lol91
-
Compteur de contenus
45 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par lol91
-
Merci pour ce retour, j'ai également reçu mon module laser mais pas eu le temps de m'en occuper. Tu as acheté quoi/où comme lunettes ?
-
J'ai vérifié les courroies, elles sont bien tendues, par contre je ne saurais pas dire si elles sont trop tendues, faudrait que j'essaie de les détendre un peu pour voir si ça change qquechose. C'est quoi les poulies GT2 ?
-
oui, M205 X8 Y8 pour le jerk et M204 S500 pour l'accélération
-
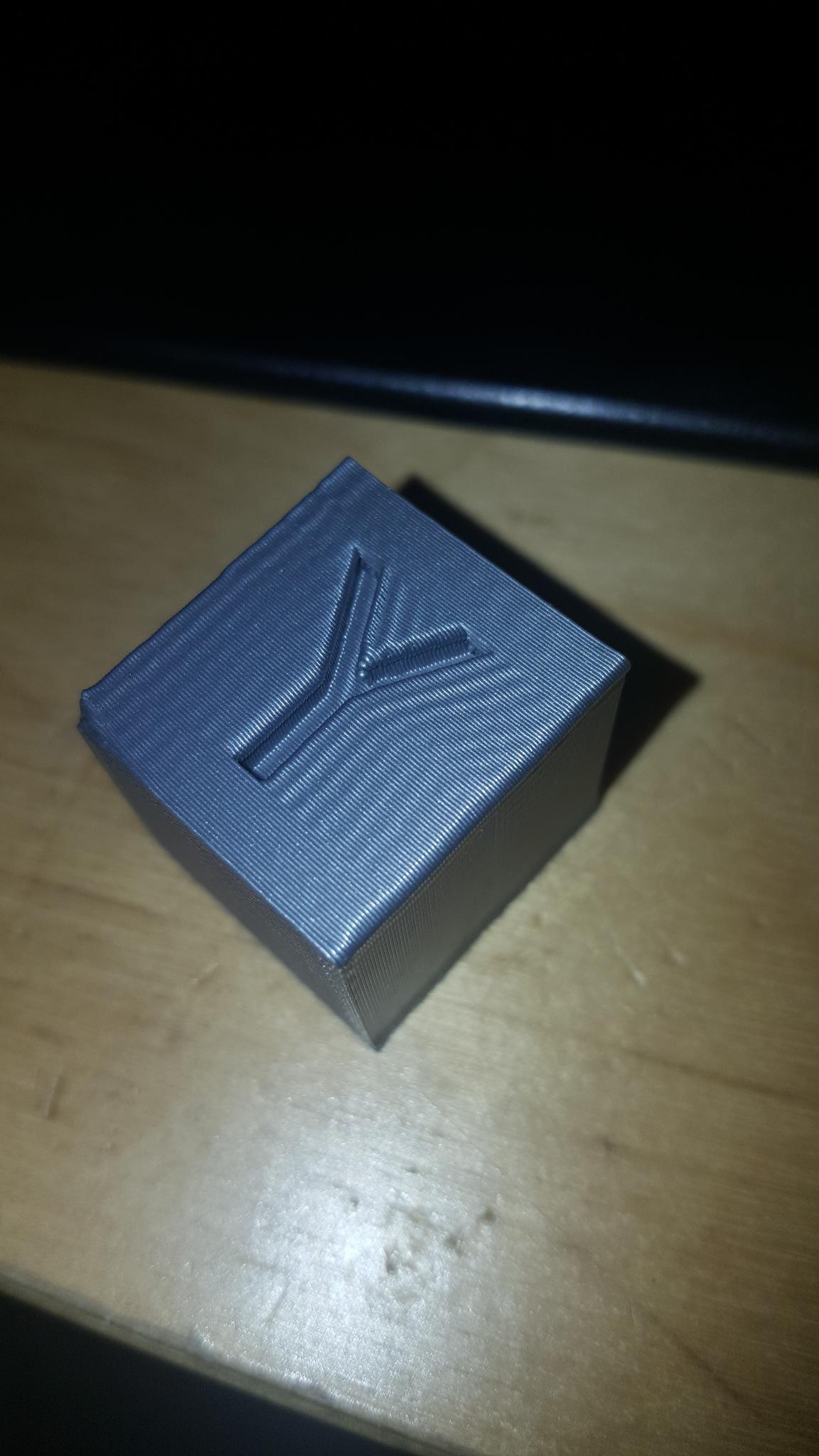
ça me chagrine quand même un petit peu ce ghosting sur la face Y, j'essaie de m'imaginer ce qui pourrait physiquement le provoquer, ça se passe surtout à droite du Y, càd dans le sens de l'impression, ce serait dû à la buse qui bouge au moment de la reprise de l'extrusion ?
-
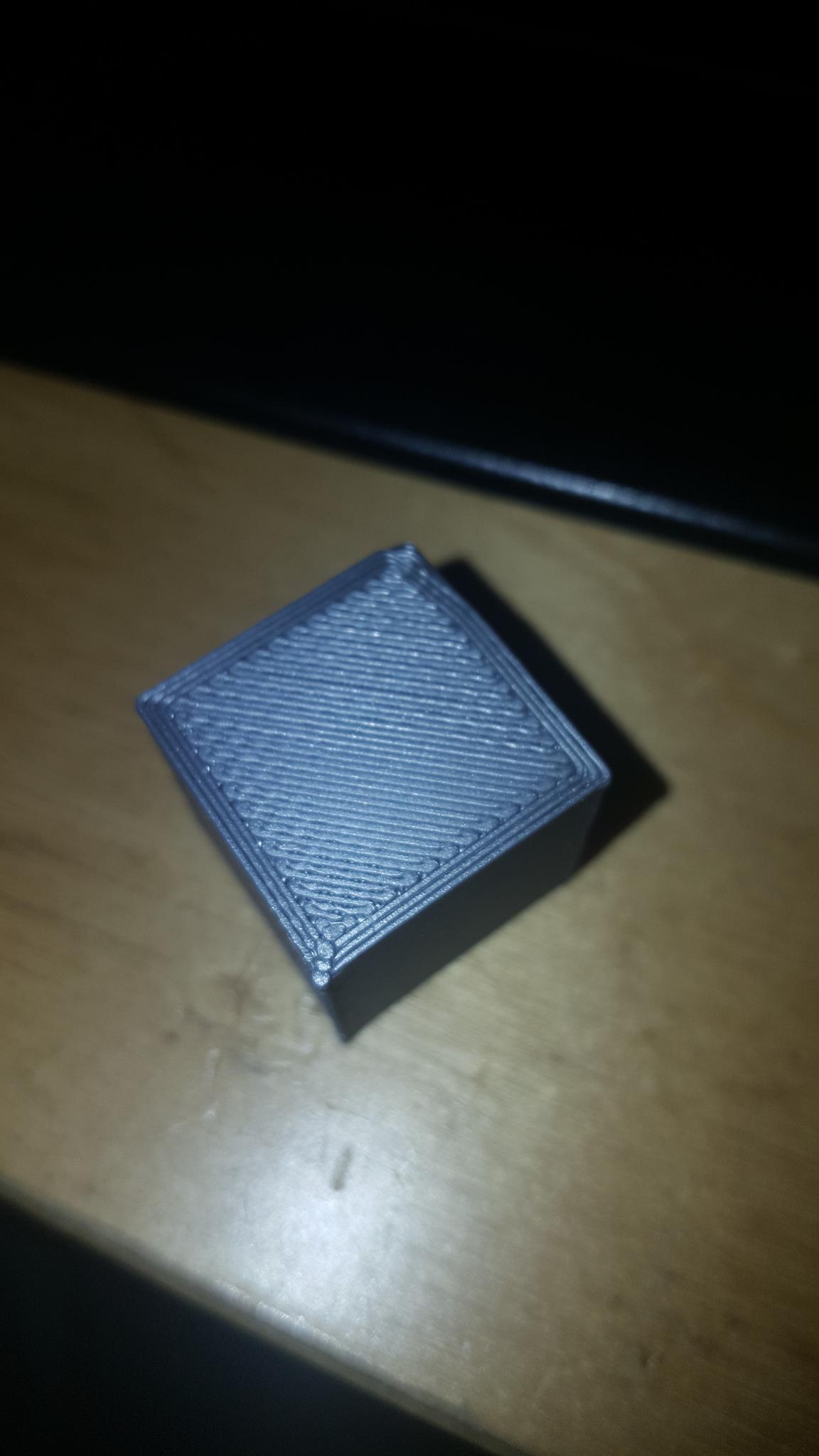
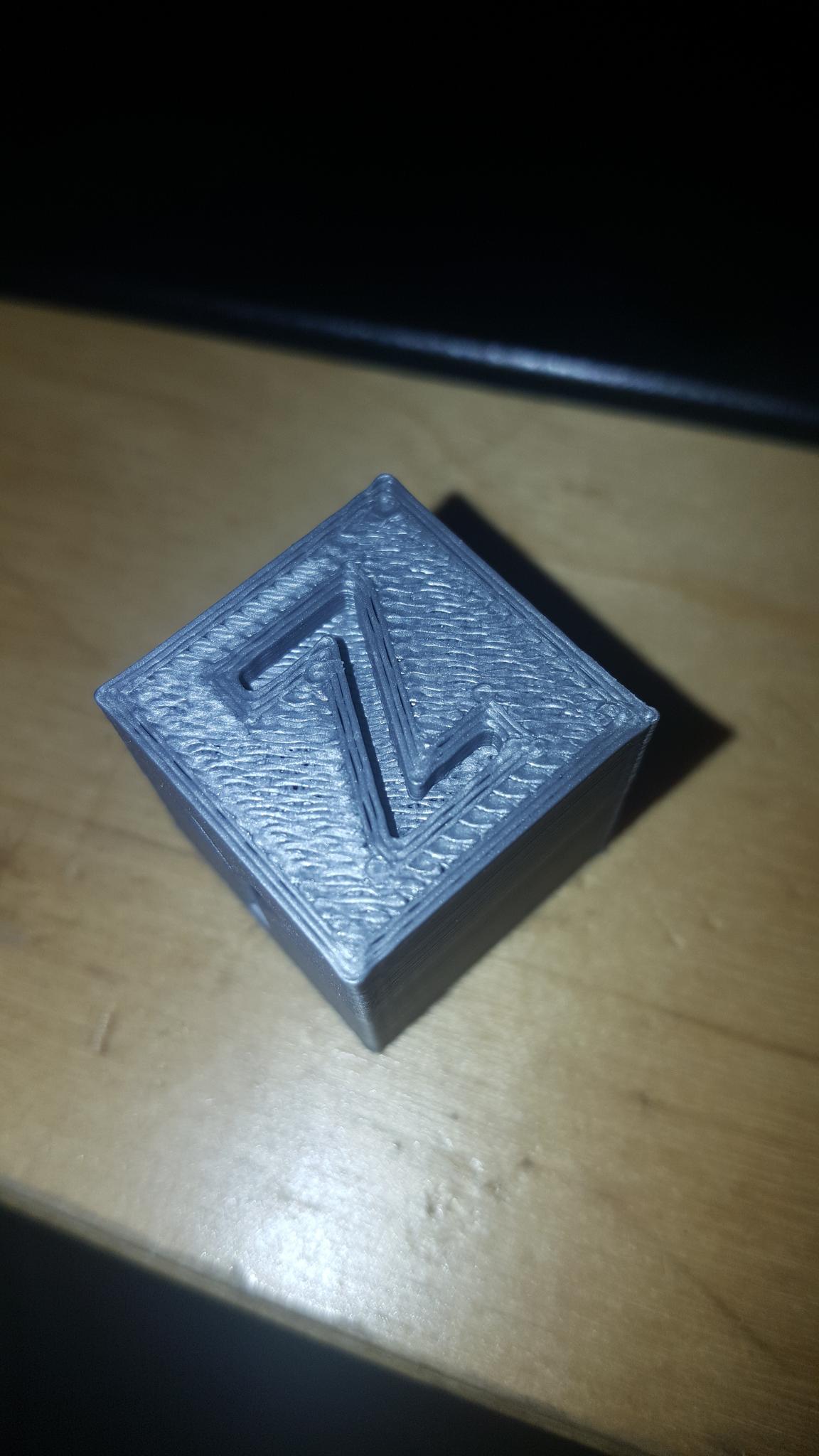
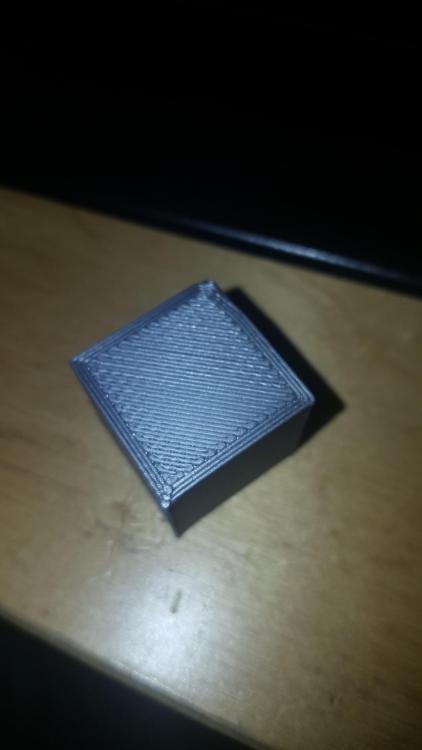
Non je n'ai plus de warping, j'ai fait cette impression juste après avoir calibrer le bed avec une carte de visite, le but étant de descendre le z petit à petit jusque ce soit bon, j'ai finalement descendu de 0.02mm pour que ça colle bien. Pour le ghosting j'ai pas mal diminué le problème en changeant de profile S3D, j'ai pris "Travis_Fletchers_Ultimate_PLA_Profile_v2.fff", téléchargeable ici : https://uploadfiles.io/1joa6 Il intègre le jerk et l'accélération dans le script Gcode de début, j'ai mis le jerk à 8 sur X et Y et l'accélération à 500. La vitesse est aussi baissée dans ce profile (45mm/s). Du coup ça me donne ce résultat en photos, il reste un peu de ghosting sur la face Y : OK pour mettre à jour mon profil !


-
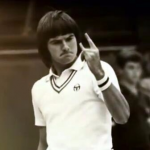
hello, De retour ! J'ai reçu le matos laser mais pas eu le temps de le monter, mais j'ai pas mal avancé sur mes problèmes de bed level, les 2 grandes causes étaient mes 2 Z qui n'étaient pas égaux et surtout les vis de réglage du bed qui se dévissaient. J'ai également acheté un flexplate Buildtak et je n'ai plus de problème d'adhésion (juste un peu de warping réglable en écrasant un peu plus la 1ère couche). Je me suis refait un cube de calibration et j'ai encore des imperfections, j'ai mis les photos (0.2mm 60/mms 200c 60c PLA), donc hormis un peu de warping, je vois : - une sorte de ghosting sur les faces X et Y - les arrêtes verticales qui sont un peu boursoufflées - les 1ère et dernière couche qui ne sont pas lisses. J'imagine que les 3 premiers points sont dus aux vibrations des axes X et Y ...


-
J'ai eu l'expérience avec mon anet A8 avec Buildtak qui du jour au lendemain ne collait plus aucune 1ère couche, elle était également au sous-sol dans un caisson, la porte ouverte. J'ai seulement fermé la porte du caisson pendant l'impression pour que ça re-fonctionne, la température avait dû descendre de quelques degrés. Après effectivement tu dois pouvoir imprimer à 15c mais il faut je pense changer les réglages de température et faire moins tourner le ventilo de buse. J'ai eu également le cas, en été pourtant, l'imprimante était dans un courant d'air et ça déconnait pas mal.
-
Merci c'est sympa je regarderai ça. J'avance un peu, je pense avoir identifié 3 facteurs qui posaient problème : - il faisait trop froid dans la pièce (15c) - l'axe X n'était pas parfaitement à niveau - soit je ne sais pas utiliser le bed leveling de Marlin, soit il a un problème, je fais les 25 point avec une feuille de papier pour qu'elle gratte sous la buse, et lors de l'impression lorsque la buse passe à un endroit que j'ai fait, j'ai un décalage de près de 0.15mm (c'est le z-offset que je mets dans S3D pour que ce soit OK), et ceci sur tous les points, même au départ du home. Peut-être faut-il faire le level sans feuille et régler la buse pour qu'elle touche le plateau à chaque point ?? Si certains ont un peu d'exp là dessus, je veux bien un avis ! Merci !
-
Merci Olivier, t'as raison faut pas vouloir aller trop vite !
-
Quand tu parles de scotch au centre, c'est pour l'adhésion ? J'utilise Simplify3D avec le profil de Chris Elkins (FB), je vais essayer Cura, que j'utilisais sans soucis avec mon A8. Je pense que j'ai aussi un problème d'environnement, l'imprimante est au sous-sol et il doit y avoir une trop grosse différence de température à la sortie de la buse, j'ai le choix entre chauffer la pièce ou construire un caisson (mais bonjour le volume !) Merci
-
J'ai changé de filament, j'ai testé dans tous les sens, z-offset, températures, vitesse, vitre avec et sans laque, flecks3d, rien ne fonctionne, je fais une pause pcq là je sature ! Je pense reprendre tout depuis le début, particulièrement tous les parallélismes de la structure, en sortant le résultat de mon mesh leveling je m'aperçois que j'ai presque 3mm d'écart entre 2 coins opposés : 0 1 2 3 4 0 -0.30000 -0.67500 -1.00000 -1.45000 -1.90000 1 +0.02500 -0.27500 -0.60000 -0.95000 -1.30000 2 +0.45000 +0.10000 -0.25000 -0.55000 -0.95000 3 +0.70000 +0.40000 +0.02500 -0.22500 -0.55000 4 +0.95000 +0.60000 +0.32500 +0.05000 -0.30000 Je vais essayer un filament neuf également.
-
Oui j'avais vu, il n'a pas très bonne réputation en noir, mais ça fonctionnait normalement sur mon Anet A8, c'est pour ça que je pense qu'il y a également un problème de réglage de mon côté. Sur une 1ère impression à 200c les couches étaient mal collées entre elles à certains endroits, c'est pour ça que j'ai monté la température, mais du coup j'ai l'impression qu'il arrive trop liquide sur le bed. Edit : il me reste du noir de grossiste3D, je vais lancer le même print avec les mêmes réglages.
-
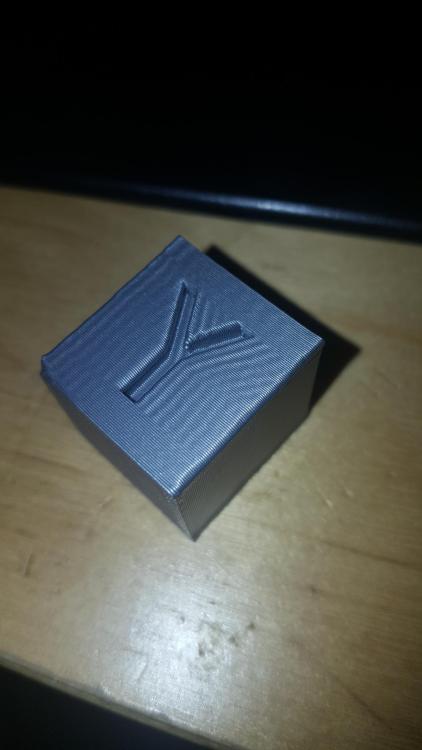
Hello Vous avez une idée de ce qui peut provoquer ce genre de 1ère couche ? Distance buse ? Température ? Je suis en ice pla, 210c, bed 55c

-
Bon, ça a foiré, J'avais testé plateau non chauffé, Je vais faire un nouvel essai avec -0.2 en offset et le plateau à 60
-
Petit oubli, après le BL, ça ne collait pas à la plaque, plutôt que de tout refaire, j'ai mis -0.15 en Z offset dans Simplify3D.
-
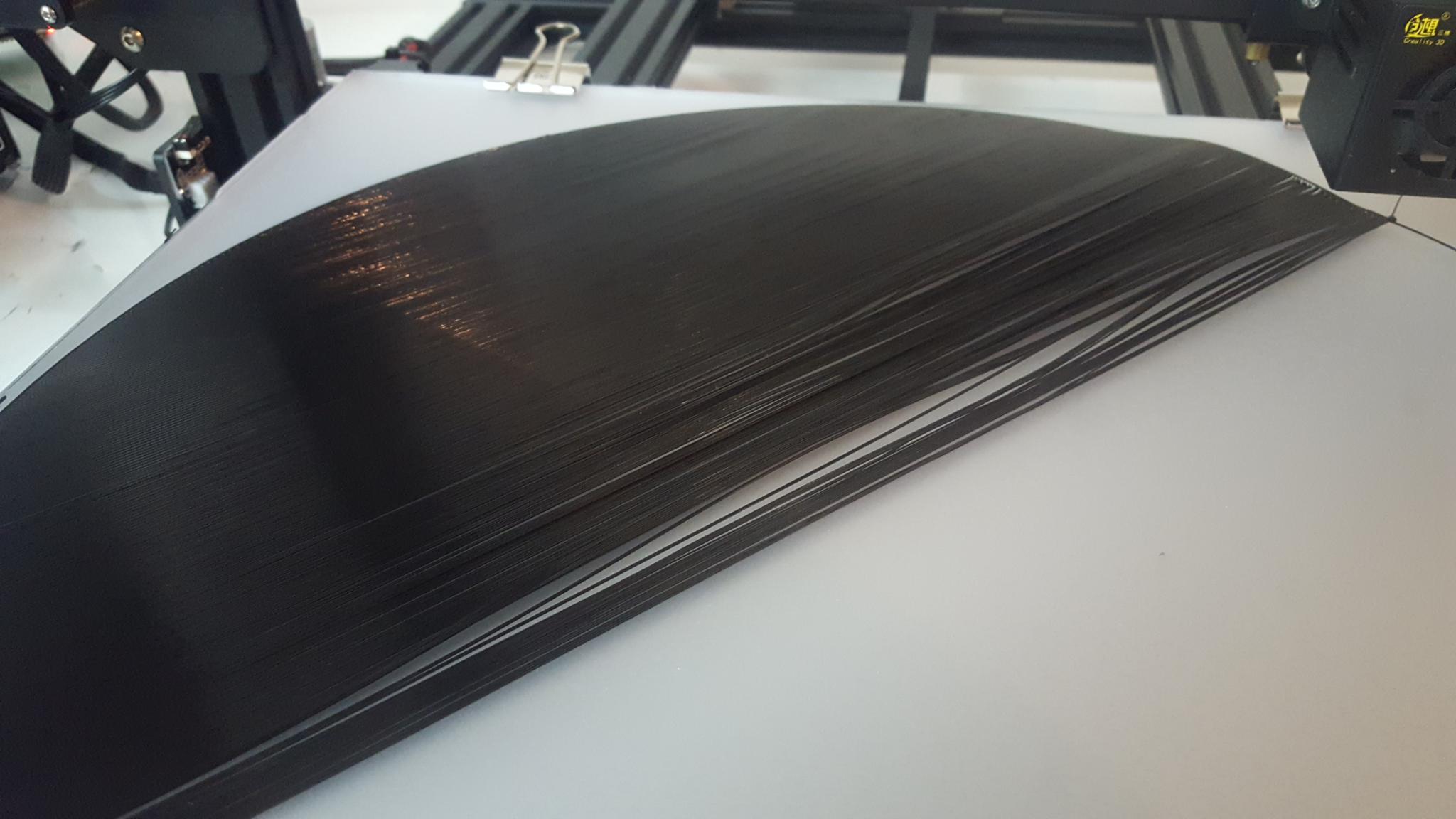
Je viens enfin de finir mon Bed Leveling, pour les suivants, les points à ne pas oublier : - Après le bed leveling, sauvegarder les valeurs depuis le menu de l'écran, en dessous de "bed level", "store ..." - ajouter M420 S1 après G28 dans le script gcode de démarrage (ça active le bed leveling), merci Chris67 ! J'ai fait tout ça avec ma plaque de Fleks3D installée, la plaque faisait 500x500, j'ai dû la redécouper, ne faites pas la même connerie que moi, mesurez votre plateau avant la découpe ! j'ai découpé un carré de 400x400 alors que le plateau mesure 410x410 ! Oui c'est très con. La plaque a un côté lisse et un côté rugueux, quel côté choisir, ça doit être évident car ce n'est marqué nul part, après qques déductions j'utilise le côté rugueux. Je viens de lancer une pièce, un grand disque plein de 39cm de diamètre, on va voir ce que ça donne, c'est plutôt bien parti. bye !
-
Je viens de passer la soirée dessus pour arriver à rien du tout, quoi que je fasse la 1ère couche était écrasée et en te citant je me rends compte que j'ai zappé la modif du Gcode ! Je reprends tout demain !
-
Merci ! je vais commander les mêmes
-
Un tuto pour installer Marlin 1.1.6 sur une CR-10S et ainsi bénéficier du mesh bed leveling, je pense tester pcq ce plateau tordu commence à me casser les c.... ! https://printedsolid.com/blogs/news/installing-marlin-1-1-6-on-your-cr-10s-with-mesh-bed-leveling
-
C'est top ! Il n'y aurait pas une option pour faire la purge à l'intérieur de l'objet (fill) quand c'est possible ?
-
Oui en effet, je ne m'y connais pas trop, je ne sais pas si il y a un risque pour la carte mère...
-
J'ai le même problème que toi sur ma S4, pour l'instant mes essais avec du scotch papier ne sont pas très concluants, je vais essayer avec du papier alu.
-
Je fais un glissé/déposé dans la partie en bas à gauche de l'interface, ce qui doit correspondre à "upload localy"
-
Essaie le même fichier gcode direct sur la carte SD dans la CR-10, comme ça tu seras fixé ...
-
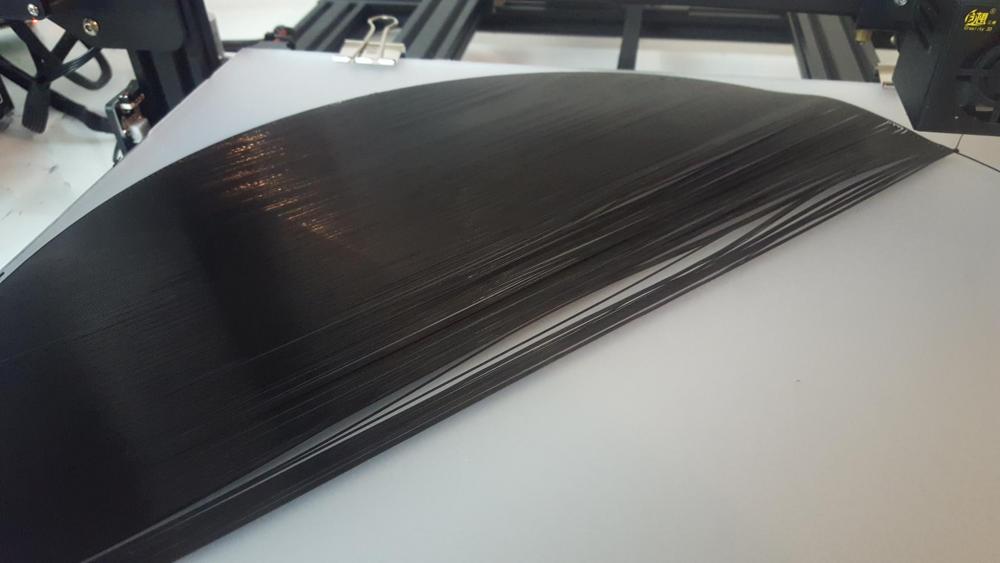
Sur la photo, en bas tu as les cables qui partent au laser (le laser et son ventilo), et en haut à gauche le TTL et à droite le 12V (juste 2 broches), et je vais juste connecter le 12V à la carte de la CR-10