Chercher dans la communauté
Résultats des étiquettes.
3 résultats trouvés
-
Bonsoir, J'ai lancé une impression ce matin avant de partir de chez moi. En rentrant je vois que mon impression n'est qu'à 40% et "Err3" est affiché. Rien ne se passe en cliquant sur Pause ou Stop. J'ai du redémarrer l'imprimante et ait donc perdu du filament pour rien. Savez-vous pourquoi j'ai cette erreur svp ? Et comment l'éviter ?
-
Bonjour, J'ai lancé un impression sur ma Wanhao D12. En revenant, je vois qu'il y a eu un décalage en X (axe de déplacement horizontal de la buse). Pour info, le décalage s'est fait au bout de 12mm de hauteur d'impression avec un décalage d'environ 2-3mm vers la droite. J'ai donc visualisé mon fichier G-code sur Cura et il n'y a pas ce problème apparent. Savez-vous pourquoi j'ai eu ce pb et comment l'éviter svp ?
-
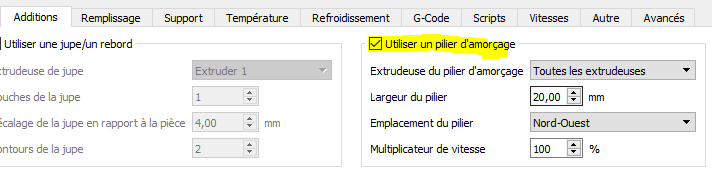
Salut la team D12 Dual, j'ai enfin réussi à faire un objet bi-color propre !!!!! ^^ Je vous partage mon expérience et mes paramètres pour ceux que ca intéresse. Pour commencer, j'ai utilisé la façon native de S3D mais loin d'être convaincant. Je me suis lancé alors dans la réalisation d'un script pour chaque changement d'outils. Après avoir pas mal cherché, j'ai réussi à trouver une base sur le forum de @pascal_lb, merci pour ton travail ! : sujet_ici Je n'avais qu'à adapter à ma sauce pour la D12, voici le gcode : M211 S0 ; disable software endstop G1 X[next_position_x] Y[next_position_y] F4800 ; Move to next position on print at 4800 mm/s G91 ; Switch from absolute positioning to relative positioning G1 Z1 F1000 ; Lift nozzle by 1 mm in relative positioning mode G90 ; Return to absolute positioning G92 E0 ; Reset extrusion distance (needed for following steps) G1 E-30 F400 ; Retract filament 30mm at 6 mm/s (400 mm/min) on old tool G92 E0 ; Reset again extrusion distance on old tool T[new_tool] T[new_tool] G92 E0 ; Reset extrusion distance on new tool G1 E30 F400 ; Extrude 30 mm of filament at 6 mm/s on new tool G92 E0 ; Reset extrusion distance on new tool G1 E-0.5 F3000 ; Retract filament by 0.5 mm at 50 mm/s G91 ; Switch from absolute positioning to relative positioning G1 Z-1 F1000 ; Move down nozzle by 1 mm in relative positioning mode G90 ; Return to absolute positioning M211 S1 ; enable software endstop Que fait ce gcode ? Super simple, tout est expliqué en commentaire. Mais pour faire encore plus simple : je déplace la tête au prochaine point à la fin de l'extrusion de la pièce (dans mon cas, sur la tour de purge) je passe en mode relatif je fais un baisser le plateau de 1mm Je reset l'extrudeur je rétracte X mm de filament en X mm/min je reset une fois de plus l'extrudeur je défini mes outils je reset l'extrudeur de mon second outil j'extrude X mm de filament en X mm/min je reset l'extrudeur de mon second outil je rétracte X mm de filament en X mm/min (vitesse de ma config de rétraction normale) je passe en mode relatif je remonte le plateau de 1mm (Façon de parler) et je repasse en mode absolu Ce script s'exécute avant le changement d'outil. A cela, il est important d'ajouter une tour de purge : Dans mon cas, une tour de 20mm correspond à la bonne taille pour purger entièrement la buse avant le changement de couleur. Il me semble que ce script est plutôt facilement adaptable sous cura, mais je pense qu'il sera toujours mieux de passer par les paramètres natifs. A vous de voir pour adapter les vitesses et la rétraction pour le changement de couleur Je reste dispo si besoin !