Chercher dans la communauté
Résultats des étiquettes.
3 résultats trouvés
-

[Tutoriel] Calibrer l'offset X/Y pour la double extrusion sur la Pro C
Invité a posté un sujet dans Tutoriels et améliorations pour GEEETech
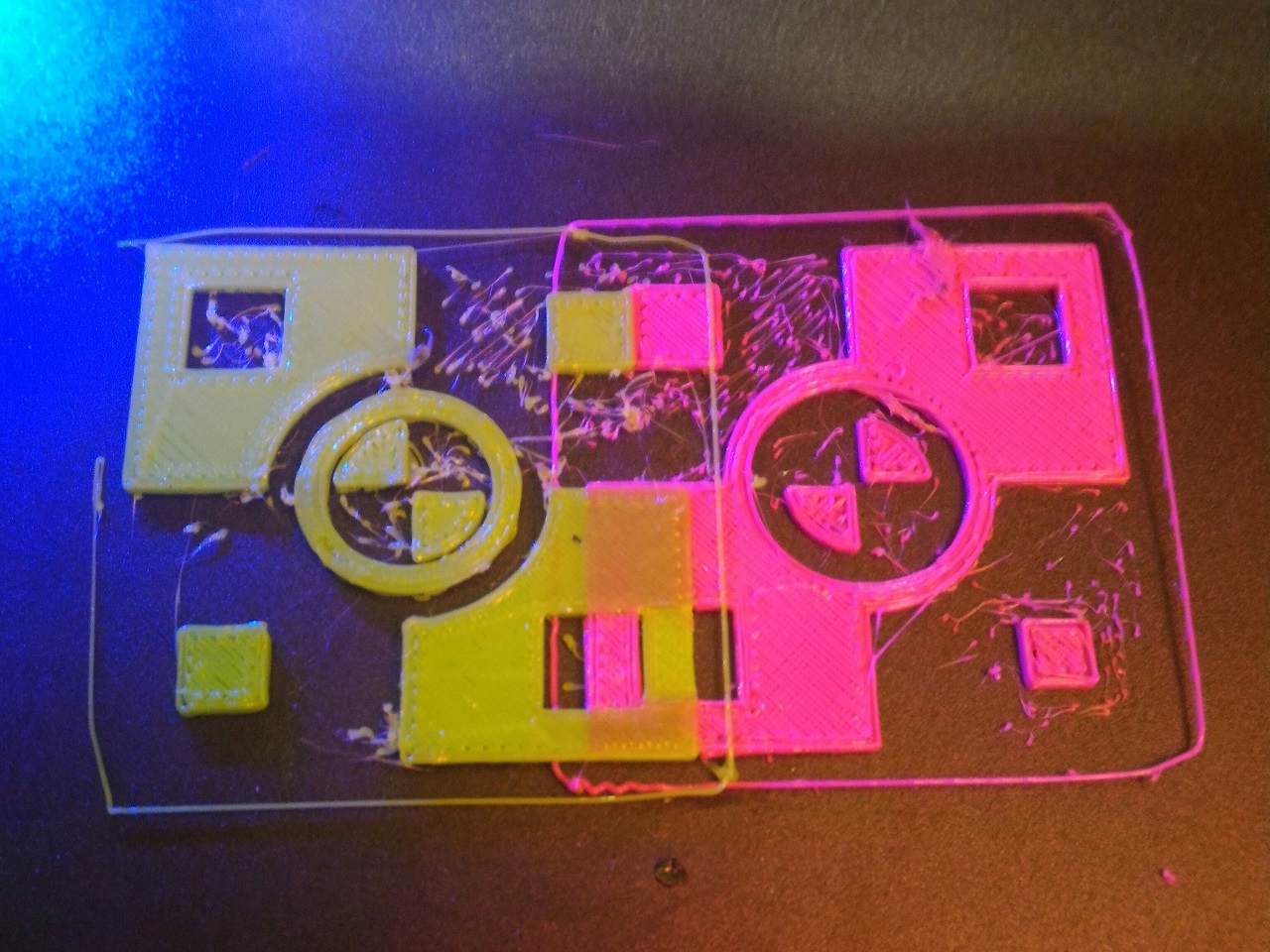
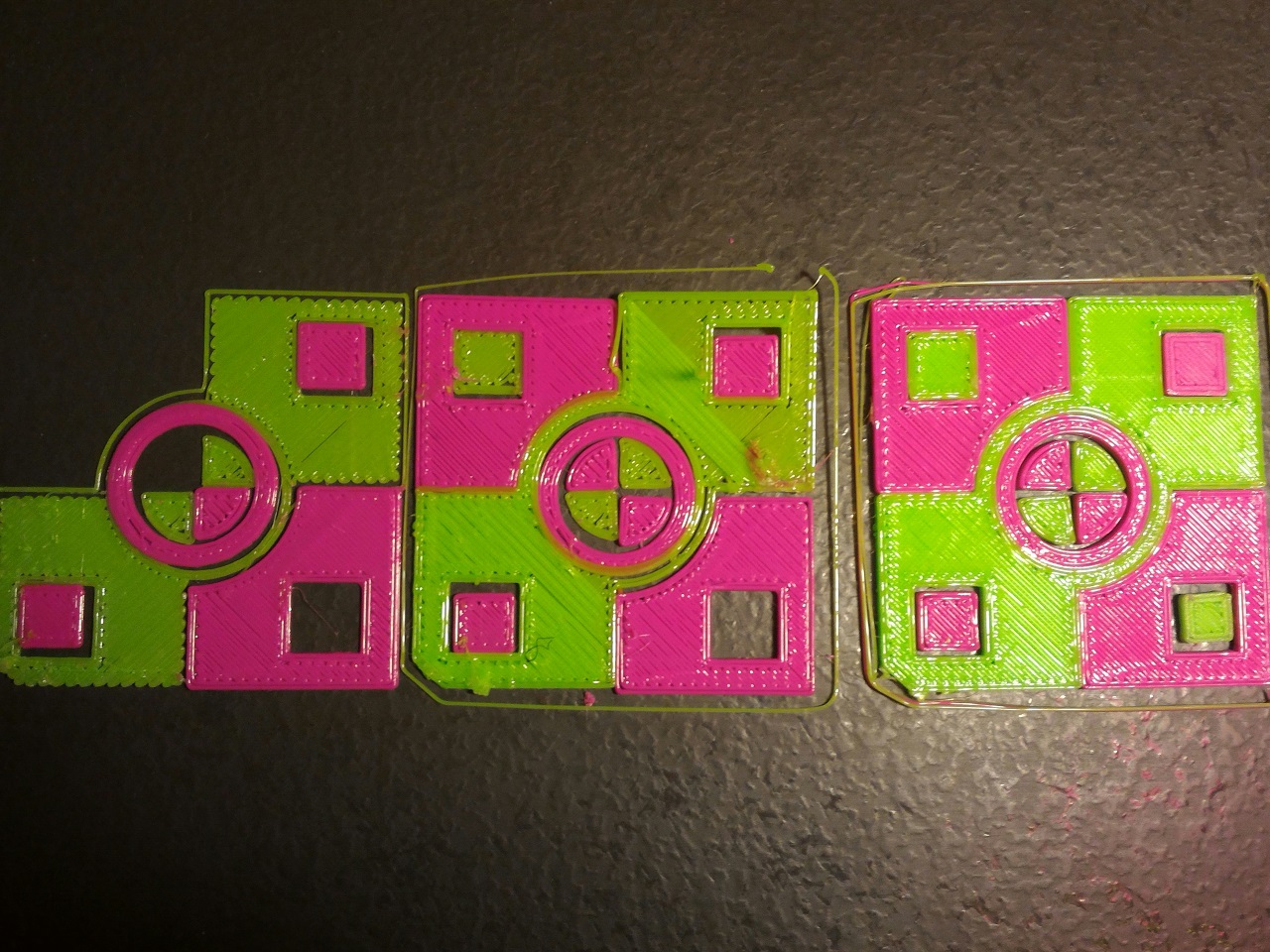
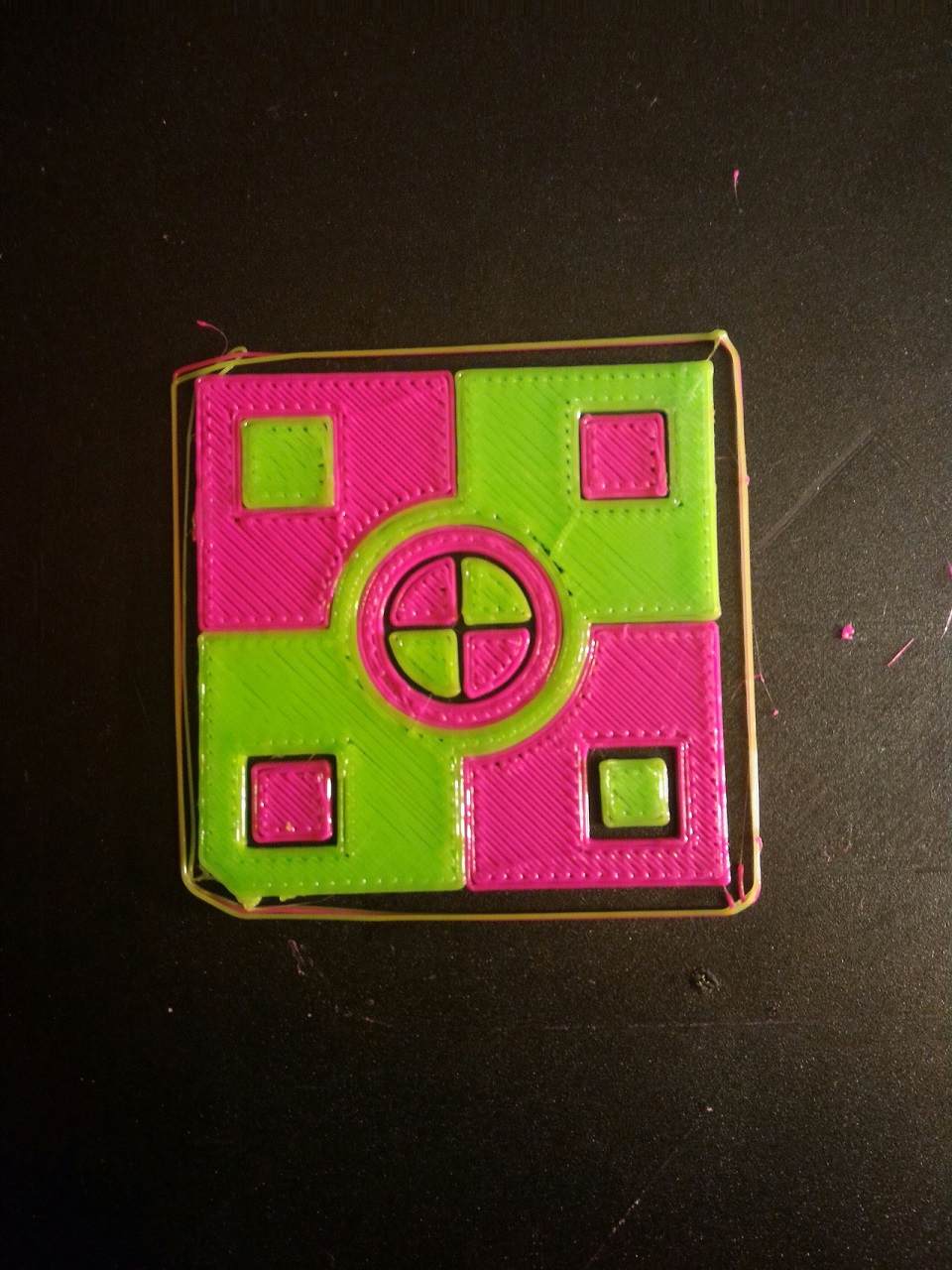
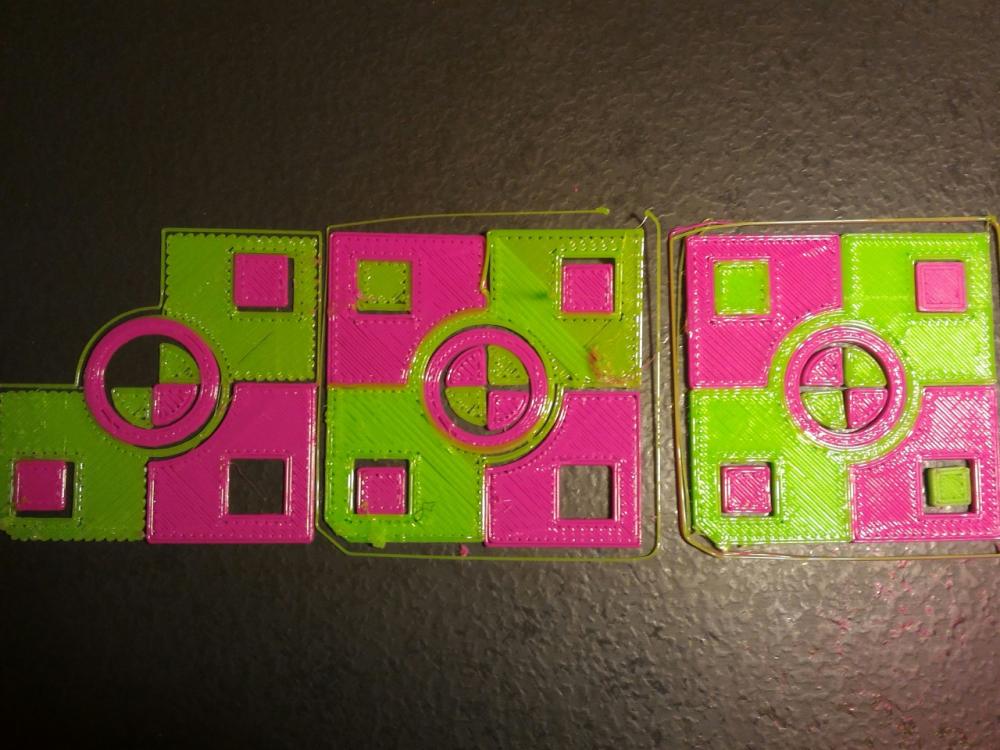
Aujourd'hui, intéressons-nous à un cas particulier : la Pro C. Après avoir pris à danser avec l'extrudeur de gauche, je me suis dit qu'il serait sympa de commencer à essayer d'intégrer celui de droite dans la chorégraphie. Mes premiers tests furent un échec lamentable, jugez-en par vous-même : La cause de cet échec ? L'offset. On entend souvent parler d'offset Z, pour la double extrusion nous devons également tenir compte d'un offset en X, parfois même en Y. L'imprimante se sert d'un point de repère, celui d'où sort le filament. Si le filament peut sortir de deux endroits différents, la logique veut que l'on prenne comme point de repère la première buse disponible, E0. GEEETech propose de définir l'offset dans le slicer. Je n'aime pas cette idée. La raison est simple : j'utilise plusieurs ordinateurs, et plusieurs slicers différents. Si je dois m'amuser à définir tout ça dans chaque slicer installé sur chacune de mes machines, c'est le bordel. Heureusement, Marlin nous permet de définir ça directement dans le firmware. C'est ce que je vous propose de faire ici. Mise en place Vous devez pouvoir vous connecter à votre carte électronique et pouvoir pousser des mises à jour du firmware dessus. Vous aurez donc besoin d'avoir le firmware de la Pro C sous le coude. Tout ceci est disponible au travers de cet autre tutoriel. Vous aurez également besoin de mesurer l'écart entre les deux buses. J'ai fait ça avec un pied à coulisse, pour ma part. Une autre technique consiste à laisser couler un peu de filament de chaque buse et à venir faire un offset Z. Les deux buses laisseront chacune un léger dépôt de plastique sur votre plateau, il suffira d'en mesurer l'écart. Mais c'est moins précis. GEEETech signale dans sa documentation que l'écart est de 32 mm, mais c'est une valeur théorique. En pratique, ça dépendra de l'usinage de la barre sur laquelle vous venez fixer vos extrudeurs. Le mieux est donc de mesurer selon votre situation à vous. Dans le firmware, au niveau du fichier Configuration.h, recherchez les variables suivantes : #define EXTRUDER_OFFSET_X {0.0, 0.0} #define EXTRUDER_OFFSET_Y {0.0, 0.0} Définissez donc l'offset de X de cette manière : #define EXTRUDER_OFFSET_X {0.0, 32.0} #define EXTRUDER_OFFSET_Y {0.0, 0.0} Sauvegardez, compilez, téléversez. Ensuite, vous allez pouvoir lancer une impression. Votre pièce de calibration sera celle-ci. Dans votre slicer, vérifiez bien que les valeurs d'offset en X et Y soient bien remises à zéro, sinon vous obtiendrez un décalage. A la fin de votre premier essai, si vous avez de la chance vos deux couleurs seront parfaitement alignées, comme c'est le cas sur l'image de droite. Si ce n'est pas le cas, vous pourriez obtenir des résultats similaires aux deux de gauche. Sur le premier modèle on voit que le rose (la seconde couleur) est trop à gauche par rapport au vert (la première couleur). L'écart est donc supérieur à 32 mm, il faut donc ajouter un offset supplémentaire au firmware : #define EXTRUDER_OFFSET_X {0.0, 32.5} #define EXTRUDER_OFFSET_Y {0.0, 0.0} Sur le second modèle, il semble que l'offset X soit correct, mais malheureusement pour moi j'ai également un offset en Y ! Ajustons donc cette valeur dans le firmware : #define EXTRUDER_OFFSET_X {0.0, 32.5} #define EXTRUDER_OFFSET_Y {0.0, 0.5} Sur le dernier exemple, ça semble bon : mes éléments collent ensemble, l'espace entre les petits carrés et le grand est le même sur chacune de leurs faces respectives. La photo n'est pas la plus belle et j'ai pas imprimé de la plus belle qualité possible, toutefois. Un souci ? En cas de problème avec cette procédure, créez donc un nouveau sujet dans lequel vous détaillerez ce que vous avez fait, ce que vous attendiez et le résultat que vous avez obtenu. Nous tâcherons dès lors de vous aider. Par souci de clarté, évitez de poster vos problèmes en réponse à ce sujet.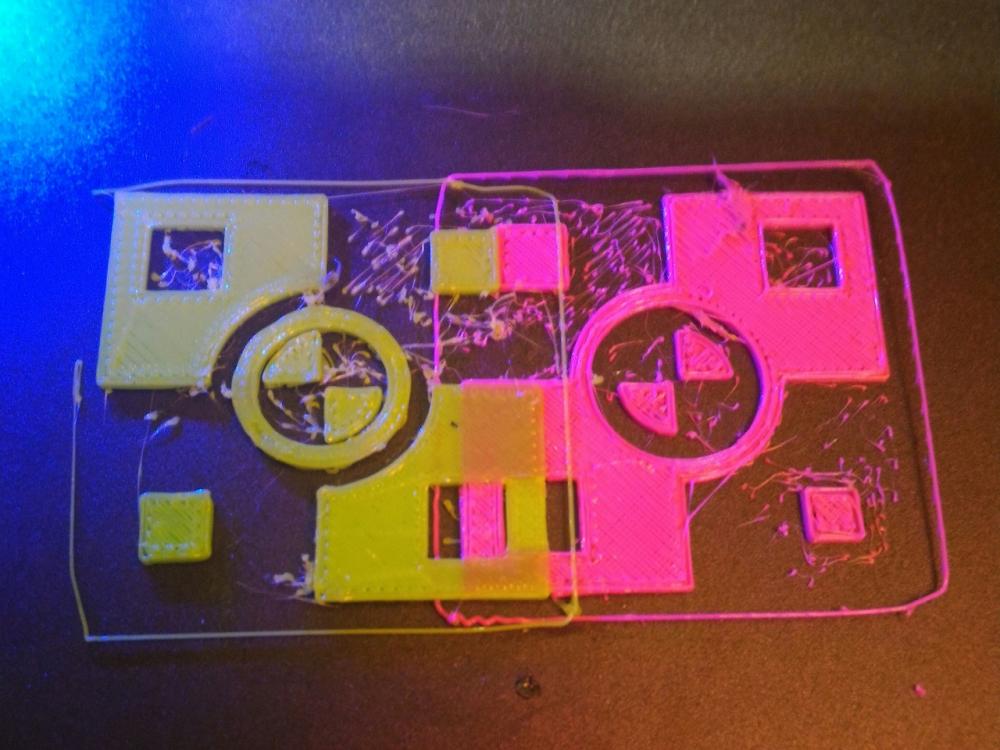

-
Salut tout le monde. Aujourd'hui gros problème mon extrudeur ne fonctionne plus comme il faut. Lors de l'impression le PLA ne sort pas tout le temp, par contre lorsque je demande à Repetier de sortir une quantité ça fonctionne bien. Quelqu'un a déjà eu le problème et peut me donner une solution? Merci par avance. Impression 190°C Bed 55°C Vitesse 100%