Premium
-
Compteur de contenus
189 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Premium
-
Oui
-
Il y a une nette différence lorsque la plaque est nettoyée avec du savon liquide. Par ailleurs, le but du savon liquide est de nettoyer et pas de parfumer, donc on peut imaginer que propre c'est propre et en tous les cas dégraissé. Même si je ne touche pas la plaque de mes mains, il y a après un lavage tout de même une grosse différence d'adhérence.
-
Alors, le test Une impression de 3 secondes, le temps affiché par le trancheur : 8:01 Impression machine froide tout en mode auto : 6:45 (de bip à bip) Attente 10 minutes (refroidissement) Impression machine un peu plus chaude dans les mêmes conditions : 6:27 Attente 10 minutes Mise off du nivellement et de la calibration : 6:13 Le temps effectivement gagné dans le meilleur des cas est de 14 secondes, pas de quoi s'en priver. Par contre sur ma Witbox c'est invariablement moins de 2 minutes, ce qui représente une différence appréciable pour des impression très courtes. Note : je suis parti pour le premier test avec un fil chargé mais l'imprimante enlève systématiquement le fil pour le recharger, ce qui explique peut être la différence de temps entre le premier test et le second.
-
J'ai bien essayé mais on ne gagne que quelques secondes A la réflexion, en fait je n'en sait rien car le temps affiché ne change pas si je décoche les cases mais il est possible que le trancheur ne le recalcule pas. En observant le g-code, coché nivellement et calibration ou pas, ne change rien au g-code généré. En fait j'imagine qu'en décochant les cases c'est le fichier qui va être envoyé à l'imprimante qui va changer à ce moment et c'est pour cette raison que le temps ne change pas. Demain je ferais un test avec un chrono afin de mesurer le véritable changement.
-
C'est justement l'affaire de chacun, j'imprime régulièrement de nombreuses petites pièces qui demandent 3 minutes sur ma Witbox et 10 sur la P2S. Sur ces types de pièces la P2S ne va pas plus vite qu'une ancienne imprimante. En fait ca dépend véritablement de ce que l'on imprime, 1h pour moi c'est une grosse pièce et les 7 minutes n'ont alors pas d'importance.
-
En effet, mais chacun à ses propres problématiques à gérer et la complexité de Bambu Studio n'a pas que des avantages, du moins en première lecture. Par exemple, 7 minutes de temps de démarrage d'une impression pour un test ou une petite pièce, pénalise gravement les performances globales de l'imprimante. Par contre, si l'on prend le temps de suivre les formations en ligne, on se rend compte de la puissance de Bambu Studio qui peut véritablement s'adapter à des tas de situations particulières.
-
Ce n'est pas ce qui est écrit sur le wiki Bambu Par contre, le support de l'ams ne sera pas possible et il faudra se créer des profils spécifiques afin d'avoir un résultat acceptable. En gros ce que j'en retire c'est que les fonctions habituelles seront effectivement compatibles, mis à part certaines spécificités de ces imprimantes. Le g-code n'est pas spécifique, il est juste complété de certaines fonctions "propriétaires", comme pour de nombreuses imprimantes d'ailleurs. Tant que les éditeurs n'auront pas fait de profils pour la P2S, la compatibilité ne sera pas parfaite. L'A1 mini a par contre un profil spécifique pour Cura
-
Oui, l'imprimante est utilisable sans internet. Il y a un port USB qui permet de mettre une clé qui sera sa source pour imprimer On peut utiliser un slicer tier mais tu perdras quelques fonctions spécifiques à Bambu
-
Essayez donc avec un smartphone, elle ne fait que 50Mp... En fait cette image fait 51Mo réduite ici à 9,5mo qui est le maximum, mais qui ne fait plus que 99Ko à l'affichage Comme le forum l'a tronqué, un détail à gauche (cliquez pour l'avoir à 100%) Un autre plus au centre Sony Alpha 900 - 18300x2723 avec l'excellent Zeiss 135mm f/1,8 SONY DSLR-A900 ƒ/2,8 1/2 135 mm 200 ISO Prise en RAW montage de 4 clichés



-
Retour d'expérience sur la durabilité des pièces imprimées en 3D
Premium en réponse au topic de electroremy dans Consommables (filaments, résines...)
J'ai une boite à tabac en PLA avec des volets mobiles que j'utilise au moins 30x par jours et qui a été imprimée il y a 12 ans. Je la trimbale partout avec moi, elle n'a pas bougé mis à part la poussière de tabac qui se mets dans les quelques interstices, rien a signaler. En même temps, toutes les pièces imprimées depuis 13 ans n'ont absolument pas bougées -
Il faut prendre en considération que 2 parois en 0,4 prend le même temps et même peut être plus avec une buse de 0,6, sauf que 2 x 0,4 = 0,8 contre 1,2 Idem pour le dessus et dessous, 3 couches, ca reste 3 couches mais la solidité ne sera pas la même. En fait avec une buse de 0,6, il faudrait refaire un profil type qui serait d'une solidité identique
-
En regardant tes photos et en particulier l'impression BQ j'ai le sentiment clair qu'il y a trop de matière ou que le 0 est trop bas Comme le 0 est fait par la pression de la buse sur le plateau, on peut penser que le capteur de pression ne fonctionnerait pas bien Si ca peut t'aider
-
Oui, mais faut toujours se lever pour retirer la pièce imprimée A moins de rajouter un gcode de fin qui éjecte la pièce d'un coup de tête après l'impression
-
Pour le Heatbreak il n'y a pas de paramètre, il doit fonctionner tout le temps et s'il ne fonctionne pas, ton extrudeur ne fonctionnera pas avec un fil trop chaud et donc mou.
-
En effet, Bambu avec son trancheur dont l'origine date de près de 15ans fait tout pour compenser ce phénomène et ils y arrivent. Si je mesure mon cube de 25mm il fait 25,00 +/- 0,02 suivant le coté X ou Y (et aussi la mesure) et 100mm fait entre 100,01 et 99,98 ce qui est pour moi remarquable car c'est bien supérieur à ce qui est nécessaire pour un matériau relativement souple. Avec cette précision je peux dessiner une pièce d'adaptation sans devoir m'y reprendre en plusieurs fois et c'est d'autant plus important si cette pièce est pour un client qui la recevra par la poste. Par contre, la configuration du trancheur demande un peu de réflexion pour bien tout assimiler et surtout bien regarder si tout est conforme en fonction du projet. C'est sur ce point qu'il reste perfectible car l'affichage est un peu confus et l'important se perd dans l'inutile. Une chose aussi contraignante c'est de devoir configurer chaque fil avec les bons paramètres, ce qui complique un peu les choses si par exemple on veut simplement changer de couleur. Bref, pour faire de belles pièces il faut de l'expérience et de l'expérience et encore de l'expérience.
-
Alors une cote est une cote, si on doit y ajouter un jeu de fonctionnement il faut le faire au niveau du dessin, c'est ni un bricolage, ni des approximations, ni une adaptation du tranchage. Donc même si on est sur du plastique, le dessin doit être respecté et c'est bien ce que fait Bambu en proposant un correctif pour les petits cylindres. Chacun son job, moi je dessine, l'imprimante respecte au plus juste mon dessin car c'est la seule façon de pouvoir créer et adapter à ce qui existe. J'ai toujours travaillé de cette manière et je ne compte pas changer de façon de faire sous prétexte que c'est difficile...
-
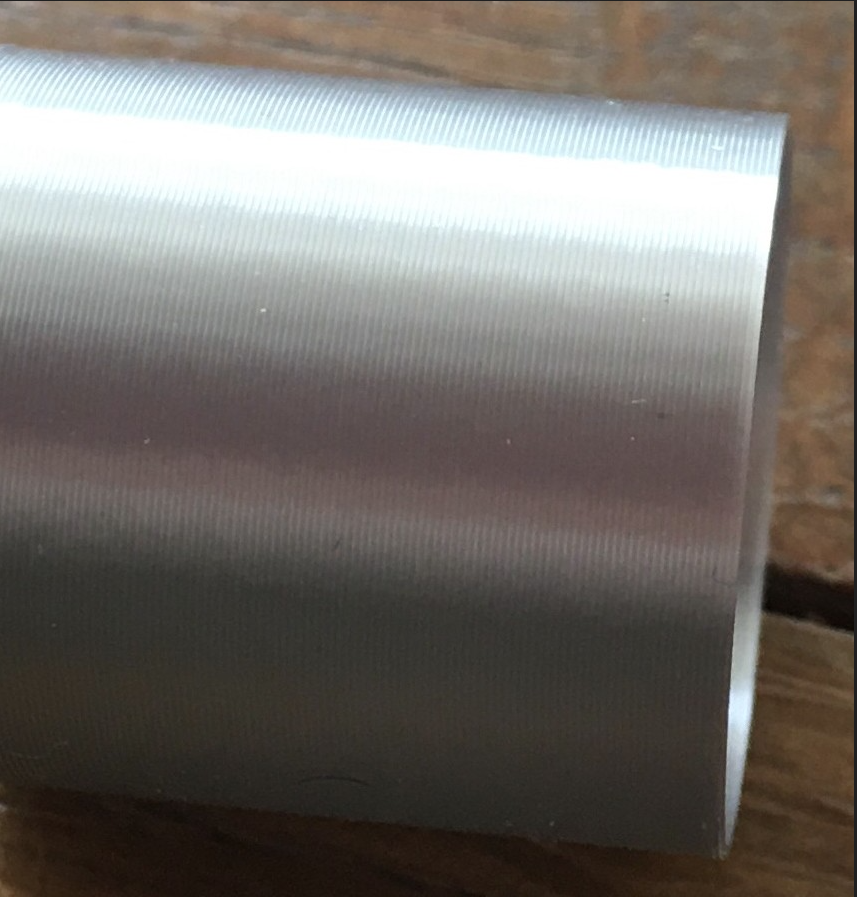
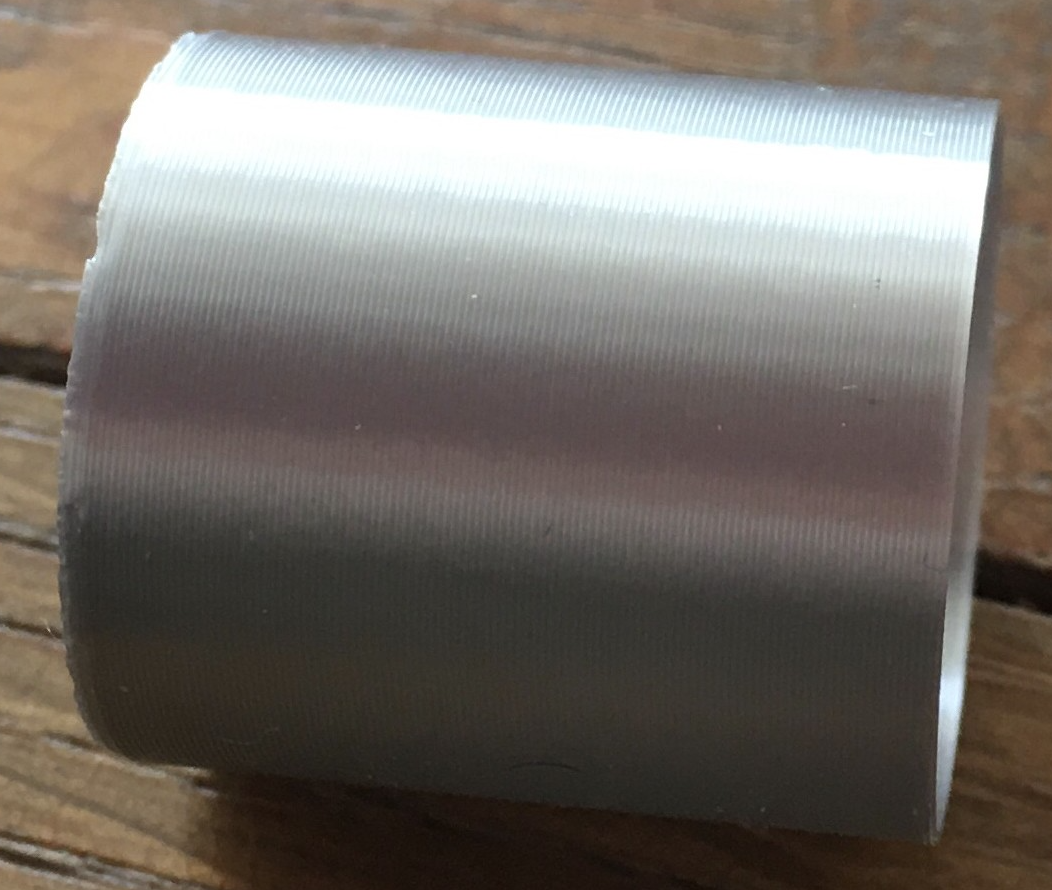
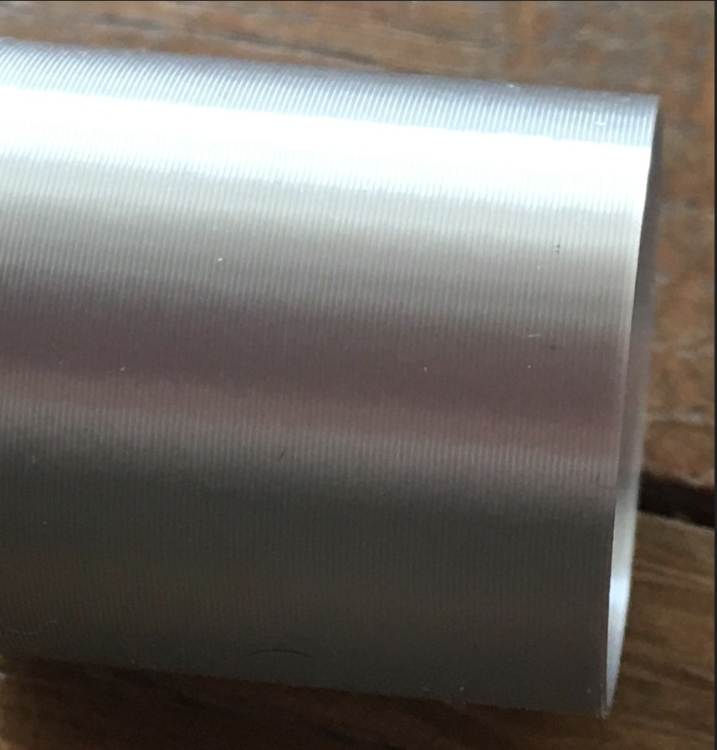
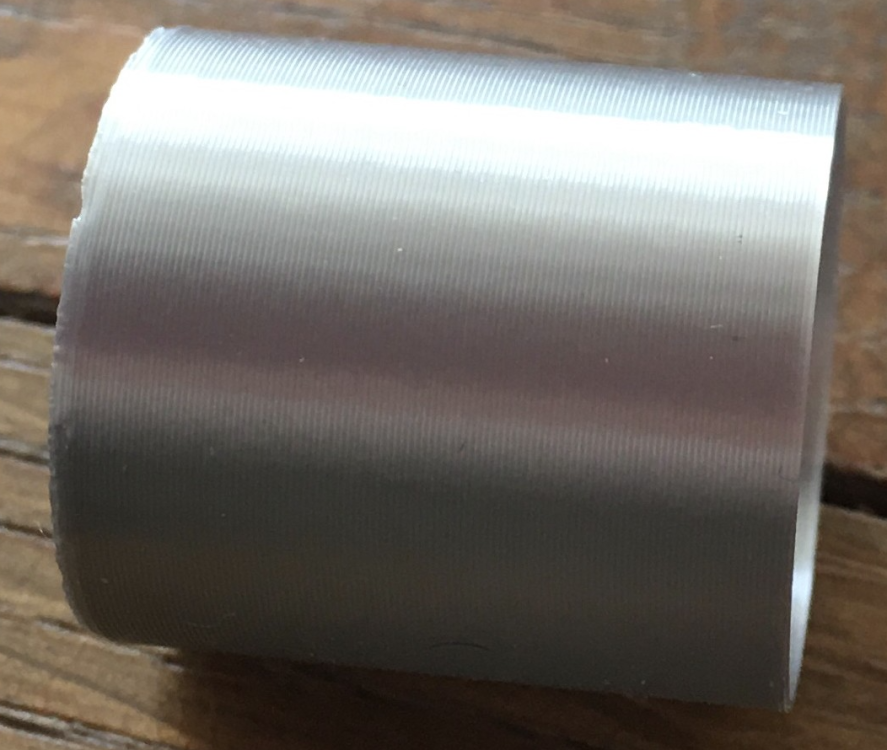
Pour le fun, une pièce en alu qui sort de mon tour numérique. Malgré une finition, on remarque encore les sillons de l'outil utilisé Si on regarde d'un peu plus à gauche, on remarque quelques défauts qui pourraient fortement ressembler à une empreinte texturée Arf, drôle d'impression tout de même !
-
Il est probable que tu ais raison, le firmware Bambu découpe certainement ses arcs en segments de droite qui ne donnera pas un meilleur résultat que la méthode historique, mis à part le poids des fichiers qui pour le coup est un véritable progrès, ne serait-ce que d'avoir la faculté d'envoyer ses impressions à l'imprimante via le wifi. Lorsque je parlais de vitesse, il est était sous entendu que ce qui peut "crisper" le fil, c'est bien son refroidissement très rapide et sa viscosité qui sont en cause. SI en plus on y ajoute des segments de droite... En même temps il est bon de tout relativiser, mon erreur n'était que de 0,07mm ou 70µ sur une paroi ! En même temps que j'écris, je me rends compte que je parle de plastique fondu que je mesure comme un bloc de métal rectifié par une fraiseuse
-
Oui tu avais raison @pascal_lb, encore faut-il tenter de s'en assurer parce que franchement, ca m'a fait peur . Cependant, lorsque je parle de vitesse j'étais pour 20mm à 40mm/s et pour 10mm à 20mm/s ce qui est plus lent que mes anciennes imprimantes qui imprimaient invariablement à 50 ou 60mm/s. Par contre il est vrai aussi qu'en dessous de 10mm, j'utilisais un foret pour rectifier mes trous toujours trop petits ou alors je dessinais mon trou 0,4mm plus grand. En fait c'est en imprimant des supports pour rétrofiter des lampes néon en barreau de leds avec des cylindres de 30 et 25mm que je me suis rendu compte que mes pièces étaient trop petites. Probablement que les quelques défauts de mes pièces comme les coutures masquaient le manque de précision de mes pièces.
-
A la réflexion je crois en effet à un problème physique du plastique qui tend à se raidir et prendre le chemin le plus court possible lors des courbes. Ca expliquerait un rétrécissement de la pièce sur sa périphérie mais aussi lors d'un évidement qui sera lui aussi plus petit. En réalité, si je trouve toujours le même retrait de 10mm à 50mm, c'est juste que cet effet de retrait est moins important en % d'erreur sur une grande courbe que sur une petite, mais le pied à coulisse ne me donne pas une erreur relative... La fonction ajouté au trancheur est une manière de compenser ce défaut qui n'est en fait pas dû au trancheur ou à l'imprimante, mais à un phénomène physique. Pourquoi la limiter à des cercles de 50mm ? La réponse est simple, autant 150µ à de l'importance sur 10mm, autant elle en a 5 x moins sur 50mm. Alors, en effet cette erreur n'aura plus d'importance pour des gros diamètres. Le plus surprenant c'est que trancheur Bambu ne travaille pas avec des vecteur de droites (G1 successifs) mais directement en courbe (G2 ou G3), on aurait pensé avoir moins d'erreurs avec un mode de tracé plus régulier et précis. Probablement qu'en réduisant drastiquement la vitesse, ce défaut de dimension serait bien moins remarquable.
-
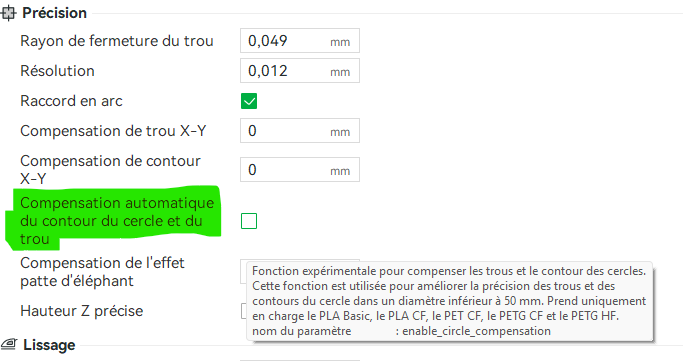
Alors bonne idée que d'imprimer un cube, les cotes sont bonnes pour 20 et 100mm à +/-20µ Par contre je viens de voir qu'il existe une fonction expérimentale "compensation automatique du contour du cercle et du trou" Avec cette fonction activée, la précision d'un cylindre de 25mm et d'un trou de 20mm devient bien plus précise avec +/- 20µ, ce qui est parfait. On a donc bien un problème de trancheur identifié par Bambu Lab pour les petits diamètres. En même temps, si pour 50mm j'ai 49,85, je me demande ce que j'aurais avec un cylindre de 51mm ?
-
Entre un cylindre de 10 et 50mm, j'ai bien 0,15mm de moins sur toutes mes pièces J'imprime en ce moment un cube de 25 et un rectangle de 100mm de long pour voir
-
Permets moi d'avoir un avis différent du tien en y apportant des arguments Un jeu en X et le même en Y, c'est déjà pas commun et ensuite ca donnerait une pièce plus grande (et moche), la mienne est plus petite Tension des courrois idem, trop détendues, ca augmente le jeu et donc la taille de la pièce. J'ai par acquis de conscience j'ai mesuré les déplacements de la tête au comparateur, je trouve une précision de déplacement au centième de mm en X comme en Y. Pour mémoire un Cylindre de 10mm de diamètre mesure en fait 9,85mm, soit 0,150mm d'erreur alors que je mesure une erreur de +/- 0,01mm sur un mouvement de 10mm. On a donc une parfaite mécanique et l'électronique fait bien son travail. Sinon, logiquement aucun problème électrique ne peut expliquer un écart fixe de -150µ en X et en Y, mis à part le logiciel trancheur. Core ou cartésien, c'est le même problème, tout est simplement mathématique. Si l'on peut imaginer une dérive liée à un mauvais calcul, on aurait une erreur proportionnelle, hors ce n'est pas le cas. Je t'ai écouté, j'ai même essayé ta solution mais elle ne fonctionne pas car elle est proportionnelle. Là tout de suite, je viens d'imprimer 2 pièces avec un offset x/y de 0,07mm, les côtes des deux pièces sont pile poil exactes par rapport au dessin (+/-15µ pour être précis). Sinon, j'ai moi aussi une petite expérience de 13 ans de support dans l'impression 3D et son SAV pour une marque mais aussi 43 ans dans la maintenance de systèmes similaires et bien plus sophistiqués qu'une imprimante 3D.
-
En pleine conscience, je ne peux accepter l'idée qu'un moteur digital ne soit pas capable de faire un mouvement de la bonne longueur et avec une constance de métronome. De plus, il n'y a rien à chercher mécaniquement ou électroniquement, puisque l'erreur est toujours la même, 0,15mm. Je suis en fait persuadé que l'origine vient du trancheur, probablement "un petit arrangement avec la vérité" pour résoudre d'autres problèmes. Peut être est-ce pour permettre d'assembler des pièces imprimées sans avoir à calculer un jeu de fonctionnement. Comme je l'ai déjà dit, une pièce avec un trou de 10mm permet de rentrer un cylindre de 10mm sans forcer, ce qui n'est pas tout à fait logique mais bien agréable pour celui qui débute.
-
Si c'était un problème mécanique, j'aurais des variations suivant la pièce et sa position sur le plateau, hors ce n'est pas le cas, je bouge la pièce à chaque impression. En plus j'ai ce problème depuis le début sans l'avoir identifié. Ce qui me surprend c'est de lire "mur extérieur : 0,42" et le reste des largeur d'extrusion avec tant de précision et surtout plus large que la normale pour retrouver finalement un trait externe qui semblerait mesurer 0,35mm ! Alors, il est vrai que sur mes anciennes machines, avec une qualité de finition moins bonne, mes mesures étaient nécessairement plus larges vu que mes mesures intègrent en positif tous les éventuels défauts d'alignement. Sur la P2S le jeu de coulissement de deux pièces entre elles peut être pratiquement nul, ce qui est remarquable. Bref, je survivrais avec, mais c'est tout de même surprenant. Probablement que si je mesurais un cube avec la proéminence des angles, je trouverais alors les bonnes côtes. D'autre par, s'il existe une correction X,Y externe et interne, ce n'est probablement pas pour rien.