


patochefrench
-
Compteur de contenus
38 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par patochefrench
-
C'est bien le fichier stl qui est Mer...que
-
@fran6p Merci , bon pour le Max du TempBed , c'est OK , je peux le bouger directement sur l'imprimante , par contre impossible de faire le PID du BED , malgré le fait d'avoir bien activé les paramètres , quand je lance l'autotune , il se plante à la première remontées d'info Dans Cura 4.2.1 il y a des choses bizarres , je viens de voir qu'il m'a désactivé la rétractation et quand je découpe une pièce il m’enlève au moins 3 couches !!!! est ce un problème du fichier stl , ou Cura ( Voir Photo )? Si non les pièces imprimées sont de plus en plus belle , enfin
.thumb.jpg.bd202bd45d3a5fa9a6d0248d9ae08942.jpg)
-
@fran6p C'est bon PID fait pour l'extruder , Compilé et injecté , je ne connaissais pas ce truc ,et qui est assez important en fin de compte , par contre je voulais le faire pour le BED car j'ai des problèmes de warping malgré la laque ,et j'ai du activé la protection du bed dans le Marlin mais Où ? Et quel G-code pour lire les valeurs du PIDTEMPbed ? et dans mes questions quand je modifie la température du Bed manuellement en passant par le menu de l'imprimante je n'arrive qu'à la valeur MAX de 105° et pas moyen d'augmenter cette valeur , pareil où est elle fixé cette valeur ?
-
Upgrade Ender 3 - V1.1.5 (Rendre l'Ender 3 silencieuse)
patochefrench en réponse au topic de ull dans Creality
J'ai jeté un œil sur cette carte qui me parait forte intéressante , de plus les Addons me paraissent encore plus intéressant , voici ce que j'ai trouvé https://fr.aliexpress.com/item/4000068088326.html?gps-id=7189084&scm=1007.14677.110221.0&scm_id=1007.14677.110221.0&scm-url=1007.14677.110221.0&pvid=f2926f94-48a1-46d4-9346-862c5c476370&spm=a2g1y.promotion-20181111.promoteRecommendProducts_32138348.13 Qu'en penses tu ? puisque compatible ENDER 3 -
Question : ayant un 3D TOUCH en réserve pour ma Geeetech I3 , puis je le réutiliser sur la EnDer 3 ? en sachant que j'ai commandé le kit avec tous le connecteurs , la clef etc En regardant les deux capteurs seul le bout détecteur change , l'un en plastique l'autre en alu pour moi
-
- OK je vais vérifier les températures et celle lu par mon thermomètre je viens de voir où les g-code étaient inscrit dans Cura , je me posais la question justement , induit par la sélection de l'imprimante En G-Code de démarrage voilà ce que j'ai G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F9000 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F9000 ;Put printing message on LCD screen M117 Printing... Et en G-Code de Fin M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F9000 ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning
-
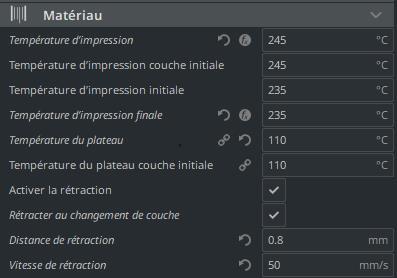
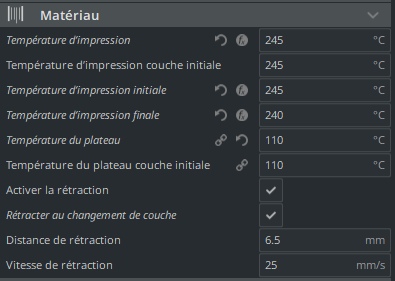
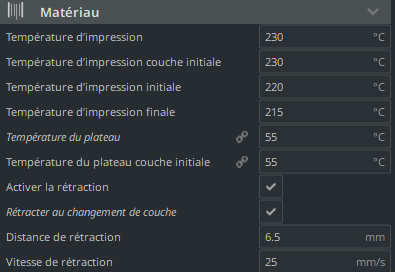
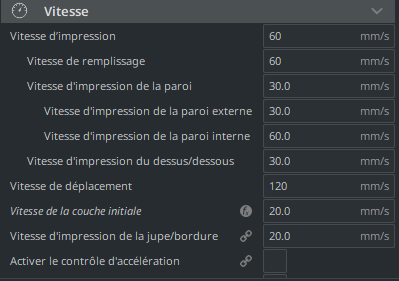
@fran6p - Pour le 10° de moins C'est CURA qui modifie la Valeur J'ai du recopier cette valeur sur une vue du forum , Je modifie , mais est ce bien de mettre 245° (conseillé entre 210 à 250°)? - Pour le calibrage de la buse , pas fait , je regarde de suite ,mais est ce que ces valeurs peuvent être mis en dur dans le Marlin , car j'imprime toujours à partir d'une carte SD - Pour la vitesse j'ai fait un test à 40mm/s j'avais le défaut avec du 2mm de retract. , donc en modifiant à 0.8 j'ai augmenté la vitesse pour voir le rendu , je vais essayé à 1 mm et 25mm/s , pareil j'ai du pomper ces valeurs sur des tests fait dans le forum , je fais des captures d'écran dans Cura à chaque modif , histoire de ne pas toucher dans le vide - Pour l'ABS , marquage dessus , acheté chez Grossiste 3D , il pue assez pour être sur que c'est de l'ABS , maintenant la qualité , Hic , là d’après les dires c'est correct
-
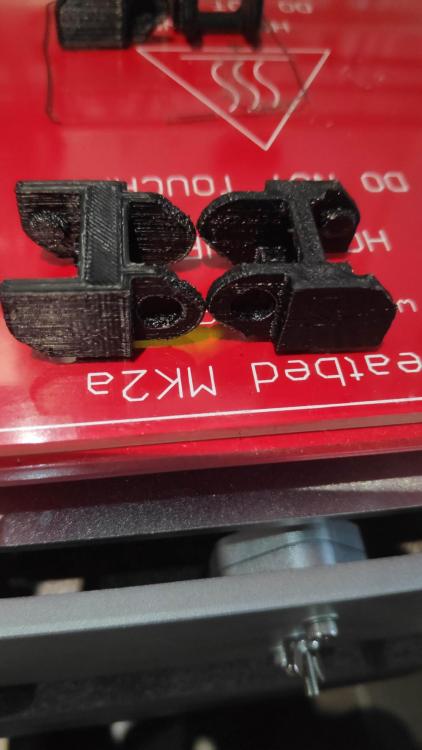
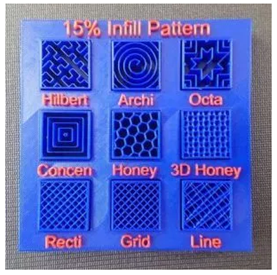
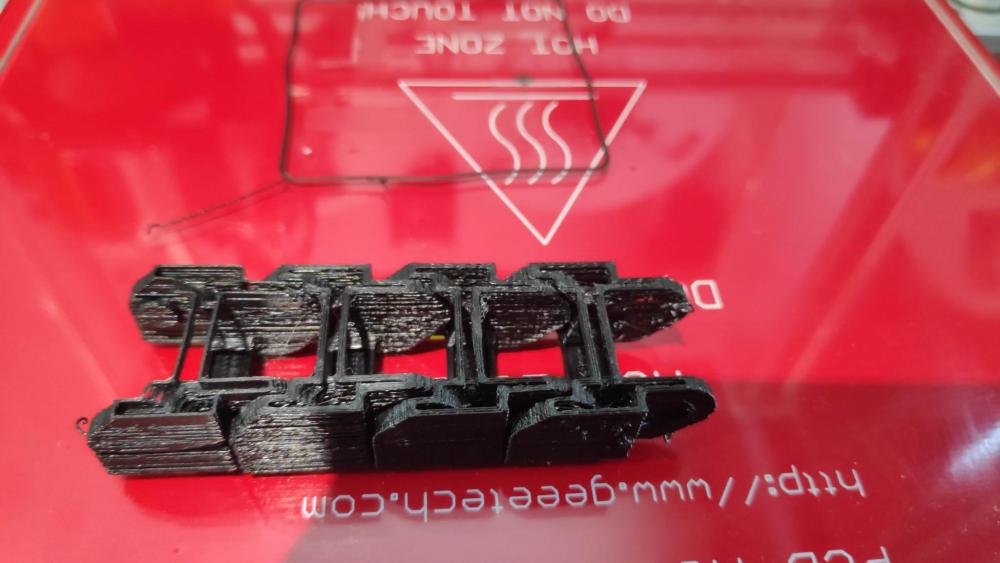
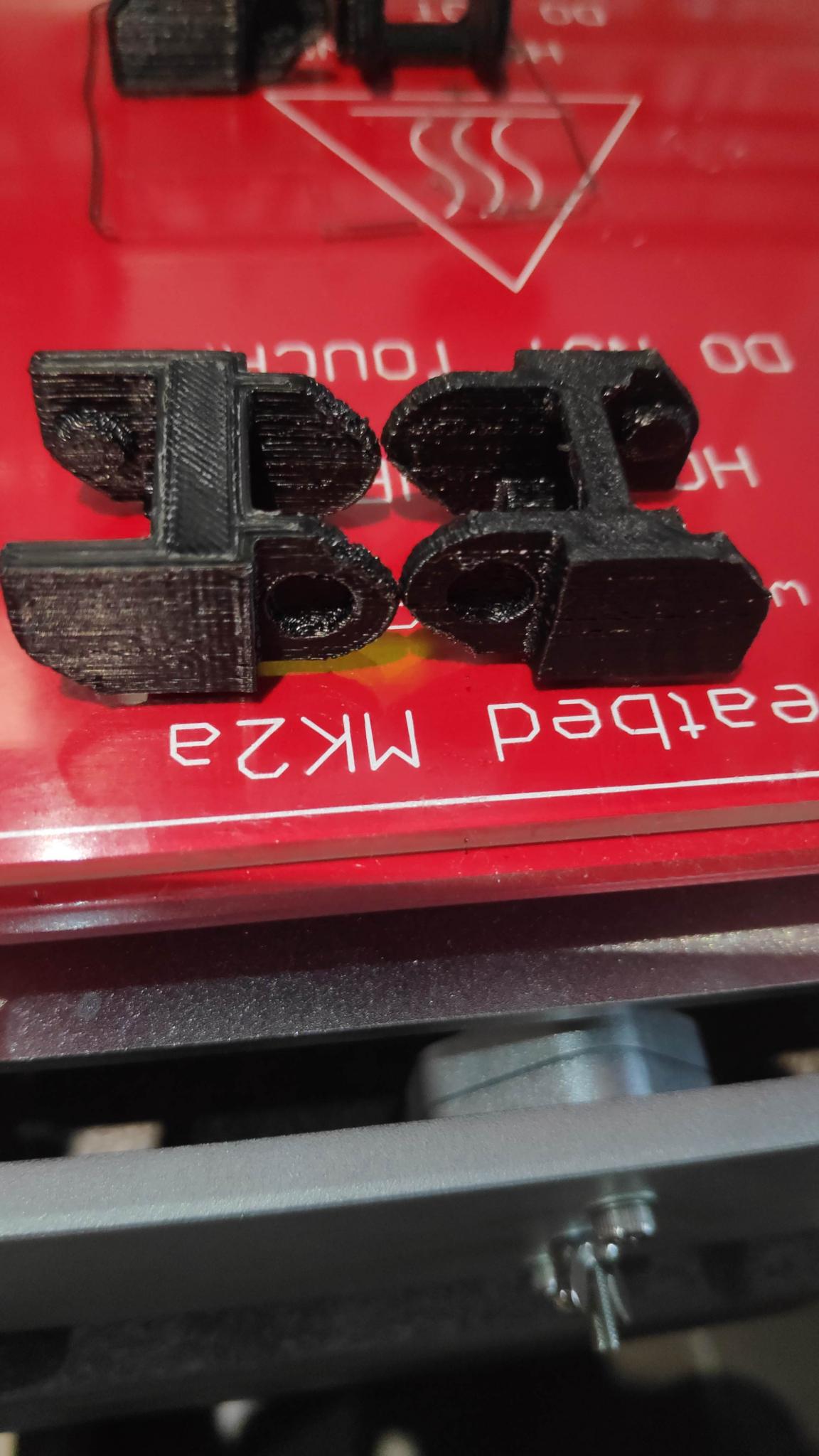
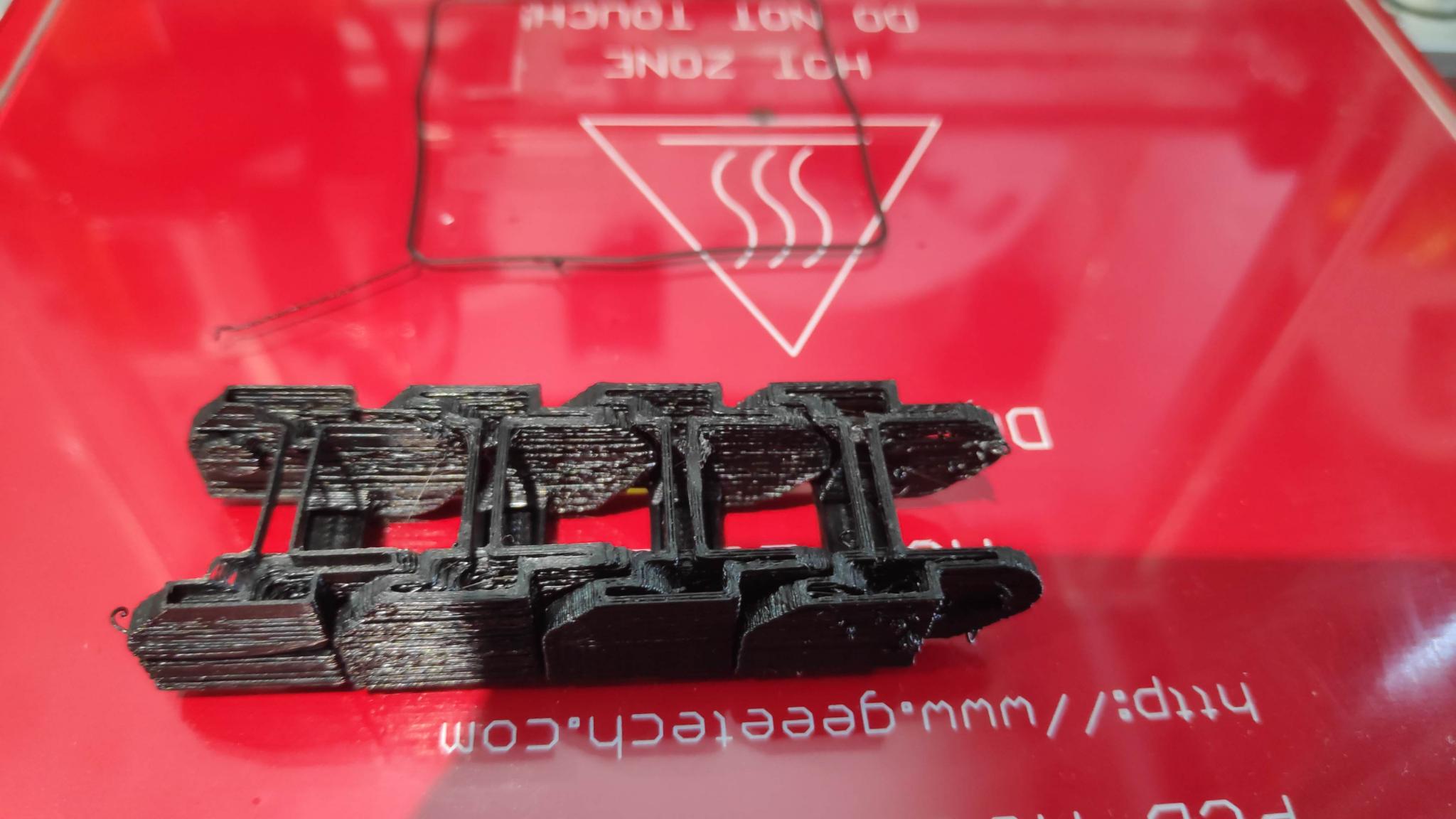
@fran6p Aprés la modification de la vitesse et la distance de rétractation on commence à voir une différence , J'ai en partie compris le probléme , la buse vient chauffer la pièce , il faudrait un temps de consolidation avant la couche suivante pour une pièce de faible épaisseur.Là j'ai fait imprimer deux piéces différentes en même temps sauf quand la buse a travaillé sur la partie fine ( il a fondu un peu à chaque passage , la couche précédente Pareil pour certain aplat en biais on voit un dépôt filandreux (photo 1) , le reste est correct , enfin pour moi ai je une température trop élevé ou vitesse ? Par contre certaine pièce manque de solidité , elle casse (Photo 1 les bouts )


-
@fran6p Bon c'est un peu mieux , mais pas ce que je veux !!!
-
Une question comme je suis aussi en cour de modif d'une Ender 3 acheté d'occase, qu'as tu comme carte mére ? moi creality 1.1.4
-
(@fran6p) Dans ma navigation j'ai récupéré cela , si cela peut aider Comme je suis un peu fou , je me suis aussi offert un Creality Ender 3 , en court de modification , car acheté d'occase
-
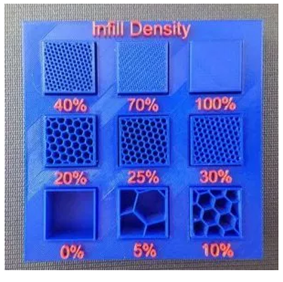
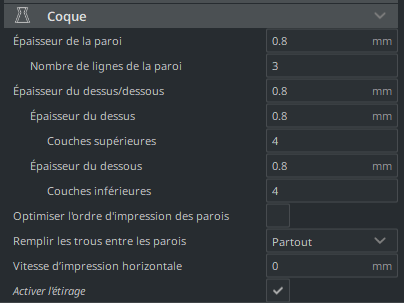
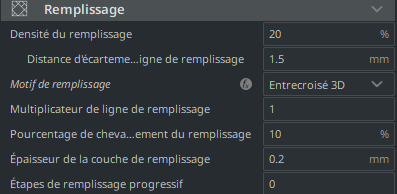
Oups , j'ai le clic de modif un peu fou , voilà la modif faite dans Cura C'est Geeetech I3 Aluminium et le filament rentre directement dans l'extruder , pas de teflon , c'est encore la tête d'origine Pour avoir un bon remplissage dans la coque quelle serait le paramétrage à modifier ?
-
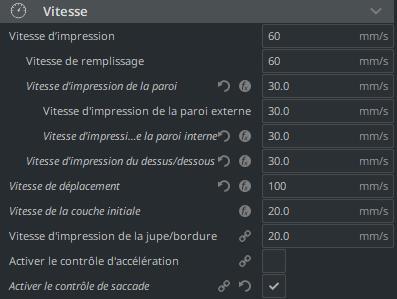
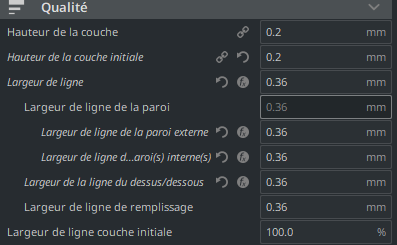
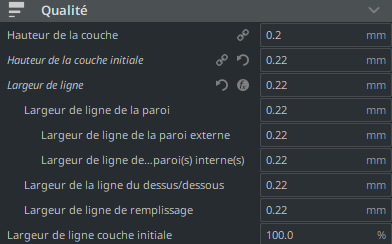
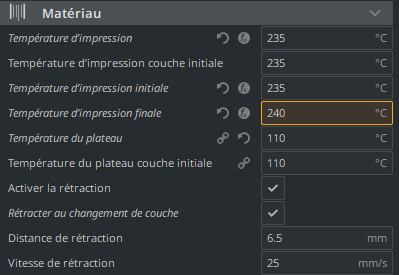
OK , effectivement je bouge trop de paramétre Copie d'écran en double ; c'est bien 235° dois je pousser à 240°? Voici le panel Qualité modifié
-
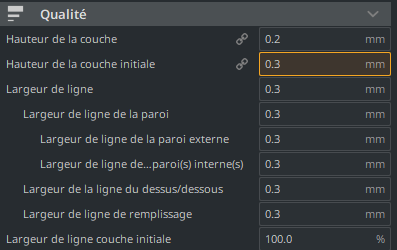
Le probléme c'est qu'à chaque essai je retouche les parmétres et là un peu trop à mon avis , voilà le résultat plus que catastrophique Voilà les paramétres de Cura 4.2.1 Buse 0.3
-
exact pour Palace Et effectivement je vais la mettre dans un caisson fait à base de tablette IKEA Par contre je viens de faire ma première impression en ABS , cela a bricolé avec le plateau , pas assez chaud je pense 100° mais j'ai un souci avec les plans inclinés , est ce encore un réglage ?

-
C'est bien la croix de calibration Z Effectivement j'ai décoché cette option car pas encore de Ventilo pour le refroidissement du filament au niveau du Bed Je vais refaire les tests avec les nouveaux Steps modifié par le fichier XLS Pas de souci je suis tenace , je l'aurai comme dit la PUB !!!!!! Une question : Tous les ajouts sur l'imprimante (Guide fil , support bobine ,etc ) faut il les faire en PLA ou en ABS ?
-
C'est bon tout est OK voici une photo de l’évolution avant et après réglage et c'est pas fini Peut on avoir une surface parfaitement plane (sans stries) avec du PLA ? Une fois la calibration terminé avec la Croix , je vais attaquer l'ABS , dans tout les cas le forum m'a apporté énormément dans la connaissance sur l’impression 3D Longue vie à ce Forum Par contre pour le calibrage de l'Axe Z , j'ai un problème sur le bout , une déformation , je sais que mes câbles ont un peu bloqué la monté , mais je ne comprends pas
.thumb.jpg.55ed8c868472df5244b2d4f7bd09b903.jpg)

-
Ma première pièce est catastrophique , pas de consistance , on voit à travers , en démontant le radiateur en face de l'extrudeur , quand je demande 1mm de déplacement de fil dans l'extruder , c'est OK par contre quand je demande 10mm ou plus (calibration 150mm) le moteur tremble et le fil n'avance pas Une idée ? je penche pour un couple moteur mais pas sur ! Extruder Bouché !!!!! , un boulet
-
Pas exactement je vais essayer de le récupérer sur la machine , car sérieusement je ne comprends pas pourquoi on ne peux pas le faire Là j'ai récupéré un espèce de Firmware sur le Forum Geeetech pour une sanguinololu et je l'ai bidouillé à ma sauce , pour l'adapter à la prusa , bon cela fonctionne bien , reste à chercher les bons réglages car ma première pièce est un ramaci de fils , bref cela ne ressemble pas trop à un bouton pour potar
-
Maintenant que j'ai pigé le fonctionnement je vais enfin pouvoir m'amuser avec , et modifier le marlin pour le fignoler à ma sauce je mettrais le fichier modifié , en tout cas le marlin que j'ai mis est le bon pour la Geeetech Prusa i3 Alu , si quelqu'un en cherche un c'est le bon
-
Merci , j'ai maintenant un déplacement correct de l'axe Z , Youpi , je pouvoir faire mes premiers essais
-
Merci de cette subtilité que je ne connaissais pas , et du coup effectivement modif pris en compte , Yeah !!!!!!!!!!!!
-
Pas d"inquiétude c'est fait avant téléversement , habitude de vieux développeur , mais il y a un bon moment
-
Dans quel ordre pour les manips ? Je télécharge dans l'impr j'envoie le GCODE M502 Puis le M500 ET reboot ?
-
OK mais où je ne comprends pas c'est que j'ai beau modifier la valeur , rien de ne se marque dans les paramétres de l'imprimante Je modifie ces valeurs dans configuration.h ensuite aprés téléchargement , reboot de l'impr Marlin.zip
.jpg.a145d4fd95d790b8fa2c9cd9abd81850.jpg)

.jpg.1c4713ec3652365137f87830dc8d20f9.jpg)
