Chercher dans la communauté
Résultats des étiquettes.
-
 J’ai lu tous les titres liés à la recherche avec le mot clef « ideaMaker » sans trouver. Alors, je pose la question : est-ce que quelqu’un a développé un tableau Exel pour comparer les paramètres de vos différents profiles d’impression. Bonne journée à tous
J’ai lu tous les titres liés à la recherche avec le mot clef « ideaMaker » sans trouver. Alors, je pose la question : est-ce que quelqu’un a développé un tableau Exel pour comparer les paramètres de vos différents profiles d’impression. Bonne journée à tous -

ideamaker cube bicolor (ideamaker)
Chris284 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
bonjour à tous, étant sur ideamaker, je souhaite réaliser un cube en 2couleurs ouvert sur le dessus avec la sovol sv04 , cube de 20x20x20 importé directement d'ideamaker , avec un changement de couleur à la moitié en horizontale, paramètres: 2 coques, sans remplissage, remplissage plein avec 2 couches solides inférieures, le problème c'est qu'il me fait aussi 2 couches solides inferieures au changement de couleur . comment ne pas avoir cette couche intermédiaire? sans avoir à passer par un autre logiciel 3d. par avance merci. il y t-il moyen de régler le JERK dans ideamaker ? car j'ai des angle de cubes un peut boursouffler. j'ai aussi la dernière couche de remplissage qui est légèrement plus hautes que les coques . normal ou pas ? -
Bonjour, Je vous propose de découvrir Ideamaker, l'injustement méconnu trancheur de Raise3D. Il est gratuit est très puissant. Je l'utilise depuis plusieurs années maintenant au détriment de Cura. Premier tuto dans le cadre de l'optimisation de productivité des armatures de visière pour la lutte contre le Covid 19. A noter que les membres de la communauté de makers à laquelle j'appartiens m'avaient rapporté que Cura ne pouvait pas faire ce qui figure dans ce tuto N°1. Il semble que c'est faux et que Cura permet aussi de le faire. Toutefois Cura ne permet pas de faire ce qui est dans le tuto N°2. https://youtu.be/Wq47mla2AZE Le tuto N°2 montre une fonction géniale d'Ideamaker qui permet de modifier les paramètres localement (densité, motif, vitesse, etc...). Cette possibilité offre comme vous allez le voir de ne mettre de la matière que là où elle est necessaire dans des pièces techniques soumises à de fortes contraintes et ainsi d'obtenir des pièces à la fois resistantes, légère et économique. En passant vous verrez dans cette vidéo un usage très inabituel du PLA. https://youtu.be/bSJkSotWNxk Tuto n°3
-
 Bonjour tout le monde et tout d'abord bonne année ! Je viens vous demander un petit truc : j'ai besoin de faire des pièces avec un remplissage différent pour certains endroits. Jusqu'ici, rien de bien méchant, j'utilise la fonction modifier d'IdeaMaker pour faire ça. Oui, mais voilà, mes modificateurs génèrent maintenant des coques externes dessus et je ne trouve nul part comment enlever ces coques. En plus d'être disgracieux comme vous pouvez voir sur l'axe Z, je n'ai plus une seule et unique coque en guise de contour de ma pièce et je suis persuadé que cela joue aussi sur la résistance aux contraintes mécaniques. Bref, peu importe les raisons en fait. Savez-vous comment se débarrasser de ces coques sans mettre la pièce entière sans coque évidemment ? J'ai eu beau chercher sur le net... Dans le tuto Youtube d'IdeaMaker ici, il n'a pas ce problème. Mais bon, il s'agissait d'une vieille version du logiciel.
Bonjour tout le monde et tout d'abord bonne année ! Je viens vous demander un petit truc : j'ai besoin de faire des pièces avec un remplissage différent pour certains endroits. Jusqu'ici, rien de bien méchant, j'utilise la fonction modifier d'IdeaMaker pour faire ça. Oui, mais voilà, mes modificateurs génèrent maintenant des coques externes dessus et je ne trouve nul part comment enlever ces coques. En plus d'être disgracieux comme vous pouvez voir sur l'axe Z, je n'ai plus une seule et unique coque en guise de contour de ma pièce et je suis persuadé que cela joue aussi sur la résistance aux contraintes mécaniques. Bref, peu importe les raisons en fait. Savez-vous comment se débarrasser de ces coques sans mettre la pièce entière sans coque évidemment ? J'ai eu beau chercher sur le net... Dans le tuto Youtube d'IdeaMaker ici, il n'a pas ce problème. Mais bon, il s'agissait d'une vieille version du logiciel.-G__MonDrive_plans_Configurations_Anthony-P.thumb.png.a76fb3c08eb547da69784a5ca2902579.png)
-
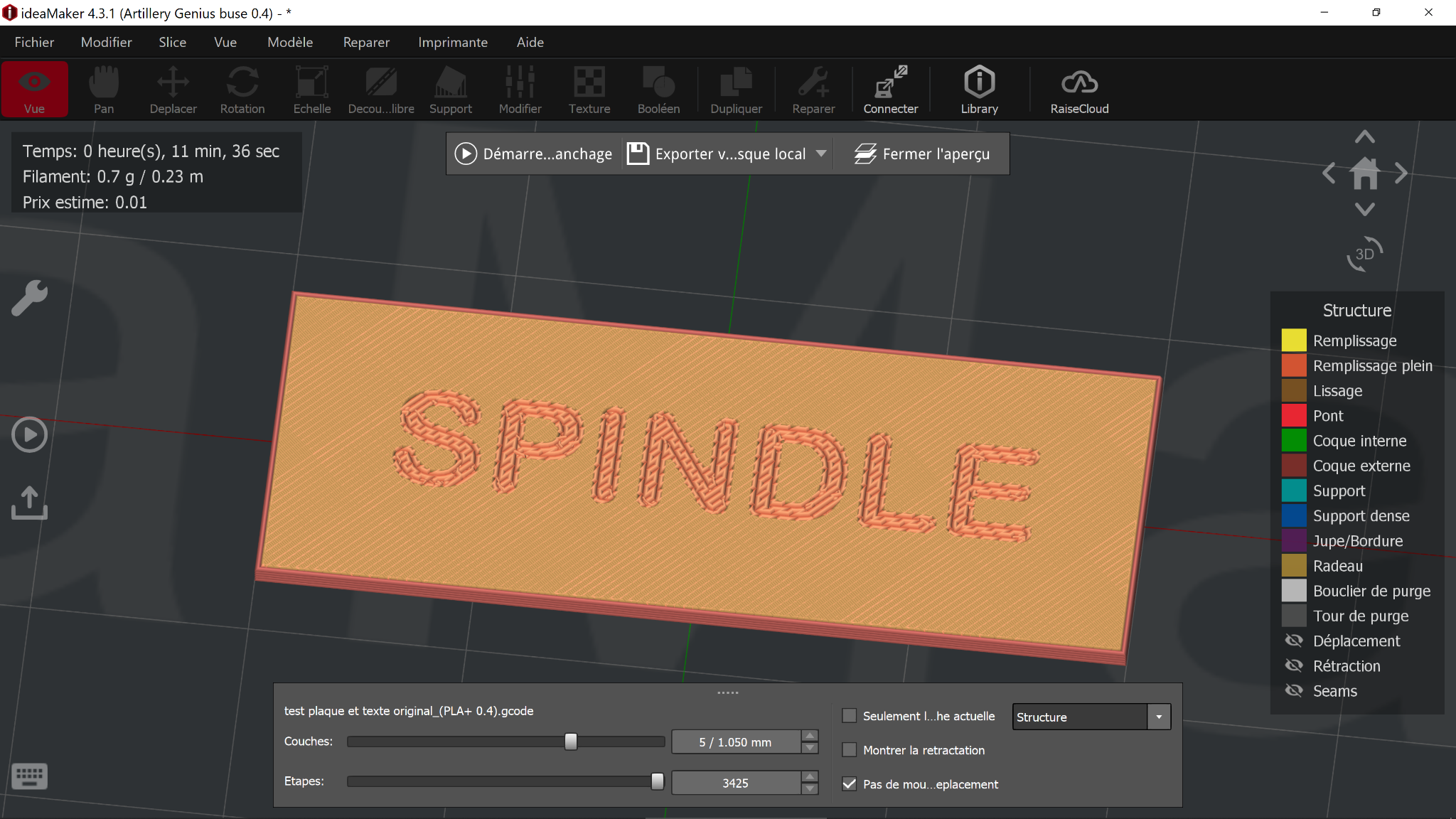
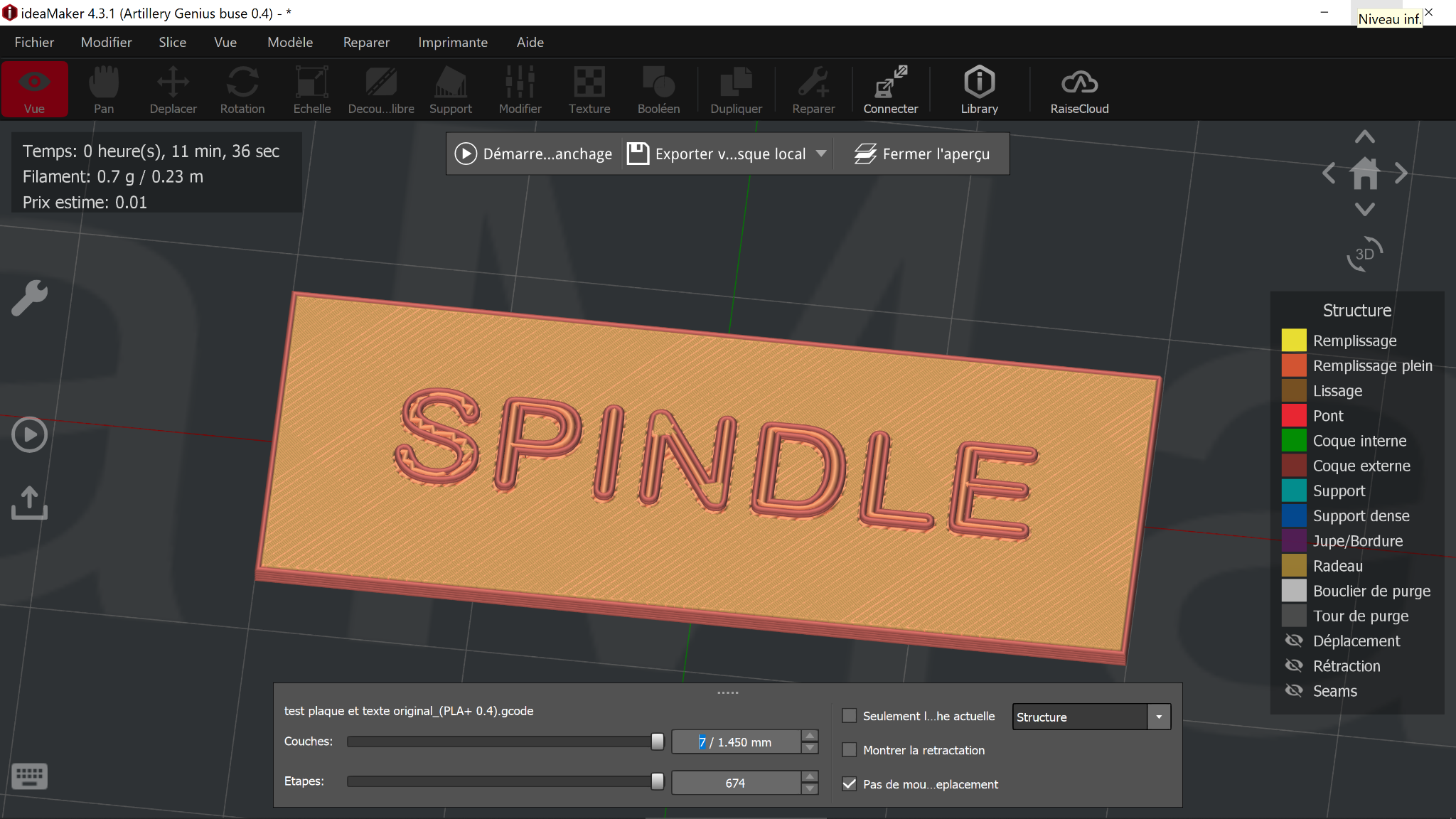
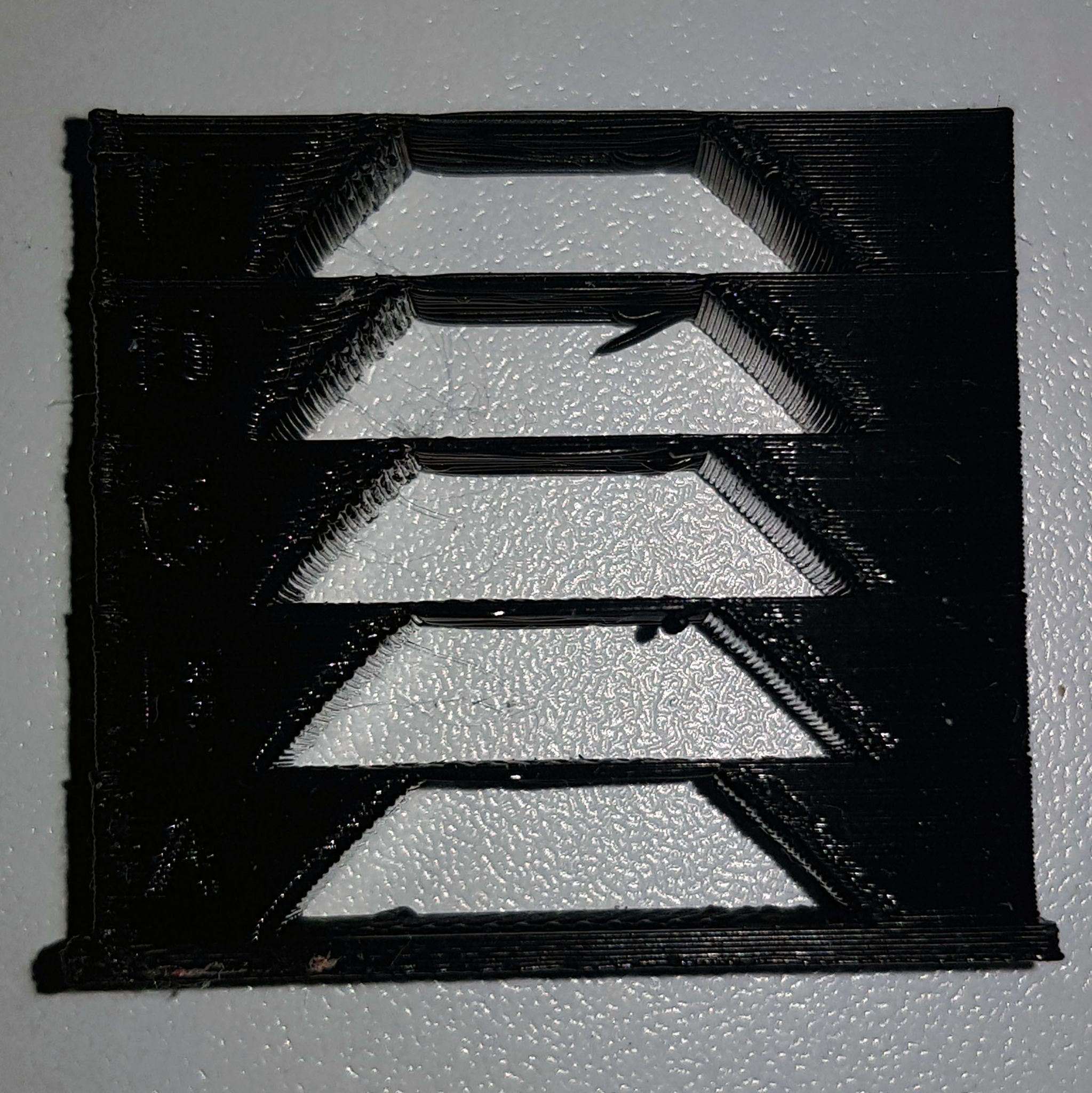
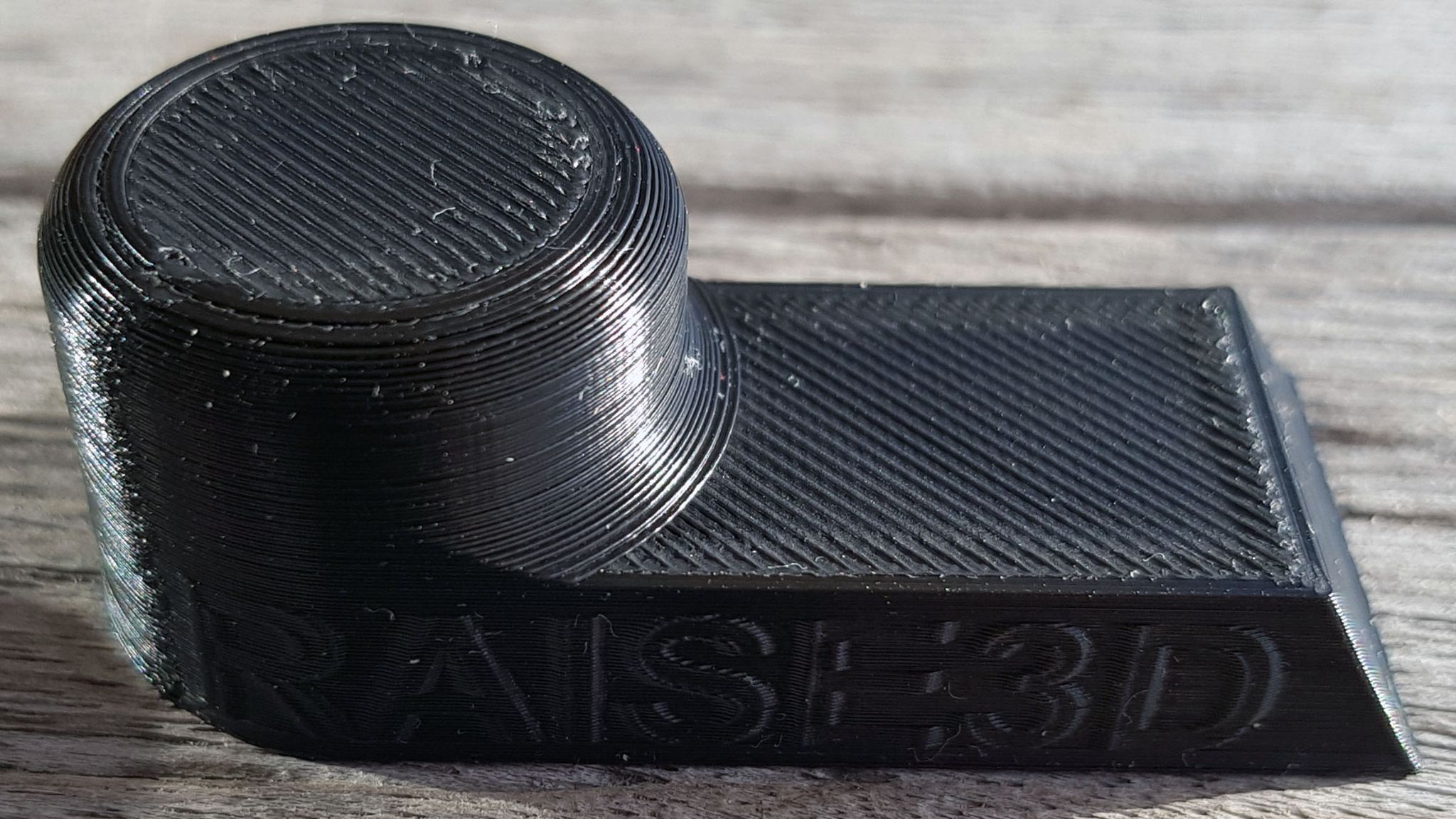
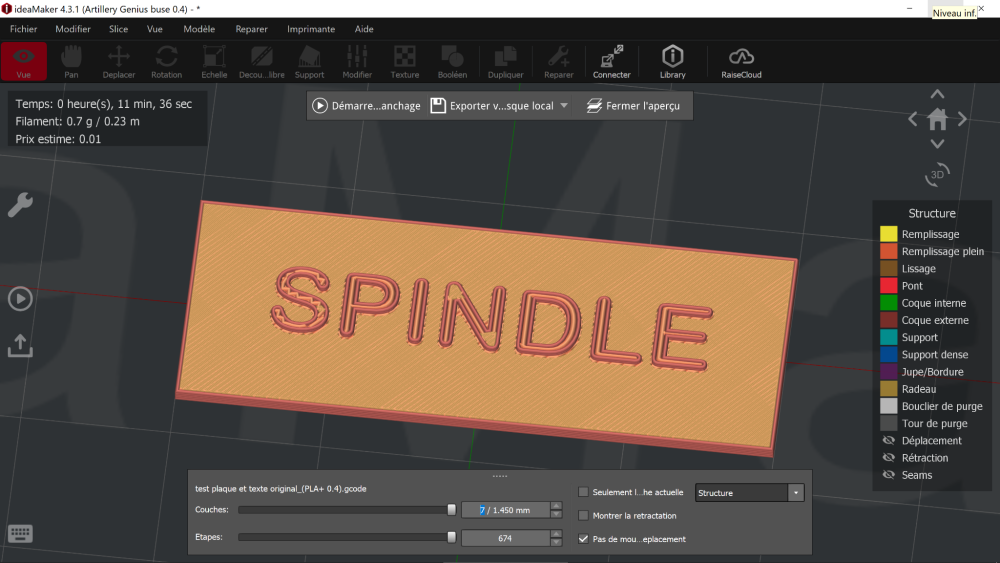
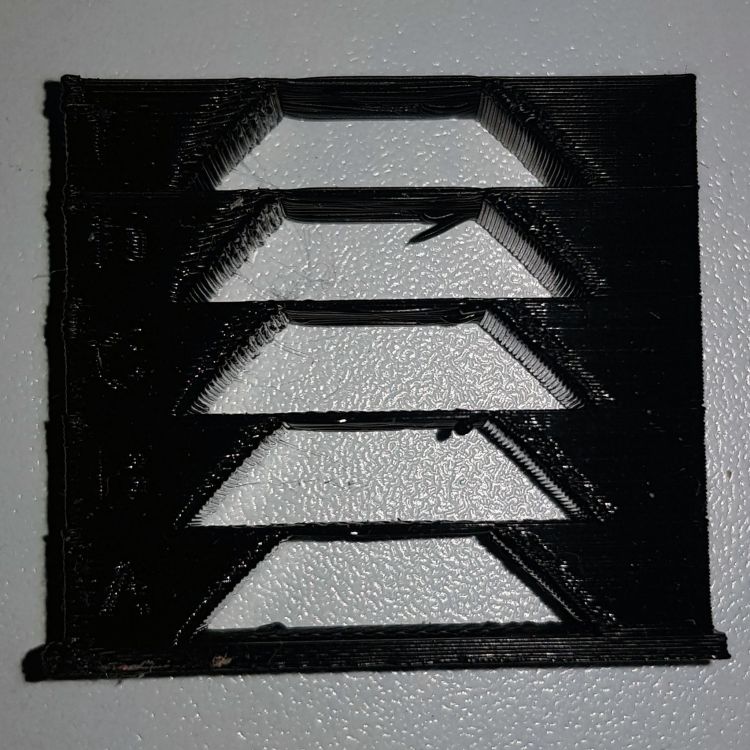
 Bonjour, j'ai l'habitude d'utiliser Ideamaker mais j'ai un souci de "trace" sur la surface de mon étiquette que je veux bien lisse puis ensuite l'écriture. en effet sur la couche 5 le remplissage solide de la surface devrait juste être parcouru pas des traits à 45° mais là en plus j'ai le texte qui s'affiche et un remplissage se fait. Ensuite la couche 6 et 7 sont ok avec les écritures. Le problème est que le rendu de la surface en couche 5 est pas régulier puisque interrompu par un "ghosting" de l'écriture. La seule solution que j'ai trouvé est d'importer séparément l' étiquette et le texte. Si quelqu'un à une solution ou une idée d'où cela provient. J'ai essayé sur Prusaslicer et Cura et avec eux pas de souci. merci d'avance
Bonjour, j'ai l'habitude d'utiliser Ideamaker mais j'ai un souci de "trace" sur la surface de mon étiquette que je veux bien lisse puis ensuite l'écriture. en effet sur la couche 5 le remplissage solide de la surface devrait juste être parcouru pas des traits à 45° mais là en plus j'ai le texte qui s'affiche et un remplissage se fait. Ensuite la couche 6 et 7 sont ok avec les écritures. Le problème est que le rendu de la surface en couche 5 est pas régulier puisque interrompu par un "ghosting" de l'écriture. La seule solution que j'ai trouvé est d'importer séparément l' étiquette et le texte. Si quelqu'un à une solution ou une idée d'où cela provient. J'ai essayé sur Prusaslicer et Cura et avec eux pas de souci. merci d'avance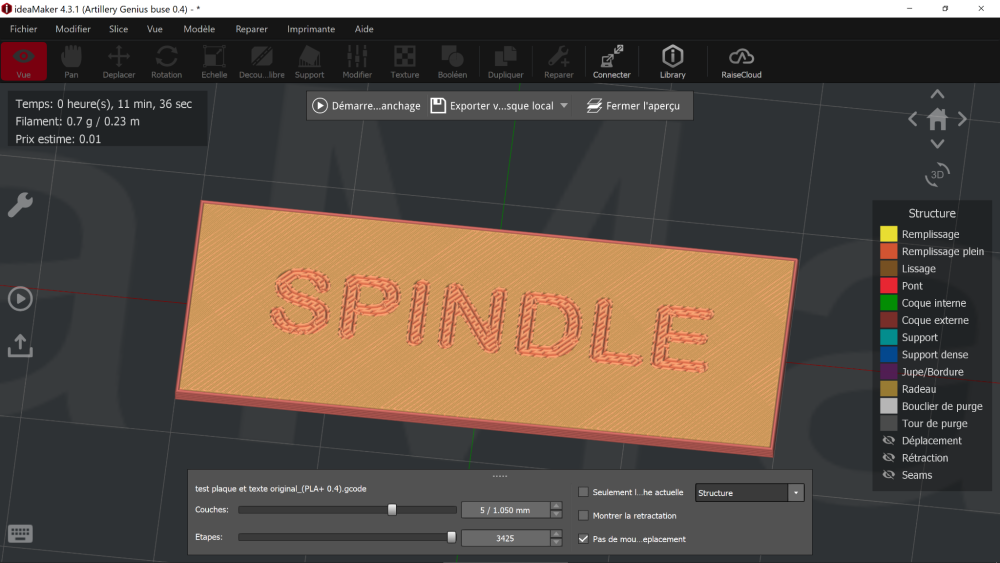
-
@vap38 @Oldudu76 Bonjour, Après bien des essais, j'ai décidé de laisser tomber IdeaMaker sur la SV04. J'ai beau essayé de modifier les profils dans tous les sens, pas moyen d'arriver à quelque chose de satisafaisant. J'ai fini par penser qu'il y avait encore un problème sur mon imprimante (ce ne serait pas la première) alors, avant d'appeler le SAV, j'ai eu l'idée d'utiliser la version Cura fournie avec cette imprimante. Et là, comme par magie, les impressions sont quasi nickels, je dois juste adapter la température des buses mais pas grand chose. Autre point, j'ai fait le modèle joint qui me permet de tester la 1ère couche. Il me faut sous IdeaMaker au minimum 35mn pour l'imprimer alors que sous Cura 5mn suffisent. D'ailleurs, sous Cura, cela n'imprime bien qu'une couche alors que sous IdeaMaker, il en imprime deux bien défoncées. Je n'ai pas changé le nivellement entre les 2. Et en plus, IdeaMaker, en mode miroir ou copie, impose de mettre un raft sinon, il ne slice pas. Je sais que, forcément, ce sont les profils qui ne sont pas bons, ou peut-être leur emploi sous octoprint mais je n'en peux plus de faire des essais, j'aimerais bien aussi faire des impressions. Donc, maintenant, j'en suis à utiliser Cura avec transfert des fichiers sous SD. Je vais attendre que Sovol sorte un profil pour son imprimante pour IdeaMaker sous Octoprint avant d'y retourner. C'est dommage mais j'en peux plus de passer mon temps à chercher ce qui ne va pas dans ces profils. Bon weekend. Z-offset.stl

-
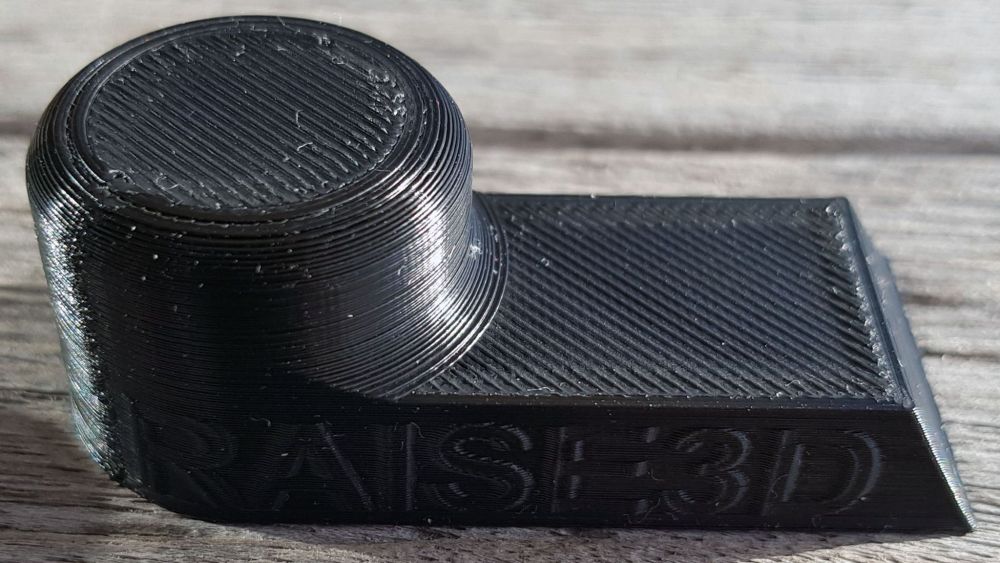
 Bonjour à tous et à toutes, En espérant être dans la bonne rubrique. ( pauv' sou-doué que je suis ) Messieurs les admins, n'hésitez pas à replacer si nécessaire. Mon imprimante : Alfawise U20 . Mon trancheur = Ideamaker 4.2.2 5450 Mon objectif est d'imprimer un simple cylindre en mode "Vase". Matière = PLA A ma grande surprise l'imprimante s'arrête ( du style un quart de seconde ) à chaque couche quasiment au même endroit . Je ne vous dis pas la bavure de plastique le long du cylindre !!! En plaçant les doigts sur l'axe Z je sent bien la rotation par plusieurs à-coups sur un tour qui atteste du mode spiralé. J'ai balayé un maximum mes paramètres mais rien n'y fait !! ( vitesse, rétraction, débit, température ....) . Je désespère . . .car j'ai bien coché "Mode Vase". A ma grande surprise, je fait le test avec Cura et ca fonctionne du premier coup !!!!! Suis-je passé à coté de quelque chose ? J'ai pourtant l'habitude d'utiliser Ideamaker. . . J'ai comme le présentiment que le fichier Gcode crée par Ideamaker n'est pas aussi bien " digéré " que celui qui vient de Cura ???? Y-a-t-il quelqu'un qui a déjà eu cette mésaventure ? Avez-vous une idée sur l'origine du problème ?? En vous remerciant d'avance pour vos prochaines remarques/observations . . . Sincères salutations Mike37fr
Bonjour à tous et à toutes, En espérant être dans la bonne rubrique. ( pauv' sou-doué que je suis ) Messieurs les admins, n'hésitez pas à replacer si nécessaire. Mon imprimante : Alfawise U20 . Mon trancheur = Ideamaker 4.2.2 5450 Mon objectif est d'imprimer un simple cylindre en mode "Vase". Matière = PLA A ma grande surprise l'imprimante s'arrête ( du style un quart de seconde ) à chaque couche quasiment au même endroit . Je ne vous dis pas la bavure de plastique le long du cylindre !!! En plaçant les doigts sur l'axe Z je sent bien la rotation par plusieurs à-coups sur un tour qui atteste du mode spiralé. J'ai balayé un maximum mes paramètres mais rien n'y fait !! ( vitesse, rétraction, débit, température ....) . Je désespère . . .car j'ai bien coché "Mode Vase". A ma grande surprise, je fait le test avec Cura et ca fonctionne du premier coup !!!!! Suis-je passé à coté de quelque chose ? J'ai pourtant l'habitude d'utiliser Ideamaker. . . J'ai comme le présentiment que le fichier Gcode crée par Ideamaker n'est pas aussi bien " digéré " que celui qui vient de Cura ???? Y-a-t-il quelqu'un qui a déjà eu cette mésaventure ? Avez-vous une idée sur l'origine du problème ?? En vous remerciant d'avance pour vos prochaines remarques/observations . . . Sincères salutations Mike37fr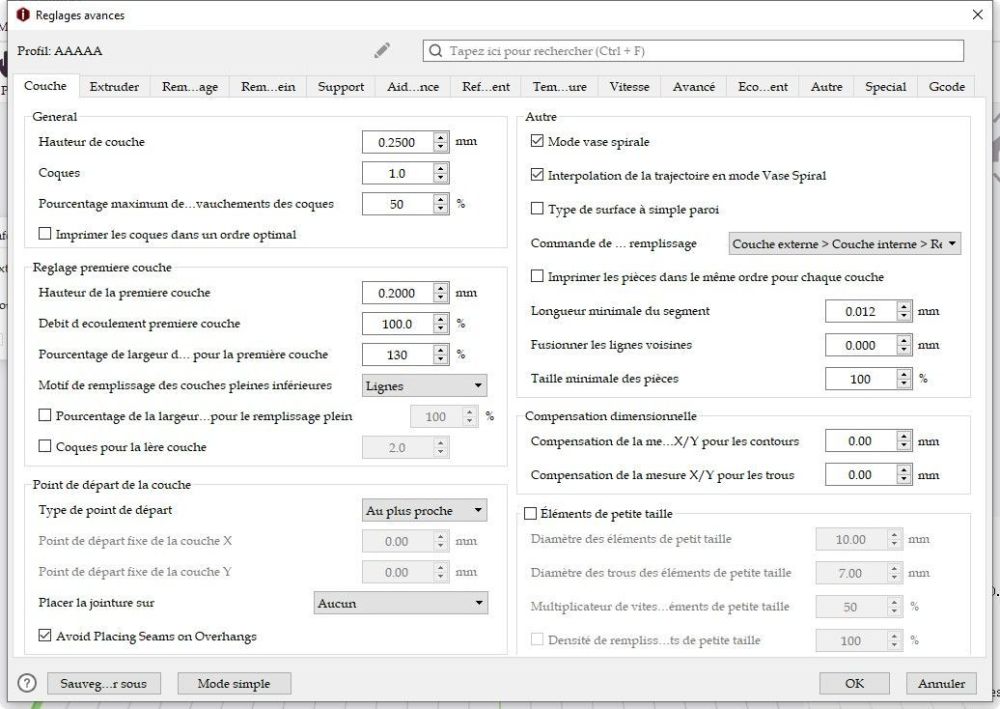
-
.thumb.jpg.0f81806f1124516924f6c6b83eb2eb3c.jpg)
Durée d'impression anormalement longue
mich0111 a posté un sujet dans Discussions sur les imprimantes 3D
Bonsoir @vap38 Je cherche à imprimer cette plaque avec ma SV04 en utilisant ideamaker mais je trouve le temps d'impression anormalement long. Il m'annonce 9h pour ce simple texte. Pourrais-tu jeter un oeil et me dire s'il y a quelque chose de foireux ? Par avance, merci. Je te joins profil ideamaker et modèle A bientôt Street_passage Moumou texte.stl Sovol3d SV04-PETG 1.75mm-export.bin -

ideamaker Impression deux couleurs avec Ideamaker
Pinpin2405 a posté un sujet dans Discussions sur les logiciels 3D
Bonjour j'ai une imprimante avec deux extrudeurs (bowden et direct drive) et une seule buse. J'ai paramétré le profil avec deux extrudeurs sur ideamaker en renseignant les rétractions à chaque changement de couleurs et une tour de purge. Sur l'aperçu tout est ok mais sur l'imprimante cela ne fonctionne pas. Le filament se retracte bien sur le bowden mais après l'extrudeur repousse le fil et l'extrudeur du direct drive ne fonctionne pas . En mode manuel les deux extrudeur fonctionnent bien donc selon moi c'est un problème de paramétrage d' Ideamaker J'ai trouvé un tuto de deux ans mais j'ai l'impression qu'il n'est plus à jour à cause des mises à jour d'Idea. -
 Bonjour, Petites questions de pure débutant. Je possède une tenlog d3 pro qui réalise des mouvements de 0.1 mm sur l'interface. Je me demande s'il y a un intérêt à mettre par exemple une hauteur de couche à 0.05 ou 0.12 par exemple. Dans le premier cas, mon Z va t'il réellement faire une première couche à 0.05 ou rester à 0.0 car la précision est de 0.1 ( l'affichage en tous cas montre uniquement un seul chiffre après la virgule, donc pas évident pour moi de savoir...). Seconde question : j'utilise ideamaker et je rajoute systématiquement un -0.1 sur les hauteurs du Z pour compenser l'écart bed/buse de la feuille en papier C'est ce qu'il faut faire ou le 0.1 d'espace est nécessaire ? Car mon "home" n'est pas réellement à 0 mais plutôt 0.1(environ)du fait du nivellement par feuille de papier. Merci d'avance pour vos retours.
Bonjour, Petites questions de pure débutant. Je possède une tenlog d3 pro qui réalise des mouvements de 0.1 mm sur l'interface. Je me demande s'il y a un intérêt à mettre par exemple une hauteur de couche à 0.05 ou 0.12 par exemple. Dans le premier cas, mon Z va t'il réellement faire une première couche à 0.05 ou rester à 0.0 car la précision est de 0.1 ( l'affichage en tous cas montre uniquement un seul chiffre après la virgule, donc pas évident pour moi de savoir...). Seconde question : j'utilise ideamaker et je rajoute systématiquement un -0.1 sur les hauteurs du Z pour compenser l'écart bed/buse de la feuille en papier C'est ce qu'il faut faire ou le 0.1 d'espace est nécessaire ? Car mon "home" n'est pas réellement à 0 mais plutôt 0.1(environ)du fait du nivellement par feuille de papier. Merci d'avance pour vos retours. -
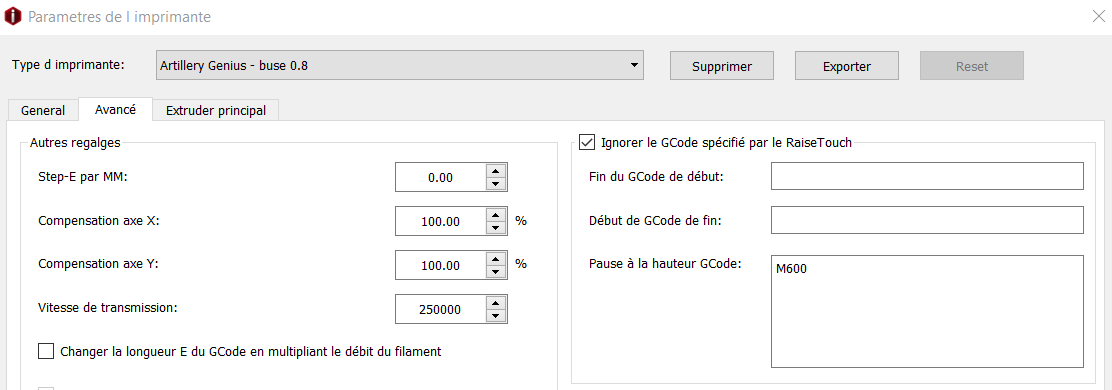
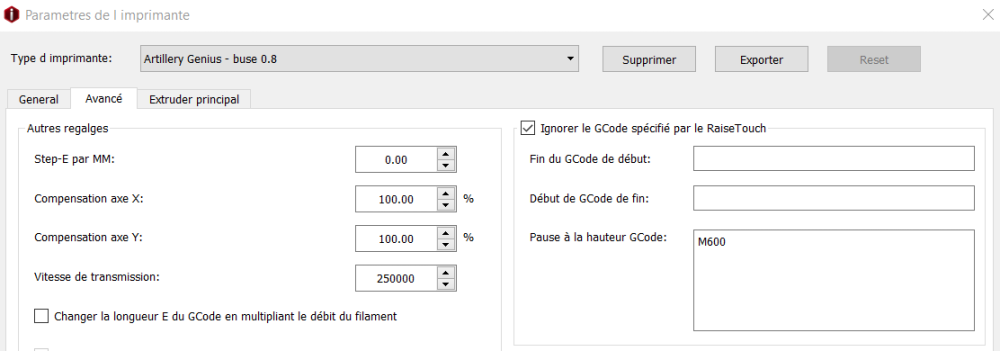
Bonjour, j'aurais besoin de marquer une pause lors d'une impression de pièce avec Ideamaker pour insérer une pièce, donc en gros: retracter le fil,se déplacer sur Z un peu vers le haut, puis Y le plus loin possible pour bien accéder à la pièce, faire un bip, faire une pause (M0) avec attente sur écran, puis continuer. il existe un script il parait sur Cura, mais ne connaissant pas Cura, quelqu'un pourrait-il me fournir le g-code pour règler mon problème ? j'ai une imprimante Genius flashé qui reconnais le M600 et à priori aussi le M0, et je devrais normalement remplir par du G-code à la place du M600 situé dans les paramètres de l'imprimante:
-
Bonjour, Suite à un post que j'ai ouvert il y a quelques temps dans entraide, la piste de mon problème s'est affinée et je me rends compte que le soucis vient du slicer. Mon imprimante est une magma 350xt et depuis un moment, j'essaie de faire un profil petg qui va bien pour mon imprimante/fil. Avant tout, j'ai des profils S3D et je n'ai pas le soucis que je vais vous décrire. Voici tout d'abord le gcode de début de print: Voici mon soucis, une fois que le gcode de début est fini, le print commence MAIS le fil ne sort qu'après un certain temps. En gros, d'après des test, sur un cube de calibration de 20*20, le fil sort à la moitié de la première couche. Ce que j'ai remarqué: une fois le prime nozzle et quick wipe faits, le fil dans mon extrudeur recule d'au moins 20mm donc il n'y a plus de fil au niveau de la buse. Le temps que le fil revienne et sorte, on est à la moitié de la première couche. Je n'ai ce soucis qu'avec ideamaker donc je suppose que cela vient du slicer. Malgré que je ne connaisse pas ideamaker a 100%, j'ai vérifié les paramètres, remis par defaut, changer avec profil qui n'a rien à voir,... J'ai toujours ce soucis du fil qui recule. Vous auriez une idée du pourquoi l'extrudeur fait marche arrière? Ca me rend dingue Merci
-
Bonjour tout le monde, J'ai découvert l'outil de paramétrage de slicing fournit par Raise, Iterator, qui, soit dit en passant, est une bénédiction pour les débutants comme moi. Il me semble obtenir de bons résultats à l'exception du dernier test, le "Top Surface Test", pour lequel, j'ai bon avoir déjà fait 3 itérations, je ne vois pas de changement. A mon avis, je dois mal mal interpréter le résultat du print. Aussi, est-ce quelqu'un aurait la gentillesse de me remettre dans le droit chemin afin de réorienter la correction ? Je vous joins le résultat de chacun des prints avec leur intitulés. Par avance, merci. Amitiés Temperature Test : j'ai choisi A mais la suite des tests m'a fait revenir à B Flowrate Test - Ok Vertical Surface Test - Ok mais doute Ghosting Test - Ok Start/End Point Test - Ok mais doute Top Surface Test (3 itérations), j'y vois une surextrusion mais sans aucune certitude. Plus que doute.






-
Bonsoir, arrivez vous a connecter directement vos imprimantes à ideamaker ? sous windows ? sous mac os ? et aussi pour les futures utilisateur : https://www.ideamaker.io/detail.html?id=1420
-
ideamaker Question sur le infill dans IdeaMaker
mich0111 a posté un sujet dans Discussions sur les logiciels 3D
Bonjour, J'aimerais savoir s'il est possible de déterminer sous IdeaMaker une densité de remplissage valable jusqu'à telle hauteur. Je n'ai pas vu ce paramètre, j'aurais donc tendance à penser que ce n'est pas possible, mais ce logiciel est si touffu qu'on ne sait jamais. Mon objectif est de construire un objet dont la base est plus fine que le sommet. Je voudrais donc définir le pourcentage de remplisssage à 50% jusquà mi-hauteur puis le passer à 25%. Par avance, merci de votre aide. Amitiès Michel -
ideamaker Manuel utilisateur Ideamaker V4
mich0111 a posté un sujet dans Discussions sur les logiciels 3D
Bonjour, Utilisant Ideamaker depuis peu de temps et ne connaissant que la version 4, savez-vous s'il existe un manuel utilisateur de cette version en français ? J'ai trouvé celui de la version 3.5 et ne sais dire s'il y a beaucoup de différences entre les deux. Si non, je me rabattrais sur la version anglaise mais, tant qu'à faire... D'avance, merci. Michel -
ideamaker Quel est ce paramètre qui met le souk ?
mich0111 a posté un sujet dans Discussions sur les logiciels 3D
Bonsoir tout le monde, J'ai imprimé plusieurs pièces depuis que j'ai cette machine (à peu près deux semaines). Des pièces fabriquées par moi ou récupérées sur le net. En single, dual et miroir. Tout ça pour dire que je ne sais plus où regarder. J'ai imprimé une statue de Basteth sans problème et je n'arrive à imprimer son socle. Lors de l'impression de ce socle la buse dépose tout un tas de filament à chaque coin au point d'en faire des dépôts de plusieurs mm. J'ai essayé avec raft, sans raft avec jupe, avec et sans support, ça ne change rien. J'ai également refait le socle en utilisant les formes fournies par Ideamaker en imaginant que ça pouvait être mon objet qui était foireux. J'ai dû démonter l'extrudeur afin de décoller un tas de filament fondu qui avait fini par obstruer la buse. Aussi, si quelqu'un pouvait m'aiguiller, ce sera gentil de sa part. Par avance, merci. -
 Bonjour , Je voudrais savoir s'il est possible avec Idéamaker de faire des impressions qu'avec uniquement la tête E2 lorsque l'on à une imprimante dual. Sous Idéamaker pour se servir uniquement de la tête E1 on désactive / active E2 ( Dans Extruder/extrudeur de droite ) Mais Est-ce que l'on peut faire pareil qu'avec E1 car il n'y a pas d'onglet pour activer ou désactiver dans extrudeur de gauche ? merci
Bonjour , Je voudrais savoir s'il est possible avec Idéamaker de faire des impressions qu'avec uniquement la tête E2 lorsque l'on à une imprimante dual. Sous Idéamaker pour se servir uniquement de la tête E1 on désactive / active E2 ( Dans Extruder/extrudeur de droite ) Mais Est-ce que l'on peut faire pareil qu'avec E1 car il n'y a pas d'onglet pour activer ou désactiver dans extrudeur de gauche ? merci
-
Hello, ça fait quelques temps que j'utilise Ideamaker et je suis plutôt satisfait, sauf que les fichiers .idea n'enregistrent pas certains paramètres, par exemple la pause à une certaine hauteur de couche, la jupe et même le taux de remplissage. Pour l'instant quand c'est nécessaire j'enregistre un Profil pour une pièce qui par exemple à une pause, mais je trouve ça fastidieux. y aurait-il une solution plus simple? j'ai essayé de voir les paramètres de groupe et couche mais ces paramètres ne sont pas gérés.
-

ideamaker Modification vitesse impression tour de purge
icare a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Existe-il une manière plus global pour affecter la vitesse d'impression de la tour de purge par extrudeur ? Le découpage par couches peut s'avérer long dans certains cas de figure. Merci Patrice -
Bonjour, Je souhaite injecter du filament lors du démarrage des extrudeurs (suite à des suintements importants lors de l'attente mais sans diminuer la température (volontaire)) et modifier la vitesse d'impression de la tour de purge en fonction de l'extrudeur. Le gcode dans l'onglet "GCode de commutation des buses" ci-dessous, peut-il être opérationnel ? [if{new_extruder}=1] T1 E5 [if{new_extruder}=1] G92 E0 [if{new_extruder}=1] {wipe_tower_speed}=600 [if{new_extruder}=0] T0 E3 [if{new_extruder}=0] G92 E0 [if{new_extruder}=0] {wipe_tower_speed}=2400 Merci de votre aide et conseils
-
ideamaker Plantage de ideaMaker
icare a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, J'utilise ideaMaker 4.1.1.5050 sous Ubuntu 18.04 LTS (dernière mise à jour). Lors de l'utilisation de IM le logiciel plante et se ferme régulièrement, cela est un peu rageant lorsqu'on peaufine les réglages de paramètres. Ce phénomène se produit aussi bien sous la version appImage que sous la version paquets deb. Pour les utilisateurs Linux avez-vous les mêmes problèmes ? Ou avez-vous une solutions ? Merci pour vos retours -
ideamaker Philosophie d'ideaMaker
icare a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour à tous, Pas sûr d'être dans la bonne rubrique. Je cherche un document ou un tuto sur la philosophie d'ideaMaker, en d'autres termes, comment est organisé les dépendances entre imprimante, filament et profil. Le tout me para un peu obscure. Merci pour vos conseils, liens et autres propositions -

ideamaker IdeaMaker vs Cura : sauvegarde des projets
Oceaneml a posté un sujet dans Discussions sur les logiciels 3D
Bonjour, J'ai une question concernant la sauvegarde des fichiers projets avec CURA (xxx.3mf) et IdeaMaker (yyy.idea). J'ai constaté qu'avec CURA (V4.9.1), le chargement d'un fichier 3mf restitue bien tout les paramètres spécifiques utilisés pour ce projet (type filament, couches, support, température, etc). Avec IdeaMaker (V4.1.1), le fichier idea ne restitue rien et les paramètres restent dans l'état de la dernière utilisation du slicer avec un autre fichier. Donc je ne vois pas l'intérêt de ce type de fichier ! J'ai bien essayé de poser la question à RAISE3D aux US mais la réponse est que je dois m'adresser à mon revendeur qui me répond "c'est peut-être un BUG !) Merci de confirmer ce problème. Bonne journée -
Bonjour à tous, Je post dans cette section car ma question est quand même bien ciblé sur les Tenlog IDEX. Lorsque j'imprime en deux couleurs ou deux matériaux, bref lorsque j'utilise les deux têtes, il est normal d'avoir les codes T0 et T1 dans le programme pour choisir les températures pour chaque buse et aussi pour changer de buse le moment venu. MAIS lorsque j'imprime avec une seule buse, je voudrais que mon programme GCODE ne comporte pas le code T0. Toujours les consignes de température et de vitesse de ventilo mais sans le code T0. Pourquoi ? tout simplement pour que je puisse imprimer soit avec la tête de gauche, soit avec la tête de droite sans refaire le programme. J'ai essayé en modifiant manuellement le programme et ça marche. J'ai supprimé à la main tous les T0 d'un programme de Benchy, puis je lance le programme et il s'imprime avec la tête gauche comme d'hab. J'annule l'impression, je refais un home et je change de buse depuis l'écran de la Tenlog. Puis je relance l'impression et là super elle part imprimer avec la tête de droite. Donc la machine le gère (ou du moins elle le tolère ), mais comment faire dans IDEAMAKER ? Je n'ai pas trouvé d'option pour ne pas avoir le code Tx.
.thumb.png.af6ec5ffd7e474e476739233ce79399e.png)


-G__MonDrive_plans_Configurations_Anthony-P.png.a018bbe969d740bb7b1a5cb0b6e39f04.png)