lion02
-
Compteur de contenus
1 788 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
13
1 abonné

Visiteurs récents du profil




Récompenses de lion02
")





-

Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
Je regarde pour les fichiers du chariot x -
Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
Pion centage chariot Y 10mm-1 v3.stl Pion centrage chariot Y 5mm-1 v3.stl Chariot Y (V2) horizontal hypercube-droite-gauche-22 v4.stl Partie 2 chariot Y horizontal hypercube-droite-gauche-misumi 19mm-02 v1.stl Carriage barre honrizontale hypercube capot Y un demiemisumi 19mm-2 v1.stl J'ai retrouvé ces fichiers version v3 Chariot Y (V3) horizontal hypercube-droite-gauche-25 v3.stl -
Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
Oui j'ai mes deux imprimantes qui sont équipées. -
Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
Ok je vais te mettre les fichiers -
Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
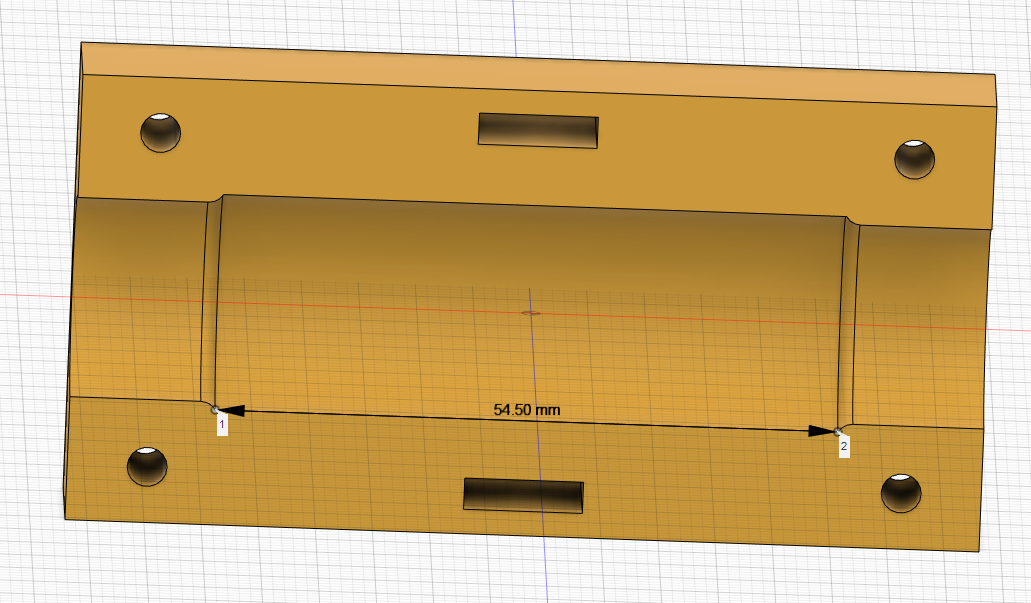
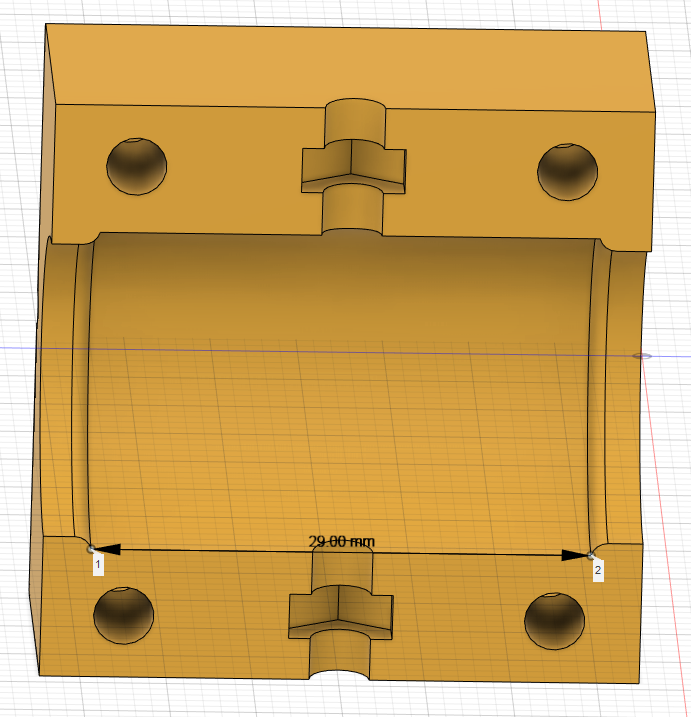
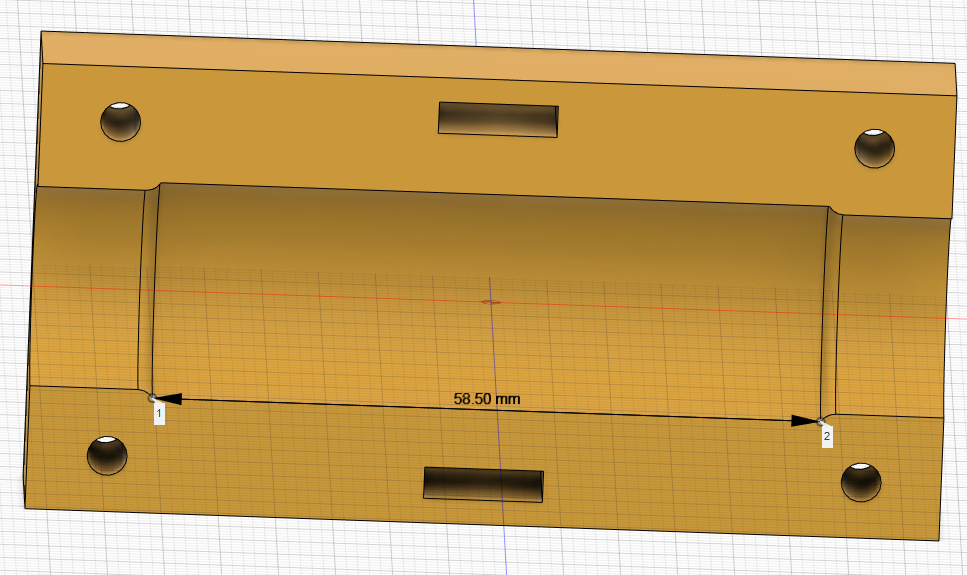
Jai deux versions avec deux roulement de 29mm ou un de 54.5mm c'est ça que tu veux ?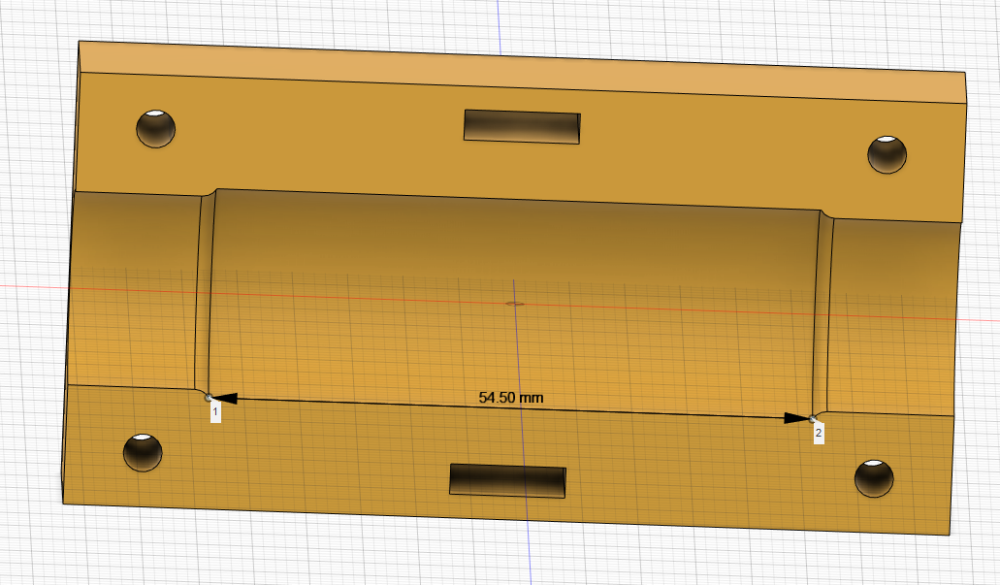
-
Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
Bonjour, Je regarde si j'ai cette pièce. -
Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
N’hésites pas si tu as de questions -
Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
la suite-2 Cale pour optique chariot X-6 v4.stl Cale pour capteur optique min chariot X partie A-10 v1.stl Cale pour capteur optique max chariot X partie A-10 v1.stl Support chaine câble chariot x-2 v3.stl Cale X 2 pour courroie chariot X-3 v1.stl Pion centrage chariot Y 5mm-1 v3.stl Pion centage chariot Y 10mm-1 v3.stl Rondelle support charriot X chemain câble-1 v2.stl Support chaine câble chariot pour 3030 charioit x horizontal x-V1 v4.stl Languette optique profile 30mm charriot y-6 v4.stl Petit recentrage du LLU de 0.25 sur ces deux pièces, pas d'incidence mais j'ai corrigé: Partie 2 chariot Y LLU10 horizontal hypercube-droite-gauche-misumi 55mm-02 v3.stl Carriage LLU10 barre honrizontale hypercube capot Y un demiemisumi 55mm-2 v3.stl Suite et fin Cale pour capteur optique chariot X partie B-7 v1.stl tendeur courroie GT2 chariot X-3 v1.stl Double pipe sans bouchon refroidissement version finale-7 v1.stl refroidissement bis hotend bis-23 v4.stl Partie 2 chariot Y LLU10 horizontal hypercube-droite-gauche-misumi 55mm-02 v3.stl Carriage LLU10 barre honrizontale hypercube capot Y un demiemisumi 55mm-2 v3.stl -
Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
Oui option roulement court ou long @assniok Regarde déjaà pour ces 3 pièces. Partie 2 chariot Y LLU10 horizontal hypercube-droite-gauche-misumi 55mm-02 v1.stl Carriage LLU10 barre honrizontale hypercube capot Y un demiemisumi 55mm-2 v2.stl Chariot Y (V3) horizontal hypercube-droite-gauche-25 v1.stl -
Chariot X/Y compatible hypercube avec BL TOUCH
lion02 en réponse au topic de lion02 dans Projets et impressions 3D
Tu veux faire le chariot a l'horizontale c'est ça, avec E3DV6 . j'ai deux options pour les roulements linéaire, tu me diras. Je te mettrai les STL a dispo -
MARLIN 2.1.2 avec double Z
lion02 en réponse au topic de lion02 dans Paramétrer et contrôler son imprimante 3D
Un grand merci, je regarde tout et je lance une compilation. Désolé mais je ne suis pas un pro de marlin et en plus je fais des erreurs sur les références des TMC . Encore merci pour ton aide car pas grand chose sur internet a ce sujet. -
MARLIN 2.1.2 avec double Z
lion02 en réponse au topic de lion02 dans Paramétrer et contrôler son imprimante 3D
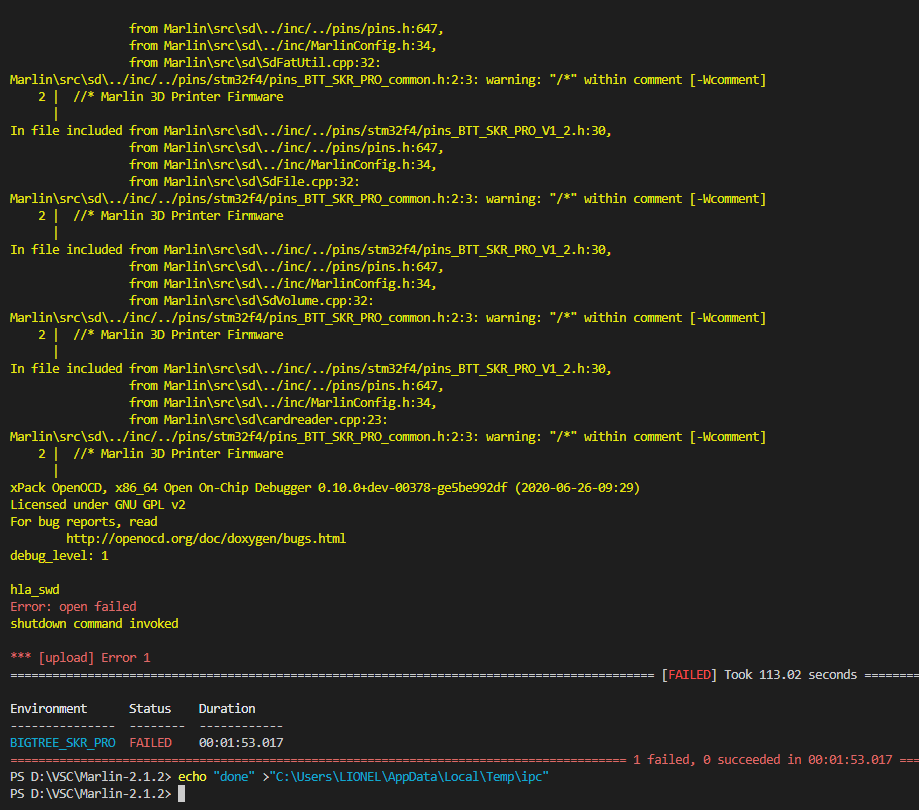
Oups la je crois que je fatigue ................... Bon ça compile avec une erreur et beaucoup de commentaires en jaune. Je n'utilise pas E1 j'utilise juste E2 pour le deuxième Z. je joins le fichier pins pins_BTT_SKR_PRO_common.h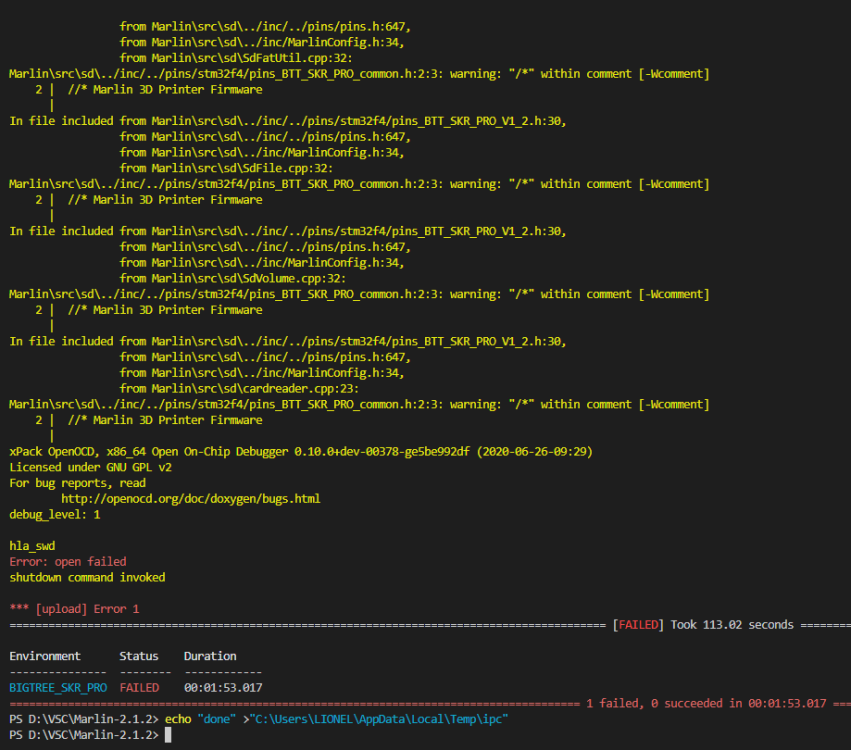
-
MARLIN 2.1.2 avec double Z
lion02 en réponse au topic de lion02 dans Paramétrer et contrôler son imprimante 3D
c'est le seul endroit que je n'avais pas fait J'ai activé Z2 mais serial1 devient quoi ?? j'ai mis mes fichiers et merci pour ta patience platformio.ini Configuration.h Configuration_adv.h pins_BTT_SKR_PRO_common.h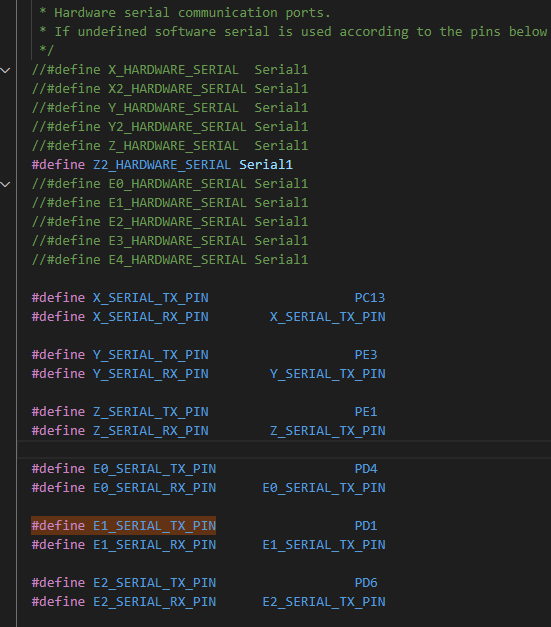
-
MARLIN 2.1.2 avec double Z
lion02 en réponse au topic de lion02 dans Paramétrer et contrôler son imprimante 3D
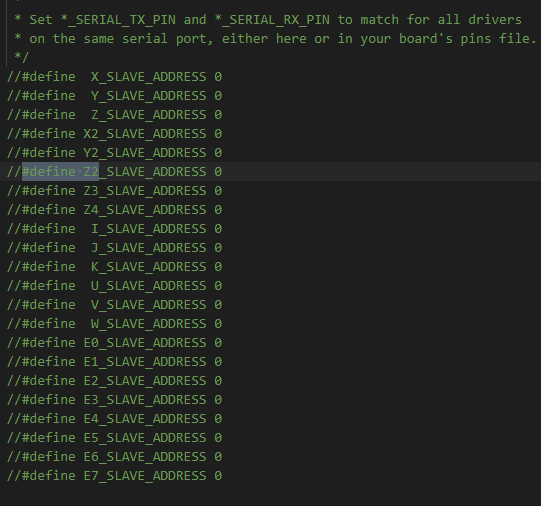
ce qui m’inquiète c'est que svc ne trouve pas ces lignes et moi non plus. Ni dans configuration, ni dans adv.h ou alors je me fais trop vieux
-
MARLIN 2.1.2 avec double Z
lion02 en réponse au topic de lion02 dans Paramétrer et contrôler son imprimante 3D
Merci pour ce premier retour, effectivement j'ai inversé tcm et tmc mais ça ne change rien. J'ai la carte bigtreetech skr pro v1 1 qui fonctionne très bien avec la compilation actuelle de marlin 2.0.5 En ce qui concerne l'UART tu parles de ça, je n'ai pas souvenir d'avoir fait de config dans marlin 2.0.5 Je ne trouve pas //#define E1_SERIAL_TX_PIN PXXX //#define E1_SERIAL_RX_PIN E1_SERIAL_TX_PIN