Nossolov
-
Compteur de contenus
21 -
Inscrit(e) le
-
Dernière visite
Récompenses de Nossolov
")





-
nouvelle recherche d'imprimante.
Nossolov en réponse au topic de Lubox40 dans Bien choisir son imprimante 3D
Bonjour. J'arrive un peu tard, mais voici mon retour sur les machines que j'utilise. Qidi 4 plus : ma (presque) préférée. C'est rapide, c'est très fiable et c'est propre. Les profils fournis sont utilisables immédiatement sans problème. Très peu d'échecs d'impression, première couche très fiable (mieux qu'une bambu X1C). Bon respect des dimensions. Peut être un peu plus facile à utiliser que la bambu, mais j'ai l'habitude de klipper donc c'est un peu faussé. Pas de qidi box, elle n'était pas dispo lors de l'achat. Pas certain que je le regrette. L'enceinte chauffée est un vrai plus, même s'il faut ouvrir pour le PLA. C'est en quelque sorte la bête à tout faire : on charge le fil, on lance le fichier et on revient quand c'est fini. Au final, même si ça n'est pas énorme, les pièces semblent plus solides qu'avec la bambu. Bambu X1C : Déjà ancienne, mais une super machine. La meilleur en terme d'aspect des pièces imprimée : on ne voit quasi pas les couches. Peut être un peu moins rapide que la qidi, mais rien de significatif. Plateau plus petit que la qidi (et ça peut être un critère important) et moins adhérent en première couche. Je m'explique : une pièce qui colle sur le plateau bambu restera collée même après refroidissement. Par contre, il y a des pièces qui ne veulent pas coller de manière inexplicable et c'est reproductible. En changeant d'orientation, ça règle le problème, mais c'est agaçant. Le warping peut encore arriver sur des pièces longues, même avec du PLA. Autant avec la qidi je lance le fichier et je pars faire autre chose, autant avec la bambu, j'attends la fin de la première couche (et ça ne suffit pas toujours). Il y a dessus un AMS premier modèle qui ne sert que rarement à changer de fil. Plusieurs casses de fil dans l'AMS à déplorer malgré cela (démontage ...). Il y a une fonction intéressante qui permet de passer à une autre bobine lorsque celle qui est utilisée est vide, mais ça n'est pas vraiment efficace en pratique. L'imprimante "regarde" si les fils sont comparables avant de continuer (ce qui est louable !) mais si les bobines ne sont pas RFID ou parfaitement identifiées, impossible pour elle de le savoir, donc l'impression s'arrête. Cet AMS n'est ni chauffant, ni séchant, et ça, c'est vraiment dommage. Au final, intérêt limité. J'aime beaucoup cette machine, mais elle a couté 2 fois le prix de la qidi. Si l'état de surface est votre principal soucis, alors elle les vaut. Les deux machines sont sensibles aux filaments, sans doute à cause des hautes vitesses d'impression. Pour en tirer le maximum, il faudra modifier les profils en fonction de ce que vous avez réellement. Toutes les deux sont bien supérieures a ce que j'ai pu utiliser : ultimaker 5, sovol sv08, sovol sv04, sapphire SP5, JGartist, KLP1, XL300, Q5, Rostock Max, même une T100 (:>). Seule, une vielle stratasys aurait pu rivaliser en terme de qualité, mais pas en vitesse. Je suis très septique pour le multi matériau avec une seule tête. Mélanger par exemple du PLA et du PETG dans la tête alternativement me semble risqué. Je préfère utiliser des IDEX, même si c'est difficile à faire fonctionner correctement. Il y a bien sur des imprimantes multi têtes aujourd'hui, mais ce n'est pas le même budget, et il est possible que la maintenance soit plus délicate à long terme. Autre chose importante, avec du multi fil, il y a plusieurs bobines de déballer qui prennent l'humidité. Question logistique, c'est aussi plus compliqué : soit on installe plusieurs sécheurs indépendants (bonjour l'usine à gaz et le budget), soit on remballe les bobines une fois l'impression finie (pénible...). Quand on voit la qualité des supports obtenus avec qidi ou Bambu en mono matériau, il y a déjà de quoi faire ! Faites nous un retour sur la qidi, c'est toujours intéressant d'avoir l'avis d'un vrai utilisateur. Et si vous ne savez pas quoi faire de vos M1 Pro, contactez moi. J'ai toujours eu un faible pour les causes perdues. -
Je parie sur une majorité écrasante des anciens !
-
Les gouts et les couleurs, toute une histoire ! A toulouse, c'est rouge et noir, à Clermont c'est jaune et bleu, A Marseille c'est blanc et bleu (mais pas le même que Clermont), à Lens c'est sang et or et chez Kawa, c'est vert et noir. Moi, c'est souvent couleur "fond de bobine", et ce n'est pas toujours très heureux. Un bon coup de bombe, et ça règle le problème, en plus de renforcer l'adhésion des couches en surface. Au delà de ça, je trouve que les impressions en blanc ont un état de surface légèrement moins bon que les autres couleurs, au moins visuellement. Peut être que c'est juste la couleur qui amplifie les défauts ? Ou la charge en pigments / oxydes qui complique l'impression ? Alors oui, pas de doute : faut en faire plusieurs !
-
Bonjour. On trouve assez peu de retour sur la Sovol Zero, juste qques tests sur internet et encore. C'est vrai que la machine est assez peu conventionnelle. Est ce que par hasard quelqu'un aurait essayé ça sur un long terme et pourrait nous dire ce qu'il en pense ? Merci d'avance.
-
Ca m'a donné envie cette histoire d'extrudeur. J'ai commencé à imprimer les coques d'un HGX lite et à la prochaine commande ali, je prendrais le set complet d'engrenages. Je n'en ai pas vraiment besoin, donc ça laisse le temps de la mise au point. Peut être que ça finira sur ma smartcore xl300....
-
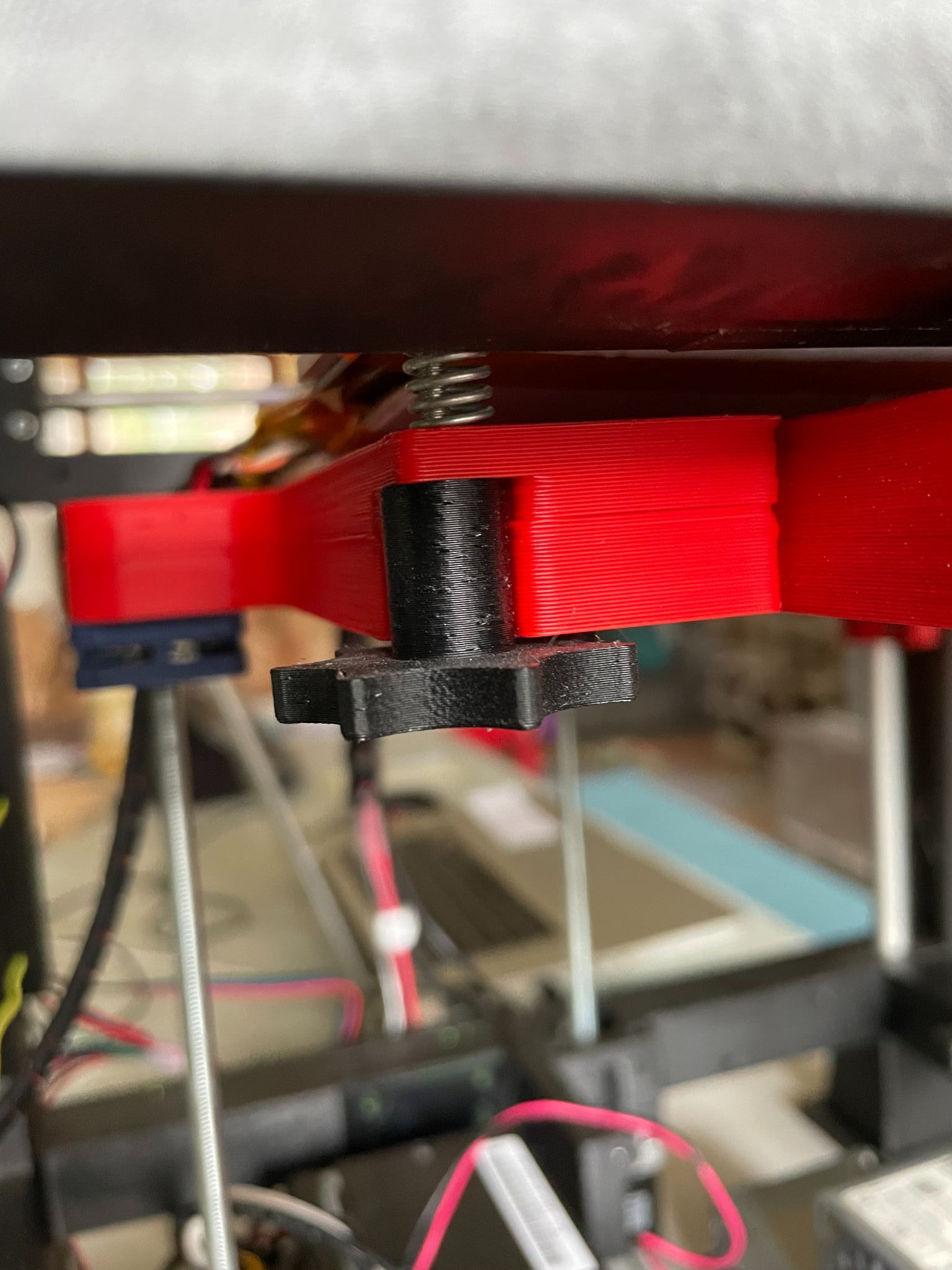
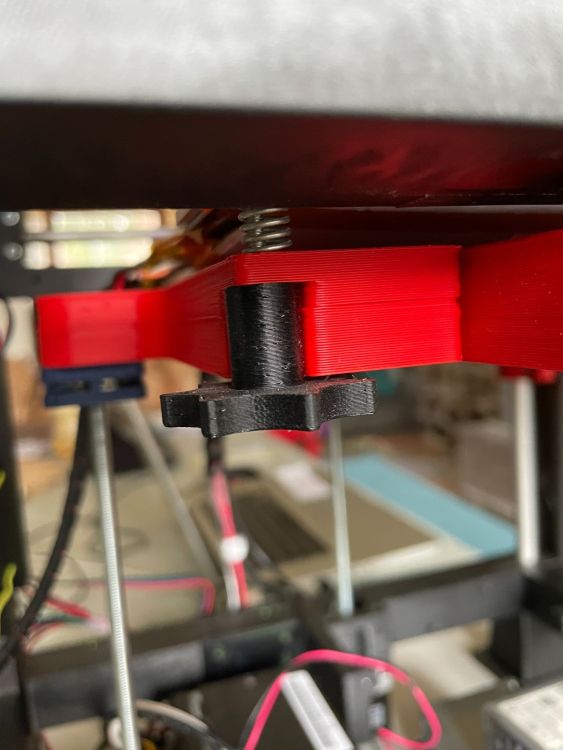
Belle pièce, bien propre ! Imprimée sur la K2 je suppose ? Couches de 0.2mm ? Bien vu le Brim important : même en PLA, c'est une pièce qui a tendance à "warper". Alors, avec de l'ABS .... Sur la photo, une petite astuce pour ne pas avoir à acheter des vis très longues. Tu fais un gros dégagement dans le plateau (des trous dans ton cas) et un arbre long sur la manœuvre. Comme ça, tu peux prendre des vis moins longues, et si possible, les même que pour les moteurs pas à pas de l'axe Z. Du 3x50mm, ça existe mais ce n'est pas courant et c'est assez couteux en général. Avec les paramètres d'impression envisagés, ça devrait tenir. J'utilise rarement le gyroïde, mais 40%, ça fait pas un peu beaucoup ? Avec 5 parois et une buse de 0.4mm, on est déjà à plus de 2mm d'épaisseur. D'un autre coté, si la pièce finale est en ABS, ce n'est peut être pas du luxe. A voir... Pour les logements des douilles à billes, mon retour d'expérience : j'ai fini par les faire aussi long que les douilles, soit 50mm, et je pince les douilles pour qu'elles restent en place. Sans aller jusque là, peut être prévoir un petit trou de 2.5mm pour qu'une vis de pression M3 puissent immobiliser la douille. Ce n'est pas grand chose à faire, ça ne servira peut être pas, mais ça ne coute rien. Autre amélioration que je n'ai pas faite encore mais qui serait bien utile : un système d'immobilisation du/des câble(s) sortant du lit, intégré au support. Ca n'est pas grand chose à faire non plus et ça évite de casser les soudures à long terme, surtout si les accélérations sont importantes. Coté matière, on vient de tester du PETG GF. Les pièces ont l'air bien rigides, et le PETG résiste mieux à la température que le PLA. Mais ce n'est pas bon marché. A voir peut être pour le support de tête d'impression et les chariots Y ? Je viens de trouver pourquoi mes premières couches étaient très moyennes sur ma T100 N°2 : le support de lit (la pièce dont on parle) frottait légèrement sur le cadre entre z=0 et z=0.5. du coup, les mouvements de dégagement en z étaient perturbés, et la tête raclait de temps en temps. Lit surélevé de 2mm, plus de pb !
-
Ton retour sur l'extrudeur est aussi attendu. Pour ma part, je suis passé par un clone basic de BMG qui donne pour le moment satisfaction. Ayant 3 ou 4 imprimantes qui utilisent ce montage, j'en ai toujours un en stock de rechange. Comme il est fixé sur le châssis en bowden, son poids a peu d'importance. Je préfère largement l'entrainement direct, mais pour la T100, c'est un peu compliqué. Comme prévu, le tube téflon est un peu élastique et il faut trouver les bons réglages, mais ça n'est pas parfait. Sur la T100 N°1, un tube polyamides 6 x 8mm autour du tube téflon a bien gommé ce problème. Bizarrement, ça n'a pas aussi bien marché sur la T100 N°2, sans doute à cause d'un chariot de hotend moins bien ajusté. Ca reste un solution peu couteuse à tester pour rigidifier la liaison entre extrudeur et hotend. Adapter un direct drive serait une solution à tenter, mais on va perdre en capacité d'accélération. j'ai regardé le montage sur la T250. C'est sympa... et peut être adaptable. J'ai aussi testé les coussinets en bronze insert graphite à la place des douilles à billes pour le Y. Je ne vois pas de différences significatives sur la qualité d'impression bien que le jeu soit moindre. L'explication est sans doute dans le montage qui permet facilement d'appliquer une précontrainte réduisant l'effet des jeux. D'où l'idée de rajouter un trou taraudé M3 en face de chaque tige de guidage en X : une petite vis de pression et on peut régler la charge. Ni douilles à billes ni coussinets pour le support de hotend : le guidage est imprimé avec la pièce, puis alésé à la machine ensuite. La forme des surfaces de guidage est bien sur travaillée pour ne pas générer trop de frottements (triple hélice à grand pas). Un peu d'huile, un bon rodage et ça marche très correctement. Par contre, il me faut souvent deux pièces pour en avoir une seule qui fonctionne. Normal : le montage est hyperstatique. Matt le concepteur a beaucoup travaillé sur ces guidages. Difficile je pense de faire mieux.
-
Bonjour. Petite erreur dans mon précédent message : les tiges filetées en Z que j'utilise sont en M6 et non en M8. Aucune critique dans ce que j'ai pu écrire, tes choix sont parfaitement cohérents et expliqués. Comme toi, je suis parti de ce que j'avais par soucis de recyclage et d'économies. La richesse de ce genre de projet vient de la diversité, et chaque réalisation, chaque modification, permettent de comprendre et de faire progresser la "bête". Nous ne sommes pas dans la démarche commerciale qui consiste à produire puis vendre des machines plus ou moins finies, sans évolutions et sans maintenance. Je suis bien sur impatient de voir les impressions réalisées sur ta T100 pour évaluer l'impact de chaque différence. Par exemple, ton choix de 1 driver pour le mouvement en Z est je pense le bon. J'ai testé 2 et 3 drivers pour 3 moteurs, et c'est un luxe qui ne sert au final à rien : le gabarit et la conception du châssis font que l'imprimante ne bouge pas avec le temps, ou très peu. Je ne pense pas que l'utilisation de vis trapézoïdales changent quoi que ce soit à cela, le poids du plateau étant faible. Faire le châssis dans un matériau plus résistant à la chaleur, c'est intéressant (pour fermer l'imprimante évidemment). J'ai hésité pour la troisième. Ton retour est très attendu ! J'ai effectivement repris la conception de tout le châssis pour utiliser des vis agglo. Ca m'a permis de passer un lit de 220 x 220, de réduire le nombre de connecteur puisque j'ai des imprimantes qui passent du 300 x 300 et d'intégrer les longues vis "raidisseurs". J'en ai aussi profité pour doubler les 2 colonnes Z à l'avant par deux pièces réglant la distance entre la partie basse du châssis et la haute. Ca permet de sortir les colonnes de 12mm par le bas à travers les pieds (modifiés eux aussi) et de démonter le plateau sans avoir à tout tomber. Autre petit détail bien pénible : les moteurs Z sont fixés par des vis de 3x40mm d'origine. Les 3x30mm sont bien plus faciles à trouver et moins cher, donc j'ai modifier ça aussi. Plus une multitude de petites choses dont je ne me souviens pas forcément... Je reste bien sûr à l'écoute de ton projet !
-
J'utilise des tiges filetées standards à la place des trapézoïdales, de préférence en inox. Elles sont plus couteuses que les tiges en acier normal mais le filetage parait plus constant. C'est à priori moins précis et reproductible que les trapézoïdales, mais c'est beaucoup moins cher. Autre avantage pour moi, le pas est plus petit, donc un pas moteur représente une petite valeur de déplacement en Z. Du coup, on peut réduire le nombre de micro-pas des drivers des moteurs Z et on gagne en précision / reproductibilité. J'ai en effet constaté à plusieurs reprises que mettre les micro-pas à fond sur l'axe Z induit des erreurs de positionnement. Si vous soupçonnez ce problème, sous Klipper, faites un Probe_accurate avec 10 ou 20 mesures, et vous pourrez peut être voir que la valeur mesurée à chaque touche diminue petit à petit, peu importe le capteur (testé avec BLtouch, capteur inductif et micro interrupteur). Quand on réduit le nombre de micro-pas, la valeur mesurée varie de moins en moins, voir plus du tout. J'en déduis que moins on a de micro-pas en Z et mieux on se porte. Le pas plutôt important des vis trapézoïdales ne va pas dans ce sens. Ce n'est pas forcément nécessaire de couper tes tiges trapézoïdales : percer le bâti supérieur dans l'alignement de la vis (et pourquoi pas y mettre un roulement ?) permet de le traverser et de garder des vis plus longues. Autre avantage, si la vis ne tourne pas rond, ça va tout de suite se voir. Je n'utilise plus de coupleurs souples entre les moteurs et les tiges, que des rigides. C'est un peu plus compliqué à monter/régler, mais ça améliore beaucoup le rendu en Z. Je ne met plus non plus d'écrous métalliques sur les tiges en Z, je taraude directement les pièces imprimées sur une longueur de 1.5 à 2x le diamètre. Cette méthode permet d'obtenir facilement un filetage légèrement serré et surtout sans aucun jeu de renversement. Avec un peu d'huile, ça résiste très bien à l'usure. Sur mes T100, les trois tiges Z sont en M8, et le plateau intègre trois passages à tarauder après impression, conçus "auto-alignant" puisqu'il est très difficile en pratique de tarauder parfaitement vertical et parfaitement concentrique et coaxial. Le BLtouch, ça fonctionne, pas de soucis, même si les clones sont parfois longs à faire fonctionner avec Klipper. J'ai d'autres imprimantes montées avec des capteurs inductifs et ça marche aussi très bien. Pas de pièces en mouvement, c'est rapide, et pas fragile. Avec les plateaux en verre, c'était un problème, mais qui imprime encore sur du verre aujourd'hui (moi, ok, mais de moins en moins) ? Je pense que remplacer le BLtouch par de l'inductif pourrait apporter un plus. J'ai également rajouté des petites "fenêtres" dans le cadre haut pour pouvoir coller des radiateurs latéraux sur les moteurs X / Y. Emboités de la sorte dans la structure, ils ont tendance à chauffer et le PLA se ramolli vite à la chaleur. Toujours à propos du cadre, j'ai remplacé tous les inserts filetés d'assemblage par des vis agglo de 3x20 ou 30 (en majorité). Je trouve ça aussi solide et plus facile à monter. Pour moi, le plus long a été le câblage (mise à part l'impression, mais là, ce n'est pas moi qui travaille !). Il n'y a pas beaucoup de place pour l'électronique finalement, et pas grand chose de prévu (normal vu la diversité des montages possibles). Pas grand chose de prévu non plus pour le passage des câbles. Rien que pour la tête d'impression, on a besoin de 13 ou 14 fils sans l'accéléromètre (en USB chez moi). Patience et minutie ! La config Klipper prend aussi du temps si vous voulez du "all inclusive" avec auto-nivellement, tous ventilateurs contrôlés, carte mère 6 drivers (donc un peu exotique), Clone de BLtouch, éclairage contrôlé, caméra vidéo ...etc. Un truc qui manque à la T100 : un support pratique pour la bobine. Pour terminer, un grand merci à Matt le concepteur pour cette petite machine qui fonctionne à merveille !
-
Bonjour. Mon retour après la construction de 3 T100 modifiées pour recevoir des plateaux de clone de prusa I3 (220 x 220 en gros). J'ai tout de suite remplacé les tiges de 8mm pour l'axe Z par du 12mm. Première raison à cela : c'est ce qui règle la géométrie du châssis. En plus de ne pas être très rigides sur une telle longueur, j'ai eu peur qu'elles vibrent / flambent lors des fortes accélérations. Deuxième raison : je n'ai pas réussi à avoir un guidage vraiment correct et libre avec le jeux (nécessaire, sinon, hyperstatique !) des douilles à billes. Je pense que le guidage fortement en porte à faux n'arrange rien. Des douilles longues améliorent les choses. J'ai pris des douilles de 12mm et 50mm de long. Evidemment, il faut modifier le plateau, on perd en course Z, mais c'est rigide et ça guide ! Pour les axes Z donc en 12mm, je n'avais rien sous la main. J'ai pris une douille avec moi et je suis allé acheter du tube alu dans le magasin de bricolage du coin (faut trier les tubes car la cote de 12mm est très approximative). Le truc à ne jamais faire : les billes marquent l'alu et ça ne fonctionne rapidement plus du tout, je le sais. Mais pour faire un test d'assemblage, ça peut suffire. A ma très grande surprise, ça fonctionne à merveille depuis 6 mois avec juste un huilage régulier. Les tubes sont bien marqués mais ça ne coince pas et ça ne prend pas de jeu. Coup de bol ? J'ai retesté sur la deuxième, et ça semble prendre le même chemin. Donc, ne faites pas comme moi, même si à priori ça marche. +1 pour le plateau monobloc. Le modèle initial assemblé marche, mais il doit être imprimé avec support pour des faces de référence et la géométrie assemblée est limite à mon gout. => achat d'une SV08 ! J'ai pris des moteurs récupérés sur une vieille imprimante. Je ne connais même pas leurs références, mais ça fonctionne pour des accélérations raisonnables. Je ne cherche pas à pulvériser des records de vitesse, mais plutôt des pièces précises. Ajouter de la rigidité au cadre est un reflexe naturel hérité de vieilles habitudes de conception. On fait gros, on fait solide, et ça sera bon. C'est généralement vrai, en particulier pour les machines outils. Pour une imprimante 3D où il n'y a aucun effort à appliquer, Il faut juste que la structure résiste aux inerties des mouvements. Moins c'est lourd au niveau des pièces en mouvement, mieux c'est. La T100 a été conçue pour avoir des masses en mouvement faibles grâce entre autre aux pièces imprimées. Elle n'aurait donc pas besoin d'une rigidité énorme. Le concepteur explique que seul le plateau a besoin d'être plus rempli pour être plus lourd, et il redoute plus la propagation des vibrations que le manque de rigidité (cf tiges de 8mm pour les guidage Z). D'après les essais en vibration et les tests des différents algorithmes de limitation, il semblerait que le cadre se comporte différemment d'un cadre rigide et "absorbe" les vibrations pour éviter leur propagation. Ce serait un des secrets de la réussite. Alors rigidification ou pas ???? Etant de la vielle école, j'ai rajouté des trous traversants de 5 millimètres pour y visser des vis à agglo 6 x 100 (ou plus) servant d'insert de rigidification, et renforçant les assemblages. Est ce que c'est une bonne idée ? Je n'en sais rien. Par contre, j'ai rajouté des trous sur le support de la hotend pour y fixer un accéléromètre. D'origine, ce n'est pas trop possible. +1 pour les courroies renforcées. J'avais acheté il y a longtemps des courroies renforcées avec des fils métalliques. Aucune des mes imprimantes n'ont jamais pu les supporter. Sauf la T100 ! Et c'est redoutable. Les courroies vibrent beaucoup moins en utilisation. Comme toi, je me suis posé beaucoup de question pour la hotend. Finalement, un clone d'E3DV6 avec une buse longue me suffit (débit maxi autour de 20 - 25mm3/s). En fait, j'imprime des couches de 0.2mm d'épaisseur au maxi avec une buse de 0.4mm pour avoir de belles pièces. Avec cette hauteur de couche, il faut une très grande vitesse pour arriver à la limite de débit. L'imprimante étant petite, les pièces imprimées le sont aussi, et les longs trajets sont finalement assez rares. L'imprimante travaille souvent en accélération/freinage et pas à pleine vitesse. Je suis souvent plus embêté par les PLA qui supportent mal les hautes vitesses que par la limitation de la hotend. Pour moi l'évolution la plus importante a été le passage à 3 moteurs / vis pour le réglage de Z. Avec seulement 2, ça ne marche pas assez bien, et ce n'est pas stable dans le temps. Avec une carte 6 drivers, on peut faire en plus du nivellement automatique. Le luxe ! En pratique, ca ne sert à rien : une fois bien réglé, ça ne bouge plus pendant des mois.
-
Allez y, foncez ! Depuis, une deuxième est arrivée avec 3 moteurs Z indépendants possible grâce à vieille une carte mère Tango v1.1 (connue pour être très peu fiable...), un clone d'E3DV6. Ca commence à approcher les 180 à 200mm/s avec une qualité très correcte, toujours en recyclant une Itopie cette fois. Le design est ici : https://cults3d.com/fr/modèle-3d/outil/imprimante-3d-the-100-version-recyclage-evolution-3-points-z Une troisième plus haute avec une conception diminuant le nombre de pièces, d'assemblages et de vis est en cours de montage. Certaines pièces passent en PETG pour pouvoir monter un peu en température dans la zone d'impression. Après plusieurs mois d'utilisation, je reste assez mitigé sur le BLtouch. Ca fonctionne bien même si les clones sont parfois un peu dur à adapter à Klipper, mais le capteur inductif reste à mon avis plus rapide et moins fragile. Ensuite, la conception de la T250 est en cours de modification et la fabrication pourrait suivre, mais c'est une autre histoire.
-
Tout le monde cherche à se gaver d'une façon ou d'une autre, et tous nos politiques sont en tête du cortège. Les taxes ne serviront qu'à les engraisser un peu plus, au propre comme au figuré. La vignette auto (je sais : c'est vieux !), les réformes des retraites (Promis : c'est la dernière...), la taxe sur les disques durs, la taxe d'éco recyclage, la CSG, l'amiante, la TIPP, et j'en oublie. C'est le même coup à chaque fois : on nous promet les retraites, les hôpitaux, l'éducation, les services publiques, les transport en commun, la planète ...etc, mais rien ne vient jamais et tout se dégrade. C'est ainsi. De toute façon, on n'aura pas le choix puisque tout vient de chine. Si on passe par Amazon, c'est quasi x2 par rapport à ali, et si on trouve un revendeur français, on est plutôt à x4 ou plus (parfois beaucoup plus). Plus on augmente le nombre d'intermédiaires (qui ne servent souvent à rien), plus on augmente la facture. Si on groupe les commandes, 3 ou 5 euros par colis, ça ne changera pas la compétitivité du direct china. Ca sera juste un peu plus cher. Rappelez vous de Bob des guignols de l'info (heureuse époque), c'est lui "qu'à eu l'idée" : ils ne peuvent pas payer beaucoup ? C'est pas grave, ils paieront longtemps.
-
Bonjour. Comme j'aime bien les deltas et que j'ai une petite Q5 toujours vaillante, j'ai commencé à regarder du coté des dernières FLSUN, S1 et T1 en particulier. Et là, surprise ! Autant les SR et V400 semblent satisfaire beaucoup de monde, autant les retours sur les S et T sont mitigés, voir franchement négatifs : qualité d'impression médiocre, pannes à répétition, SAV calamiteux, problèmes récurrents, firmware approximatif, montage douteux. Il est aussi difficile de trouver un test de la dernière T1 max, ce qui n'est pas très bon signe. Je sais bien que les mécontents sont toujours bien plus visibles sur internet que les utilisateurs satisfaits, donc je me tourne vers vous pour avoir des retours. Vous pensez quoi de ces machines après les avoir vraiment utilisées ? Les upgrades FLSUN sont elles efficaces ? La fiabilité est elle au rendez vous ? Le support des premiers modèles ne semble pas assuré. Le firmware développé par "guilouz" apporte t il vraiment quelque chose, car si la base est mauvaise, ce n'est pas le firmware qui pourra faire des miracles. Au final, une T ou S se trouvent d'occas quasi au même tarif qu'une kobra S1, une centauri ou une SV08. Vous choisiriez quoi ?
-
Transformer une Prusa MK2S upgrade en MK2S+ avec caisson en bois
Nossolov en réponse au topic de LesImprimantes3D.fr dans Les news du blog
Bonjour. Impressionnant, c'est bien le mot ! Et tout en analogique "à l'ancienne". On a un peu oublié aujourd'hui qu'il n'y a pas de bugs de programmation en analogique. Pour les sécurités, c'est bien mieux. La conclusion est aussi très lucide : c'est une amélioration hors de prix au regard du tarif des imprimantes neuves aujourd'hui. Mais la maitrise totale de la machine n'a pas de prix. -
Le coin des deltas (rubrique oubliée)
Nossolov en réponse au topic de divers dans Le coin des Deltas
Bonjour. J'ai 3 deltas : Ma première, une Rostock maxi (faite main en bois, acier et alu) sous klipper, une flsun Q5, et une emotiontech originale passée sous klipper avec une carte SKR (la carte d'origine a brulé ... avec l'alim !). La rostock, c'est un monument de plus d'un métre de haut. Rachetée en pièces à quelqu'un qui n'a pas pu la finir, j'aurai mis plus de 6 mois pour la faire imprimer. A l'époque, klipper commençait juste à prendre les deltas en charge. Elle restera la première a avoir franchi les 100mm/s chez moi. Filament de 3mm (bien meilleur que le 1.75mm pour les montages bowden car beaucoup plus rigide), extrudeur double drive à réduction 1/11 fait maison (pour du fil de 3mm, ça n'existait pas et c'était indispensable), rotules magnétiques (donc sans jeu), bras carbone, moteurs 400 pas, Jhead (une vraie !), raspberry Pi intégré. Une bête qui produisait des pièces de très bonne qualité. Elle ne tourne plus depuis au moins 2 ans, mais elle est restée sur le bureau. La Flsun est restée "stock". Elle marche très bien comme ça. L'EmotionTech, c'est une folie. La restauration aura couté plus cher qu'une imprimante d'occas identique mais tant pis. SKR1.3, un client léger Itium 4030 comme cerveau (à la place du Raspberry), extrudeur "retourné", une alim PC pour tout le monde. Pour l'instant, je plafonne à 80mm/s, mais ca marche et en WiFi svp ! Effectivement : quand on aime, on compte toujours trop tard !