Shinichi
-
Compteur de contenus
588 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
2
Récompenses de Shinichi
")





-

fusion 360 Realiser un texte sans "relief"
Shinichi en réponse au topic de Doberman dans Dessiner / modéliser en 3D
Ta mémoire est excellente, c est ce que je tentais d'expliquer dans mon post avec moins de talent -
fusion 360 Realiser un texte sans "relief"
Shinichi en réponse au topic de Doberman dans Dessiner / modéliser en 3D
Pas sur si je ne réponds pas a coté de la question... Mais je l'ai fait récemment (BBL studio / P2S) pour une boite WAGO (pour mettre le logo sur la boite. J'ai fait ce que tu as dit: extrudé les lettres de 0.9mm (buse 0.6) et rextrudé les memes lettres en faisant attention a créer un nouveau coprs (donc a la fin j'avais mon boitier, 4 lettres soit 5 corps différents. Dans le slicer (BBL Studio, j'ai importé les 5 stl d'un coup qui se sont placés parfaitement dans le slicer. Ensuite j'ai juste eu a choisir chaque lettre (groupe/objet) et attribuer une couleur. Imprimé sur une cool plate, les lettes en bas en AMS, le résultat au toucher est juste parfait Mais peut etre que je n'ai rien compris... Boîtier Wago - Petite taille - Modèle d'Impression 3D Gratuit - MakerWorld -
J'avoue que je ne m'attendais pas à cette répartition... Quand je parle à mes enfants de 3D, modélisation, en leur disant qu'il faut qu'ils apprennent à utiliser ces machines (comme l'IA d'ailleurs...), si j'ai de la chance j'ai un vague "oui oui..." Mais en fait ce ne sont pas des cas isolés... Ils sont sur des écrans toute la journée mais ca ca ne les intéresse pas... Je ne comprends pas...
-
Excuse moi, dans ton test de la P2S tu ne dis a aucun moment qu'il faut ouvrir les petits emballages en carton noir... Tu arrives a avoir une finesse suffisante pour passer sous le print?
-
je ne savais meme pas qu il y avait une lame dans les cartons noirs Ca a marché de suite
-
Hello! Quelqu un aurait une technique pour enlever ça sans abîmer la cool plate?
-
Je veux bien partager ton message mais je remarque qu'une fois @pascal_lb a mis plus de 12 minutes à proposer une solution (12 minutes 34 exactement)... Une vie de famille je veux bien, mais quand même, il y a des limites.
-
Je viens de tomber sur cet article... Ca m'amuse toujours ce jeu du chat et de la souris La taxe sur les colis chinois est déjà un échec logistique retentissant Pfiuuu... Merci le besoin de modérer mon post! j'avais mélangé chat // souris et policier // voleur. Connaissant certains j'aurais déjà été publié dans les perles!
-
Buse qui accroche l impression
Shinichi en réponse au topic de humainperdu dans Discussions sur les imprimantes 3D
Tu pourrais tenter de faire un cube de test et mesurer la hauteur (si tu as un pied à coulisse?) -
Buse qui accroche l impression
Shinichi en réponse au topic de humainperdu dans Discussions sur les imprimantes 3D
L'axe Z monte bien en accord avec la hauteur de pas? Si il y a un biais qui se cumule a chaque step, ca peut finir par être important. -
La boite en opérations! C'est pour les tuiles du jeu Behind (je vous le recommande si vous avez des enfants de 12 ans+!!) et le petit rangement des cartes indices au dessus...

-
Tu es juste trop fort c est tout je retourne à fusion360 pour proposer un vrai challenge alors! est ce que je ne pourrais pas avoir le badge du Schmilblick le plus court de l histoire ?
-
50x50x90. Mais tu me fais chier, je ne vais pas te mentir Non, KpDp a quasiment tué le jeu minute 1...
-
Petit retour d'expérience du tracas du week-end... Pièce à imprimer, durée 40 minutes, pas besoin d'esthétique particulière, j'en profite pour passer sur la bobine extérieure les chutes de mes anciennes bobines qui ne rentrent pas dans l'AMS... Je lance l'impression, puis au bout de 20 minutes environ, arrêt de l'impression, la bobine est vide (ou plutôt les 2 dernières spires se sont emmêlés. Pas de souci, je change de filament pour une autre chute, décharge, charge... Et la d'un coup l'extrudeur qui commence à claquer non-stop avant de reprendre l'impression... Pour finir par des messages d'erreurs sur l'écran: - Cutter bloqué - Extrudeur surchargé Donc démontage de l'extrudeur en suivant le wiki, le fil restant sort sans aucun souci et dans un état nickel. J'en profite pour nettoyer un peu les roues mais rien de dingue. Je remonte... Et rebelotte, même erreur. En désespoir d'idée, je tente de changer la buse et miracle tout repart comme si de rien était. J'inspecte la buse en défaut, retire le fil qui dépasse (coupé par le cutter de la P2S, remonte la buse, fais chauffer et nettoie avec une petite tige... Bref un long message pour vous dire que la buse s'était bouchée, je ne se sais pas comment... Mais surtout pour partager le fait le message d'erreur parlait de l'extrudeur, mais que le problème était en aval...
-
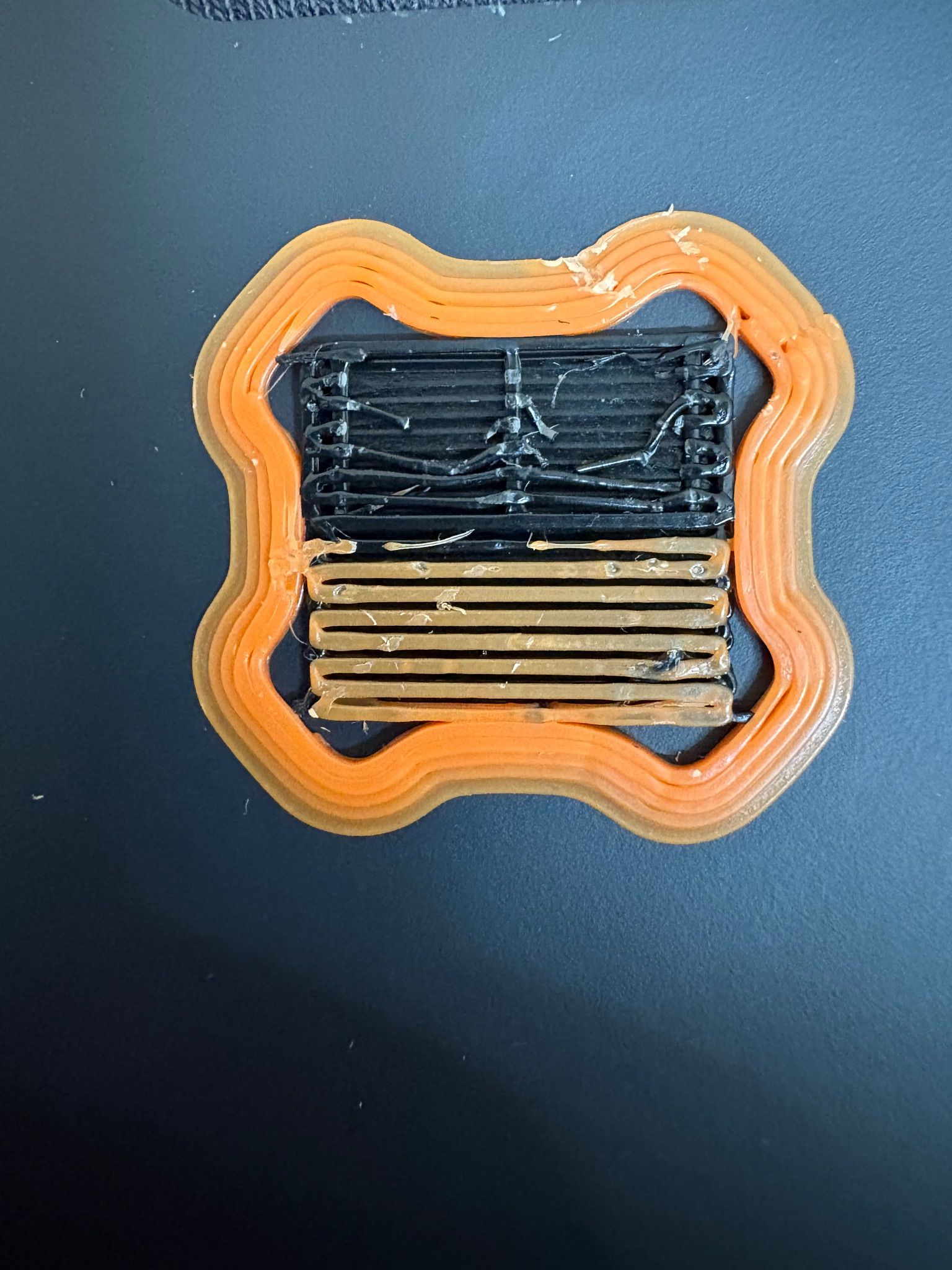
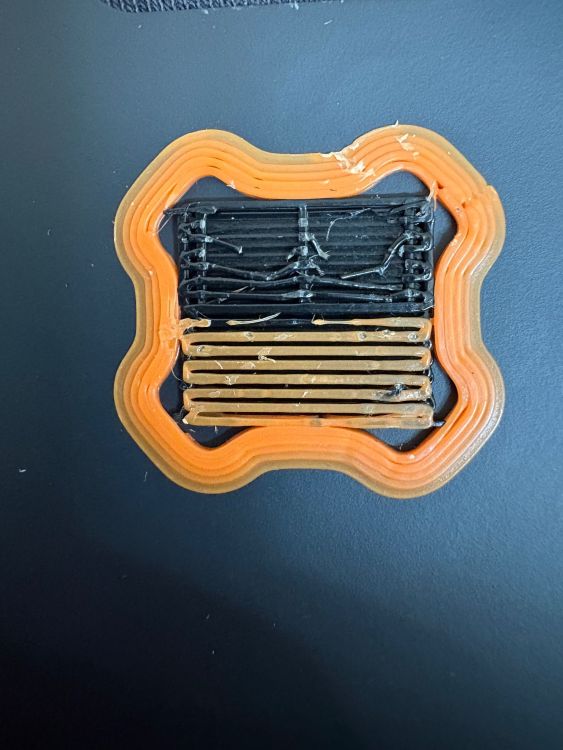
Une fois n'est pas coutume, je vais en profiter pour prendre la main et garder le momentum actuel du topic! Ouai enfin c'est surtout que pour une fois ce week end j'ai fait un truc en 10 minutes (et 1h30 de print + 1h30 de débuggage de la P2S...) et j'ai pensé à le prendre en photo pour le Schmilblick. Pour l'esthétisme, j'ai utilisé mes chutes de bobines qui ne passaient pas sur l'AMS J'espère que ca va durer un peu plus que 15 secondes...