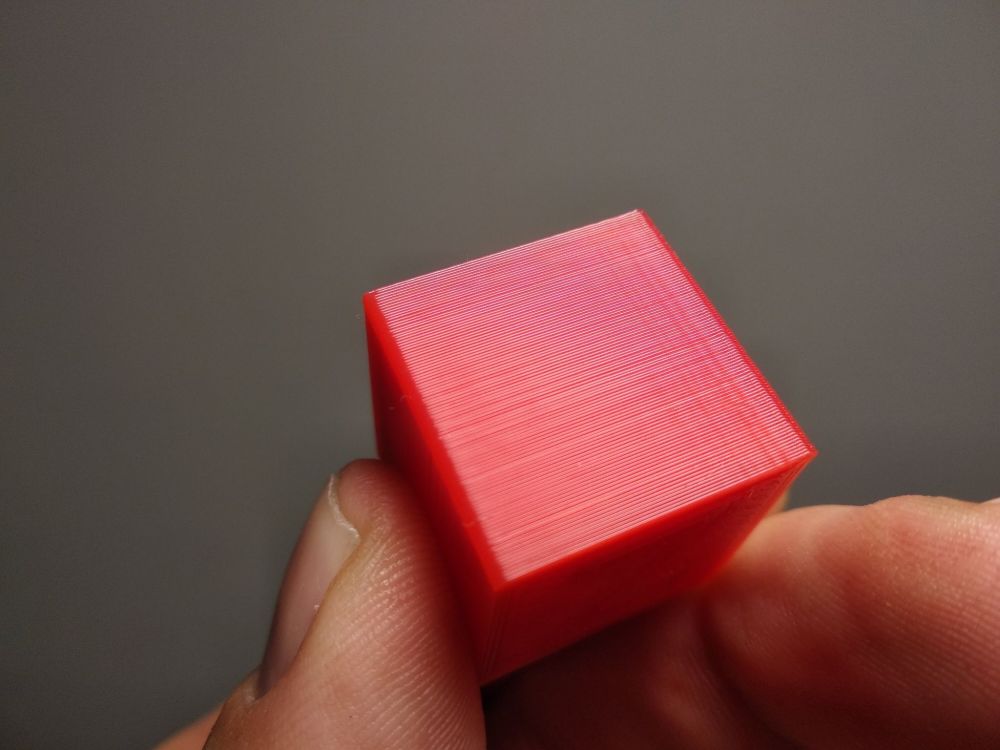
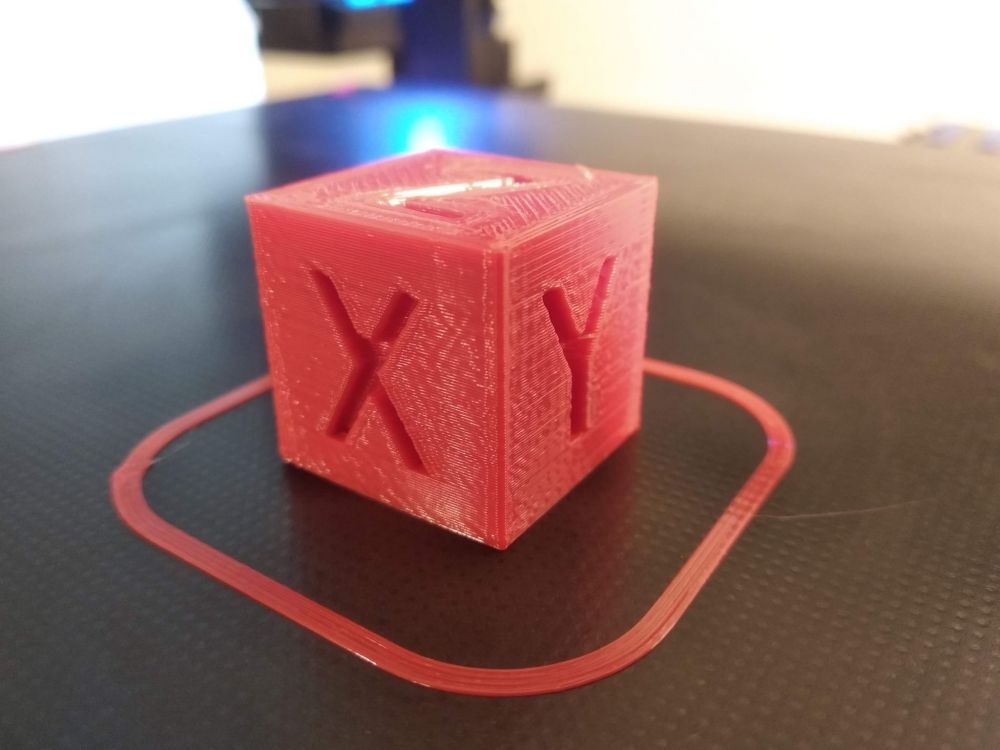
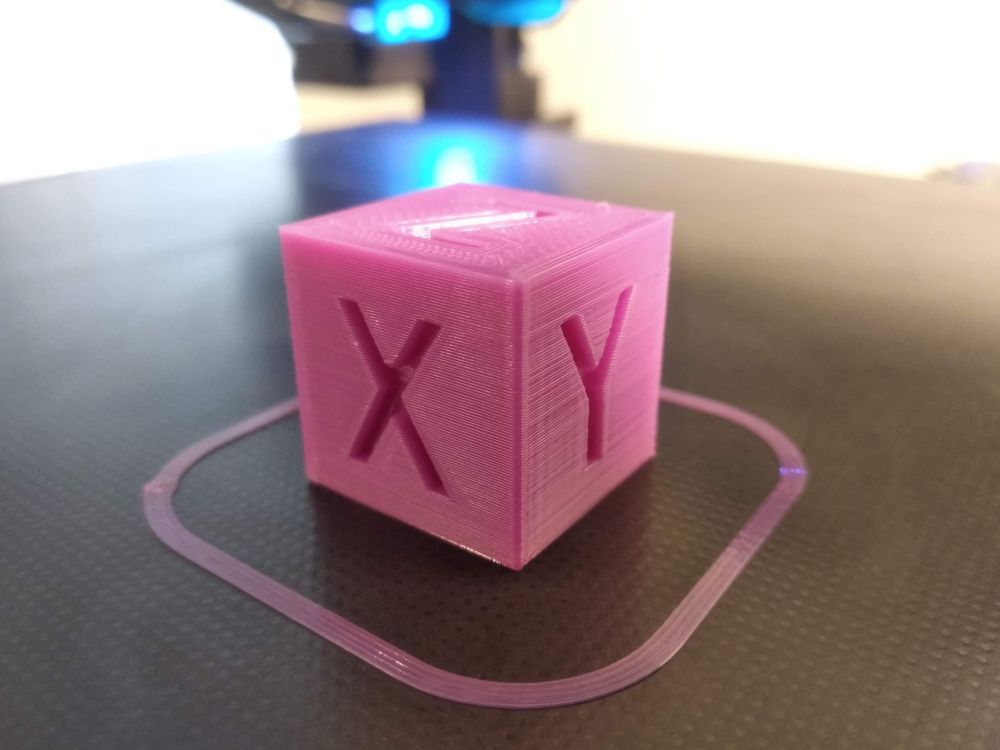
Je reviendu ! Comme je l'avais précisé, j'ai changé de bobine lors du tirage de la boite de Vinci, j'ai donc refait des cubes XYZ avec d'autres couleurs pour voir et il semblerait bien que ce soit le fil gris qui soit incriminé !! Les autres impressions ne sont pas parfaites (si vous avez d'ailleurs des suggestions sur les défauts visibles) mais aucun rapport avec le ratage du gris... ouf ! Dans l'ordre des photos, un rouge classique (général + face uniforme), un flexible (fantastique cette imprimante, aucun problème pour ce filament difficile) et un violet classique... le tout en PLA à 200°C. Merci pour vos conseils, je vais me pencher maintenant sur les réglages fins pour améliorer encore les impressions mais c'est globalement fonctionnel...
-
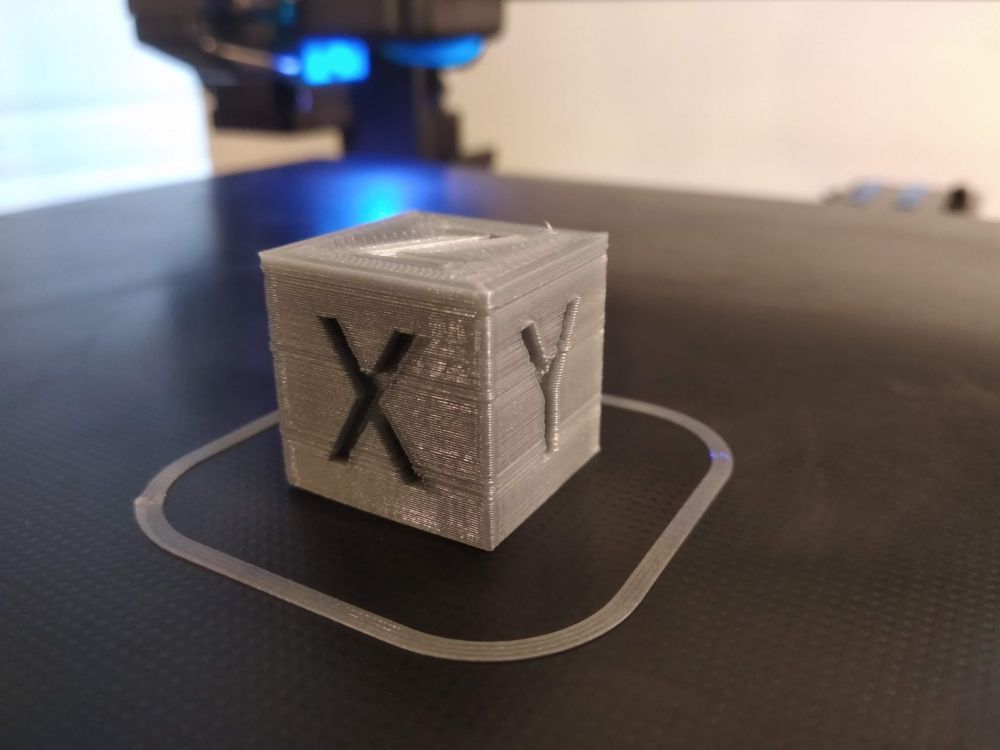
Dernier XYZ à l'instant... je suis un peu dégouté, rien à voir avec les premières impression (le cube d'Artillery), j'ai l'impression que les couches ne sont pas suffisamment écrasées les unes sur les autres. Sans compter les sautes...
-
Petite question, ça pourrait changer entre deux impressions ? Voici celle juste avant, je ne vois pas de défaut majeur...