


M_ryck
-
Compteur de contenus
9 -
Inscrit(e) le
-
Dernière visite
Récompenses de M_ryck
")





-
Disco Easy 200 - Problème d'accroche pour 1ere impression
M_ryck en réponse au topic de Pi Home Server dans Dagoma
P3 c'est 9 points: 3x3 -
Disco Easy 200 - Problème d'accroche pour 1ere impression
M_ryck en réponse au topic de Pi Home Server dans Dagoma
Voilà G29 L30 R170 F30 B170 P3 Ici le palpeur va aller à 3 cm du bord Tu peux jouer sur les chiffres en sachant que le plateau fait 200 L: left (gauche) R: right (droite) F: front (devant) B: back (derrière) -
Disco Easy 200 - Problème d'accroche pour 1ere impression
M_ryck en réponse au topic de Pi Home Server dans Dagoma
Ici http://www.dagomaniack.fr/2017/01/03/apprivoisez-le-xml-de-cura-by-dagoma/ pour trouver le fichier xml de cura by dagoma et en bas de ce fichier dans le bloc Gcode remplace G29 par G29 P3 ça devrait fonctionner sinon sur le forum il ya des posts sur cette technique je crois. -
Disco Easy 200 - Problème d'accroche pour 1ere impression
M_ryck en réponse au topic de Pi Home Server dans Dagoma
Salut si tu as une MKS dans le start Gcode tu peux modifier la ligne G29 par G29 P3 pour les 9 points pas besoin de modifier le firmware -
Salut, J'avais plus ou moins le même problème extrudeur qui claque pour sortir 5mm de filament, apres que ma tête d'impression ai fait un aller retour express au sav car nickel, le problème venait d'octoprint je ne sais toujours pas pourquoi mais avec pronterface aucun claquement et en imprimant direct à partir de cura 2.3 plus de claquement.
-
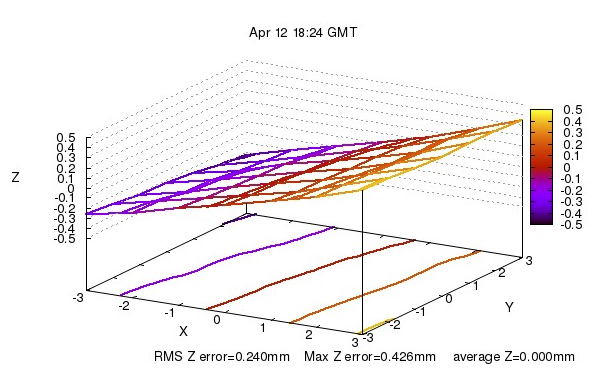
Salut à tous, je vous partage une petite trouvaille pour ceux qui ont un peu de mal à faire le parallélisme. J'ai utilisé Octoprint mais pronterface doit pouvoir faire l'affaire. Premierement il faut avoir la version 1.1 du marlin pour pouvoir ajouter en paramètres le nombre de point palpé. Une fois l'imprimante branché et connecté à l'ordinateur ou raspberry, envoyer la commande G28 pour palper le centre de l'imprimante ensuite envoyer: G29 L30 R170 F30 B170 P7 V4 L'imprimante va réaliser le G29 en faisant 7x7 points pour le P7 avec 30mm de chaque bords du plateau le V4 c'est pour affiché les données brut. Une fois les 7x7 points réalisé (cela prend environ 3-5min) copier la première matrice: Bed Height Topography avec les 49 valeurs: mon premier essais me donnais: -0.42636 -0.30527 -0.19199 -0.08300 +0.03809 +0.18418 +0.34434 -0.39589 -0.29082 -0.16972 -0.04863 +0.07403 +0.21153 +0.36153 -0.35566 -0.26464 -0.12519 -0.01972 +0.09317 +0.21543 +0.37559 -0.32754 -0.22011 -0.11269 -0.00214 +0.09668 +0.22637 +0.36348 -0.31582 -0.21425 -0.09941 +0.02012 +0.11621 +0.24512 +0.37832 -0.29238 -0.18691 -0.08769 +0.02793 +0.12598 +0.26387 +0.40489 -0.25800 -0.18144 -0.06347 +0.03809 +0.15098 +0.26934 +0.41348 Avec cette matrice, aller sur http://www.maui-3d.com/cgi-bin/plotG29 et coller les valeurs dans calibration output et cliquer sur Plot calibration cela va générer une vu 3D de votre plateau, voici le miens avec les valeurs si dessus: On peut voir que le coté gauche est trop bas. Petite mise en garde il se peut que votre plateau soit quasi proche de la perfection mais que la vu 3D penche d'un coté ou de l'autre alors regardez bien l'échelle, après avoir aligné mon plateau la visualisation était penché mais seulement de 0.05 en moyenne: La commande G29 peut être utilisé dans le Gcode d'initalisation avec P3 pour faire 3x3 points au lieu des 2x2 de base ou plus si vous le voulez. (P4, P5 ...) J'espère que mon astuce peut en aider certains, cela permet de voir si le plateau est bombé aussi. Bonne soirée à vous !
-
Salut, Merci pour ces réponses, le radiateur n'est pas chaud comparé au bloc de chauffe, je peux toucher le radiateur sans me brûler. Je vais voir pour dévisser la buse et la nettoyer plus en profondeur.
-
Bonsoir à tous, Je suis face un problème d'éxtrudeur qui claque malgré une buse qui me semble propre. J'ai réalisé plusieurs test avec octoprint en extrudant 50mm, j'ai verifier la position de la vis sur le méplat pour voir si le filament ne passait pas dessus, ce n'est pas le cas. Le premier test pour vérifier si ce n'est pas un problème de l'extruder en lui meme j'ai extrudé du filament sans l'avoir "banché" à la tete d'impression, ici pas de claquement de l'extrudeur. J'ai ensuite nettoyé la buse plusieurs fois avec la méthode Atomic je n'ai pas de résidu noir et la pointe est bien conique mais des que j'extrude même pour 20mm j'ai des claquements avec la temperature entre 195 et 205°C Filament utilisé: Chromatik Blanc Neige et Polyplus turquoise même problème pour les 2. Pensez vous qu'un engrenage MK8 permettrait d'améliorer l'extrudeur et d'enlever les claquements Merci pour vos réponses !
-
Bonsoir, ma presentation rapide, Emeric, possesseur d'une Dagoma discoeasy depuis octobre. Inscris pour partager et apprendre autour de la 3D !
