Chercher dans la communauté
Résultats des étiquettes.
12 résultats trouvés
-
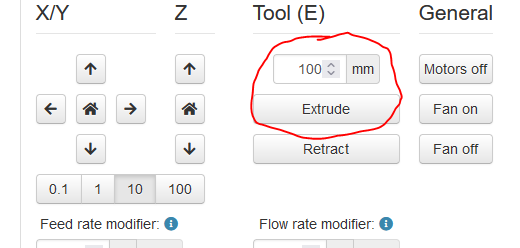
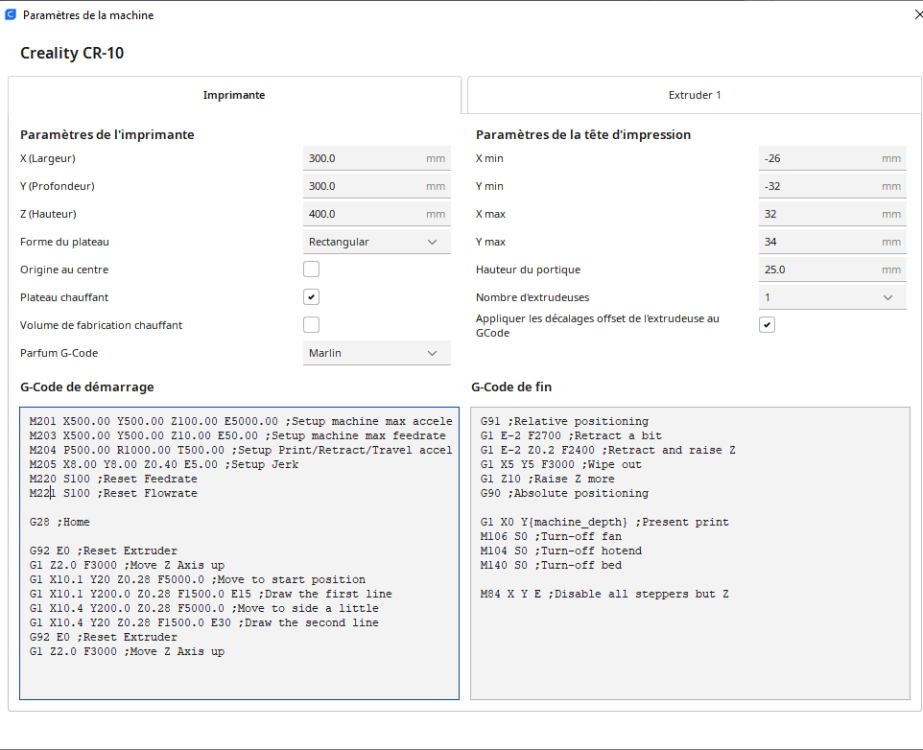
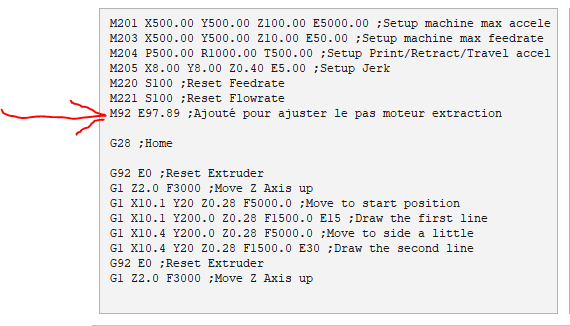
Réglage de l'extrusion Nota : pour ce qui est des réglages de l'imprimante, d'une façon générale, je vous conseille de partir du tuto de @fran6p Ici Il donne aussi d'autres conseils très intéressants sur le réglage de l'imprimante. Ci dessous, m'étant un peu cassé les dents sur le sujet, je ne vais qu'ajouter quelques réflexions sur un problème que j'ai eu : Mesure de l'extrusion réel . Pourquoi mesurer l'extrusion en la déclenchant via la touche extrusion sur octoprint ne marche pas toujours. Le réglage de l'extrusion consiste à faire en sorte que lorsque le Gcode demande à ce que le fil sorte de par exemple 1 mm , et bien mécaniquement, le fil sorte vraiment de 1 mm. Ce que l'on trouve classiquement, et c'est effectivement ce qu'il faut faire, est de marquer le fil à 12 cm de l'entrée, de l'extruder de 10 cm et de voir ce qu'il reste entre cette marque et l'entrée. Perso, je l'ai fait avec un petit morceau de scotch et en prenant la tige filetée comme référence. Rien de nouveau donc. Par contre attention, en déclenchant cette extrusion dans Octoprint : Je n'ai obtenu qu'un déplacement de l'ordre de 60 mm au lieu des 100 mm demandés. D'où en apparence une grosse erreur d'extrusion, pourtant mes impressions n'était pas si mauvaises que cela. Le problème, est que Octoprint déclenche l'extrusion avec une vitesse de 300 (on peut le voir dans son onglet "terminal" après avoir lancé l'extrusion. Gcode G1 E suivi de la valeur de l'extrusion F suivi de la vitesse du déplacement Et quand on regarde la roue dentée qui fait avancer le fil, on voit qu'elle tourne nettement plus vite que lors d'une impression. Sur mon imprimante, elle tourne trop vite pour pouvoir expulser le fil normalement. Le fil est trop freiné par son passage dans la buse. Il faut donc utiliser un autre moyen pour faire cette extrusion, mais à une vitesse de 120 (mm/mn) par exemple. Pour cela, dans l'onglet terminal d'octoprint, on va taper les séquences de Gcodes relevés plus haut dans le terminal, mais en changeant la vitesse. Soit : G91 M83 G1 E100 F120 M82 G90 Les code G91 etc sont à rentrer au clavier dans la case à gauche de send, avant de cliquer sur send. Si vous n'utilisez pas octoprint, vous pouvez vous faire un fichier d'impression comportant ces gcodes et le lancer en déclenchant son impression. En ce cas, il y a des Gcodes à ajouter pour faire chauffer la buse. Ou vous pouvez télécharger ce fichier (ajustez la température de la buse à votre fil) : GcodePourChauffePuisExtraction100mm.gcode qui contient : M109 S180 ; fait chauffer la buse à 180. Valable pour du PLA, à vous d'adapter G91 ; pour être en mode déplacement relatif. Sans doute pas nécessaire vu le M83 qui suit, pas testé sans. M83 ; This command is used to override G90 and put the E axis into relative mode independent of the other axes. G1 E100 F120; Extrusion de 100mm avec une vitesse de 120 mm par mn =2mm/s M82 ; This command is used to override G91 and put the E axis into absolute mode independent of the other axes. G90 ; pour se remettre en mode déplacements absolus. Même réflexion que ci-dessus pour G92 M104 S0 ; coupe le chufage de la buse. Intégration de la mesure pour faire correspondre l'extrusion théorique et l'extrusion réel Solution n° 1 directement dans l'imprimante (mauvaise solution pour mon imprimante car ne le garde pas en mémoire). Dans l'exemple ci-dessus, On a constaté un déplacement de 96 mm au lie des 100 mm demandés. Il faut donc que j'augmente d'un facteur de 100/95= 1.053 la valeur d'avancement du fil par rapport à ce que l'imprimante fait actuellement. Je peux le faire de 2 façons différentes. La première, via l'interface de l'imprimante. Sur ma CR10, je fais Control/motion/Esteps./mm et je constate que ce nombre de pas du moteur par mm est ben celui par défaut pour cette imprimante soit 93 Si j'augmente ce nombre de pas du moteur lorsqu'on lui demande d'avancer le fil d'un mm, le déplacement du fil sera plus important. très exactement, dans mon exemple où on a vu qu'il faut que l'on augmente ce déplacement dans un facteur de 100/95, je vais remplacer les 93 par défaut par 93 x 100/95 = 97.89 en fait, on fiat tourner la molette pour obtenir le chiffre le plus prés de 97.89. Chez moi le chiffre le plus près est 97.8 Solution n° 2 directement dans votre slicer (ici : cura, mais aussi Octoprint...) Dans le slicer, on a la possibilité d'ajouter automatiquement de GCodes en début d'impression. (préférences / configurer cura / imprimante / paramètres de la machine. Vous avez aussi cette possibilité dans octoprint (non encore testé) : Le GCode qui nous intéresse est M92 - Set Axis Steps-per-unit Concrètement dans notre exemple où on souhaite passer cette valeur à 97.89 on va utiliser ce GCode M92 E97.89 (attention un point, pas une virgule pour les décimales) en l'ajoutant ici


.PNG.0df04c5acffd45aee80c9ad156c19221.PNG)




-
.thumb.jpg.0f81806f1124516924f6c6b83eb2eb3c.jpg)
tenlog tl-d3 pro Insertion du filament
mich0111 a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour tout le monde, J'ai une question un peu stupide à poser mais, plutôt que de continuer à tâtonner, autant assumer son ignorance. Y-a-t-il un moyen d'insérer facilement le filament dans la buse? Je me bats pendant au moins 5 à 10 mn à chaque fois que je dois le faire. J'ai beau tailler le filament en biseau, redresser au mieux l'extrémité du filament sur une bonne dizaine de cm, monter la buse en température avant insertion, tourner sur elle-même l'extrémité du filament, je galère à chaque fois lors de l'insertion même si je finis par y arriver finalement. Ceci étant si vous avez une méthode simple et infaillible, je suis preneur. Par avance, merci de votre aide. Amitiés et bonnes fêtes. PS: J'ai oublié de préciser que mes extrudeurs étaient des BMG. -

Problème de HotEnd ou d'extruder...
PLFmoto a posté un sujet dans Discussions sur les imprimantes 3D
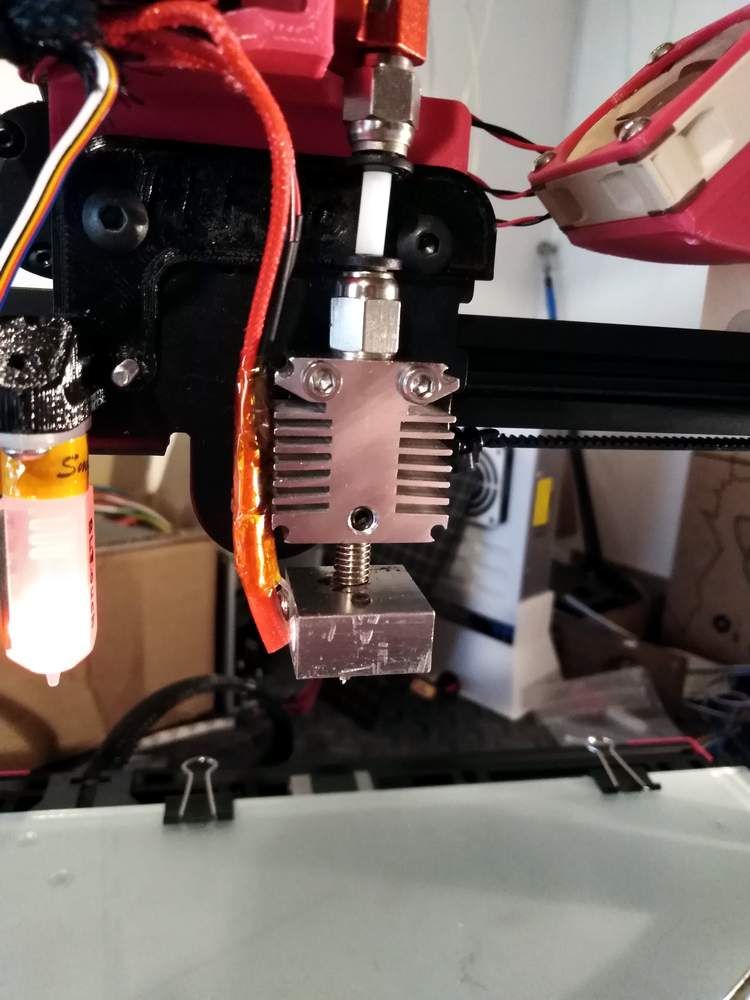
Salut les gars, je suis en train de bosser sur une Sunlu qui est équipé d'une HotEnd pas très courant... Voilà la bête : Il est composé d'un PneuFit en haut sur lequel s'arrête le PTFE. (il ne le traverse pas comme à l'habitude) A gauche un PneuFit std, à droite celui de la Sunlu Ensuite, on a un tube entièrement fileté avec un tube PTFE à l'intérieur Le bloc de chauffe (MK8 monté à l'envers avec les câbles à gauche) et la buse de 0.4 Alors, le problème est que le filament a du mal à sortir de la buse comme le montre la vidéo : Bien entendu, la buse est neuve et n'est donc pas bouchée... Quelqu'un aurait une idée ? Peut être @fran6p ou @Yo' ou n'importe qui d'ailleurs, je suis preneur de toutes pistes...

-
Bonjour, Lors d'une impression mon extrudeur s'est tout bonnement arrêter, l'impression à continué sans filament. Je l'ai donc annulé mais depuis mon extrudeur fait absolument n'importe quoi, je vous met une vidéo Vidéo extrudeur maboule je précise que sur la vidéo je donne l'ordre en usb direct avec Repetier-Host, et je lui demande de rétracter de 10mm car si je demande d'extruder, il fait un pas puis s'arrête obliger de débrancher et rebrancher l'imprimante. J'ai déjà essayé de : -Changer de moteur -Changer la liaison moteur, carte mère -Changer le driver (j'ai des TMC2209 en uart) -Mettre l'extrudeur sur E1 au lieu de E0 -Brancher l'extrudeur sur un des axes le fait fonctionner normalement Je tourne sous Marlin 2.0 avec une MKS GENL V2.1. Avez-vous des idées ou des solutions ?
-
Bonjour je suis tout nouveau sur le forum et j'espère poster au bon endroit. Je viens de me lancer dans l'impression 3D en m'offrant une Geeetech A20M ... je sais ce n'est pas forcément le bon choix pour débuter mais bon ... c'est fait. Commandée sur le site de Gearbest, j'ai reçu mon imprimante il y a 2 semaines malgré les déboires de livraison liés au confinement. Les premiers tests d'impression sont assez bluffants pour un newbie comme moi. J'ai récupéré sur le net quelques modèles (site de Thingiverse) Par contre, je me suis aperçu qu'un seul extruder ne fonctionnait. J'ai regardé dans les configurations (menu -> Prepare -> Move Axis) ainsi que dans le menu "Printer info" et effectivement, l'imprimante ne voit qu'un seul extruder. j'ai continué à creuser un peu : Menu "Printer info" : Marlin 1.1.8 / 2017-12-25 12:00 / Extruder: 1 Menu "Board info" : GT2560 V3.0 / FW Ver: 1.1 / HW Ver: V5.20 / Protocol: 1.0 En changeant la connexion, j'ai pu m'assurer que les deux extruders fonctionnent parfaitement Si la date "2017-12-25 12:00" est la date de fabrication, je suis inquiet d'avoir reçu ce modèle pour une imprimante commandée en 2020 ! Est-ce que vous pouvez m'aider car j'ai un gros doute sur le modèle que j'ai finalement reçu ? En vous remerciant


-

claquement suite a installation extruder aluminium
Invité a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Jai acheter cette extruder (feeder) sur amazon https://www.amazon.fr/dp/B07XR84ZGW?ref=ppx_pop_mob_ap_share Celui d'origine en plastique n'a pas casser mais je ne souhaité pas attendre que sa ce brise lors dune impression Mais depuis jai des claquement ce que jai faire Nettoyage complet de la tête d'impression (retrait buse nettoyage débouchage car a un moment y a eu bourrage bizarrement c'est depuis l'installation du fameux extruder en aluminium Utilisation de l'ancien ressort qui est plus dure pour que sa bloque encore pire Changement de filament :NOK Changement de l'engrenage d'entraînement du filament : Fait Jai utiliser un gcode qui avait très bien fonctionner avec l'ancien extruder donc fichier ne peut être mis en cause Réduction du flow a 85 OK semble marcher Je trouve sa bizarre que sa se mette a faire sa alors que l extruder en aluminium semble identiqu A vide il ni a pas de souci Si vous avez des idée Car sa me parais bizarre que avec un extruder donc juste le matériaux change provoque sa est oblige de réduire le flow et encore j'ai encore des petit claquement actuellement Vidéo du claquement et vidéo qui montre un defaut niveau roulette -
Bonjour à tous, Je rencontre un problème avec ma nouvelle A20M, impossible de sortir une pièce potable. Cela commence par le nivelage du plateau, malgré la procédure pour l'aligner, l’arrière est toujours trop bas, je suis obligé de remonter. Mais ça reste gérable. Par contre j'ai un gros problème d'extrusion, le filament ne sort pas de manière homogène, on vois bien qu'il s’arrête, saute alors que la roue de l'extrudeur tourne normalement. J'ai mis une température volontairement haute (210) pour fluidifier au max, ca ne change rien. Je poste une image de ma première couche, on vois bien les zones ou le filament s’arrête et repart. Au début, cela ne le faisait pas, c'est arriver après avoir voulu installer un BLtouch, donc flashage du firmware (récupéré du github de geeetech) D’où cela peut il venir ? Je vois 2 pistes : buse bouchée, j'ai vu quelque part qu'il y avait des bagues qui pouvait poser problème lors de la rétractation, peut être cela ? Une mauvais conf du Marlin ? Quelqu'un qui a cette imprimante pourrait il me donner son fichier de conf Marlin pour comparer ? Voila, ca fait 1 semaine que je tourne en rond, si vous avez des idées ou des pistes, je suis preneur ! Merci d'avance, Ju

-
Bonjour, Je souhaiterais améliorer mon imprimante 3D, en particulier au niveau de l'extrudeur et de la tête d'impression... Je suis perdu entre les extrudeurs l3k, bulldog et autre, et les têtes d'impression l3d v6... Qu'est-ce qui serais le plus intéressant ? Extrudeur déporté ou coller a la tête... Pourriez vous m'aider ?
-
Bonjour, Je vais remplacer mon duo bas de gamme zonestar, pour un extrudeur e3d titan, et une tête d'impression e3d v6 ou lite6, mais je me demande sur les copies de l'extrudeur e3d titan, est-ce que sa vaux le coup, ou vaut mieux rester sur de l'origine ? Bonne soirée a tous !
-
[Tutoriel] Calibrer l'offset X/Y pour la double extrusion sur la Pro C
Invité a posté un sujet dans Tutoriels et améliorations pour GEEETech
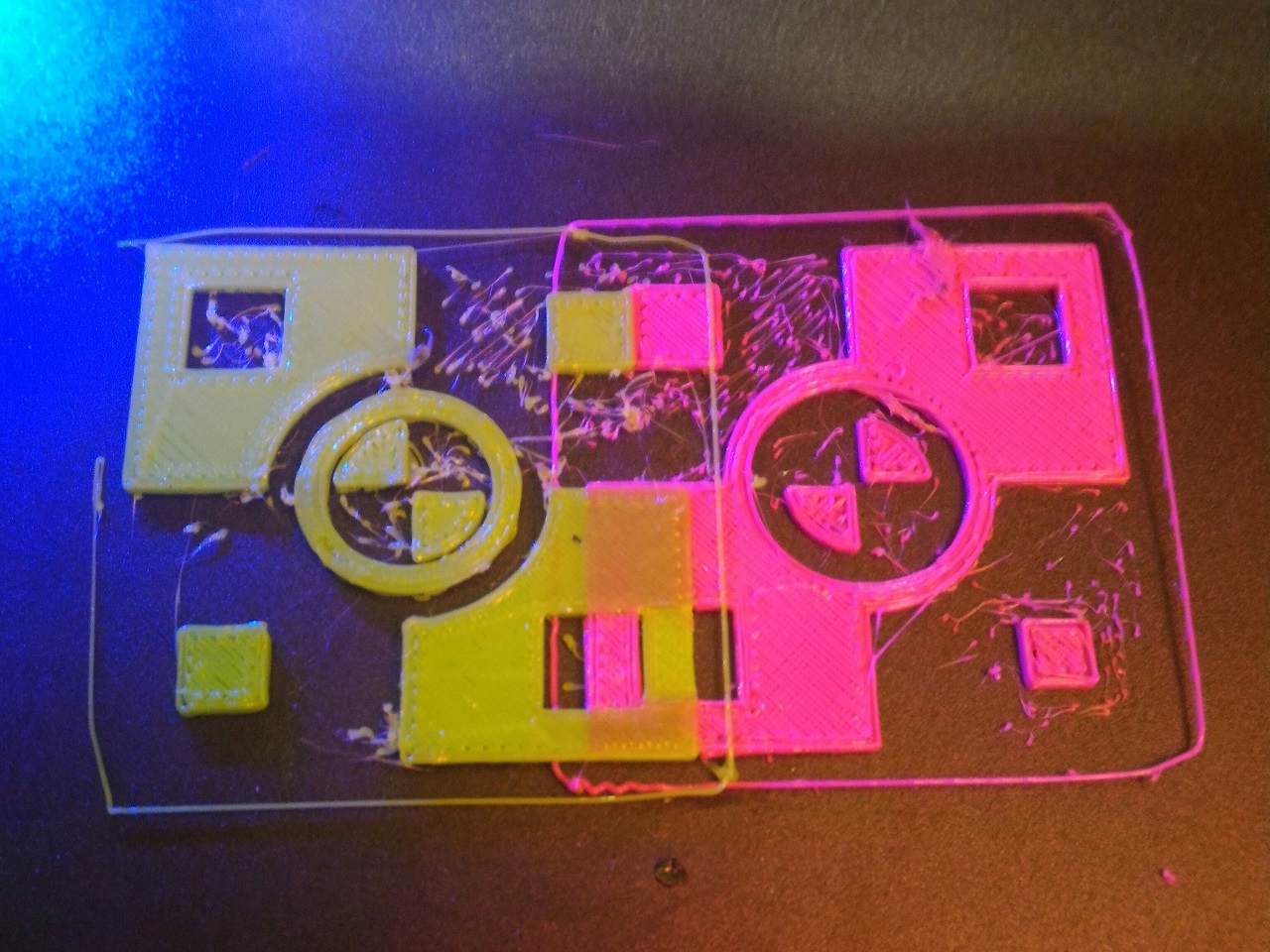
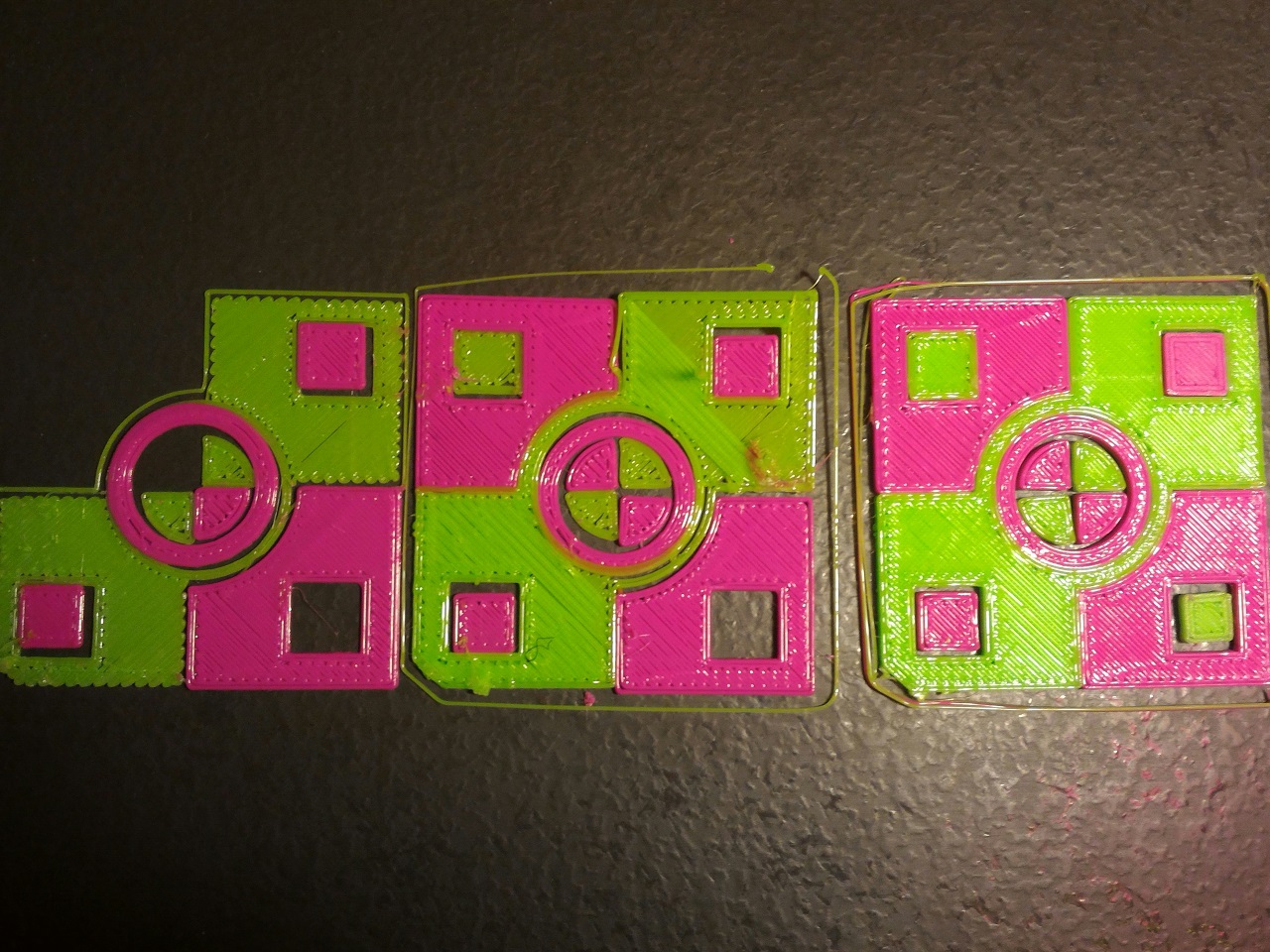
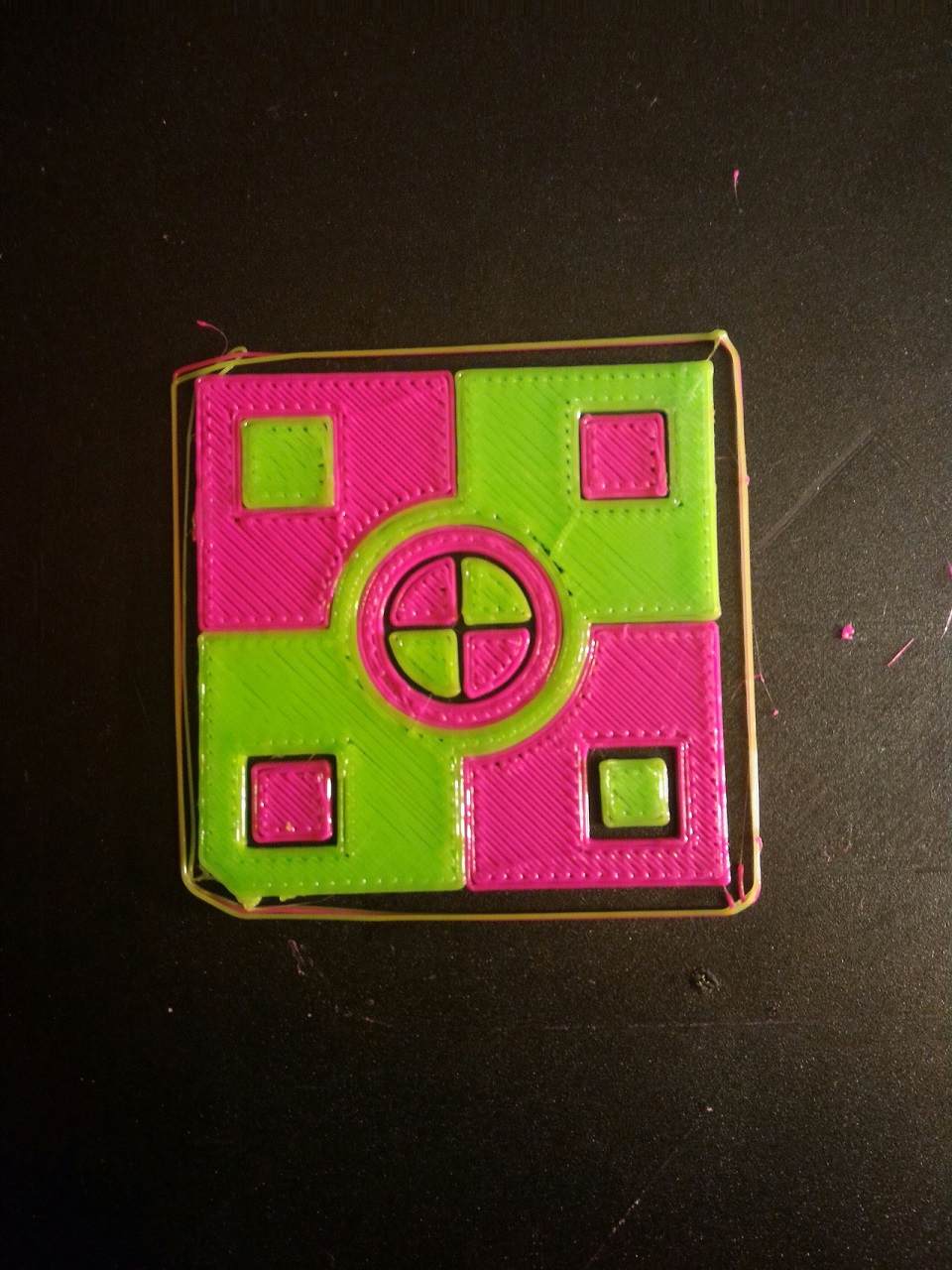
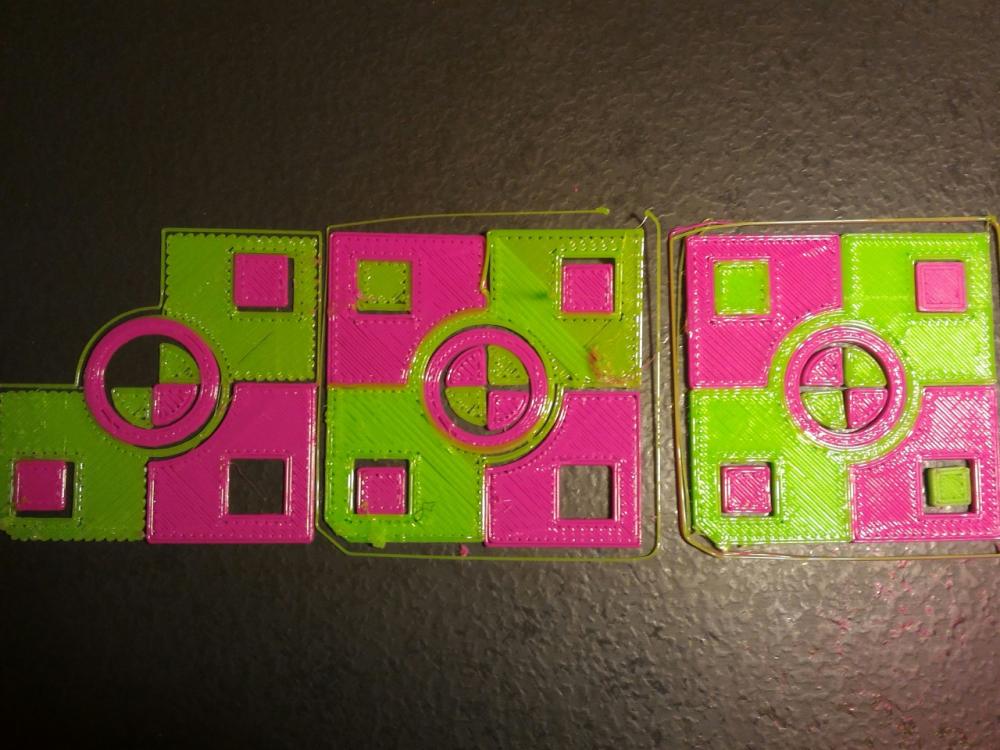
Aujourd'hui, intéressons-nous à un cas particulier : la Pro C. Après avoir pris à danser avec l'extrudeur de gauche, je me suis dit qu'il serait sympa de commencer à essayer d'intégrer celui de droite dans la chorégraphie. Mes premiers tests furent un échec lamentable, jugez-en par vous-même : La cause de cet échec ? L'offset. On entend souvent parler d'offset Z, pour la double extrusion nous devons également tenir compte d'un offset en X, parfois même en Y. L'imprimante se sert d'un point de repère, celui d'où sort le filament. Si le filament peut sortir de deux endroits différents, la logique veut que l'on prenne comme point de repère la première buse disponible, E0. GEEETech propose de définir l'offset dans le slicer. Je n'aime pas cette idée. La raison est simple : j'utilise plusieurs ordinateurs, et plusieurs slicers différents. Si je dois m'amuser à définir tout ça dans chaque slicer installé sur chacune de mes machines, c'est le bordel. Heureusement, Marlin nous permet de définir ça directement dans le firmware. C'est ce que je vous propose de faire ici. Mise en place Vous devez pouvoir vous connecter à votre carte électronique et pouvoir pousser des mises à jour du firmware dessus. Vous aurez donc besoin d'avoir le firmware de la Pro C sous le coude. Tout ceci est disponible au travers de cet autre tutoriel. Vous aurez également besoin de mesurer l'écart entre les deux buses. J'ai fait ça avec un pied à coulisse, pour ma part. Une autre technique consiste à laisser couler un peu de filament de chaque buse et à venir faire un offset Z. Les deux buses laisseront chacune un léger dépôt de plastique sur votre plateau, il suffira d'en mesurer l'écart. Mais c'est moins précis. GEEETech signale dans sa documentation que l'écart est de 32 mm, mais c'est une valeur théorique. En pratique, ça dépendra de l'usinage de la barre sur laquelle vous venez fixer vos extrudeurs. Le mieux est donc de mesurer selon votre situation à vous. Dans le firmware, au niveau du fichier Configuration.h, recherchez les variables suivantes : #define EXTRUDER_OFFSET_X {0.0, 0.0} #define EXTRUDER_OFFSET_Y {0.0, 0.0} Définissez donc l'offset de X de cette manière : #define EXTRUDER_OFFSET_X {0.0, 32.0} #define EXTRUDER_OFFSET_Y {0.0, 0.0} Sauvegardez, compilez, téléversez. Ensuite, vous allez pouvoir lancer une impression. Votre pièce de calibration sera celle-ci. Dans votre slicer, vérifiez bien que les valeurs d'offset en X et Y soient bien remises à zéro, sinon vous obtiendrez un décalage. A la fin de votre premier essai, si vous avez de la chance vos deux couleurs seront parfaitement alignées, comme c'est le cas sur l'image de droite. Si ce n'est pas le cas, vous pourriez obtenir des résultats similaires aux deux de gauche. Sur le premier modèle on voit que le rose (la seconde couleur) est trop à gauche par rapport au vert (la première couleur). L'écart est donc supérieur à 32 mm, il faut donc ajouter un offset supplémentaire au firmware : #define EXTRUDER_OFFSET_X {0.0, 32.5} #define EXTRUDER_OFFSET_Y {0.0, 0.0} Sur le second modèle, il semble que l'offset X soit correct, mais malheureusement pour moi j'ai également un offset en Y ! Ajustons donc cette valeur dans le firmware : #define EXTRUDER_OFFSET_X {0.0, 32.5} #define EXTRUDER_OFFSET_Y {0.0, 0.5} Sur le dernier exemple, ça semble bon : mes éléments collent ensemble, l'espace entre les petits carrés et le grand est le même sur chacune de leurs faces respectives. La photo n'est pas la plus belle et j'ai pas imprimé de la plus belle qualité possible, toutefois. Un souci ? En cas de problème avec cette procédure, créez donc un nouveau sujet dans lequel vous détaillerez ce que vous avez fait, ce que vous attendiez et le résultat que vous avez obtenu. Nous tâcherons dès lors de vous aider. Par souci de clarté, évitez de poster vos problèmes en réponse à ce sujet.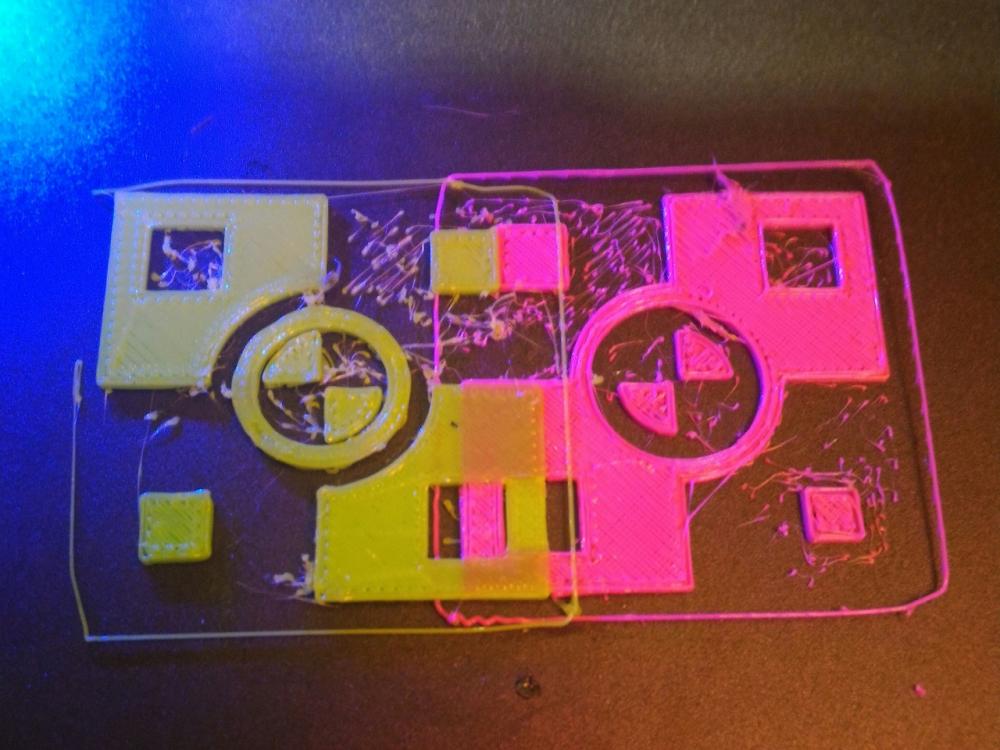

-
Bonjour, je viens d'acheter une HE3D EI3 double extrudeurs chez gearbest , après assemblage et premiers tests les moteur de l'extrudeur tourne dans le mauvais sens , le gros pb c'est que le firmware d'origine n'était pas fourni avec la machine sous forme de fichier il s'agit d'un repetier 0.92.8 sur une carte BT7200 ramp plus2 à base d'arduino Mega 2560. j'ai bien chargé le firmware disponible sur le site de repetier 0.92.9 mais je ne sais pas comment le configurer. Très déçu pas le service de gearbest il manquait de nombreuses pièces dans le carton comme les courroies, les support de ventillo et de l'auto level merci d'avance pour votre aide si quelqu'un à le fichier firmware d’origine je suis preneur
-

extruder qui claque et guide filament qui saute, da vinci jr. 1
Ostreum a posté un sujet dans XYZprinting
Bonjour, j'ai récemment fait l’acquisition d'une da Vinci junior 1, après plusieurs impressions, le guide filament a sauté, j'ai d'abord pensé que je l'avais mal enfoncé, seulement voilà, depuis cette impression, impossible d'imprimer une pièce sans claquement dans l'extruder et saut du guide filament... Merci d'avance pour votre aide