

Faisant suite à la Q1 Pro et la Plus4, le dernier modèle de Qidi, la Q2 est disponible depuis fin août 2025. Le constructeur la présente comme sa nouvelle entrée de gamme, nous verrons dans ce test si elle est capable de mieux qu’un premier prix.
En version Combo, elle sera compatible avec son système de changement automatisé de filament nommé Qidi Box. Ce boitier ne sera pas présenté ici : Qidi continue de travailler et de modifier celui-ci pour que son intégration soit totalement fonctionnelle avec la Q2. Un dossier séparé sera publié à ce sujet.
La marque Qidi est moins connue que d’autres constructeurs asiatiques. Son entrée dans le monde de l’impression 3D n’est pas récente puisqu’elle a entamé ses activités en 2014 sous le nom de Qidi Tech, raccourci en Qidi fin 2024.


L’entreprise développe ses propres outils matériels et logiciels. Par exemple son trancheur maison (slicer) dérivé de Bambu Studio pour ses versions les plus récentes. Qidi fournit un support technique via un Wiki et également via une chaine Youtube en plus de son SAV.
Fiche technique de la Qidi Q2
La Q2 est présentée ici sur son site. C’est une imprimante « rapide » à l’instar des modèles récents d’autres constructeurs : vitesse maximale de 600 mm/s, accélérations de 20 000 mm/s².
| Technologie | FDM |
| Structure | CoreXY en caisson fermé |
| Volume maximal d’impression | 270 x 270 x 256 mm |
| Hauteur de couche | De 50 à 350 microns |
| Type d’extrudeur | Direct Drive |
| Température maximale de la buse | 370 °C |
| Température maximale du lit | 120 °C |
| Chambre d’impression à chauffage actif (température maximale) | 65 ”C |
| Vitesse maximale d’impression | 600 mm/s |
| Nivellement | Entièrement automatique |
| Filaments compatibles (extrusion directe) | PLA, ABS, PETG, TPU, PC, ASA, PET, PC-ABS + filaments chargés (fibres de carbone / verre, métaux, bois,…) |
| Compatibilité multi-filaments | Jusqu’à 16 bobines (4 x Qidi Box) |
| Connectivité | Ethernet, WiFi, clé USB-A |
| Dimensions | 40.2 x 43.8 x 49.4 cm |
| Poids | 18.1 kg |
| Concurrence | Creality K1C, Bambu Lab P1S, Anycubic Kobra S1 … |
Si la concurrence est présente, la Q2 se démarque par un caisson fermé à chauffage actif pour prendre en charge les matériaux haute température.
L'imprimante Qidi Q2 sur le comparateurJe ne reprends ici que les principales caractéristiques de la Qidi Q2 :
- Caisson fermé à chauffage actif
- Cinématique CoreXY
- Volume d’impression de 270 x 270 x 256 mm
- Températures maximales : 370 °C (buse), 120 °C (lit) et 65 °C (enceinte)
- Compatibilité avec de nombreux matériaux, y compris les plus techniques
- Système de filtration de l’air 3-en-1 (préfiltre, HEPA, charbon actif)
- Auto-nivellement à l’aide d’une jauge de pression située dans la tête d’impression
- Wifi (2,4 et 5 GHz) et Ethernet
- Écran capacitif de 4,3″
- Caméra interne (surveillance, timelapses, détection des problèmes d’impression)
- Certifications (MET, IECEE CB, CE…)
Tous ces points seront bien évidemment testés et vérifiés au cours de ce test.
Déballage (unboxing)
Le Wiki de QidiTech permet d’accéder à un document texte accompagné de photos ainsi qu’à une vidéo montrant le déballage de la Q2 :
L’ouverture du carton donne accès aux manuels, au capot supérieur en verre, au support de bobine, au carton contenant l’écran, sans oublier la clé USB :


Il y a deux manuels papier : un plus complet en anglais d’une dizaine de pages, le second plus succinct de quatre pages pour chacune des six langues (Anglais, Chinois, Italien, Français, Espagnol et Allemand).
À noter que le titre de la première page du français était en italien «introduzione alla stampante» avec le manuel reçu.
Ce premier étage de polystyrène est bien protégé aux quatre coins par des pièces en plastique. Une fois celui-ci extrait, on aperçoit la Q2 dans son emballage. Une étiquette nous explique comment sortir l’imprimante du carton :


Il ne reste plus qu’à déballer l’imprimante de son sachet et retirer les dernières protections (encore du plastique) :


Au fond du carton se trouvent encore deux petites boites (tool box 1 et 2) :



La boite 1 contient :
- un câble Ethernet de 2 m,
- une clé plate de 7,
- un jeu de clé Allen (1,27/1,5/2,0/2,5/3,0),
- quelques pièces de remplacement (coupe-filament, essuie buse, fusible).
L’autre boite (2) contient :
- le câble d’alimentation secteur,
- un tournevis plat,
- une spatule,
- l’axe support de bobine
- et un échantillon de filament (20 g) :



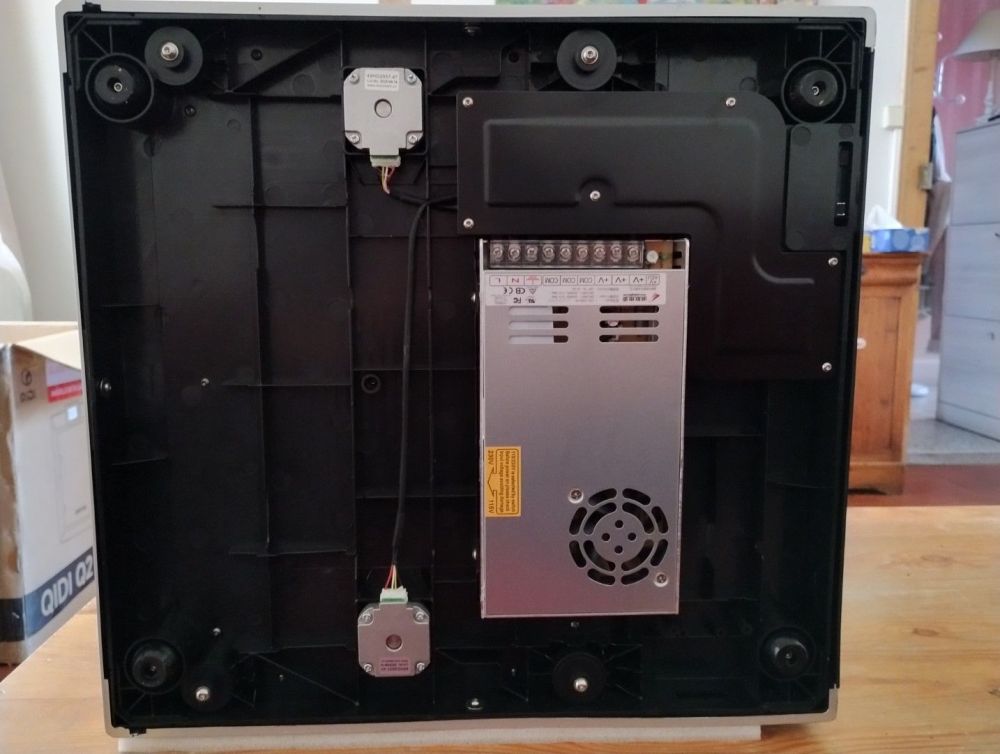
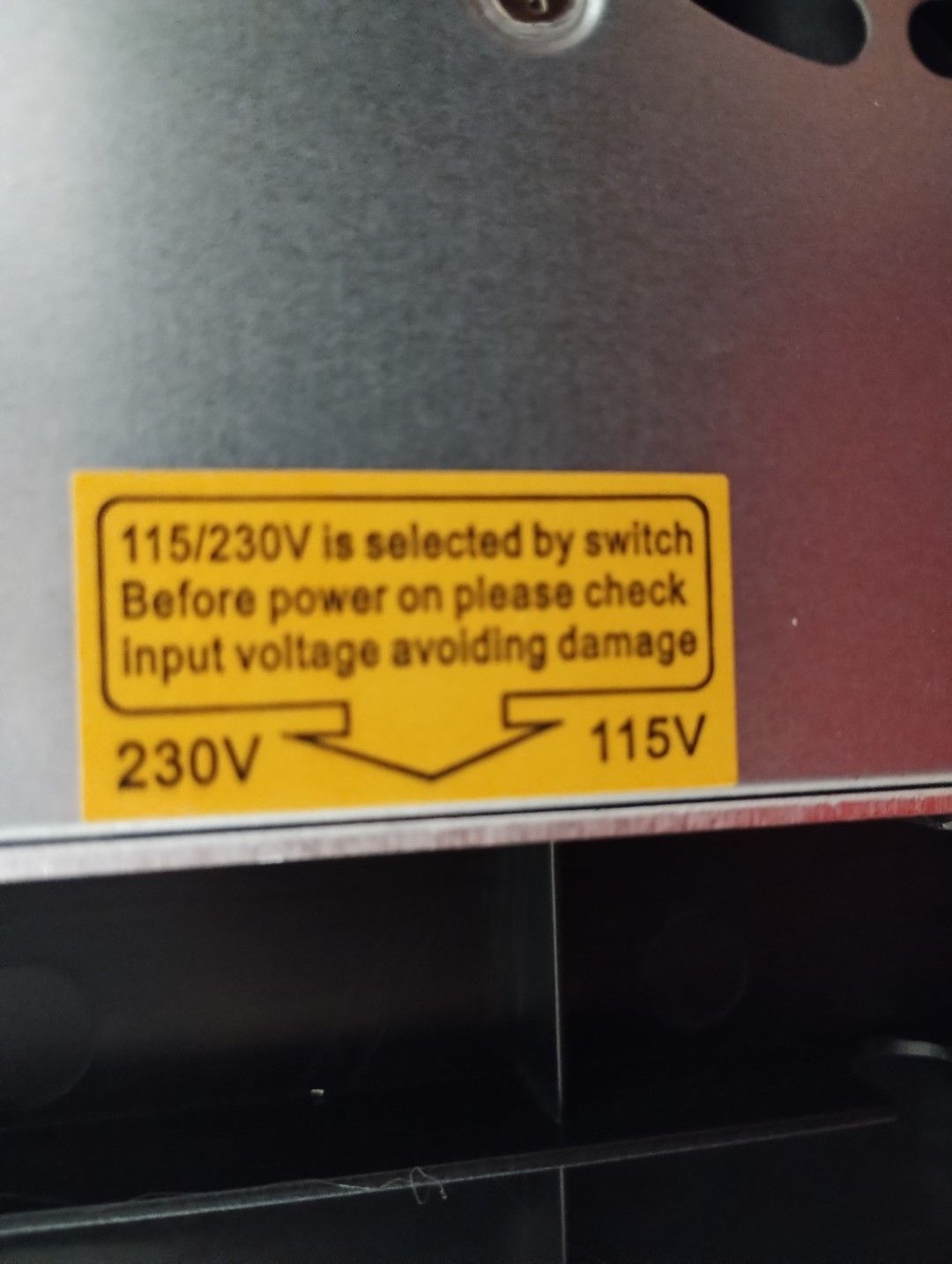
Avant de poursuivre, le capot arrière m’intrigue : une étiquette indique que cette imprimante est configurée pour fonctionner sur la tension secteur 220-240 V. L’alimentation ne serait donc pas auto-configurable comme sur la plupart des imprimantes concurrentes ? L’accès à l’alimentation au-dessous de l’imprimante le confirme. Il est de ce fait préférable de bien vérifier que la tension a bien été paramétrée pour correspondre à la tension secteur du pays d’utilisation :


Montage Qidi Q2
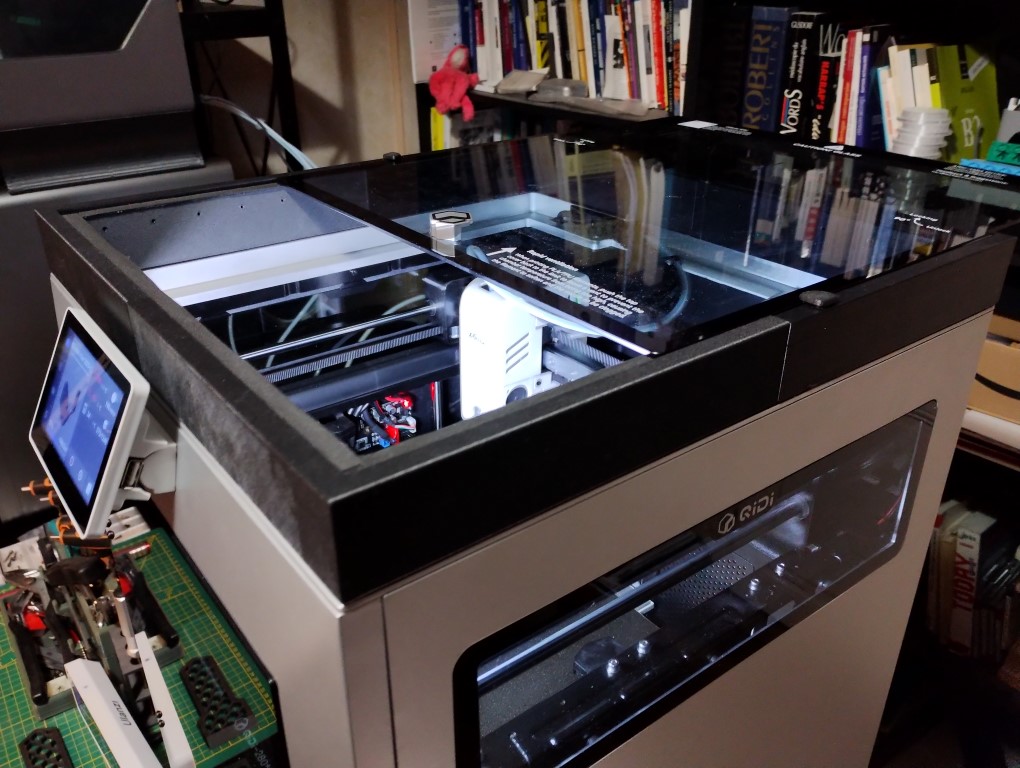
L’imprimante a trouvé sa place dans mon bureau. À côté de « grosse Bertha » (ma « vieille » Qidi XMax3 désormais partie vivre sa vie dans le sud de la France), elle paraît toute petite :

Esthétiquement, je la trouve jolie avec sa combinaison de coques plastique « aluminium anodisé », verre (porte/capot) / plexiglas (façades des côtés) teinté en bleu/violet. La face arrière, elle aussi en plastique, est de couleur noire.
Niveau montage, il n’y a rien d’autre à faire à part connecter la nappe écran à l’arrière de celui-ci, puis l’insérer dans les ergots prévus sur la façade.
Premiers examens
L’écran est inclinable de 45° vers l’arrière.
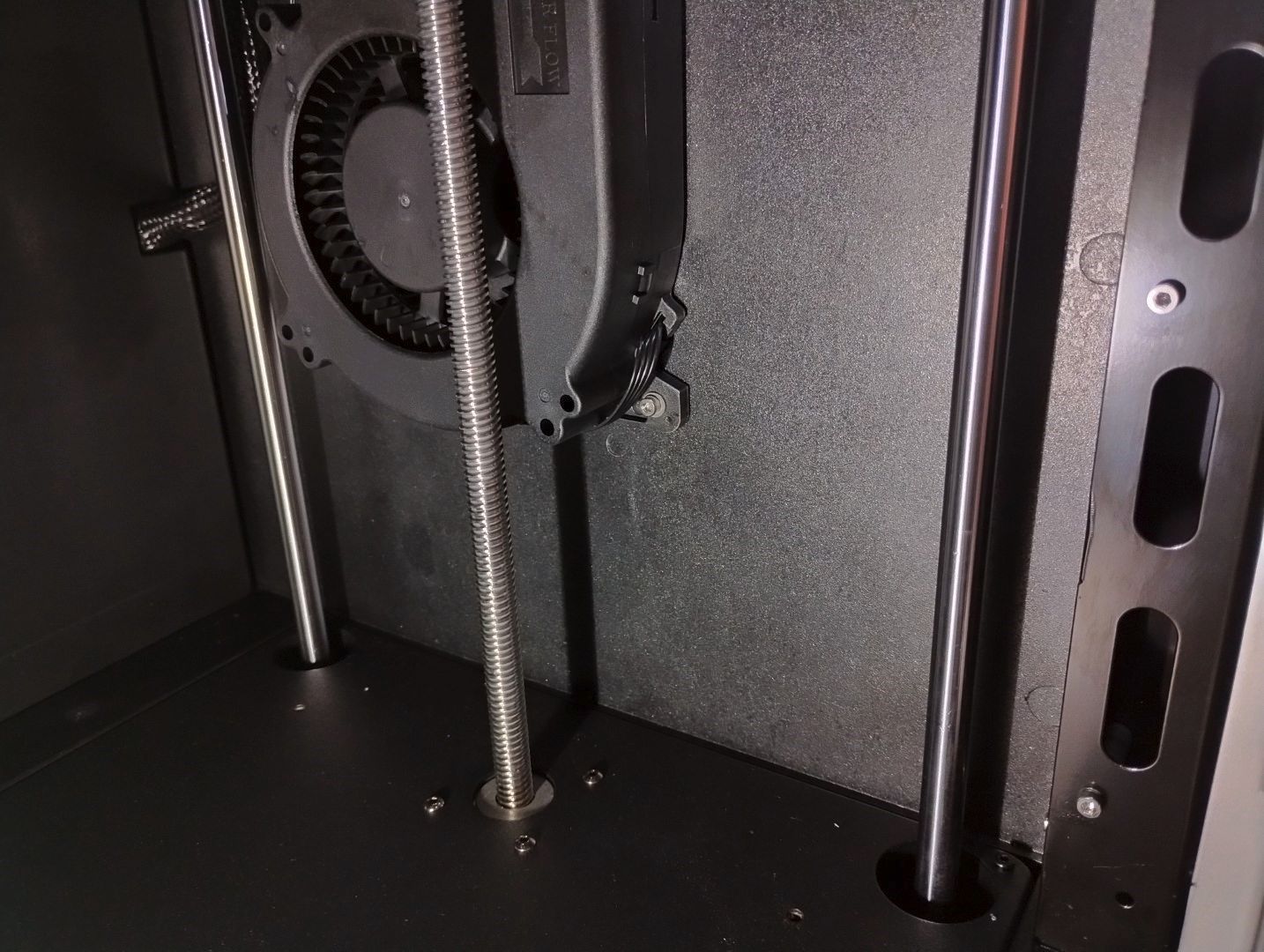
Les deux tiges filetées trapézoïdales sont recouvertes de graisse (aucun risque qu’elles s’oxydent, même après un long séjour en milieu humide). Après plusieurs montées / descentes du plateau, il faudra penser à retirer ces surplus :




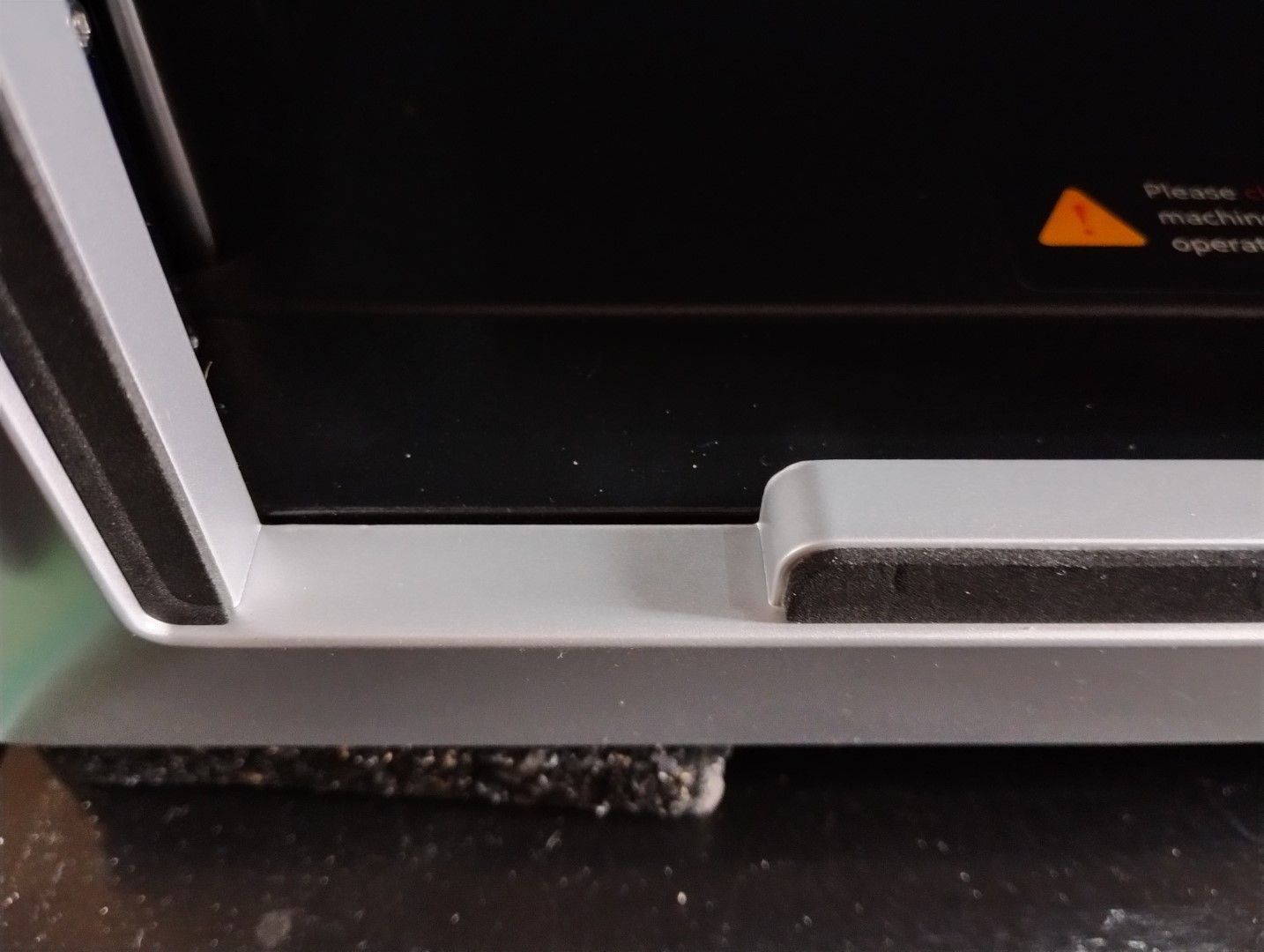
Le bas du caisson est muni d’une échancrure qui facilitera le nettoyage des résidus de filaments tombés au fond (la X-max 3 n’en était pas munie, pire, il y avait un creux à l’avant qui accumulait les scories ainsi que les vis malencontreusement tombées).
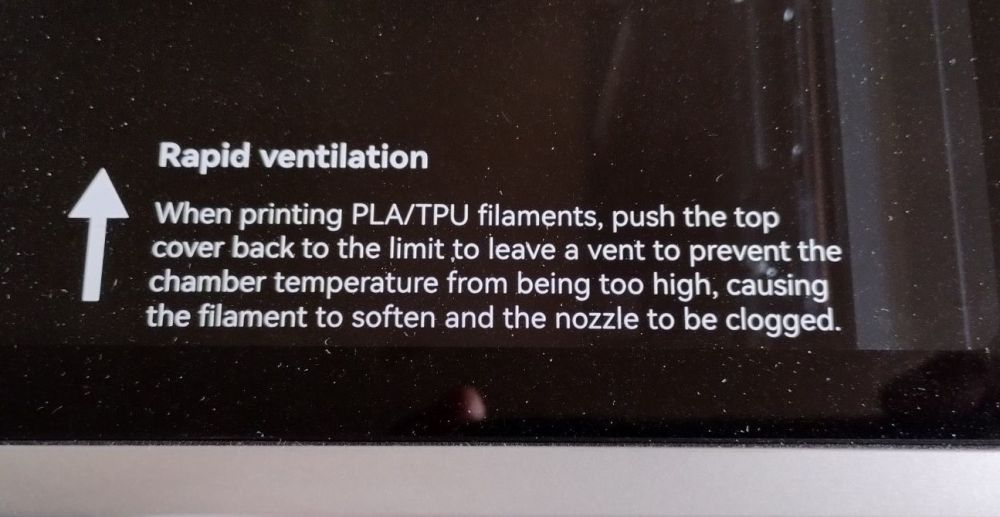
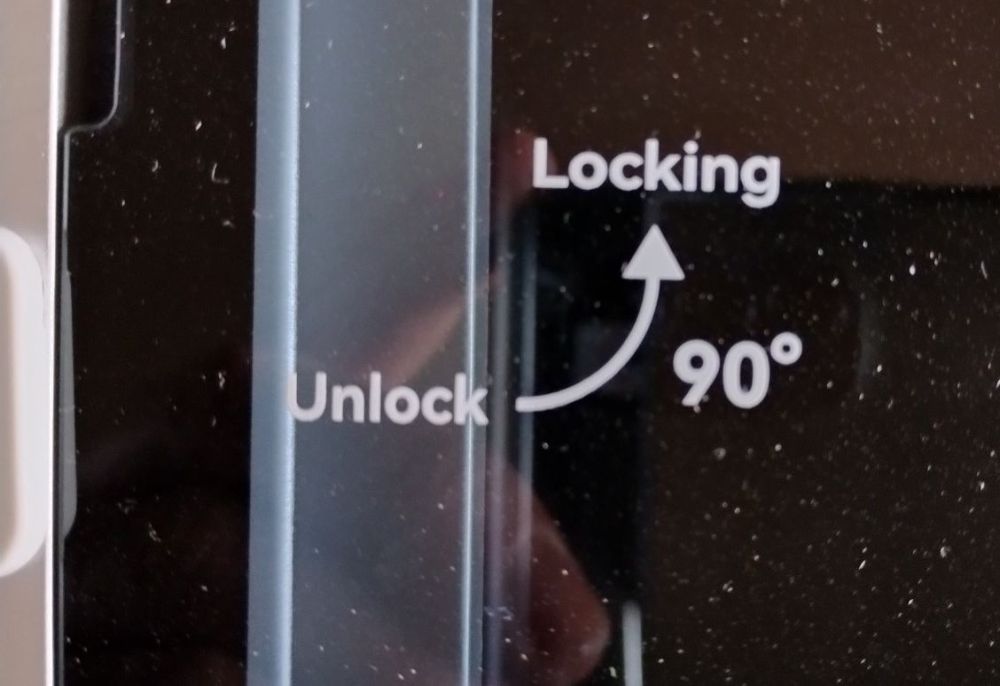
Une sérigraphie sur le capot indique qu’il peut coulisser vers l’arrière pour faciliter l’impression de filaments comme le PLA et le PETG, sans devoir le retirer complètement. Des verrous permettent d’éviter que ce capot ne bascule. Étant en verre, sa rencontre avec le sol lui serait sans doute préjudiciable.
Sous le capot, une bande d’étanchéité est collée sur le pourtour de la coque plastique, de même pour la porte (exceptée au niveau de l’échancrure). Ces bandes devraient assurer à la fois une étanchéité olfactive et une réduction des déperditions caloriques ainsi que du niveau sonore de l’appareil.
Mise en route de la Qidi Q2
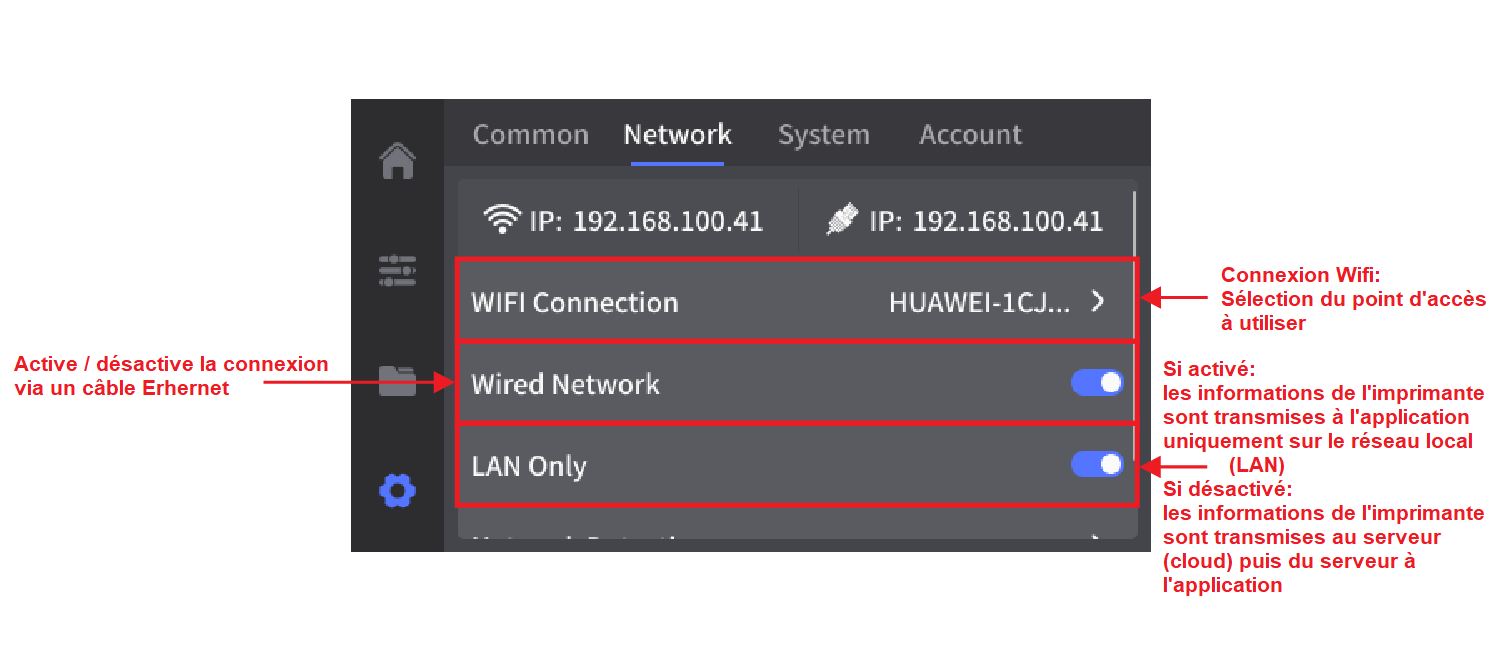
L’imprimante est installée. Les films plastiques protégeant les plexiglas des côtés, de la porte et du capot supérieur (protégé sur chaque face) retirés, il ne reste plus qu’à insérer la fiche secteur (après vérification du positionnement correct du sélecteur de tension, malgré la présence du sticker sur l’arrière indiquant que cette imprimante est paramétrée pour du 230V) et un câble Ethernet relié à l’un de mes switchs réseau (la connexion peut aussi se réaliser en WiFi 2,4 et 5 GHz).
Qidi, via son Wiki, montre le déballage (vidéo + texte avec photos).
C’est parti, l’interrupteur d’alimentation passe de O à I, l’écran s’allume avec le logo du fabricant.
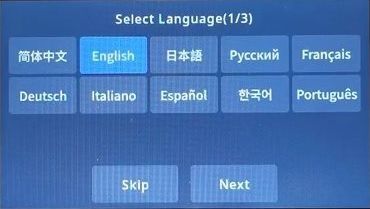
Après une minute et une trentaine de secondes, le temps que le système démarre, le logo est remplacé par l’écran de choix de la langue d’affichage des menus. Je reste dans un premier temps en anglais (les traductions en français laissant parfois à désirer).
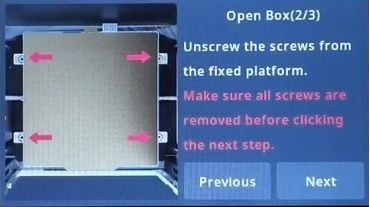
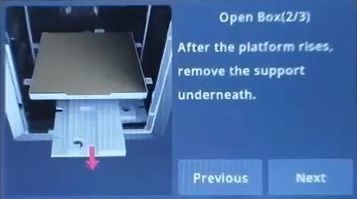
Après validation du choix de la langue, un didacticiel accompagne l’utilisateur en lui montrant les manipulations à réaliser.
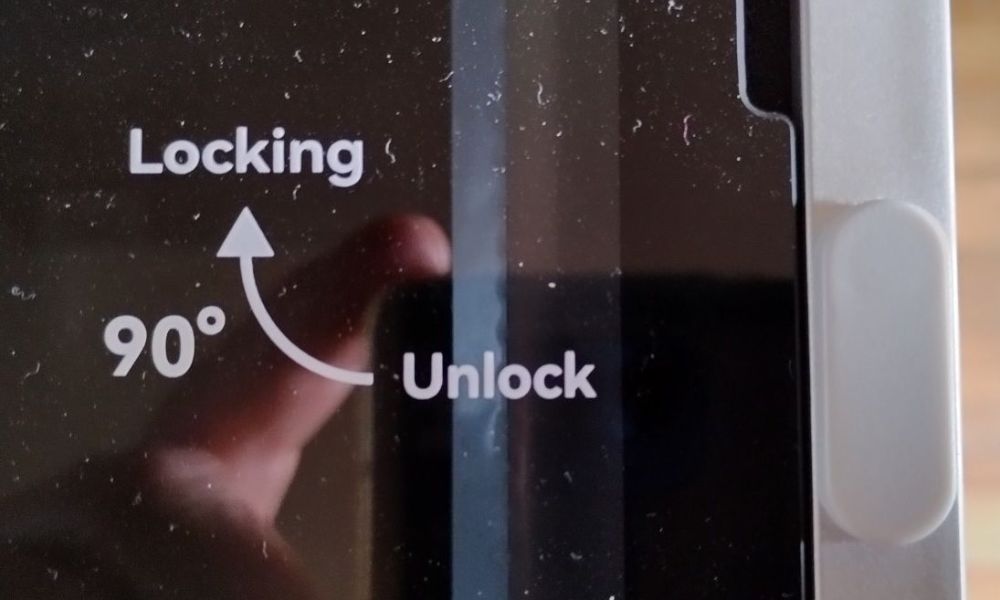
1- Retirer les quatre vis immobilisant le plateau au bas du caisson
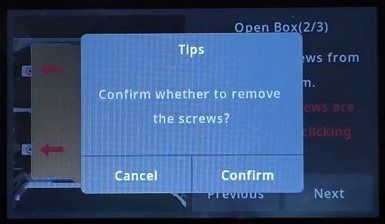
2- Confirmer le retrait des vis, le plateau s’élève permettant d’enlever les cales de mousse au-dessous
3- Débloquer la tête et l’axe X en coupant les colliers Rilsan
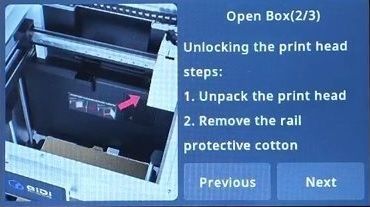
4- Enlever le carton de protection de la tête, libérer l’axe X en retirant la cale de mousse, finir en introduisant le tube PTFE sur la tête
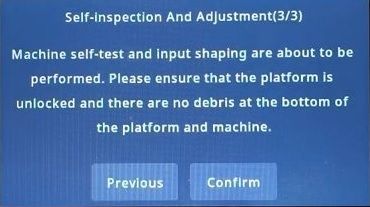
5- Une fois ces manipulations validées sur l’écran, un ensemble de tests et vérifications sont effectués
- chauffe de la buse
- chauffe du lit
- chauffe et ventilation de l’enceinte
- ventilation du refroidissement filament
- ventilation du refroidissement auxiliaire
- ventilation de l’extraction d’air
- auto-nivellement
- compensation de résonances (input shaping)
- une fois le dernier test réalisé, valider pour recevoir le message de félicitations






L’ensemble de ces vérifications prend une quinzaine de minutes. Seuls l’auto-nivellement et la compensation de résonances seront à refaire de temps en temps, notamment après une mise à jour du firmware.
En résumé, à partir d’un extrait de la vidéo de déballage de Qidi, un GIF rappelant ces étapes :

Comparer les prix de la Qidi Q2
Premiers tests d’impression en PLA avec la Qidi Q2
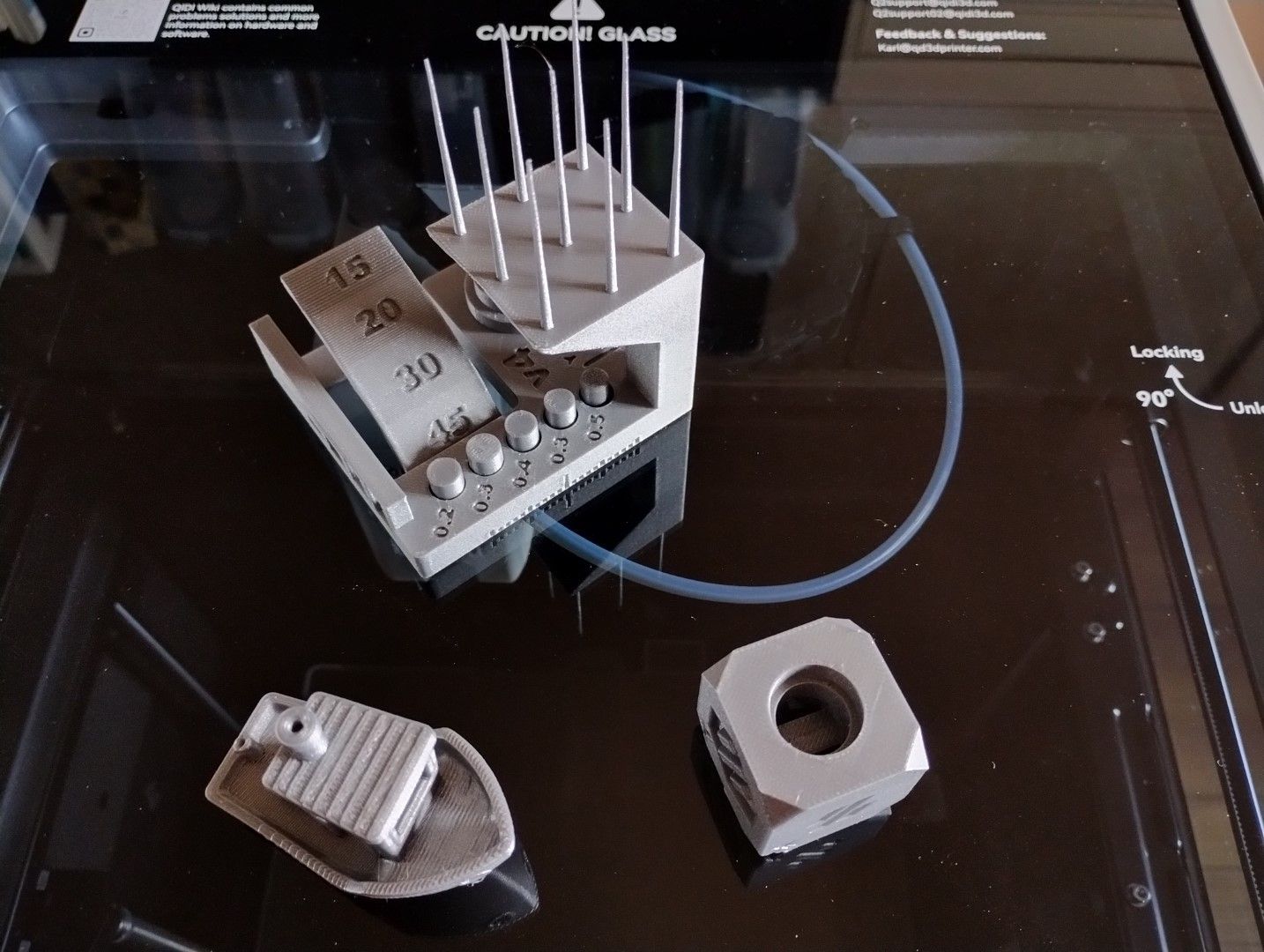
L’imprimante est désormais prête. Comme premier test d’impression, il est conseillé d’utiliser les fichiers Gcode préparés par le constructeur, enregistrés dans la mémoire de l’imprimante.
Plutôt qu’utiliser l’échantillon fourni avec la Q2 (20 g), je récupère une vieille bobine de PLA Eryone Galaxy silver (gris) juste stockée dans un sac hermétique avec un sachet de dessicant.
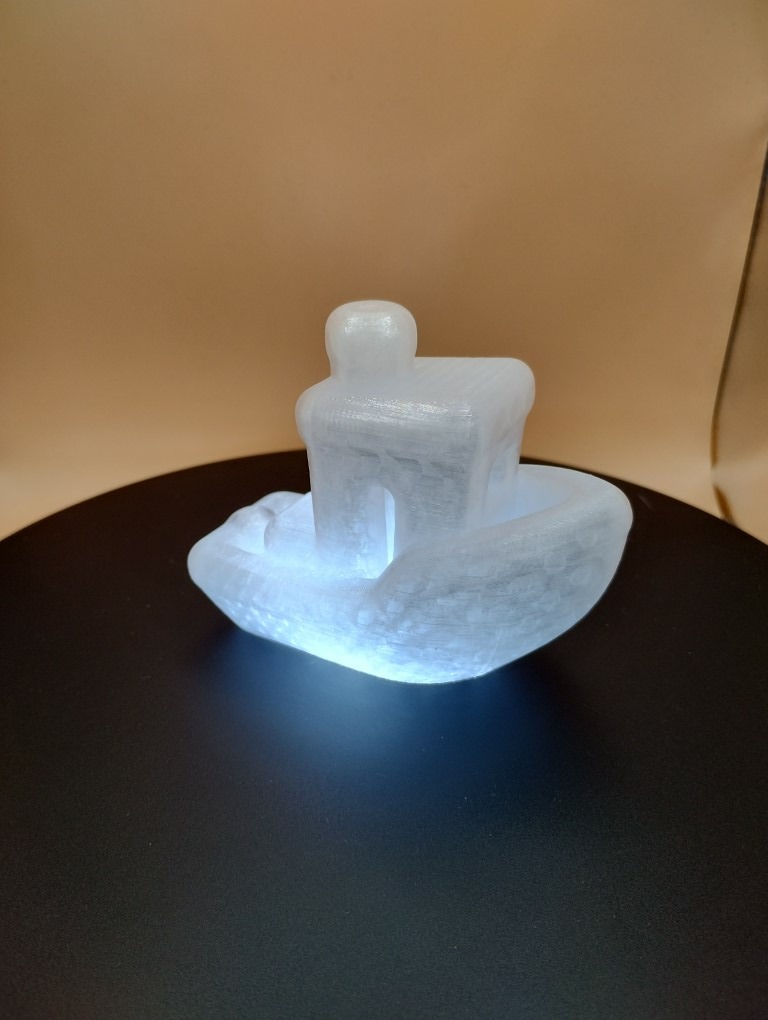
Benchy rapide
Impression annoncée pour une durée de dix-sept minutes. Il faut à cette durée ajouter presque huit minutes de préparation : mise à l’origine, nettoyage de la buse, coupe du filament, mise à l’origine, rectification de l’inclinaison du plateau, parcage de la tête, nivellement, … avec de nombreuses pauses de trente secondes (corrigées depuis par des mises à jour de Qidi).
Au bout de vingt-cinq minutes, le résultat ne présente pas de défaut majeur.



Vue accélérée (timelapse) de l’impression de ce bateau-test :
Torture-test Kickstarter


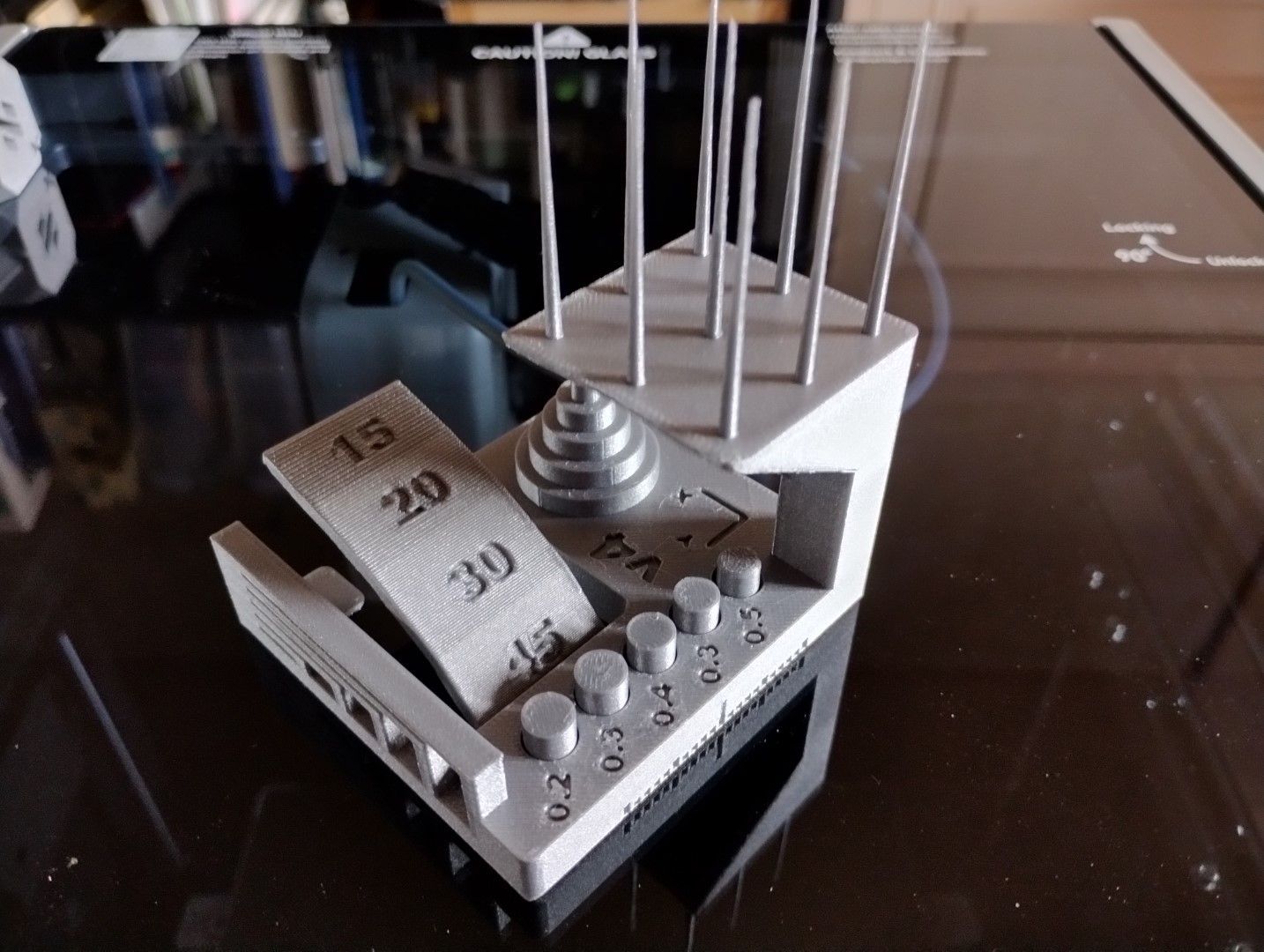
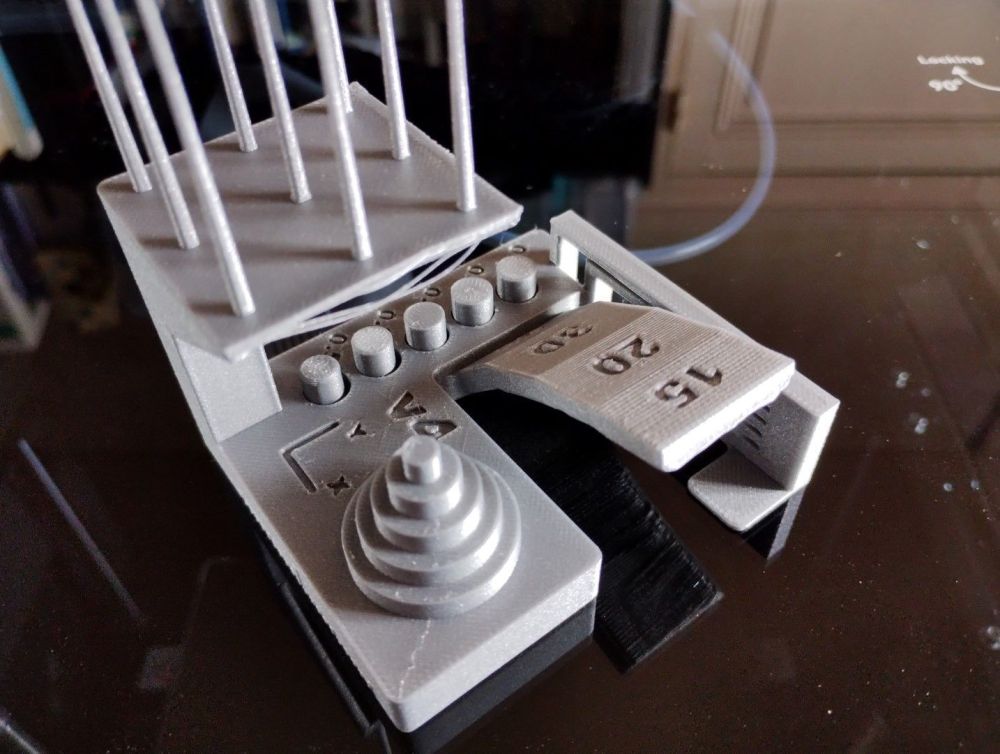
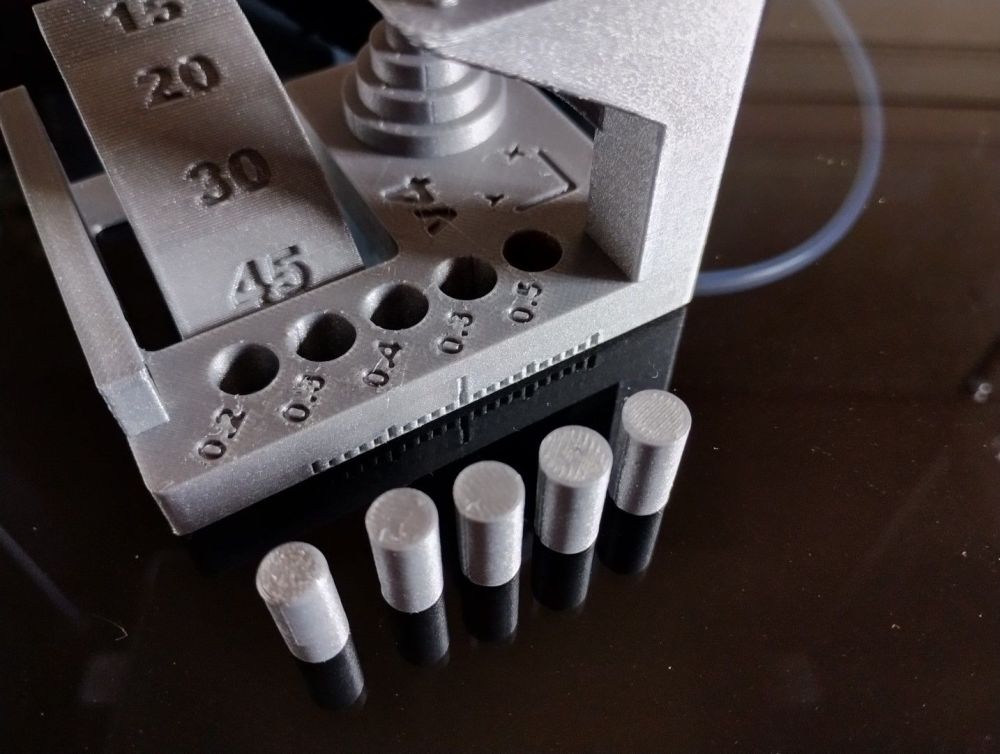
Pour les explications des mesures à effectuer voir le Github.
Ce test obtient la note de 29/30
Détails
Précision dimensionnelle : 5/5 (0,089 moyenne des erreurs moyennes X et Y)
Contrôle fin du débit : 5/5
Retrait des cylindres : 5/5
Surplombs : 4/5
Pontages : 5/5
Résonance XY : 2,5/2,5
Alignement axe Z : 2,5/2,5
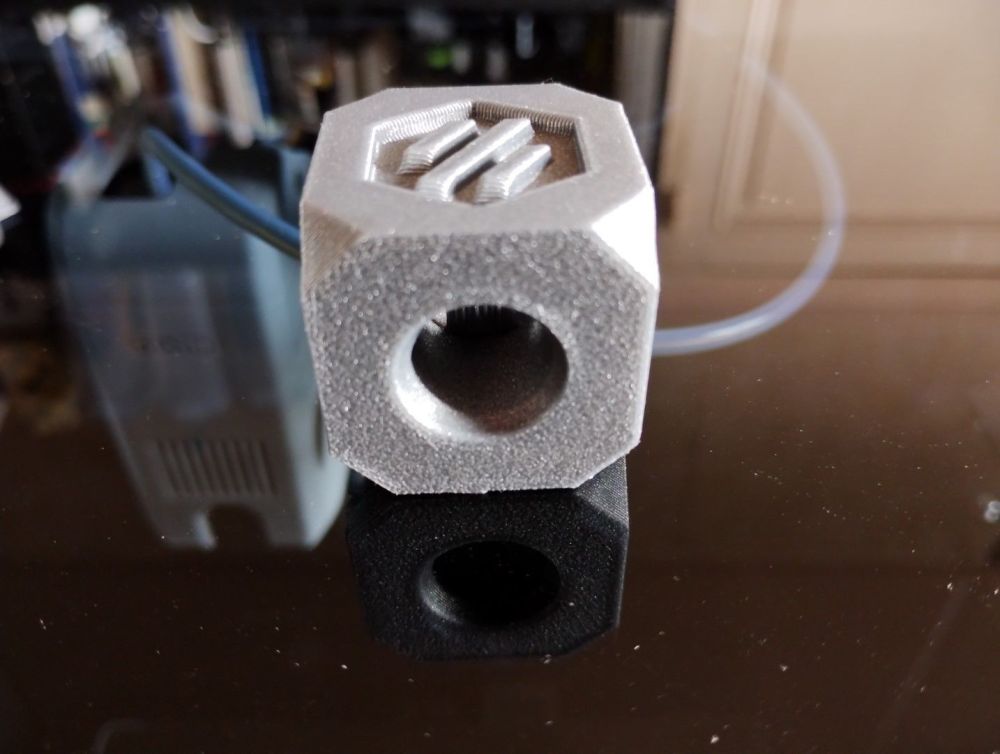
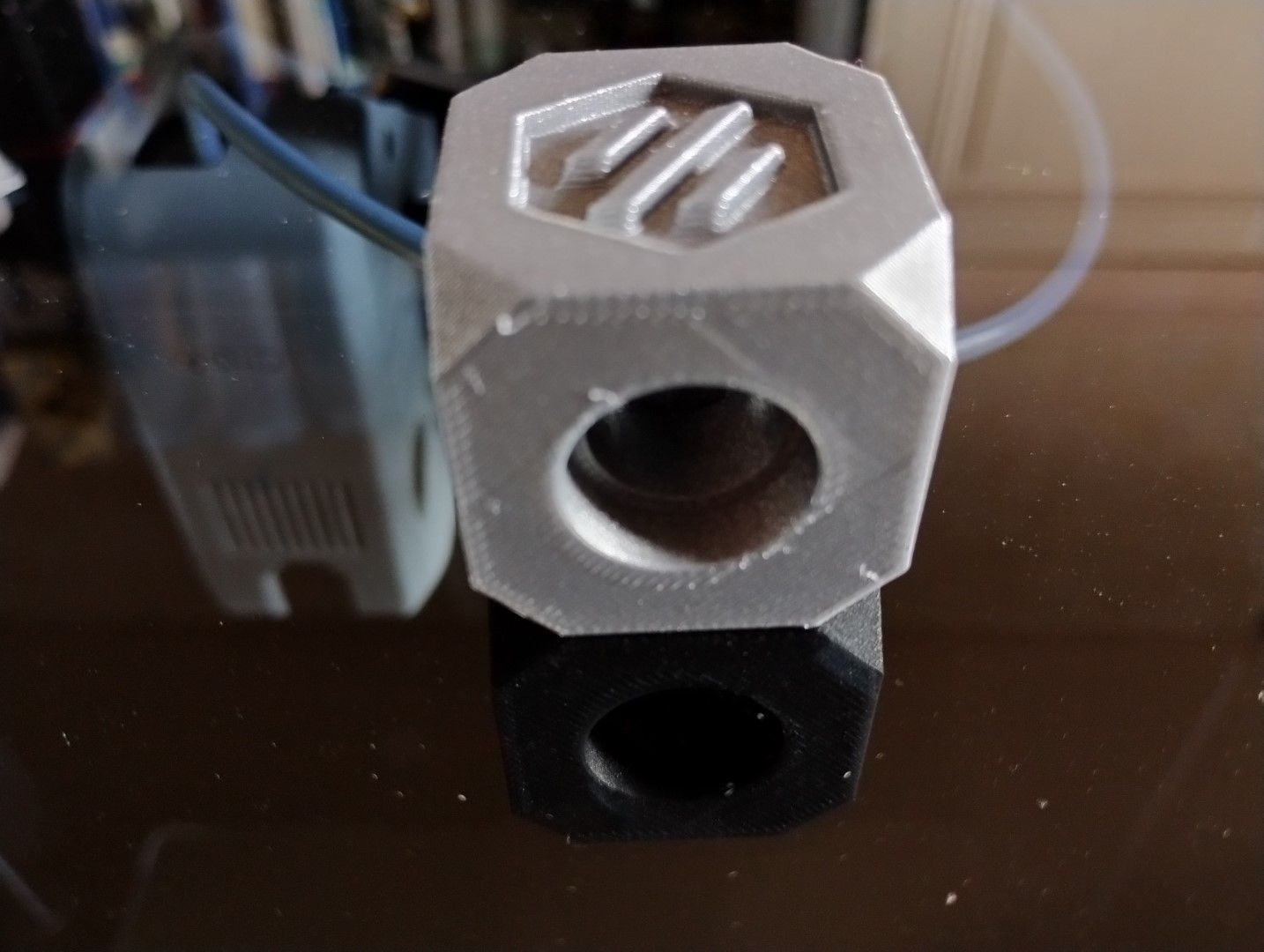
Cube Voron



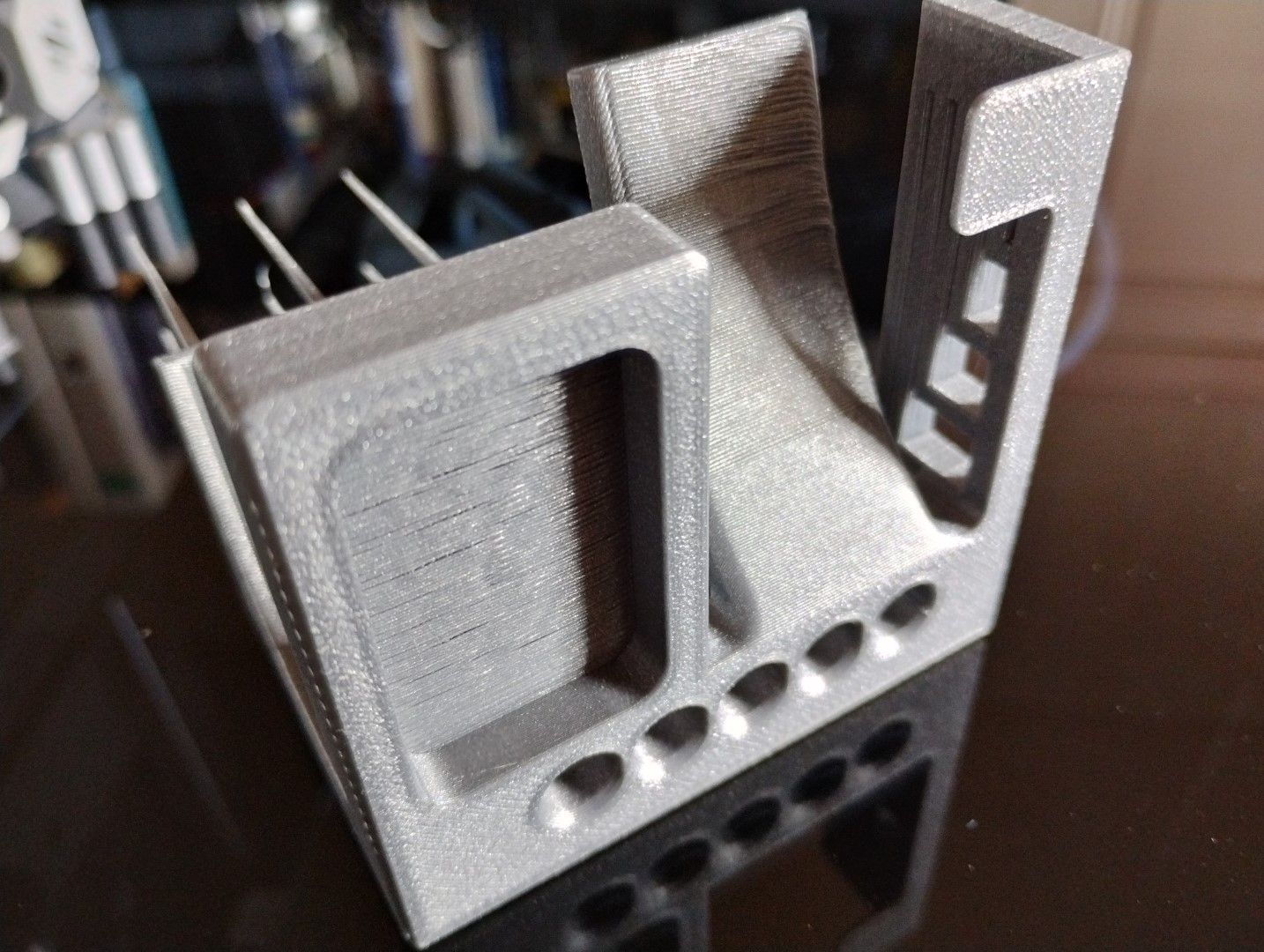
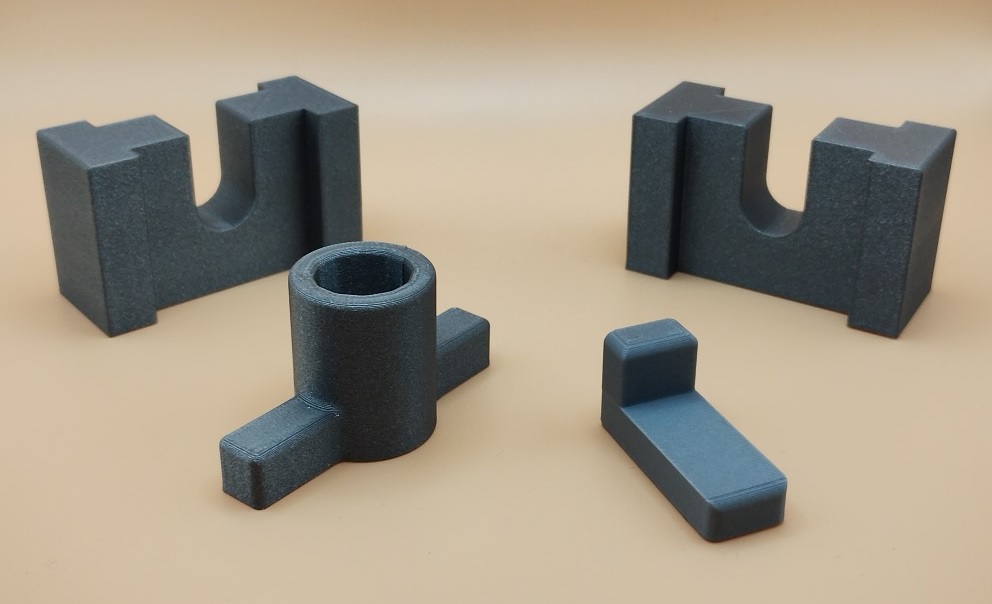
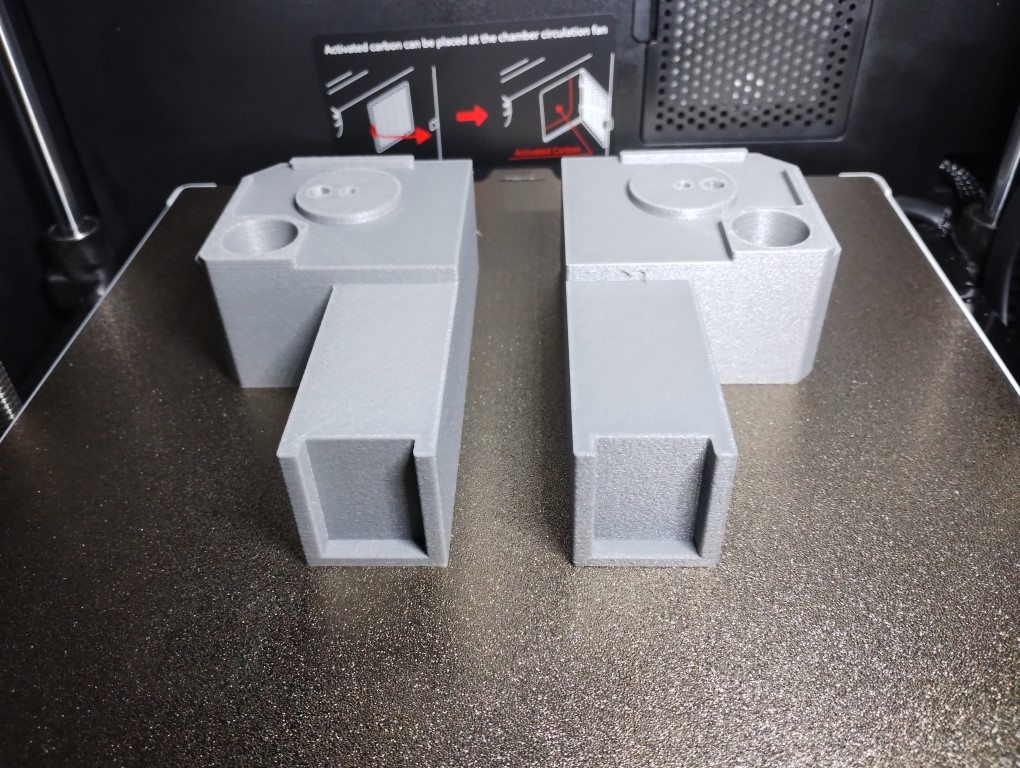
Pièces d’aide au réglage du lit
Ces pièces permettent de régler l’inclinaison du lit quand il est complètement décalé entre la gauche et la droite. En utilisant l’écran (réglages, outils, calibration de la plateforme), le plateau descend complètement pour se remettre de niveau.
Les deux autres pièces permettent d’affiner le parallélisme du plateau avec le plan XY de la tête (tramming).
Cette vidéo décrit comment utiliser ces pièces.
En résumé de ces premières impressions de test avec la Qidi Q2, aucun problème de nivellement et la buse est parfaitement nettoyée de toute scorie (mais ça prend du temps). Les pièces imprimées sont bien restées en place sur la plaque de PEI texturé. Une fois le plateau redescendu sous les trente degrés, elles se sont décollées toutes seules.
Écosystème
Trancheur (slicer) : QidiStudio
A l’instar de nombre de ses concurrents, Qidi développe son propre trancheur adapté à ses modèles d’imprimantes : QIDIStudio (basé sur BambuStudio de Bambu Lab, lui-même basé sur PrusaSlicer de Prusa Research, lui-même basé sur Slic3r d’Alessandro Ranellucci et de la communauté RepRap).
Les fonctionnalités principales de Qidi Studio :
- découpage des modèles 3D rapide et stable
- compatibilité avec toutes les imprimantes 3D haute vitesse de Qidi
- compatibilité avec tous les filaments de Qidi et certains filaments généraux
- l’imprimante peut être connectée sur le réseau local (Ethernet et/ou Wi-Fi)
Autres caractéristiques :
- une variété d’opérations applicables sur le modèle
- déplacer,
- mettre à l’échelle,
- faire pivoter,
- recadrer,
- colorier,
- réparer,
- combiner,
- diviser
- richesse des paramètres, réglage précis pour une variété de modèles complexes et de scénarios d’application
- plusieurs fonctions de calibration pour ajuster les meilleurs paramètres en fonction de la situation
Le téléchargement passe par le dépôt Github à la page des sorties (releases), au 27/10/2025, la version est la V2.03.00.70. Le Wiki affiche les notes d’informations de chaque version (release notes).
Pour l’utilisation de ce trancheur, la consultation du Wiki de Qidi (en anglais) est un bon point de départ :
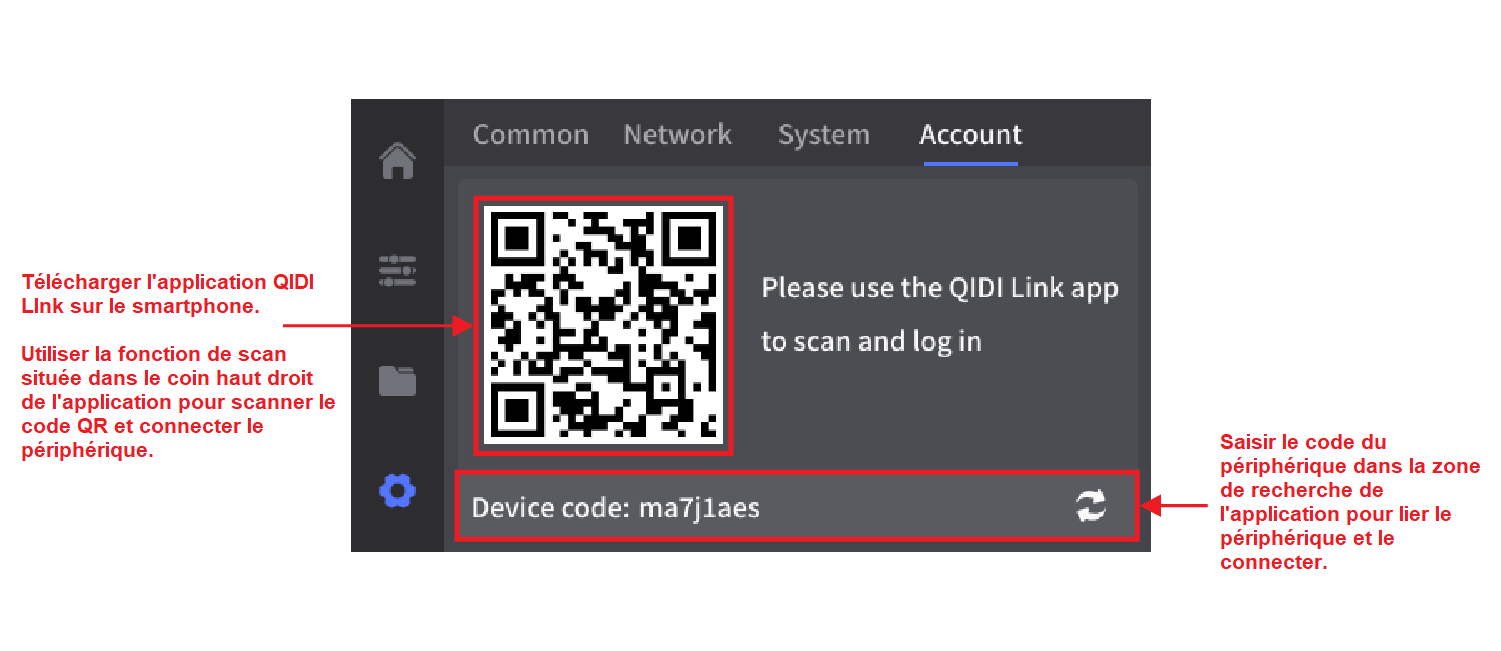
Application mobile : Qidi Link
QIDI Link est l’application mobile conçue spécifiquement pour les imprimantes 3D Qidi. Utilisable pour la surveillance, la gestion à distance des imprimantes 3D Qidi, l’impression de projets ou l’ajustement de paramètres pendant le processus d’impression.
À récupérer sur la place de marché dédiée au smartphone (Google Play ou App Store).
Pour son utilisation, un compte Qidi est nécessaire (à créer directement dans l’appli ou dans le trancheur).
Le Wiki de Qidi, une fois de plus, donne les informations pour bien l’utiliser (en anglais).
Je dois avouer que je ne suis pas adepte de ces applications pour imprimantes. D’une part, j’imprime rarement en dehors de chez moi, d’autre part, je préfère l’utilisation d’un écran de 27″.
Chaque constructeur proposant sa propre application, multiplie les installations sur le téléphone. Des solutions multi-constructeurs existent depuis déjà un certain temps pour les imprimantes Klipper, comme Mobileraker, par exemple que j’utilise depuis de nombreuses années.
Bibliothèque en ligne
Contrairement à un nombre grandissant de constructeurs, Qidi n’a pas créé sa propre bibliothèque. Pas encore ?
Les nombreuses bibliothèques existantes permettront de récupérer des modèles 3D à trancher sur l’application de bureau : Thingiverse, Printables, Makerworld, Makeronline…
Impressions réalisées pour ce test Qidi Q2
Toutes ces impression ont été réalisées avec l’imprimante « brute de décoffrage », c’est-à-dire sans aucun autre réglage que ceux effectués lors du premier allumage et/ou refaits lors des mises à jour du système :
- PID tête et lit
- topographie (maillage) du plateau,
- compensation de résonances (input shaping).
Pas de réglage / peaufinage de pas (extrudeur ou autres axes), tensions des courroies non retouchées, rien de plus que les réglages usine effectués par Qidi avant envoi.
Pour toutes les impressions réalisées, le trancheur Qidi Studio a été utilisé avec les profils d’impression standards fournis par Qidi.
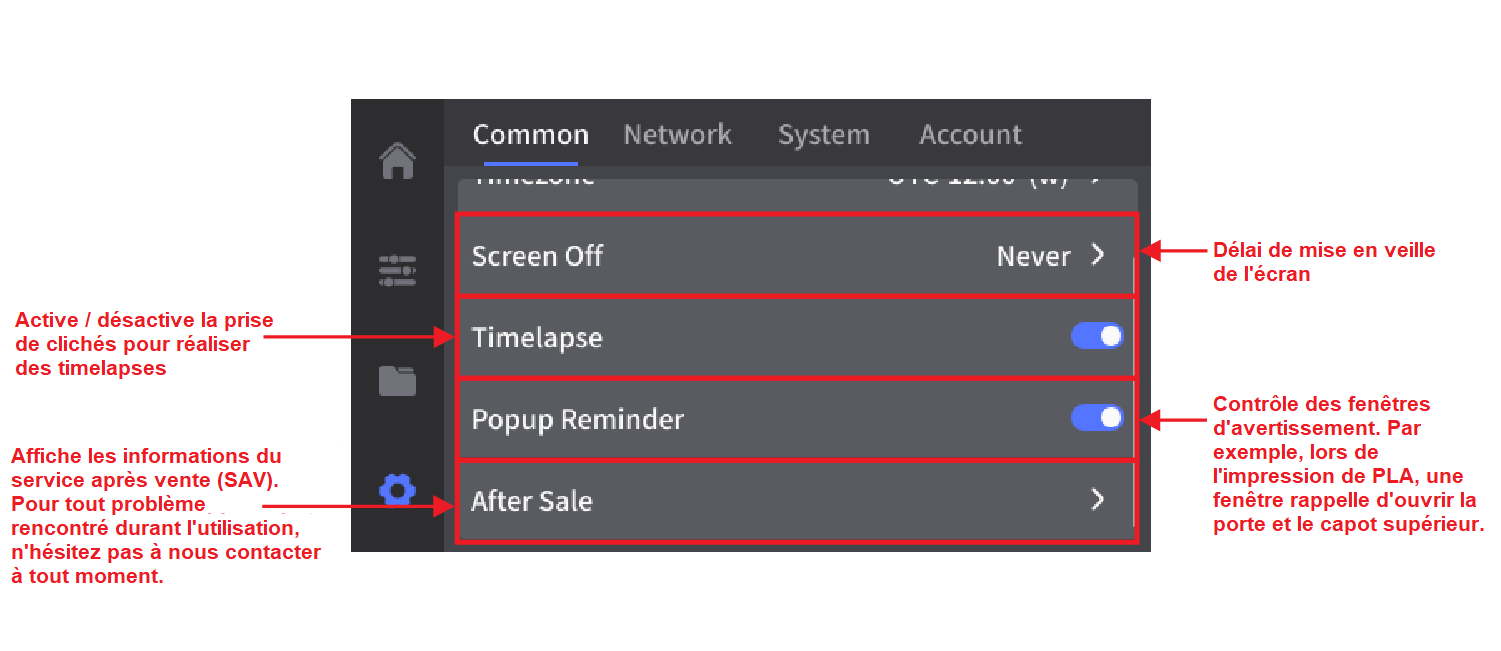
Pour les premiers tests (PLA, TPU, PETG) qui ne nécessitent pas d’enceinte close, la porte est ouverte (elle s’ouvre sur 100°) et le capot supérieur est entrouvert.
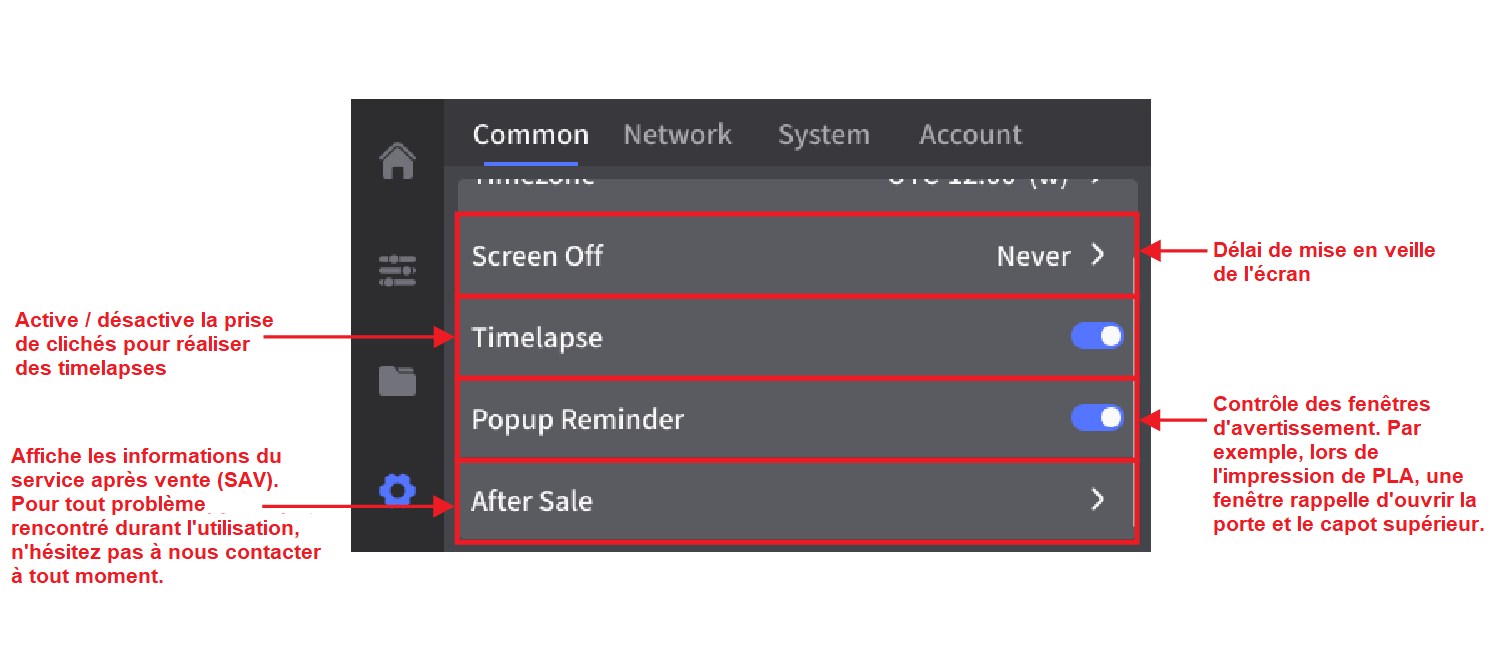
Avec ces matériaux, un rappel devrait s’afficher sur l’écran : ouvrir la porte et entrouvrir la vitre supérieure. L’option est bien cochée, mais je n’ai encore jamais vu ce rappel. Ce sera certainement corrigé par une simple mise à jour du firmware mais cela exclue de fait l’impression à distance sans manipulation de la machine.
Qidi récapitule dans un guide complet les caractéristiques des différents filaments, guide des matériaux accessible en ligne et dans les dernières pages du livret papier.
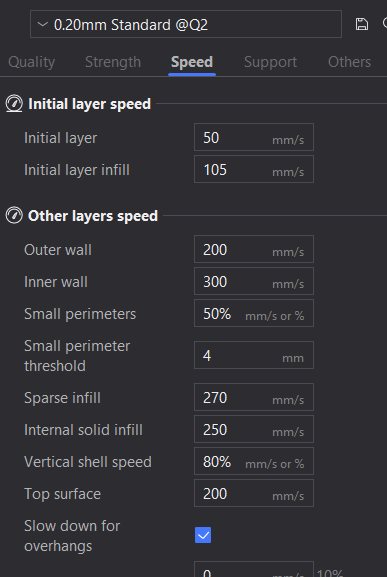
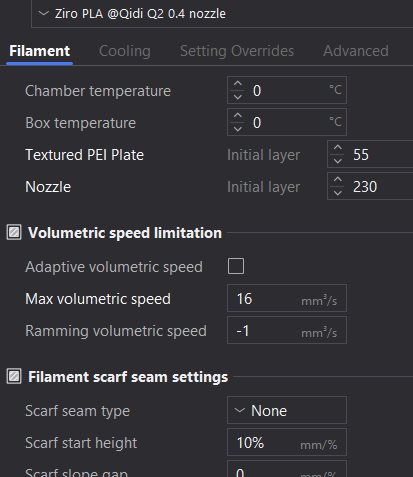
QidiStudio : vitesses d’impression
QidiStudio utilise des vitesses d’impression identiques (onglet Vitesse (Speed)).
C’est le paramètre de contournement de la vitesse d’impression, le débit volumétrique maximal (Réglages du filament / Filament), qui va établir les vitesses d’impression réelles en les limitant à ce que peut débiter la buse.
Autres impressions en PLA
PLA Eryone Silk
- Profil filament: PLA silk générique (débit volumétrique 8 mm3/s)
- Matériau : PLA Eryone Metal silk rainbow (bobine achetée en 2022, stockée dans un sac hermétique avec dessicant)
- Hauteur de couche : 0,2 mm
- Température de la buse : 230 °C
- Température du lit : 55 °C
- Vitesse d’impression : ~140 mm/s




Cheshire cat buddha (augmenté à 200 %)


La bobine de filament a été épuisée avant la fin d’impression. Une pause s’est déclenchée, la tête est allée se parquer pour permettre le changement de bobine. N’ayant plus ce filament, il a été remplacé par une bobine de Anycubic Silk bicolore (noir/or).
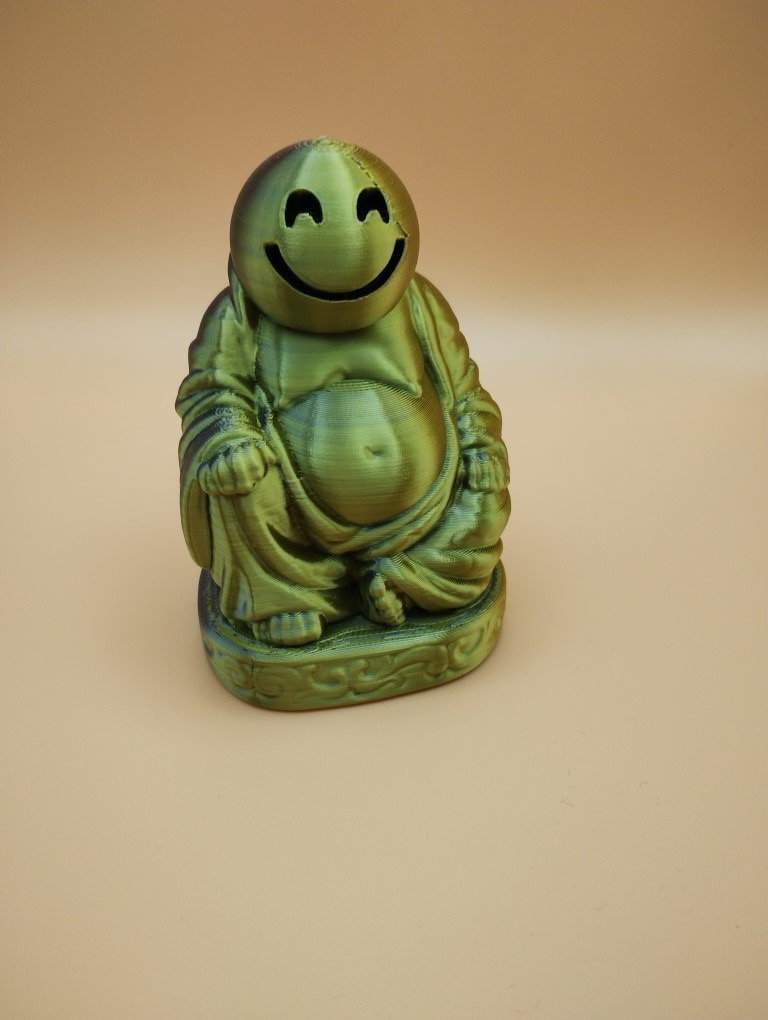
Autres Bouddha : ET, Alien, Smiley






PLA Ziro
- Profil filament: PLA générique (débit volumétrique 15 mm3/s)
- Matériau : PLA Ziro pierre paille
- Hauteur de couche : 0,2 mm
- Température de la buse : 230 °C
- Température du lit : 55 °C
- Vitesse d’impression : ~230 mm/s




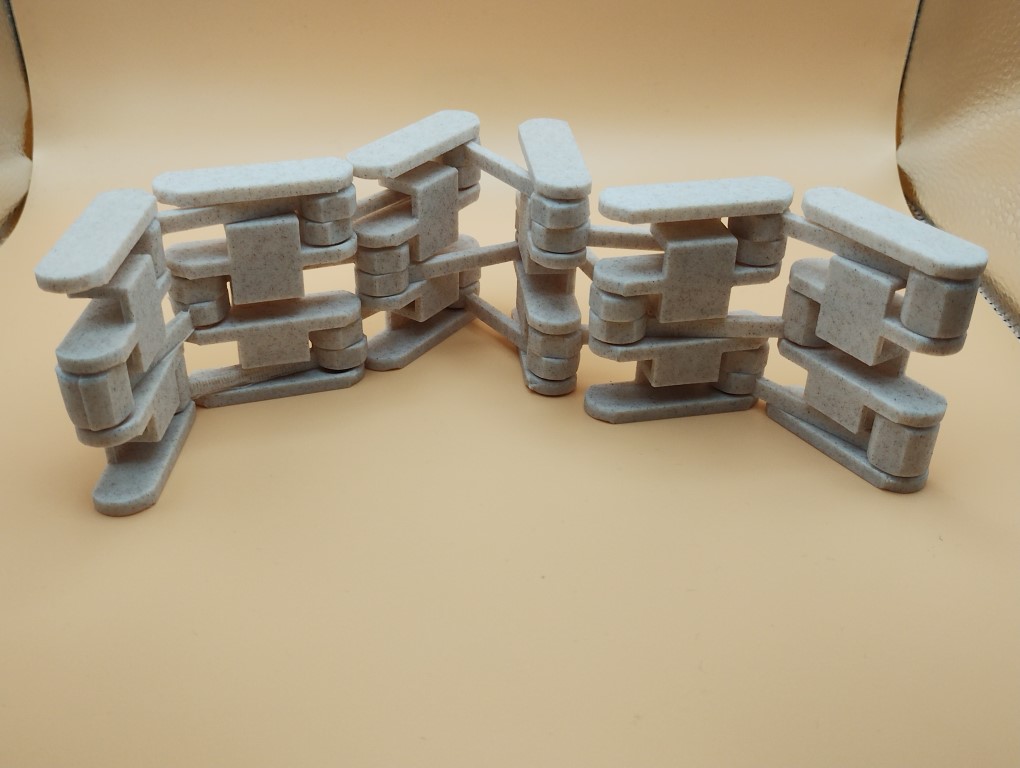



Là encore, comme c’était une bobine entamée, il n’y en avait plus assez. Pause, changement de filament par un PLA Anycubic Bright white pour terminer l’impression. L’axe et les boutons ont été imprimés avec le PLA Eryone Galaxy silver utilisé avec les modèles pré-tranchés.
Impressions en TPU 95A
- Profil filament: Qidi TPU95A-HF (débit volumétrique 4 mm3/s)
- Matériau : Qidi TPU95A-HF transparent
- Hauteur de couche : 0,2 mm
- Température de la buse : 230 °C
- Température du lit : 55 °C
- Vitesse d’impression : ~80 mm/s
Pour avoir déjà imprimé du TPU, je sais que c’est un filament qui adhère fortement au PEI. Le retirer du plateau, une fois celui-ci refroidi, est souvent ardu. Je modifie les paramètres du filament pour ajouter un soupçon de Zoffset :
Bouchons pour boite alimentaire

Benchy bodybuildé (augmenté à 200 %)






Impressions en PETG
- Profil filament: Generic PETG (débit volumétrique 12 mm3/s)
- Matériau : Eryone PETG-GF (fibres de verre) noir
- Hauteur de couche : 0,2 mm
- Température de la buse : 255 °C
- Température du lit : 75 °C
- Vitesse d’impression : ~200 mm/s
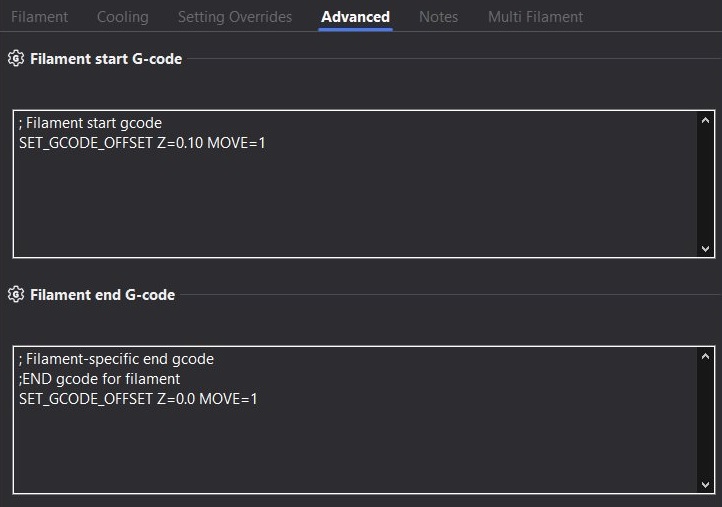
Comme pour le TPU, le PETG adhère fortement au PEI, le profil du filament est modifié pour ajouter un Zoffset de 0,1 mm.

Impressions en ABS
- Profil filament: (débit volumétrique 25 mm3/s)
- Matériau : Qidi ABS Rapido noir et blanc
- Hauteur de couche : 0,2 mm
- Température de la buse : 270 .°C
- Température du lit : 90 °C
- Température de la chambre : 60 °C
- Vitesse d’impression : ~280 mm/s
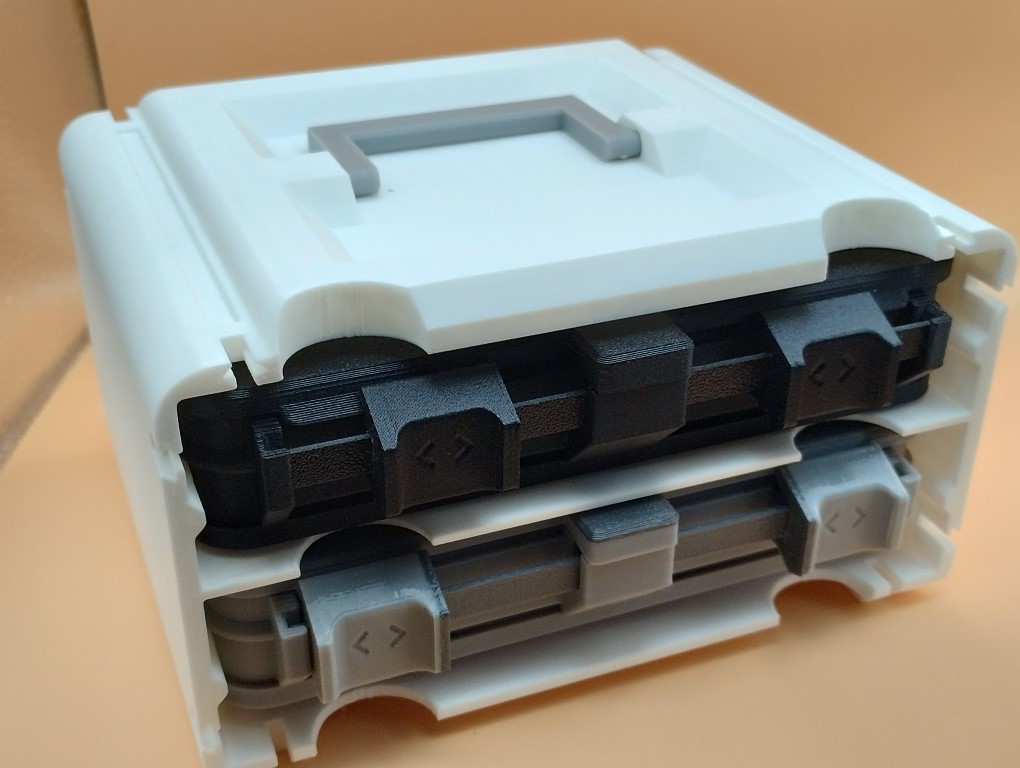
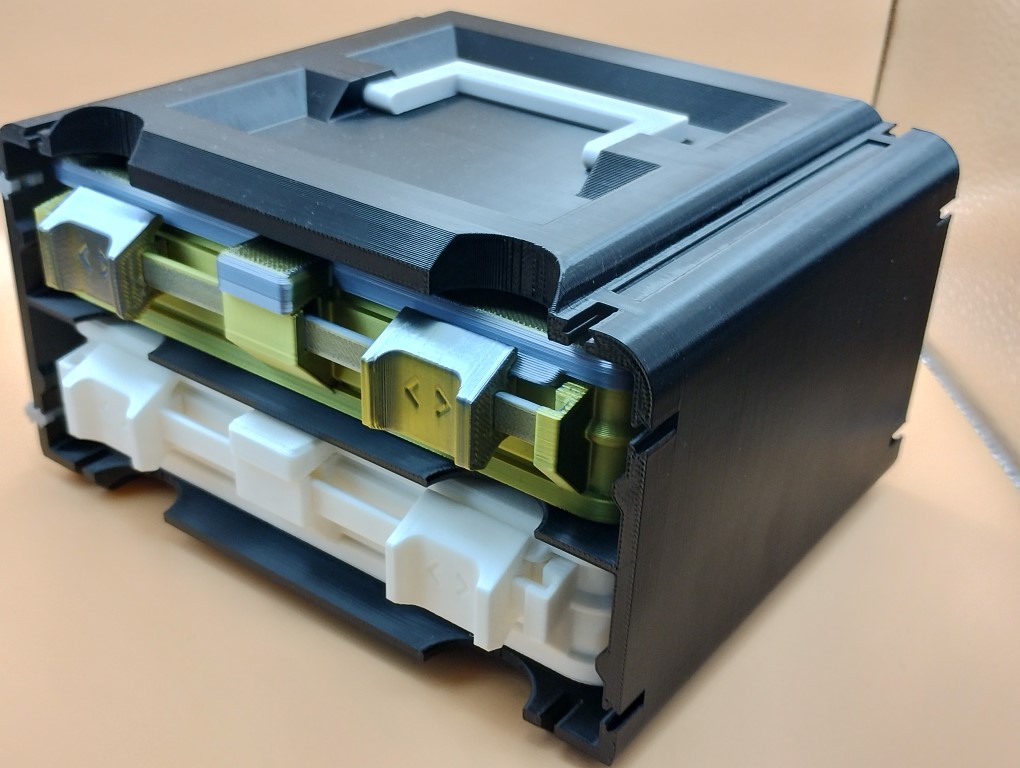
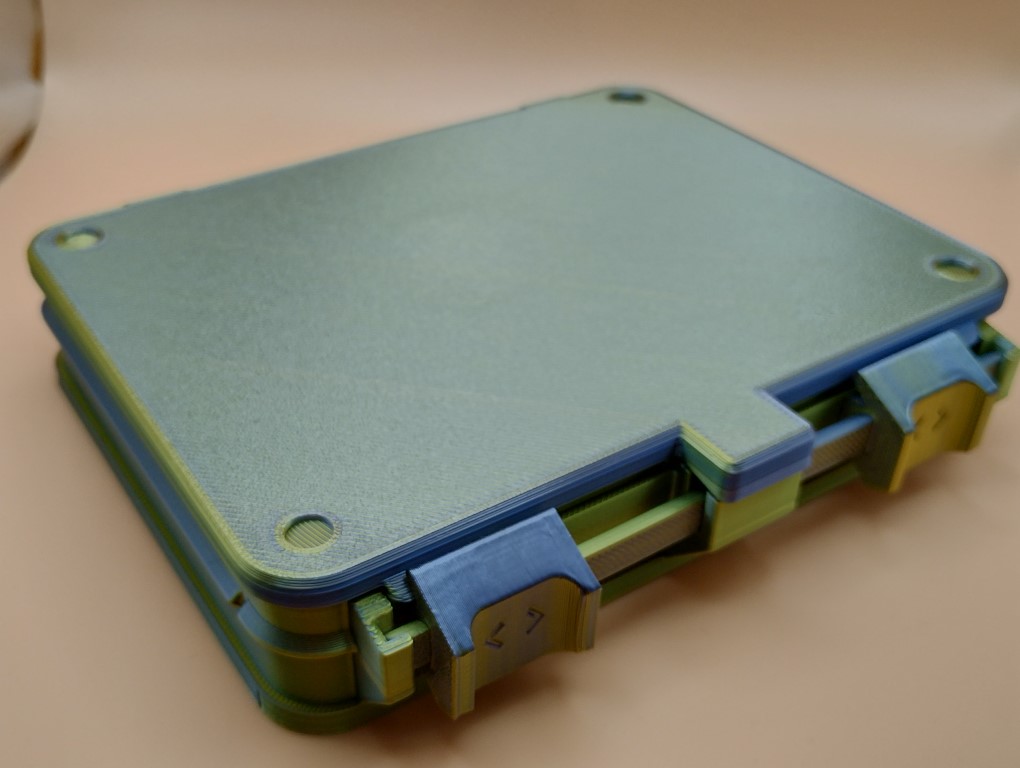
Certaines boites sont en PLA, idem pour les compartiments internes. Les deux containers et une boite sont en ABS, d’autres boites sont en PET-CF.









Durant l’impression de l’ABS, je n’ai pas senti d’odeurs. À la fin de l’impression, j’ai activé le filtre d’extraction de l’air interne (HEPA + filtre à charbon) puis j’ai attendu une nuit avant d’ouvrir la porte pour récupérer les pièces.
Impressions en PET-CF
- Profil filament: (débit volumétrique 14 mm3/s)
- Matériau : Qidi PET-CF noir
- Hauteur de couche : 0,2 mm
- Température de la buse : 320 °C
- Température du lit : 80 °C
- Vitesse d’impression : ~220 mm/s
J’utilise une bobine déjà entamée, gardée au sec avec dessicant dans une boite alimentaire dont il reste un quart de filament. La bobine est installée dans un sécheur de filament Creality Space Pi4, séchée durant 12 heures à 70 °C. L’impression se fait avec le sécheur en fonctionnement (65 °C).
Cette rehausse est constituée de plusieurs parties. Celles avant gauche et droite se sont correctement imprimées mais pour les parties arrières (gauche et droite), à la fin de l’impression, il y a eu une sous-extrusion notable.


Le PET-CF est un filament très rigide. L’embobinage de fin de bobine était trop courbe, cela freinait le filament dans le tube PTFE. En remplaçant par une bobine de PET-CF neuve, l’impression a été refaite et s’est achevée, cette fois-ci, sans problème, ce qui confirme la bonne prise du charge de ce matériau par la Qidi Q2.
Impressions en PAHT-GF
- Profil filament: (débit volumétrique 10 mm3/s)
- Matériau : Qidi PAHT-GF gris
- Hauteur de couche : 0,2 mm
- Température de la buse : 310 °C
- Température du lit : 80 °C
- Température de la chambre : 40 °C
- Vitesse d’impression : ~170 mm/s
Ce matériau est très hydrophile. Après sortie de son emballage sous vide, la bobine est placée dans un sécheur de filaments (Creality Space Pi X4) et séchée durant 12 heures à 85 °C. Elle reste en place dans le sécheur, toujours en fonctionnement, tout au long de l’impression (le taux d’humidité à l’intérieur du SpacePi4 était de moins de 15 %).


Bilan des impressions
Dans l’ensemble, j’ai eu peu d’échecs d’impression. La plupart étaient dus à des soucis de communication entre la carte gérant l’OS et les cartes gérant les matériels (Klipper « mcu shutdown », timer too close par exemple).
La quantité de RAM (512 Mo) et l’utilisation de la solution IA de détection de problèmes d’impression fonctionnant en local sont, à mon avis, la cause principale. Depuis que j’ai désactivé le programme « IA », je n’ai plus rencontré d’arrêt de Klipper.
Après presque 3 km de filament et un peu plus de 350 h d’impressions au moment de la publication de ce test, je suis plutôt satisfait de cette Qidi Q2 (ce résumé de l’historique de Fluidd date de début octobre 2025) :

Hardware
La structure est constituée d’un cadre solide en acier dont les différents éléments sont vissés. L’extérieur est complété par des parois en matière plastique. Une porte et un capot en verre fumé bleu/violet complètent l’habillage. Ces parois plastiques incorporent un retardateur de feu, d’après Qidi.
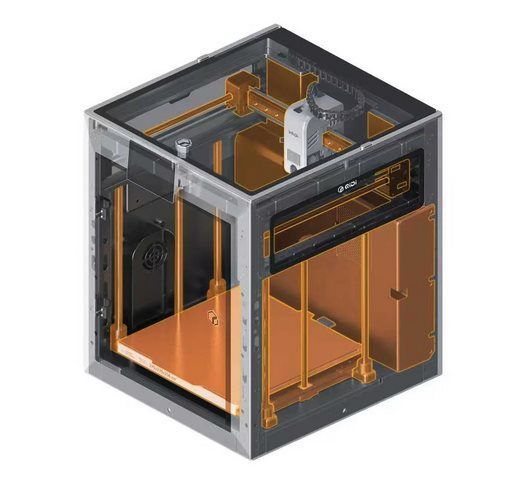
Cinématique CoreXY
La tête d’impression se déplace dans le plan X / Y, les deux moteurs agissent de conserve. Plus d’explications techniques à propos de la cinématique CoreXY ici.
Les avantages théoriques de cette cinématique :
- espace réduit (le lit chauffant ne se déplace que de haut en bas),
- structure cubique permettant de fermer celle-ci afin d’obtenir une enceinte étanche,
- les deux moteurs pas à pas se complètent pour réaliser les mouvements X/Y,
- rapide et précis lorsque utilisé avec une tête d’impression légère
Mais elle peut aussi présenter quelques inconvénients :
- la tension des courroies est critique,
- nécessite un cadre parfaitement rigide et d’équerre,
- le système de poulies et la longueur du cheminement des courroies
- poids total de l’appareil
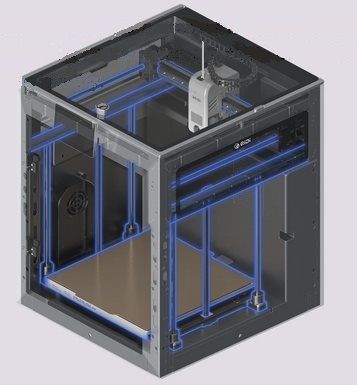
La tête d’impression est située sur l’axe X, un rail de guidage (MGN12) permet les déplacements de gauche à droite :

Cet axe X est guidé sur l’axe Y via une tige linéaire de diamètre 8 mm associée à une douille à billes LMU8UU (une tige et douille de chaque côté).


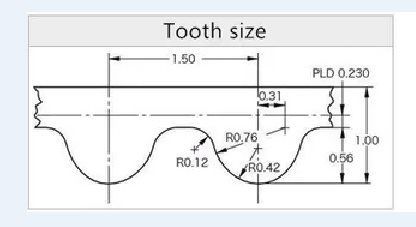
Pour se déplacer, la tête utilise des courroies de 7 mm de pas 1,5 mm assurant, d’après Qidi, plus de précision et moins de phénomène de VFA.

Si nécessaire, ces courroies peuvent être retendues (cf Wiki pour les explications) : après avoir desserré un peu (pas complètement) les quatre vis maintenant chacun des moteurs, on déplace la tête suivant le parcours préconisé puis on resserre toutes les vis. Chacun des tendeurs est muni d’un ressort assurant la bonne tension.

Les vis (4) qui maintiennent les moteurs en position sont vissées directement dans le plastique, il faudra donc éviter de procéder fréquemment à la re-tension des courroies.
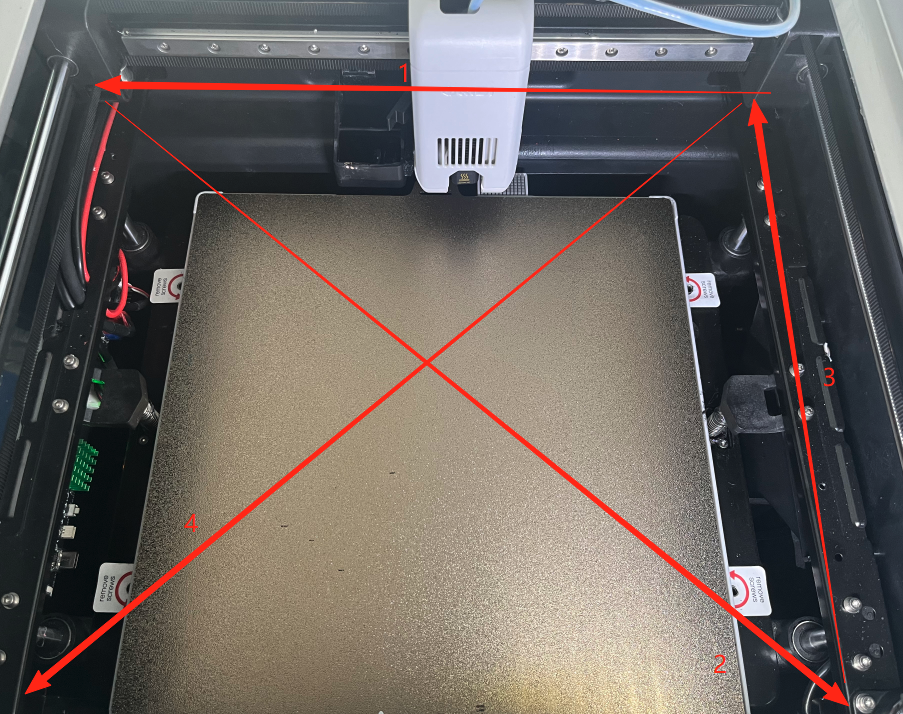
Plateau d’impression
Le plateau chauffant (24 V) est constitué d’une plaque d’aluminium de 3 mm recouverte d’une base magnétique. Il peut atteindre la température maximale de 120 “C.
De chaque côté, celui-ci est guidé par deux tiges linéaires de 10 mm associées à des douilles à billes LMU10UU. La montée / descente est réalisée par une vis trapézoïdale également de diamètre 10 mm. Un tour complet monte / descend le plateau de 4 mm. La vis mère est de type T10/4 (pas de 2 mm, 2 filets). Le paramètre rotation_distance de la section [extruder] du fichier printer.cfg, a pour valeur 4 (pas_vis * nombre_de_filets). Le modèle à deux filets permet d’atténuer la descente du plateau par gravité lorsque les moteurs Z ne sont plus alimentés.

Un moteur pour chaque tige trapézoïdale permet d’ajuster de manière indépendante l’inclinaison du plateau. Cet ajustement est réalisé au départ de chaque nouvelle impression (Z_TILT_ADJUST), contribuant à une meilleure adhérence.
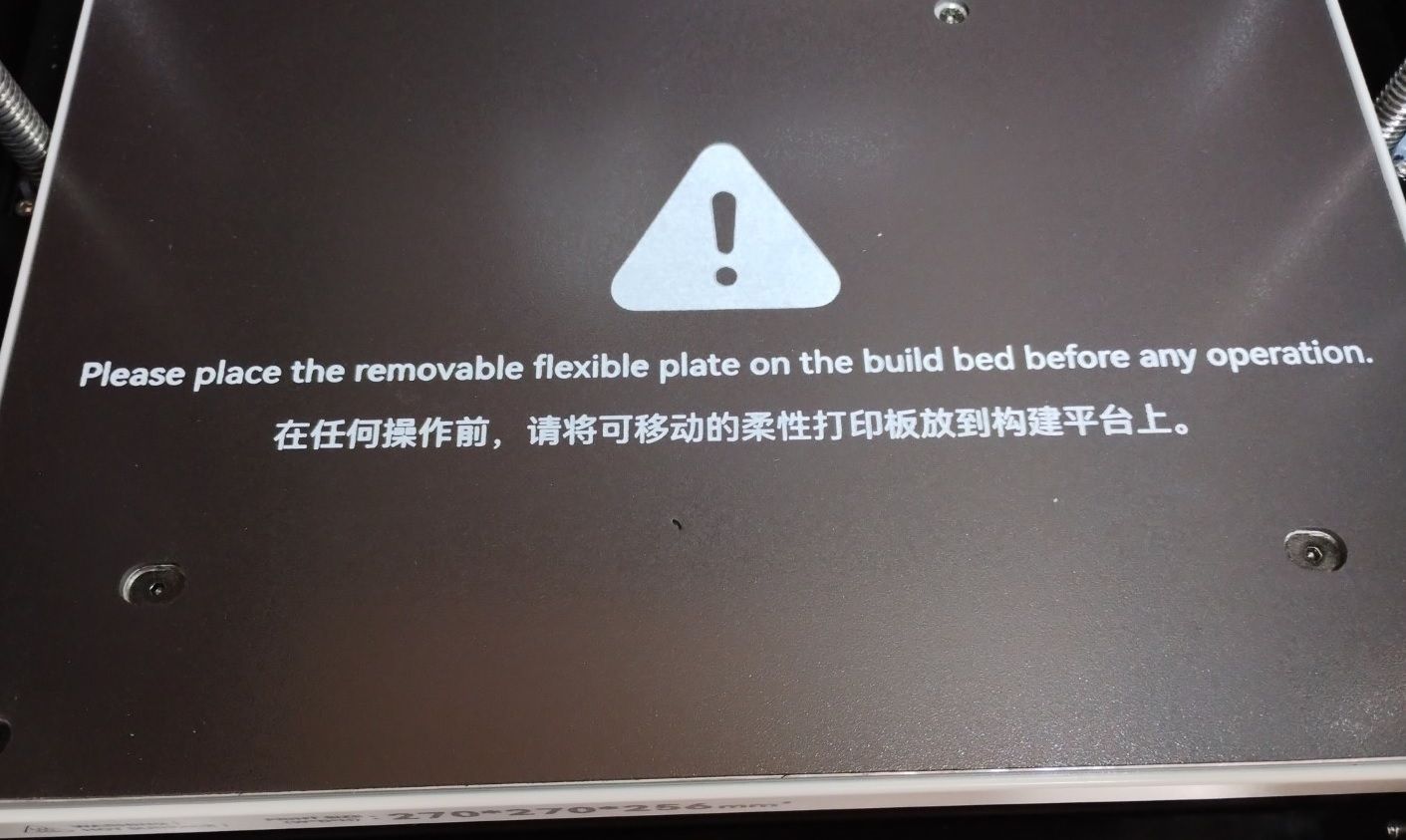
Le maintien de la plaque de tôle flexible et amovible sur le plateau chauffant se fait en la positionnant sur la plaque magnétique collée sur le lit chauffant. Le support du plateau est muni à chaque coin arrière de rebords assurant le centrage de la tôle. Au cas où l’utilisateur oublierait de repositionner la tôle recouverte de PEI, un rappel est inscrit sur la base magnétique. Rappel qu’il vaut mieux respecter afin d’éviter toute déconvenue.
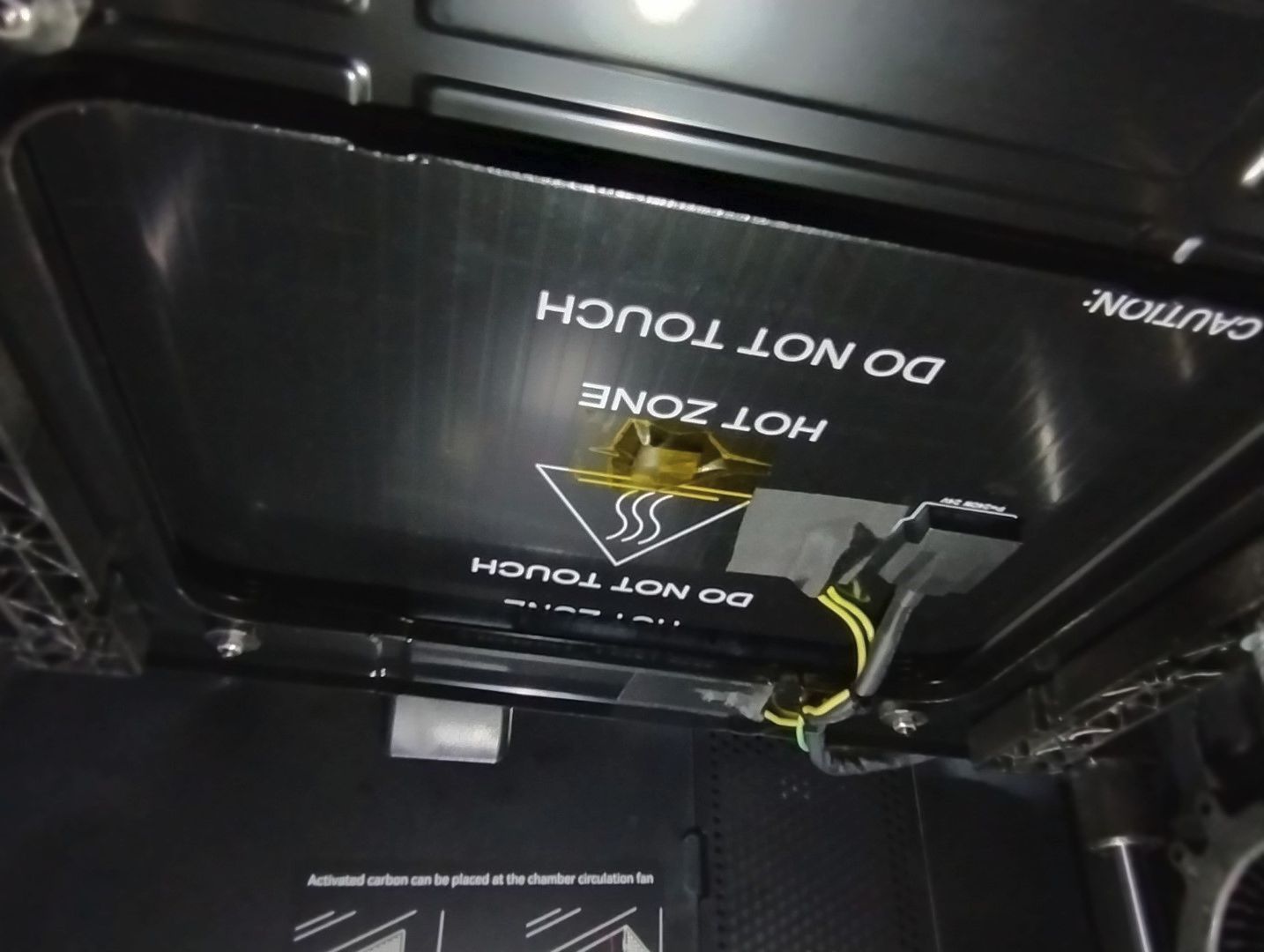
Il n’y a aucun isolant thermique au dessous du plateau chauffant. Cela permettrait d’assurer une répartition plus homogène de la température. Les déperditions caloriques contribuent toutefois au chauffage interne du caisson.
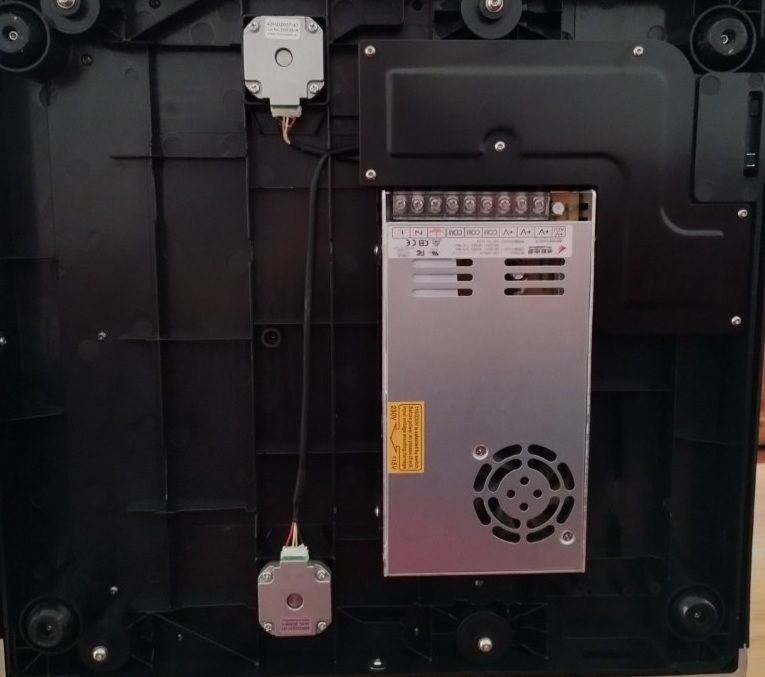
Sur cette photo, on aperçoit le fusible (fils jaune) assurant une sécurité anti-emballement thermique.
Chauffe du lit
Quelques mesures de montée en température du lit, départ à 20 °C, vitre supérieure en place et porte fermée. Le PID du lit a été étalonné avant d’effectuer ces relevés. Ces données sont à titre indicatif, chaque imprimante et chaque lieu étant uniques :
- 60 °C < 4min
- 70 °C < 5min
- 80 °C < 6min30s
- 90 °C < 8min30s
- 100 °C < 11min
- 110 °C < 15min
- 120 °C < 21min
Dans Fluidd, l’affichage de la puissance de chauffe reste à 100% jusqu’à 117-118 °C, l’algorithme qui régule la montée en température (PID) se déclenche alors et pour atteindre la température maximale de 120 °C, il faut encore patienter trois minutes de plus.
Ventilation
Le refroidissement (l’évacuation de l’air chaud interne) est assuré par de nombreux ventilateurs.
À l’intérieur de l’enceinte se trouvent trois ventilateurs :
1- Un axial 8025 à l’arrière, permet d’évacuer l’air « vicié » à l’extérieur du caisson. Un filtre HEPA + charbon actif filtre les émanations (comment le remplacer). Il est possible d’ajouter un conduit d’évacuation vers l’extérieur, les trous de fixation d’un adaptateur préexistent :



2- Sur le côté droit, le ventilateur de refroidissement du filament auxiliaire, un radial de 120 mm :
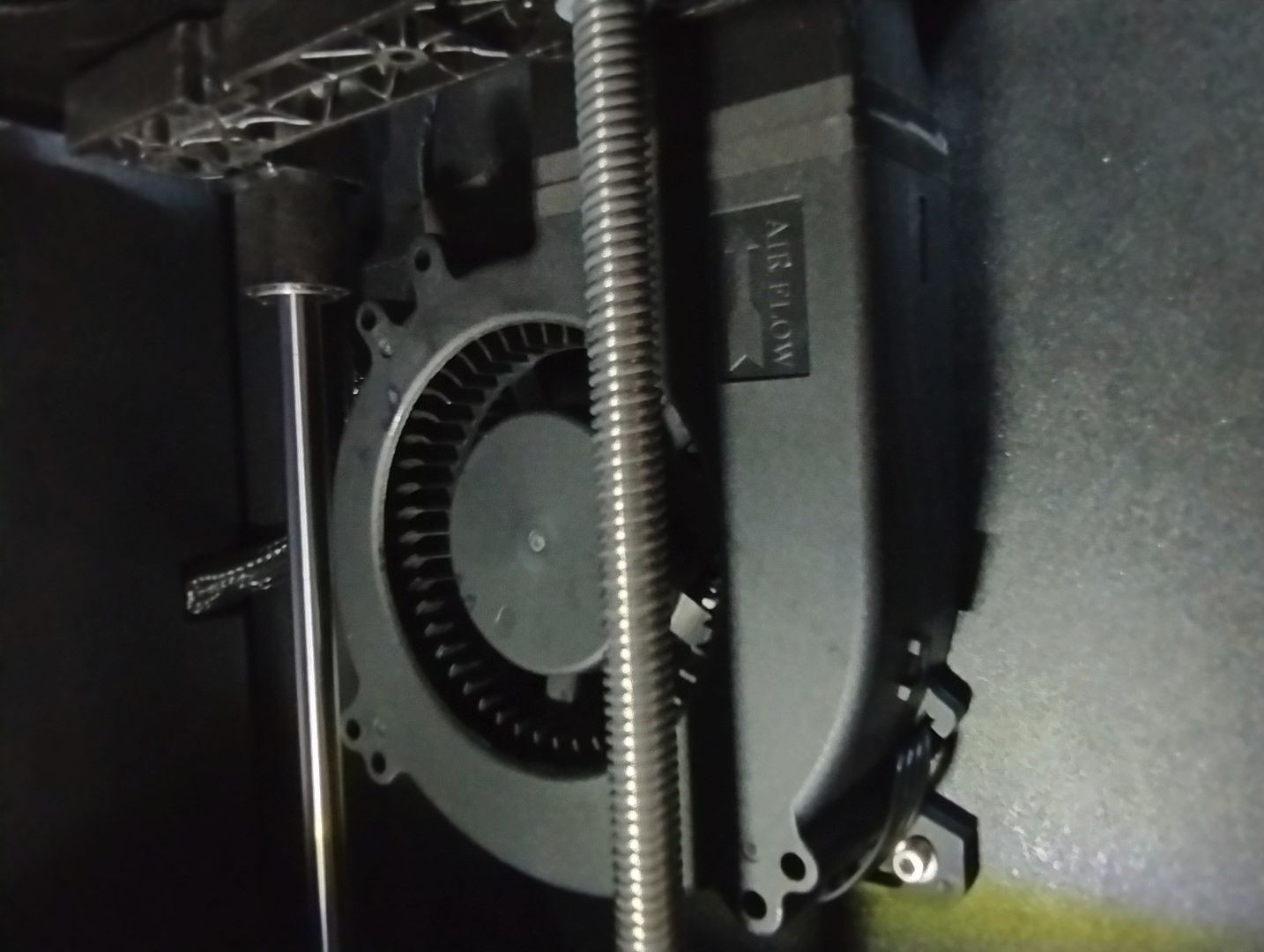
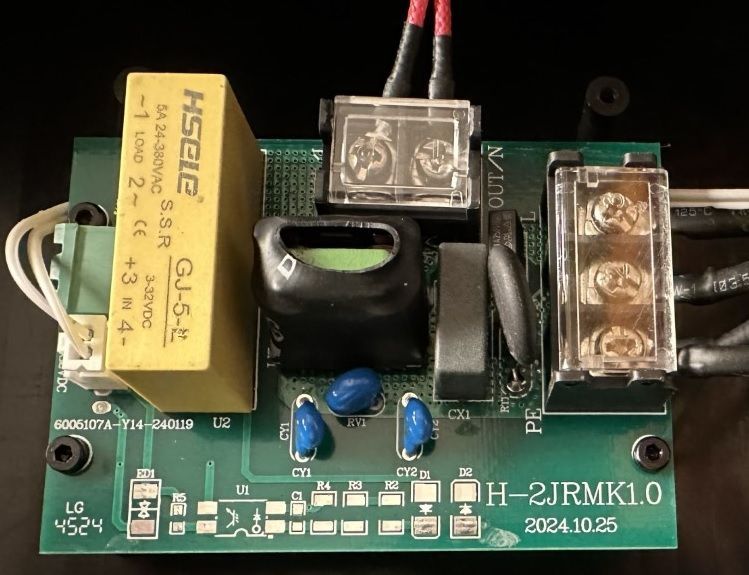
3- Sur le côté gauche, le ventilateur de chauffage de l’enceinte (un radial de 92 mm). Il aspire l’air en haut et le rejette en bas, créant un flux de circulation. Le chauffage PTC est alimenté par la tension secteur via un SSR, capable de chauffer l’enceinte jusqu’à 65 °C, il est muni d’une sécurité anti-emballement thermique.

À l’arrière de l’imprimante, la carte contrôleur est refroidie par un petit ventilateur axial 4010, fixé sur la paroi. Celui-ci est régulé par la mise en marche des pilotes de l’axe Z. Qidi les active dès le démarrage de la machine, il souffle donc tout le temps. Il n’y a qu’à la fin d’une impression qu’ils sont désactivés, ce qui stoppe le refroidissement de la carte contrôleur et diminie le bruit généré par la Q2.

Au-dessous de l’imprimante se trouve l’alimentation secteur munie d’un ventilateur. Non régulé, il souffle constamment.
Les derniers ventilateurs de cette Q2 sont situés dans la tête d’impression. Un 5015 radial refroidit le filament et un 2510 axial refroidit le radiateur quand la température de la buse passe au-dessus de 50 °C.


Tête d’impression (extrudeur / tête de chauffe)
La tête d’impression de cette Q2 est plutôt compacte : 54 x 88 x 120 mm (largeur x profondeur x hauteur).
Son capot avant est facile à enlever (faire levier en bas du capot pour déboîter les magnets, puis lever pour le sortir des deux ergots de maintien). Aucun ventilateur n’y est attaché, les interventions de maintenance en sont facilitées : on peut le poser où l’on veut.
À l’arrière, une trappe coulissante permet d’accéder au PCB de la carte électronique.
Pour les dépannages, il n’y aura donc aucune vis à retirer.

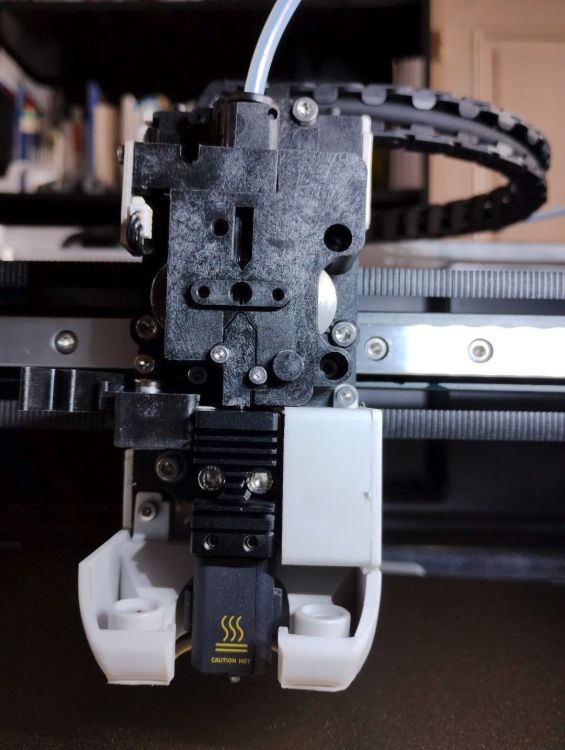


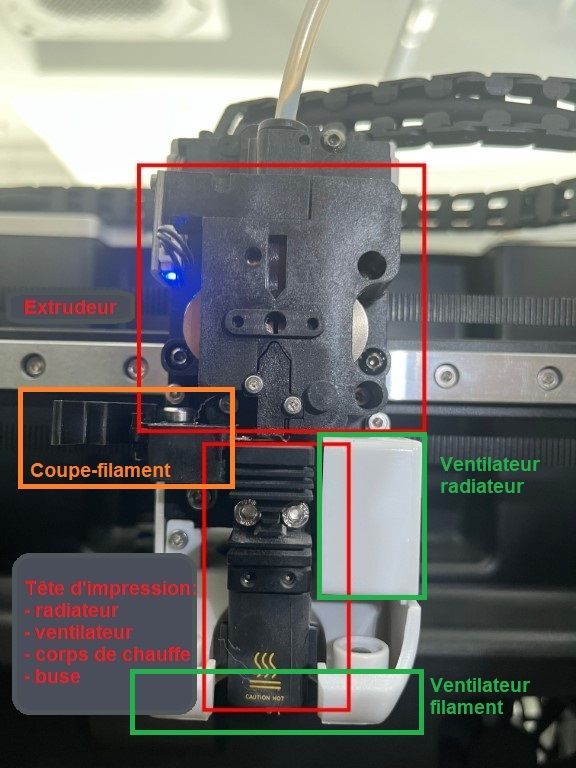
En plus des ventilateurs vus ci-dessus, la tête d’impression est composée de deux principaux éléments :
- l’extrudeur,
- la tête de chauffe.
Entre les deux se trouve le coupe-filament, actionné par un levier quand la tête vient en butée sur l’avant gauche de la Q2.
C’est la buse grâce à la jauge de pression qui fait office de détecteur de fin de course.

Ce système de détection nécessite que la buse soit parfaitement propre, la présence d’un résidu de filament fausserait la mesure. Raison pour laquelle, même si le processus de nettoyage semble long, qu’il soit réalisé régulièrement et méthodiquement.
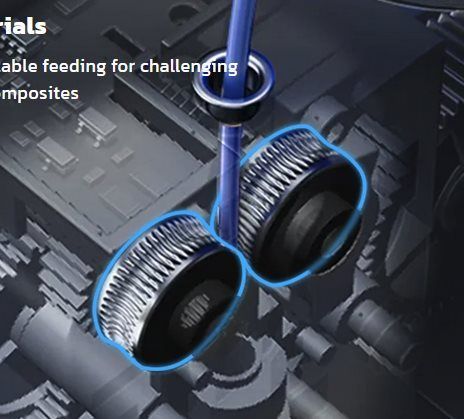
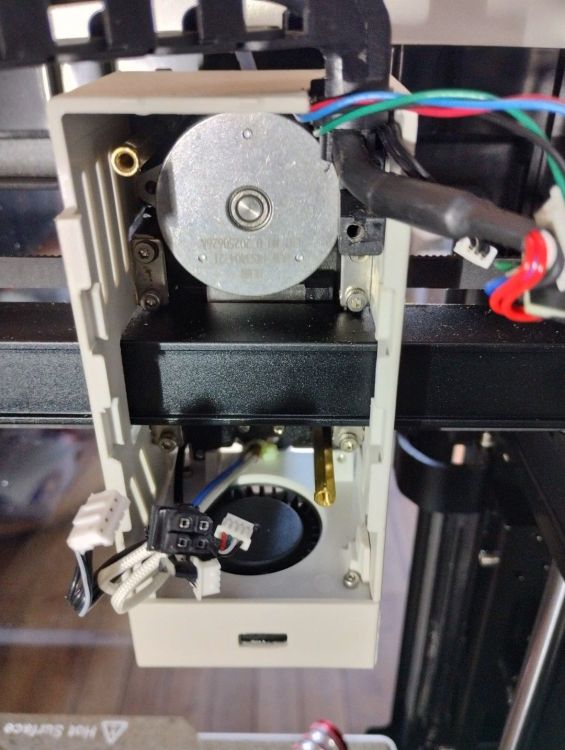
Extrudeur
L’engrenage d’entraînement du filament consiste en deux roues dentées en acier durci (plus durable avec des filaments chargés (fibre de carbone ou verre, …)). Le double entraînement est effectué via un moteur Nema14 circulaire.
C’est au-dessus de cet entraînement que se trouve un interrupteur détectant la présence (ou l’absence) de filament. Il n’y a pas de détection d’un filament bloqué (cette fonctionnalité n’est disponible qu’avec l’ajout du boitier associé à une Qidi Box).
Tête de chauffe
La tête de chauffe permet une montée en température jusqu’à 370 ”C, autorisant l’impression de filaments techniques (PET, PA, PPS, PC…).
Elle se compose :
- d’un radiateur (zone froide) refroidi par le ventilateur précédemment vu,
- d’un corps de chauffe en céramique
- d’un thermocouple pour la mesure de la température
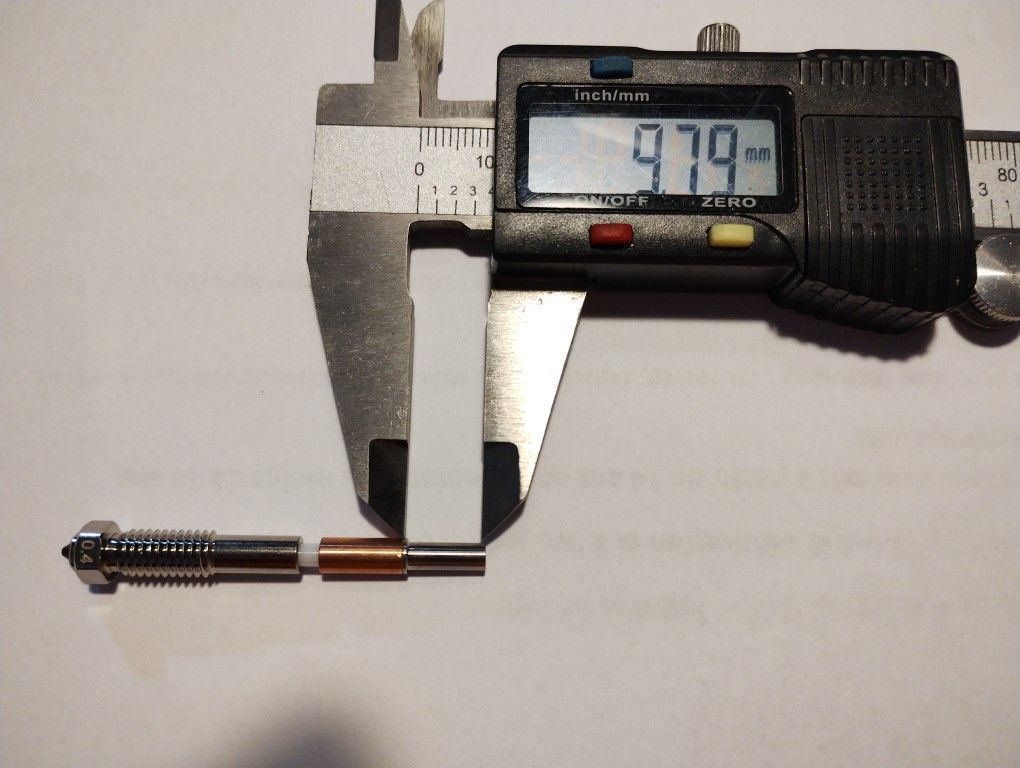
- d’une buse «tout-en-un» de longueur ≃ 53 mm
- et d’une chaussette en silicone pour protéger cette partie chauffante.
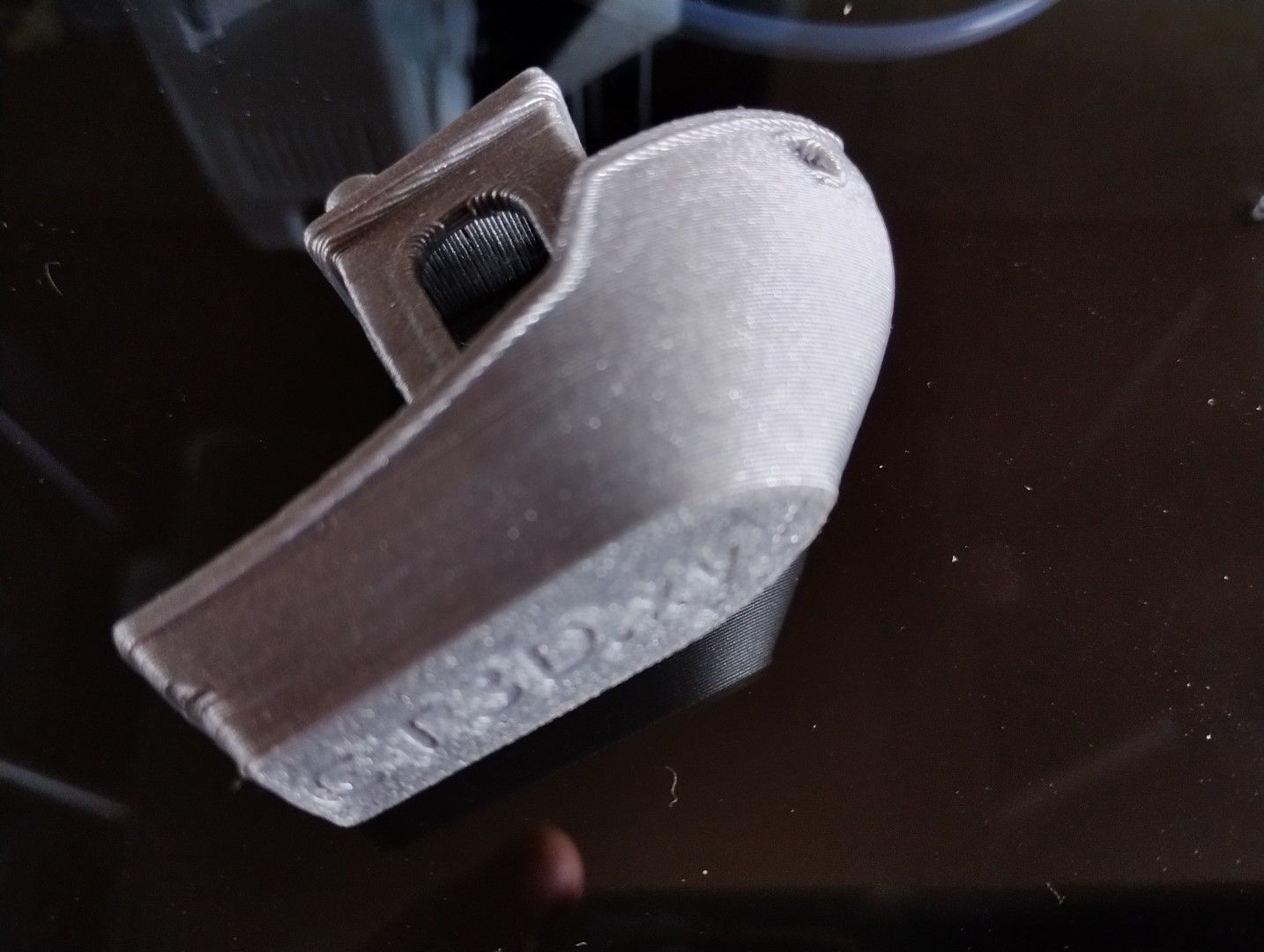
La buse de la Q2 est légèrement plus longue que celle de la Qidi Plus4 (51,5 mm). Qidi l’indique d’ailleurs sur son site de vente des accessoires. Une comparaison entre les deux modèles montre la différence (Plus4 en haut, Q2 en bas) :

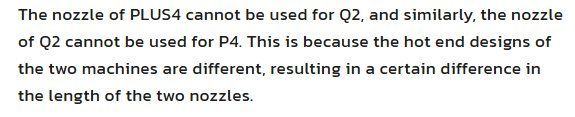
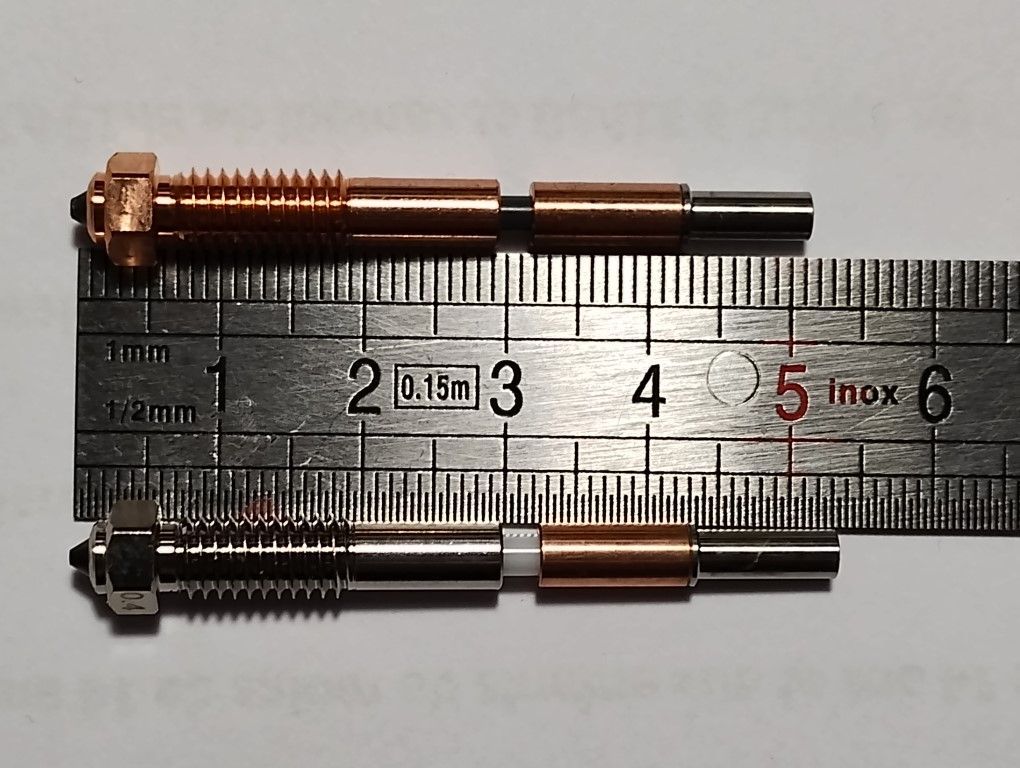
Cette buse tout-en-un est constituée de quatre parties :
- buse proprement dite incorporant une pointe en acier durci (longueur ≃ 30 mm)
- transition en céramique ( 3 mm)
- heatbreak (≃ 10 mm)
- tube d’entrée du filament (≃ 10 mm), c’est lui qui est un peu plus long sur la Q2


Sur le haut du radiateur est fixée la jauge de pression (le mécanisme détectant par contact quand la buse est au niveau de la surface d’impression). On y reviendra lors de l’examen de la plaque PCB de la tête d’impression (la puce électronique (convertisseur ADC) est une CS1237 (déjà vue lors du test de la Anycubic Kobra S1)).
Nettoyage / purge filament
Le nettoyage de la buse est réalisé sur la partie arrière de l’imprimante.
Ce nettoyage doit être le plus parfait possible. Tout résidu de filament restant sur la buse fausserait les mesures de la jauge de pression utilisée pour détecter le point 0 du plateau.
Trois zones sont utilisées pour le nettoyage du filament :
- parking de la tête sur l’éjecteur de purge
- une lamelle métallique
- un racloir
- des lamelles en silicone
- la tôle flexible (PEI) possède un débordement. C’est là que se positionne la buse lors des montées / descente de températures utilisées pour le nettoyage
- un tapis silicone permet de nettoyer la buse dans un mouvement de va-et-vient
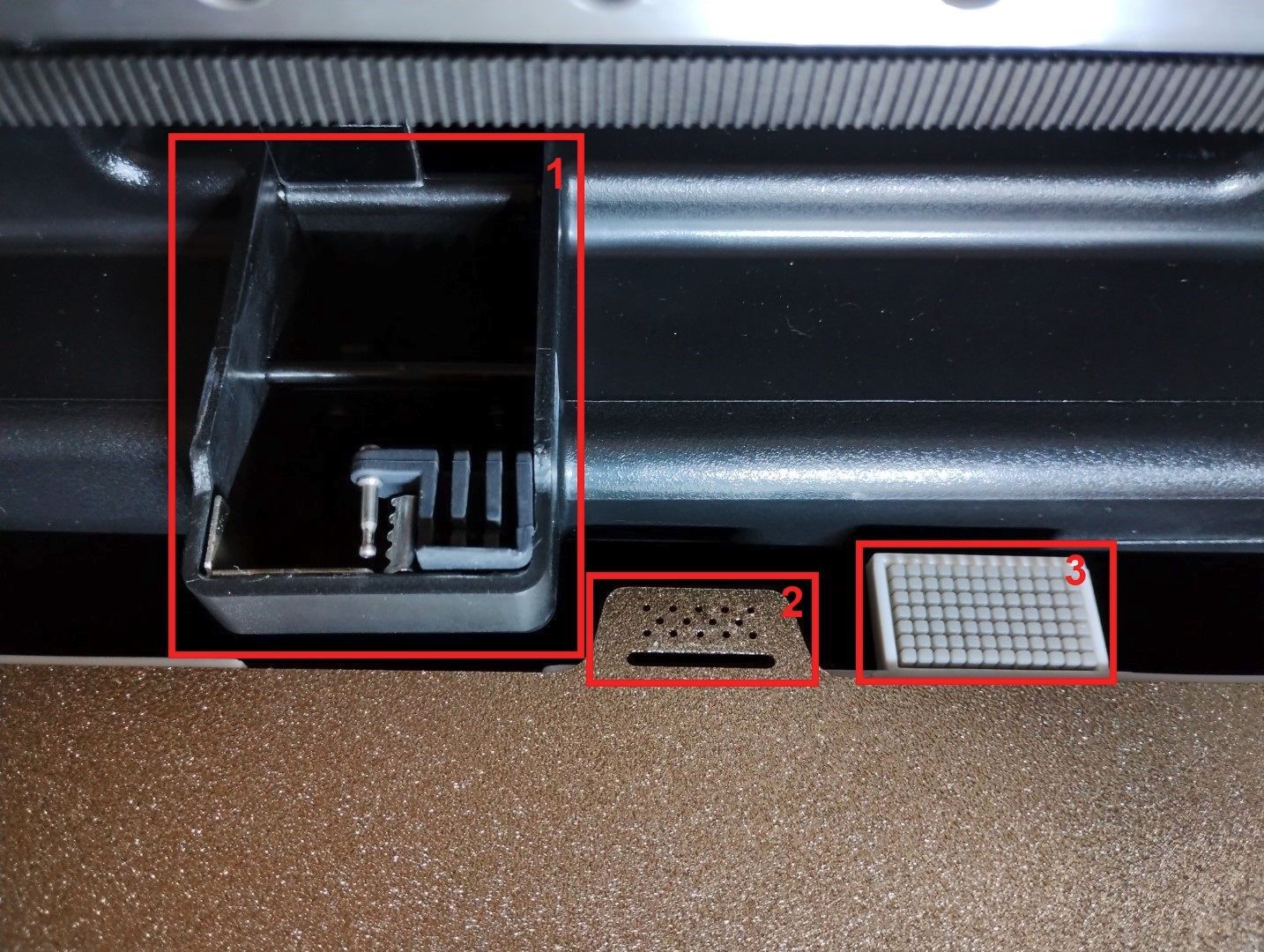
De gauche à droite, la tête positionnée aux différents endroits utilisés lors de la procédure de nettoyage et purge du filament (parking, PEI, brosse silicone) :



Vidéo du processus :
Électricité
Alimentation électrique
L’alimentation électrique se trouve sous l’imprimante. Sa puissance de 350 W (24 V / ≃ 15 A) est suffisante pour alimenter les cartes électroniques, les ventilateurs, les moteurs et le lit chauffant. Son ventilateur tournant constamment est audible machine à l’arrêt (idle). Une plaque de protection permet, une fois retirée d’accéder au câblage.
Contrairement à bon nombre de ses concurrents, Qidi utilise encore des alimentations où la tension secteur est commutable via un sélecteur à deux positions (230 V / 120 V). Une étiquette sur la façade arrière de la Q2 précise la tension de l’imprimante réglée en usine, mais je conseille de le vérifier (brancher l’imprimante sur du 230 V alors que l’alimentation est en position 120 V conduira l’utilisateur à des déboires (l’inverse sera moins destructeur)).


Le chauffage de l’enceinte est directement connecté au secteur (230 V en France). Il est piloté par un SSR (Solid State Relay).
Qidi a obtenu la certification MET. Le label MET indique que la sécurité du produit a été évaluée par un laboratoire indépendant agréé conformément aux normes nationales nord américaines. Les équipements électriques et électroniques testés et certifiés sont utilisables en toute sécurité sur le lieu de travail (USA / Canada).
Pour nous, Français / Européens, c’est plutôt le label CB qui assure la conformité aux normes.

Électronique
La gestion de Klipper est assurée par plusieurs cartes électroniques propriétaires. Pour plus d’informations sur Klipper, je vous renvoie vers ce tutoriel du forum.
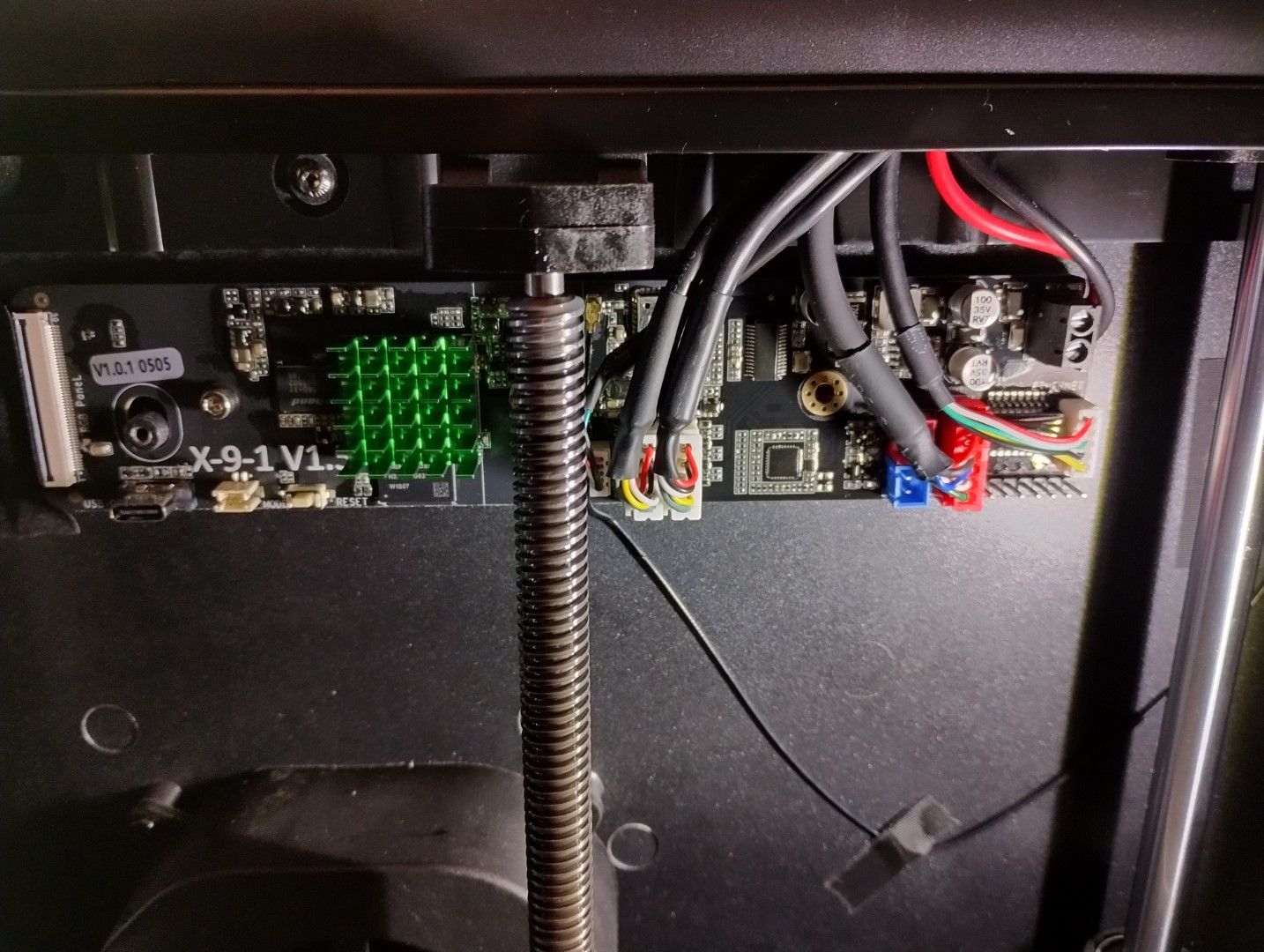
Ordinateur monocarte (Small Board Computer – SBC) : OS
Cette carte est le coeur du système. Elle contient le système d’exploitation (OS), une Debian Bullseye (v11) installée dans une eMMC soudée de 32 Go.
L’accès à cette carte se fait à l’intérieur de l’enceinte, côté gauche, sous une protection plastique au-dessus du chauffage de l’enceinte (deux vis à retirer).
C’est par l’intermédiaire de liaisons série que la communication s’établit avec :
- la carte contrôleur gérant les matériels de l’imprimante,
- la tête d’impression,
- la Qidi Box branchée sur une platine fixée sur la façade arrière.


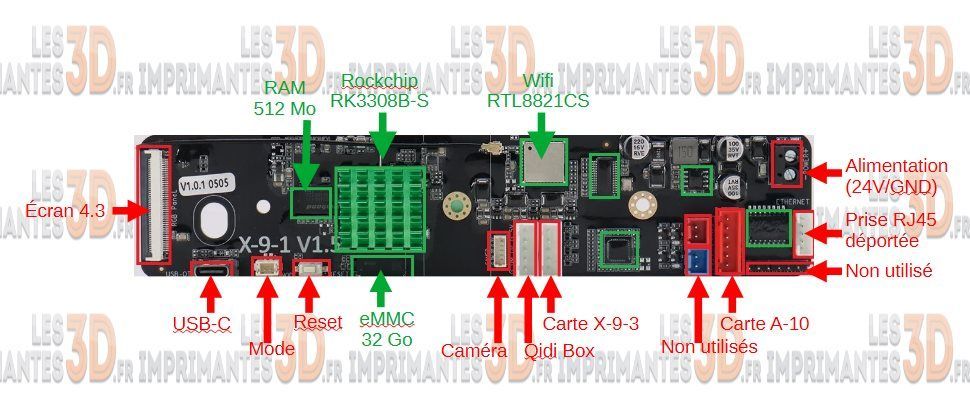
Le modèle est identifié par une sérigraphie : X-9-1 (v1.5). Qidi n’a pour le moment fourni aucune documentation quant à celle-ci (un dépôt Github est censé voir le jour en fin d’année (novembre / décembre)).
Comme toute carte électronique, elle comporte plusieurs composants :
- un processeur Rockchip, modèle RK3308B-S refroidit par un gros radiateur (vert) (datasheet: C2928030.pdf),
- une puce de mémoire vive (RAM) Winbond de 512 Mo (1 Go aurait été préférable),
- une puce eMMC soudée de 32 Go, taille suffisante pour accueillir l’OS et les fichiers gcodes / timelapses,
- une puce Wifi Realtek RTL8821cs (datasheet: RTL8821CS-Realtek.pdf). Cette puce fournit la connectivité Wifi sur les bandes 2,4 et 5 Ghz ainsi que le Bluetooth,
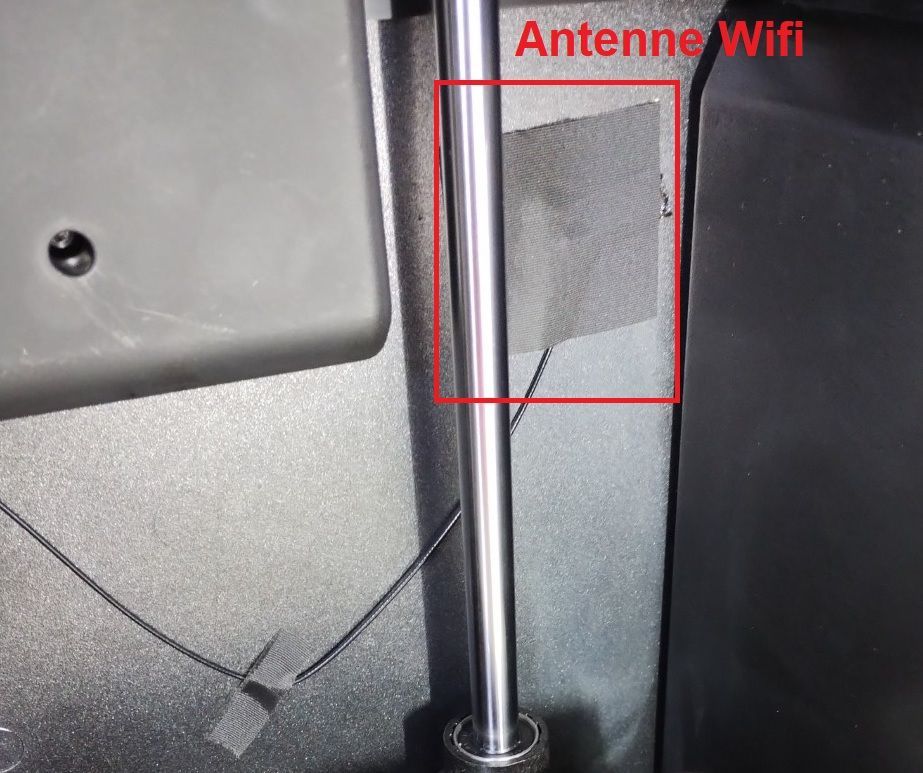
- une prise pigtail sur laquelle est connectée l’antenne Wifi (collée à l’intérieur sur la paroi gauche),
- un connecteur pour l’Ethernet (prise RJ45 déportée),
- un connecteur pour la nappe allant vers l’écran tactile,
- un connecteur pour la caméra (USB),
- un connecteur pour la liaison vers la Qidi Box,
- un connecteur pour la liaison vers la carte contrôleur,
- un autre vers la carte située dans la tête (24 V et GND sont doublés)
- deux prises inutilisées (FAN /LED)
- …
En attendant que Qidi fournisse des schémas de câblage et d’attribution des broches, comme cela s’est fait pour d’autres modèles de la marque, mon analyse :
Carte contrôleur (unité de contrôle)
Cette carte pilote les éléments matériels via le firmware Klipper installé dans la mémoire du microcontrôleur STM32.
L’accès à cette carte se fait après avoir retiré la façade arrière. Pour enlever complètement cette façade, il est nécessaire de déclipser le connecteur de tube PTFE (retirer le clip bleu, presser la collerette du pneufit noir, sortir le PTFE) :


Une fois la façade retirée, les composants électroniques se trouvent dans la partie basse. Cet endroit ne possède pas d’ouverture sur l’intérieur de l’imprimante, ce qui est une bonne chose pour éviter des transferts de chaleur.
À noter que les moteurs (X et Y) sont, eux aussi, placés hors de l’enceinte, ce qui devrait leur assurer une meilleure longévité.
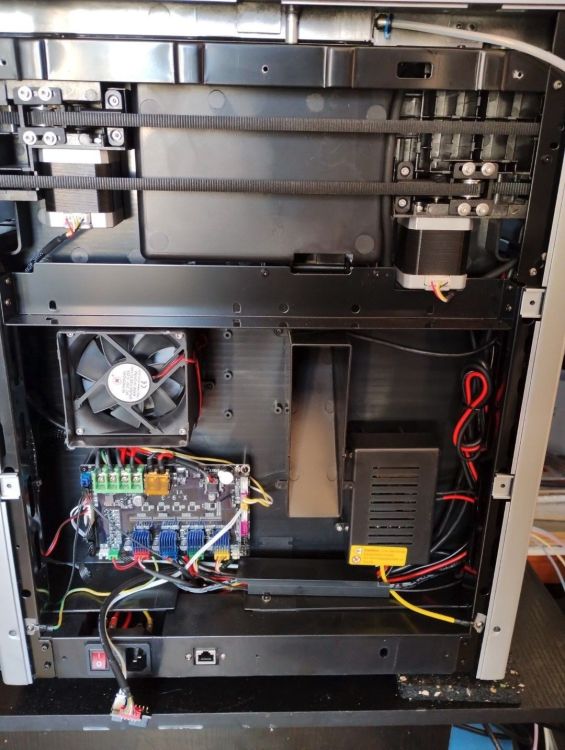
Par rapport aux modèles de la Serie 3, un effort a été réalisé pour le cheminement des câbles.
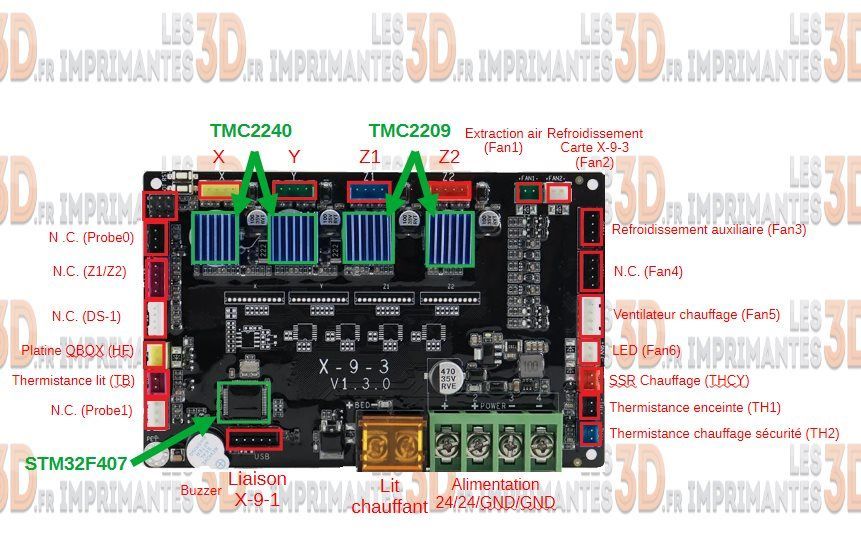
La sérigraphie sur le PCB de la carte indique X-9-3 (v1.3.0).
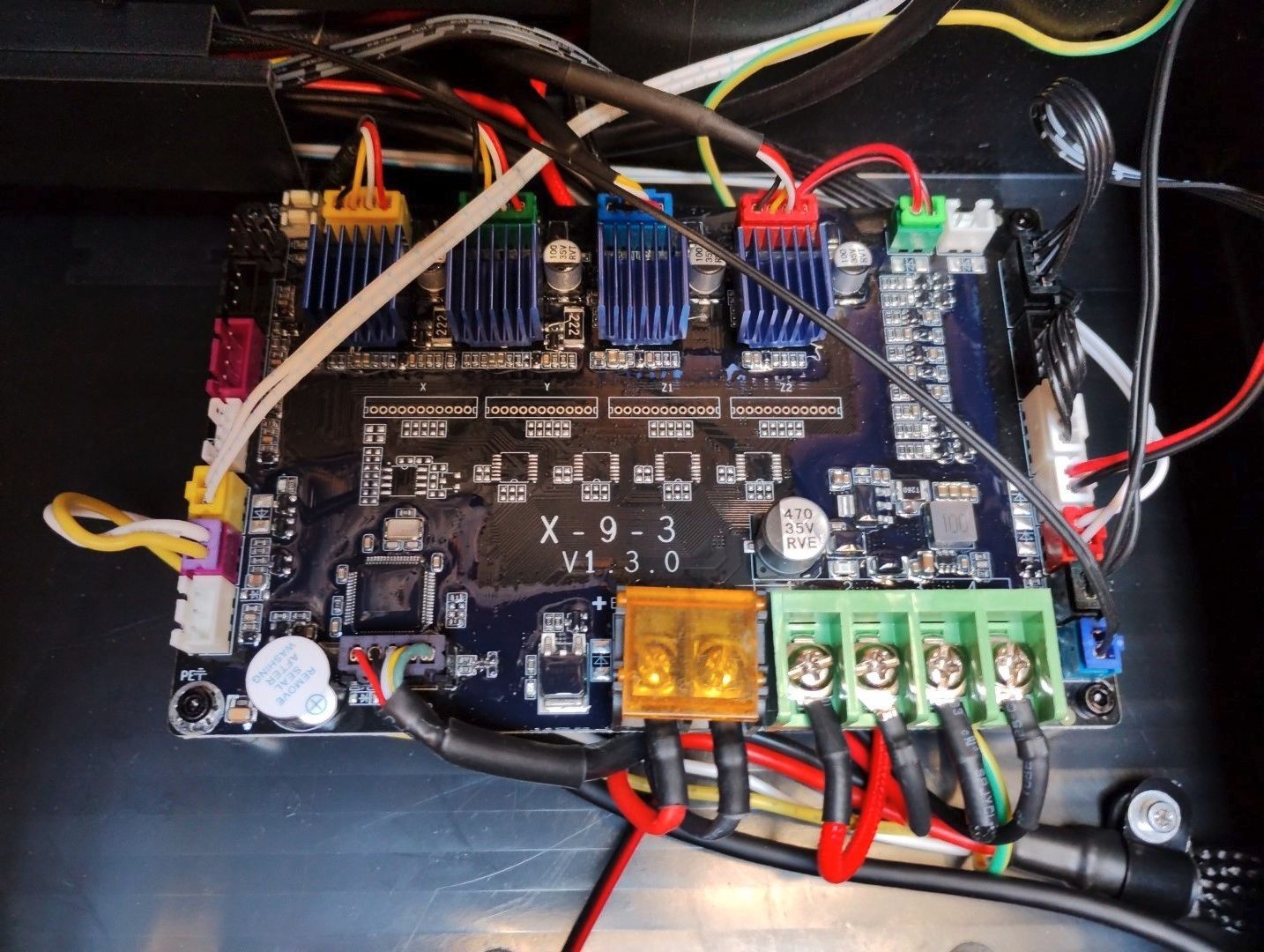
Les composants électroniques principaux :
- microcontrôleur STM32F407 @ 168 MHz,
- quatre pilotes moteurs (drivers) TMC équipés de gros radiateurs :
- 2 TMC2240 (axes X et Y),
- 2 TMC2209 (axes Z1 et Z2 indépendants)
- quelques MOSFETs
De nombreuses prises (certaines non utilisées) pour connecter :
- ventilateurs
- moteurs
- thermistances :
- lit chauffant
- chauffage enceinte
- …
La communication de cette carte X-9-3 (unité de contrôle) avec la carte X-9-1 (unité de calcul) se fait en mode série.
En attendant que Qidi fournisse des schémas de câblage et d’attribution des broches, comme cela s’est fait pour d’autres modèles de la marque, mon analyse :
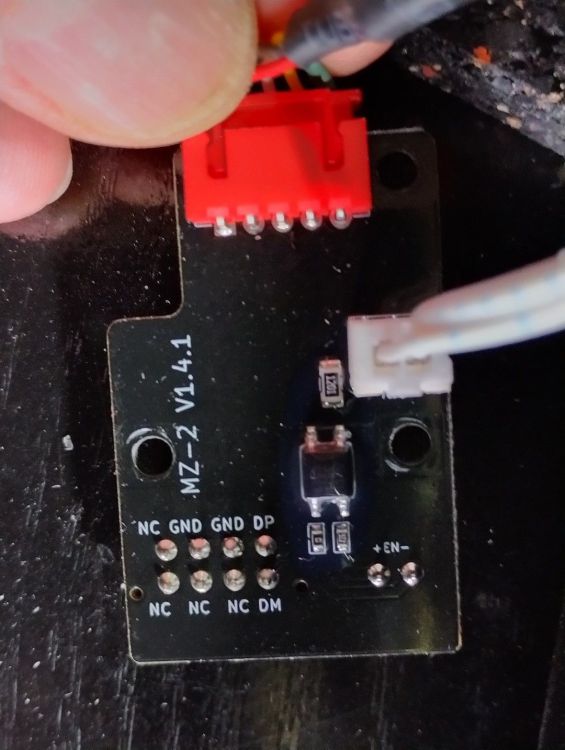
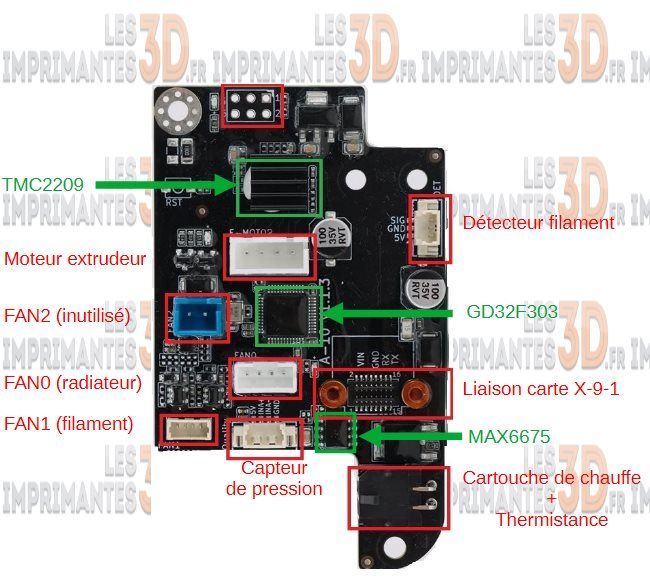
Carte fille (tête d’impression)
L’accès à cette carte (A-10) s’effectue en retirant la trappe à l’arrière de la tête :


Elle communique avec la carte X-9-1 en mode série. Ce n’est pas à proprement parler de l’USB, car la tension qui passe dans les câbles d’alimentation est de 24 V (tension et masse sont doublés).
Une fois la machine éteinte, les prises déconnectées, on peut accéder aux trois vis fixant le PCB sur l’arrière de la tête. De nombreuses puces sont recouvertes d’un vernis ne facilitant pas la lecture des inscriptions même à l’aide de mon microscope électronique (amateur).

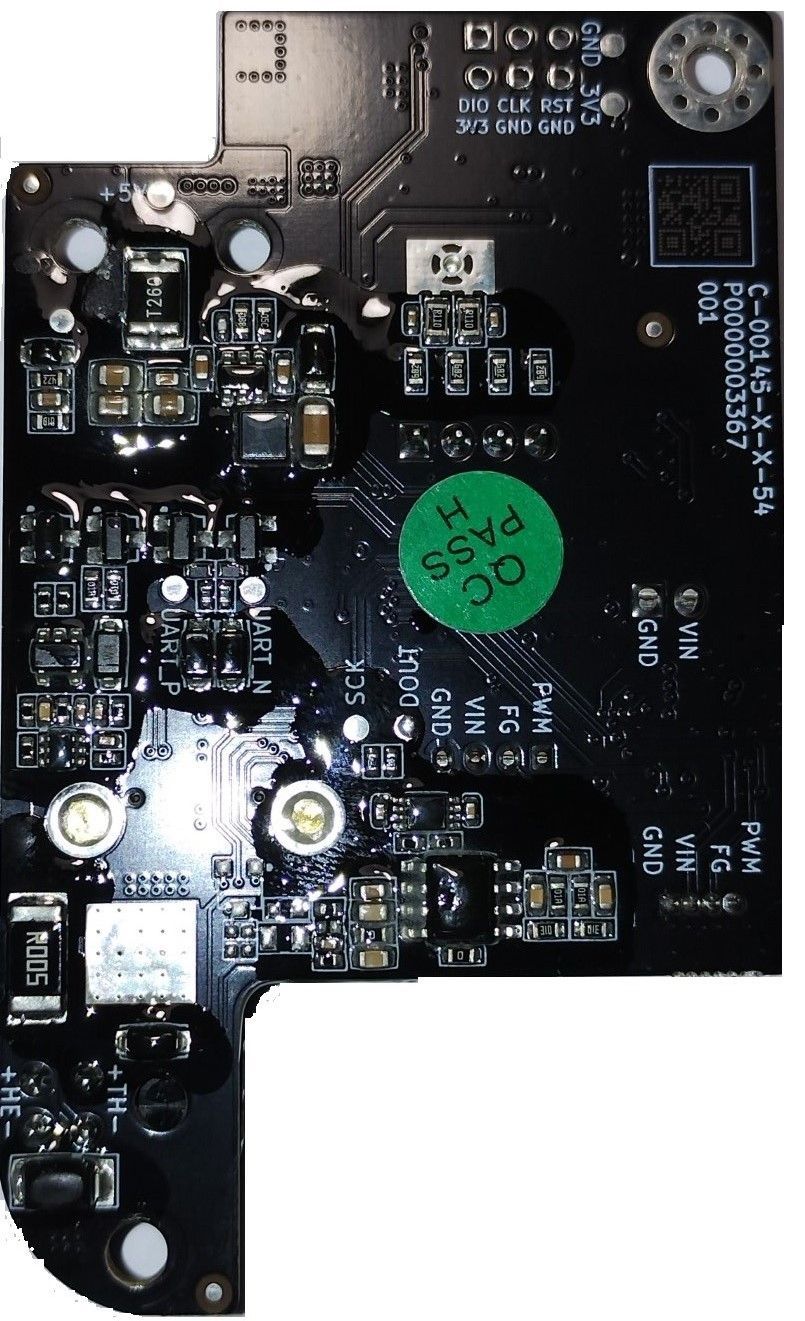
En attendant que Qidi fournisse des schémas de câblage et d’attribution des broches, comme cela s’est fait pour d’autres modèles de la marque, mon analyse (face composant, face pistes) :

Concernant l’accéléromètre (LIS2DW), je ne suis pas certain de son emplacement (c’est un composant minuscule).
Écran tactile 4,3″
Là, honnêtement, je n’ai pas eu le courage de désassembler la carte de son boitier. Les seules infos proviennent des sorties de dmesg :
- le tactile :
input: Goodix Capacitive TouchScreen as /devices/platform/ff070000.i2c/i2c-3/3-005d/input/input0 - communication apparemment via un framebuffer (fb) :
rockchip-drm display-subsystem: [drm] fb0: rockchipdrmfb frame buffer device
[drm] Initialized rockchip 3.0.0 20140818 for display-subsystem on minor 0
Dans le dossier utilisateur (mks), le dossier QD_Q2 contient le binaire (client) gérant l’affichage. Les images de l’écran (format .bin) ne sont pas directement lisibles. Elles se trouvent dans ~/QD_Q2/access. On peut y trouver quelques GIFs.
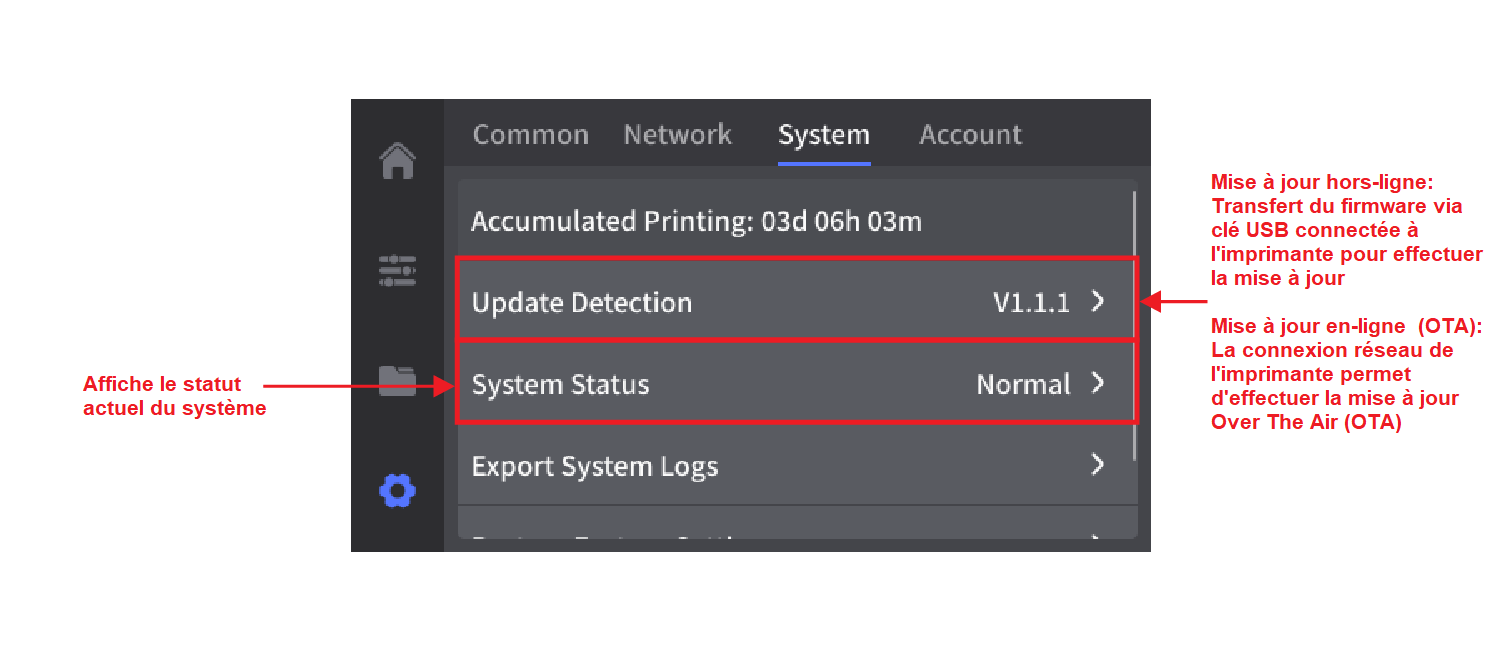
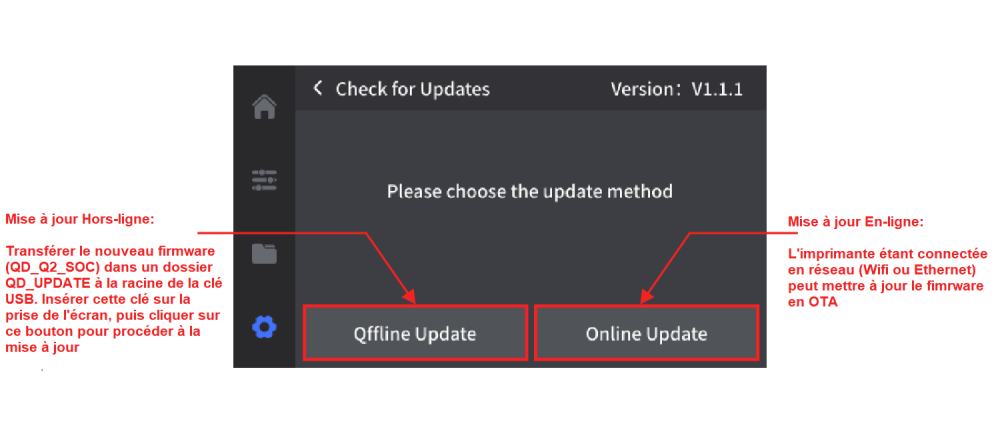
La prise USB sur le côté droit de l’écran permet le transfert de fichiers tranchés (gcode) et également la mise à jour du système en mode hors-ligne (les fichiers de mise à jour sont alors placés dans un répertoire nommé QD_Update à la racine de la clé).

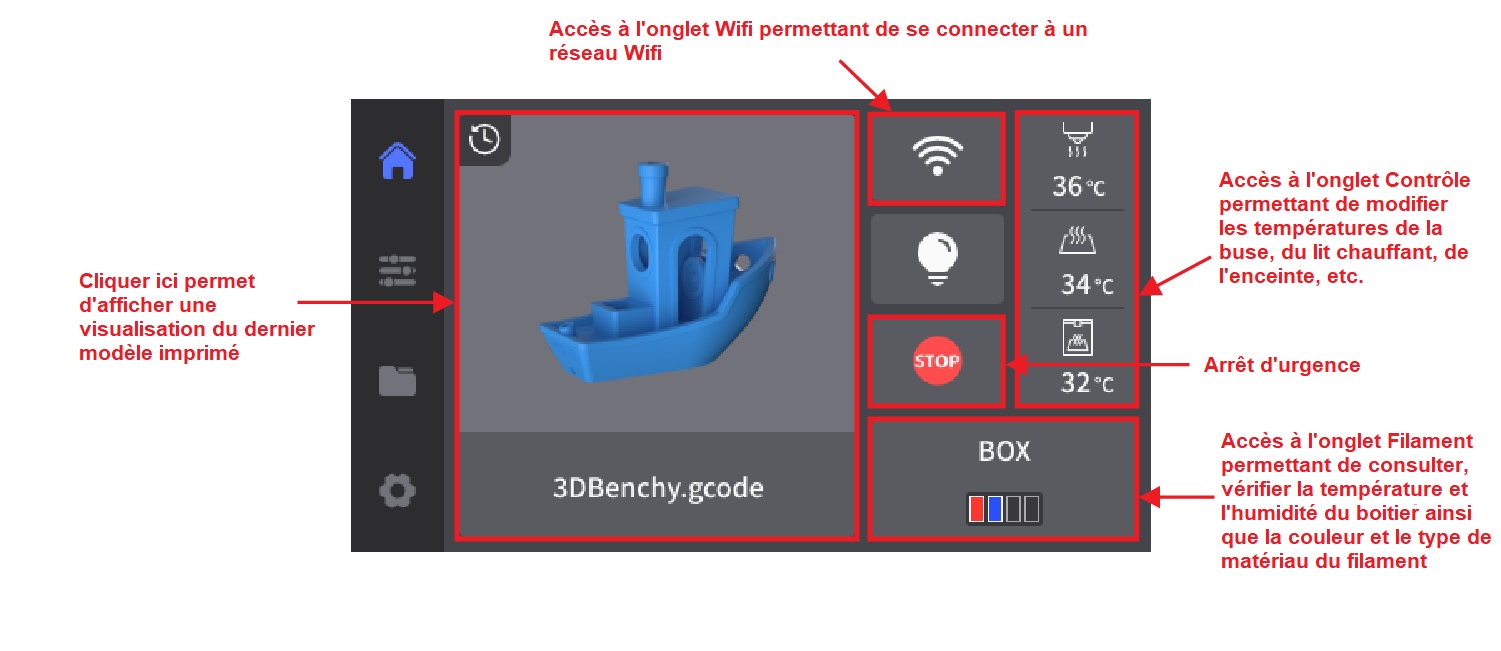
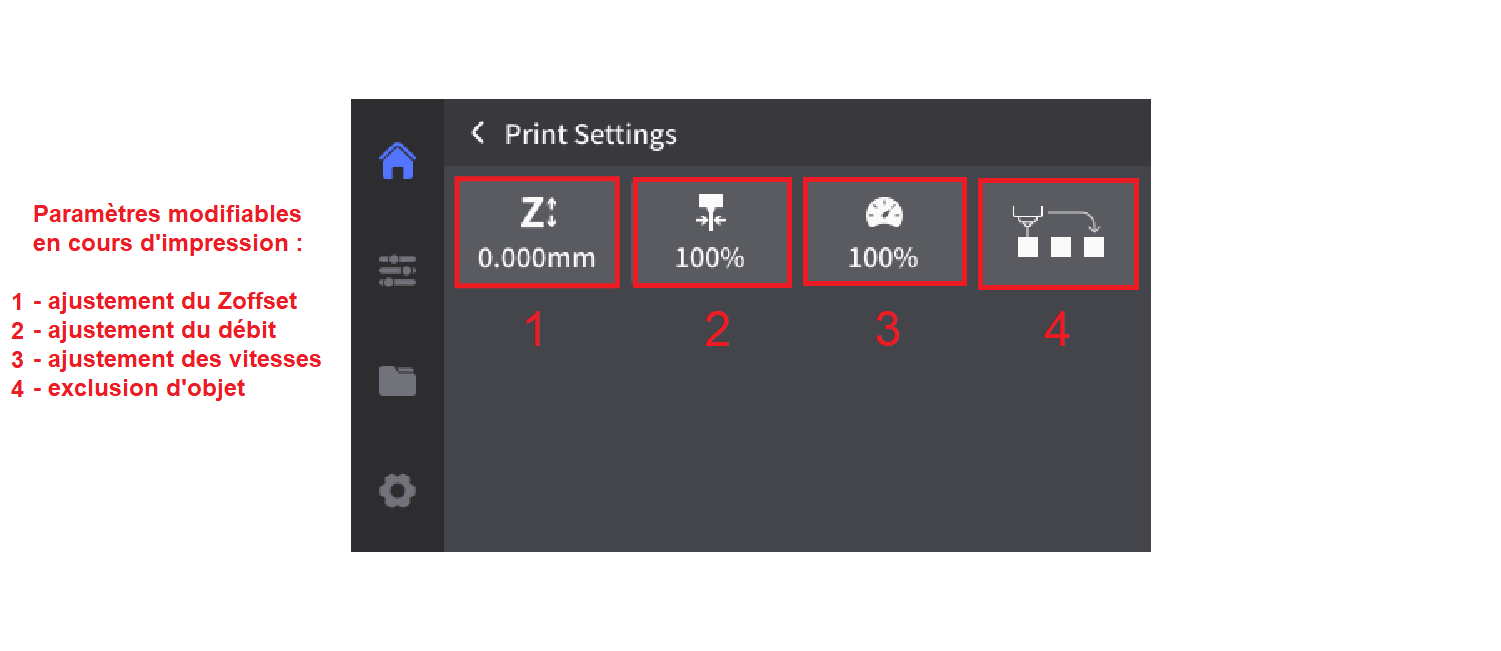
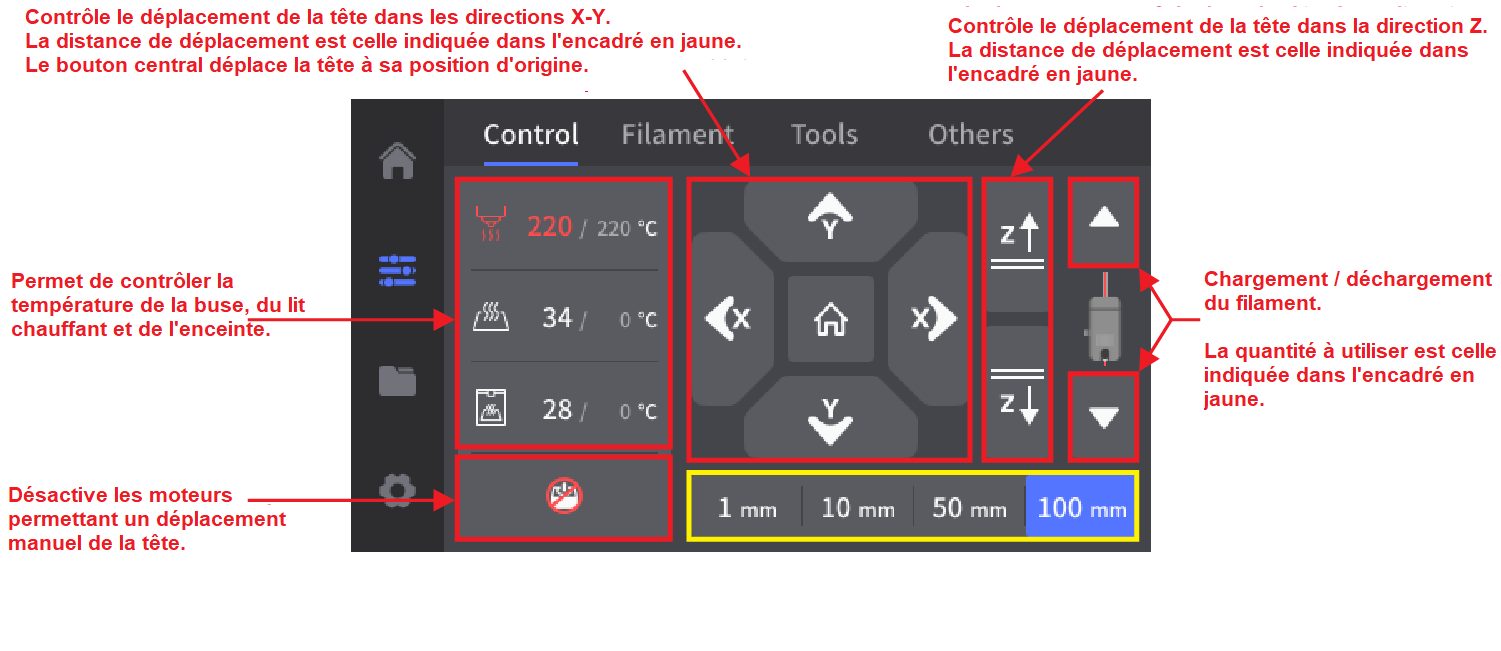
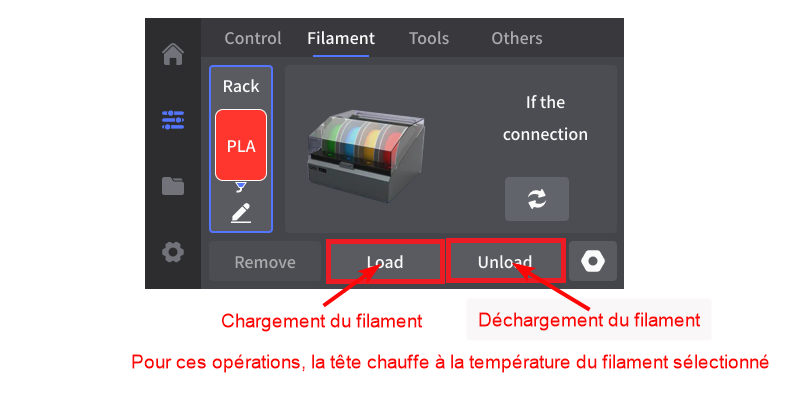
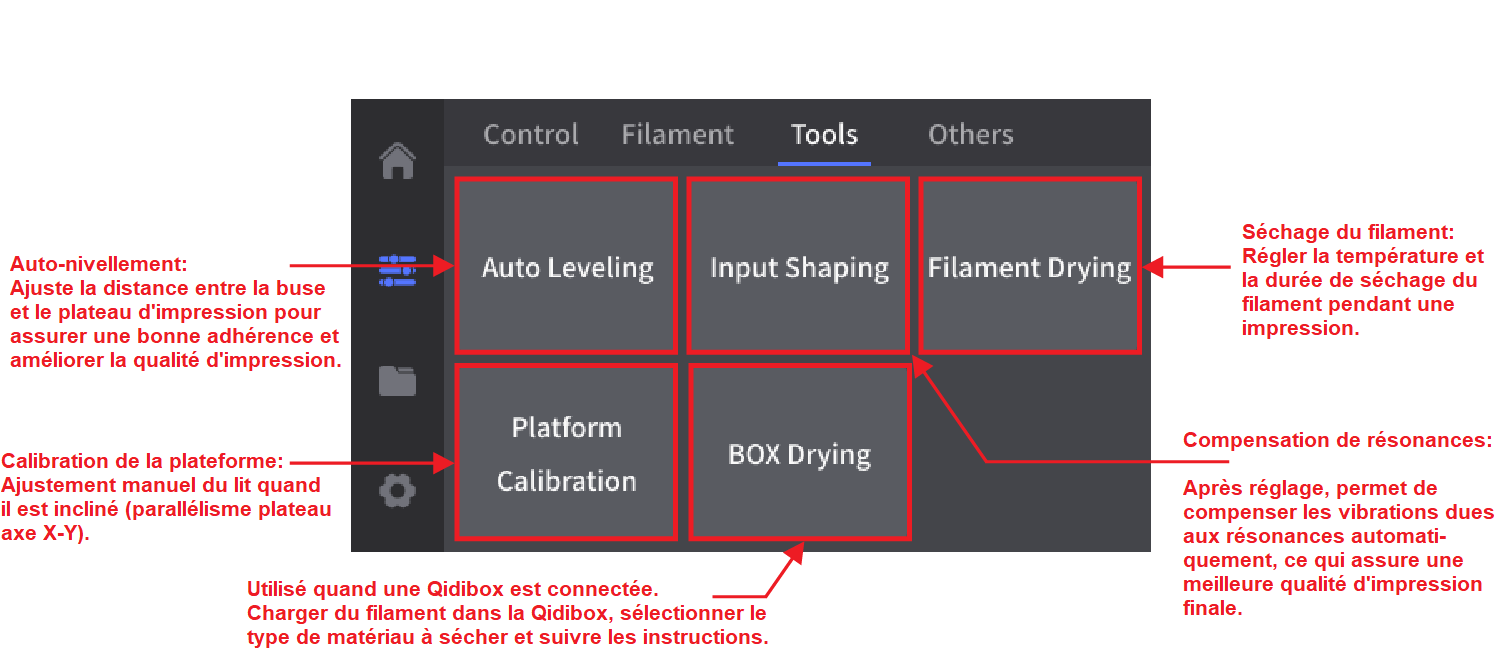
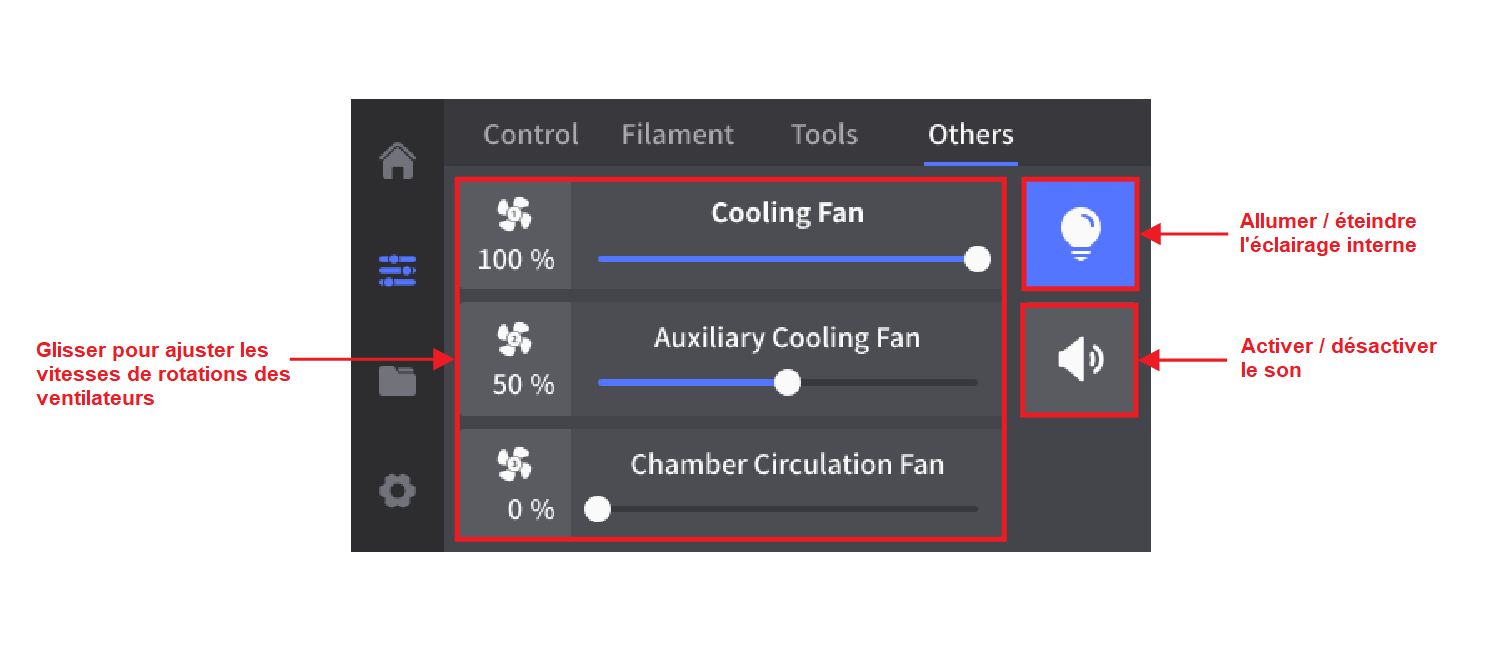
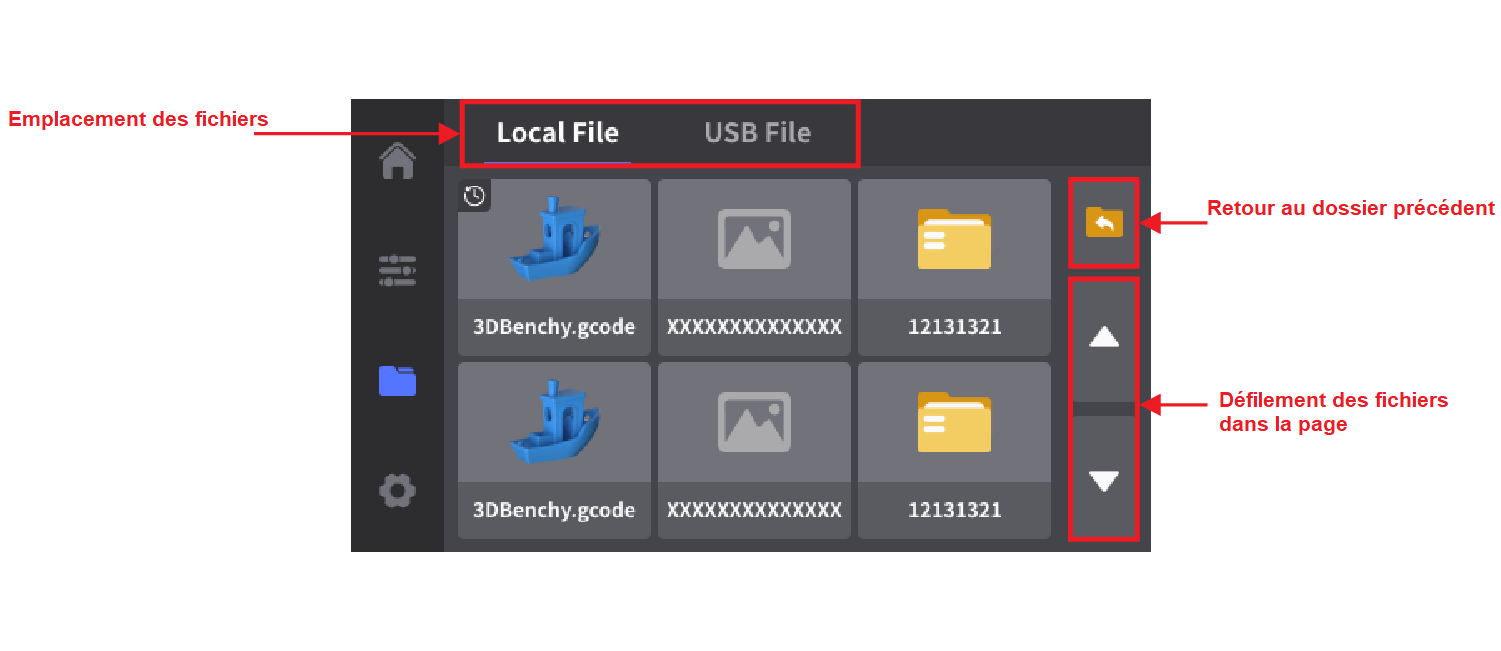
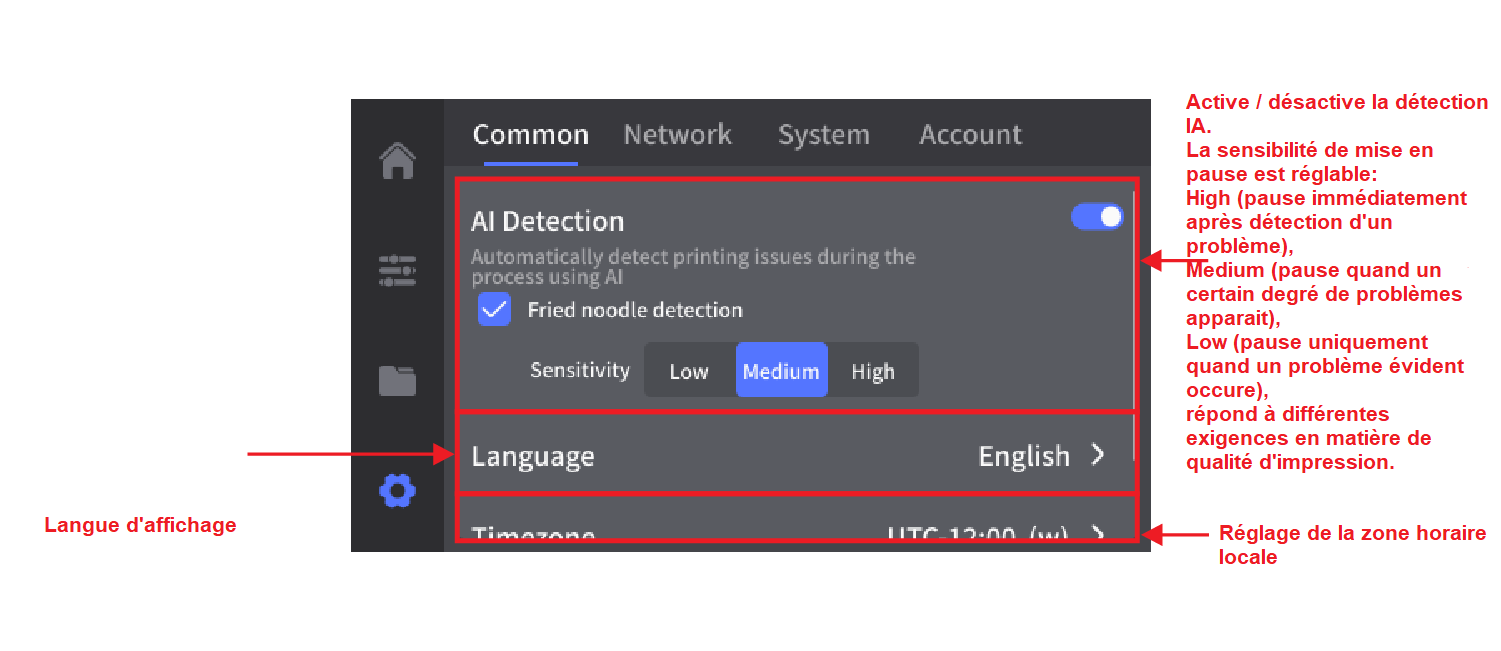
Les différents panneaux de l’écran :
Caméra
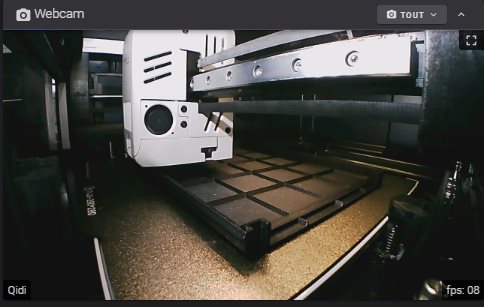
Située à l’intérieur du caisson à droite, elle permet d’avoir une vue d’ensemble du plateau. Il faut juste ne pas oublier de retirer le film de protection de la lentille. Sa résolution fixée en usine à 640 x 480 pixels peut être augmentée en modifiant le fichier crowsnest.conf. Pour ma part, je l’ai passée à 1280×720 et 10 fps.
Pas eu le courage de la démonter pour accéder à ses entrailles mais lsusb et la lecture du périphérique indiqué dans le fichier de configuration indiquent une puce de la société chinoise icSpring (modèle CH9221).
Une vue du plateau en cours d’impression (on voit nettement que l’éclairage crée de nombreuses zones d’ombre) :
Bruit
Au niveau du bruit, la Qidi Q2 est comme ses concurrentes, particulièrement avec des impressions porte ouverte et vitre entrouverte (PLA, TPU, PETG) ≃ 45/50 dB.
À l’arrêt, le ventilateur de l’alimentation électrique et celui refroidissant la carte contrôleur à l’arrière sont constamment en fonctionnement et donc audibles.
En impression, les bruits de déplacement de la tête ajoutent quelques décibels (<65 dB).
OS, écosystème Klipper
Survol de la partie logicielle. Ce sujet du forum est plus détaillé.
Debian (OS)
Les imprimantes précédentes de Qidi utilisaient une seule carte pour faire fonctionner Klipper, carte regroupant l’unité de calcul et l’unité de contrôle. La Q2 utilise plusieurs cartes séparées.
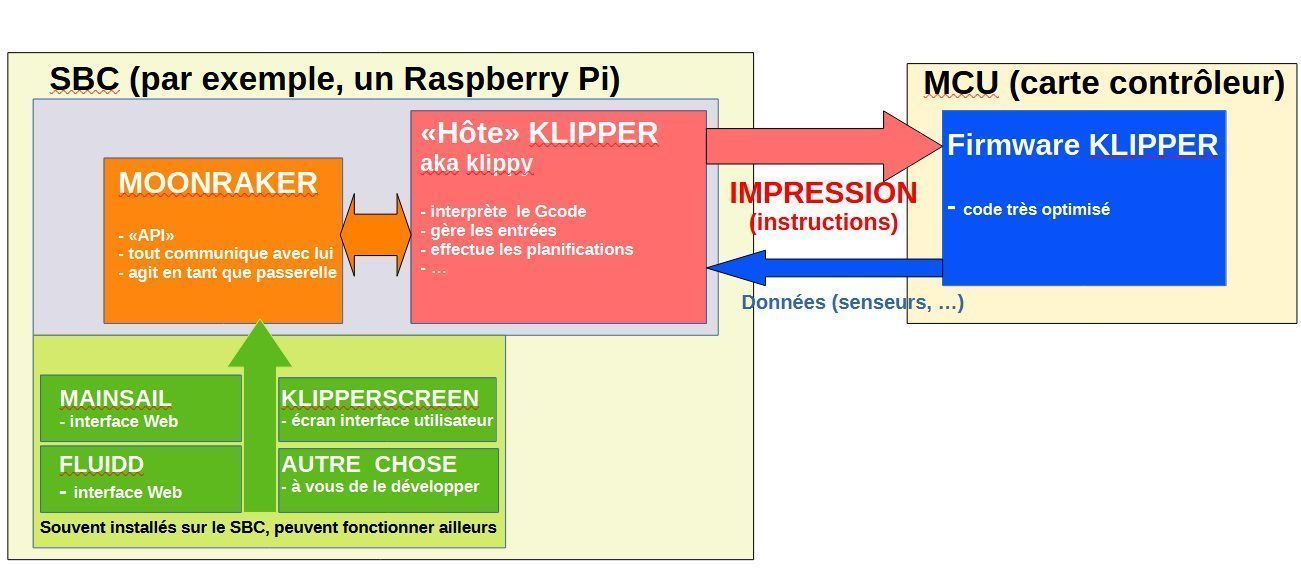
La carte X-9-3 est l’unité de contrôle (Klipper) qui pilote les matériels à l’aide du micro-contrôleur STM32 (STM32F407)
La carte X-9-1 est l’unité de calcul. C’est un ordinateur monocarte (Small Board Computer en anglais (SBC)) utilisant le contrôleur Rockchip RK3308B-S. Pour fonctionner, c’est le système d’exploitation Debian (Linux) qui est installé.
La section «Information système» de l’interface Web Fluidd, nous donne la version Debian : une Bullseye (version 11). C’est dommage, car depuis la sortie de la version Debian Trixie (v13), la v11 est désormais passée en statut «oldoldstable» (les dépôts de mises à jour nécessitent une modification).
D’origine, l’accès à distance (SSH) est possible en utilisateur mks, mot de passe makerbase.
L’utilisation de divers outils Linux permet d’obtenir quelques informations matérielles :
- le processeur RK3308B est un Arm Cortex-A35 (quatre coeurs @ 1,1 Ghz)
- la RAM est de 512 Mo
- l’eMMC (mémoire de stockage) est de 32 Go
- constituée de plusieurs partitions, la partition (/dev/mmcblk0p6) en ext4 contient l’OS (/)
KIAUH
KIAUH (Klipper Installation And Update Helper) est installé dans le dossier de l’utilisateur mks.
La fenêtre principale (main menu) liste les composants de l’écosystème Klipper utilisés par Qidi. Klipper, Moonraker, Fluidd et Crowsnest sont installés :
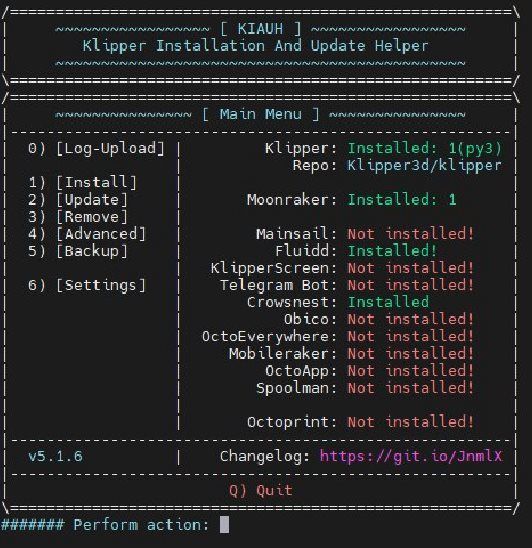
C’est par l’intermédiaire de l’option [2] de ce menu que, normalement se réalisent les mises à jour.
Mais Klipper et Moonraker ne peuvent pas l’être et de toute façon, il n’est pas conseillé de le faire. KIAUH ne peut ni détecter les versions installées par Qidi de Klipper et Moonraker (installed) (les dossiers .git ont été supprimés par Qidi), ni détecter les versions actuelles (latest) :
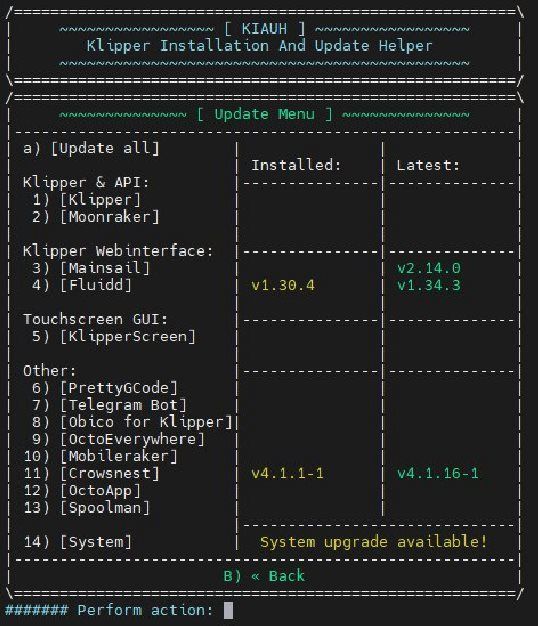
Via KIAUH, il est tout de même possible de mettre à jour Crowsnest, Fluidd et aussi d’installer d’autres composants si besoin (Mainsail, Mobileraker, …).
Mises à jour Qidi
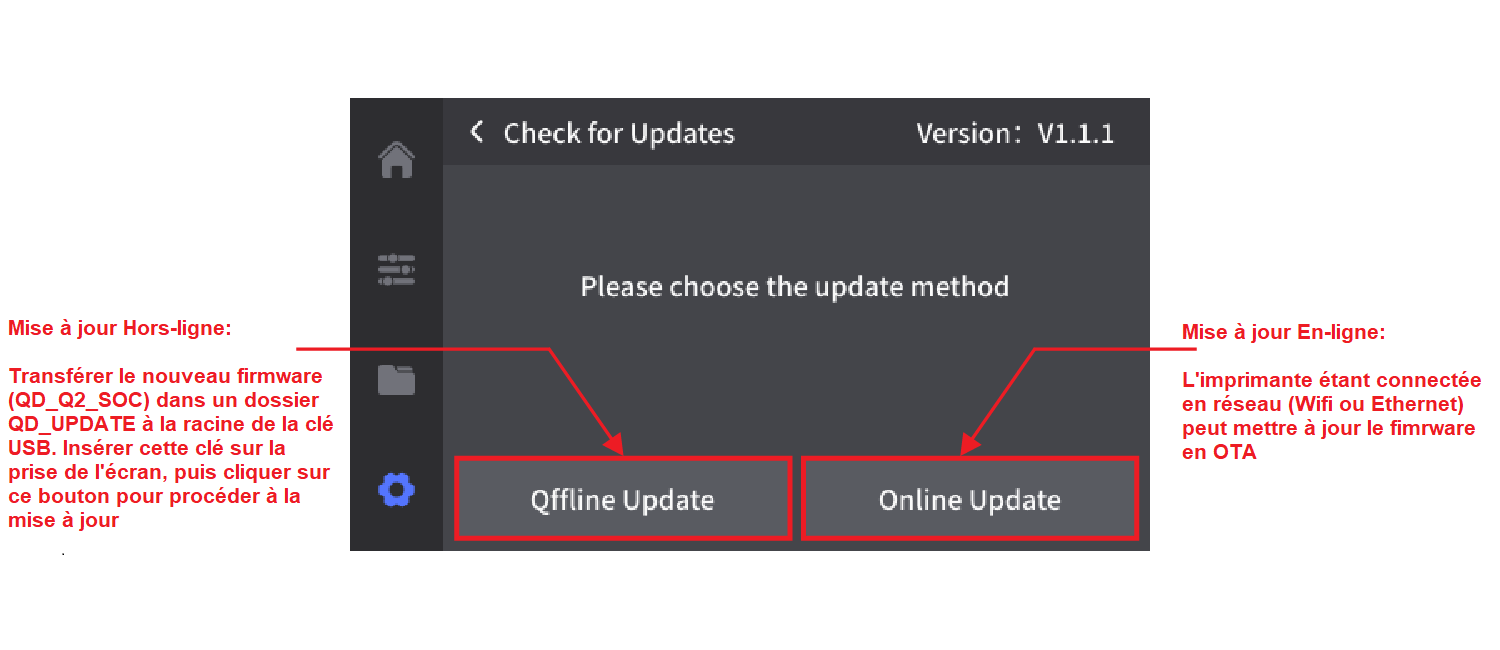
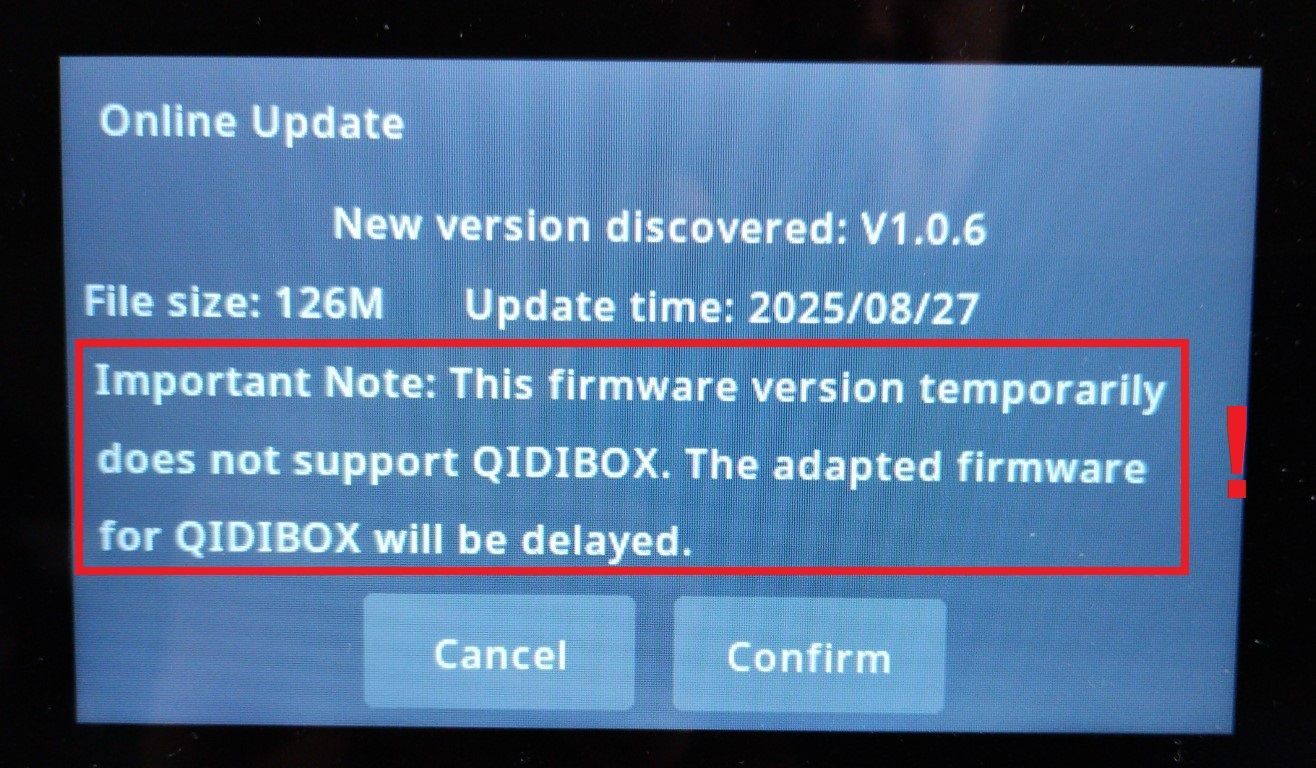
Via l’écran de l’imprimante, on peut vérifier si une mise à jour existe :
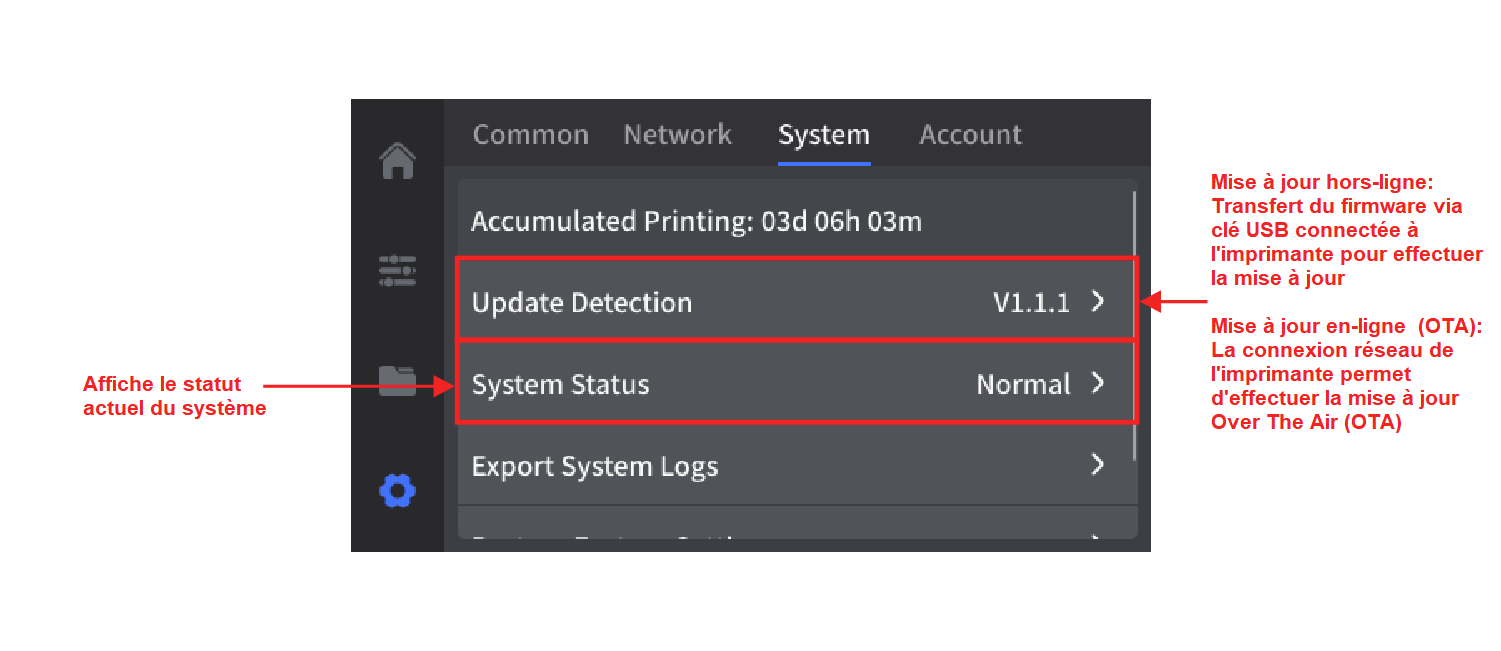
Depuis la réception de la Q2, j’ai déjà eu plusieurs mises à jour proposées.
Certaines effectuées en OTA (Other The Air), d’autres en mode manuel à l’aide de la clé USB avec des versions de firmware fournies par Qidi.
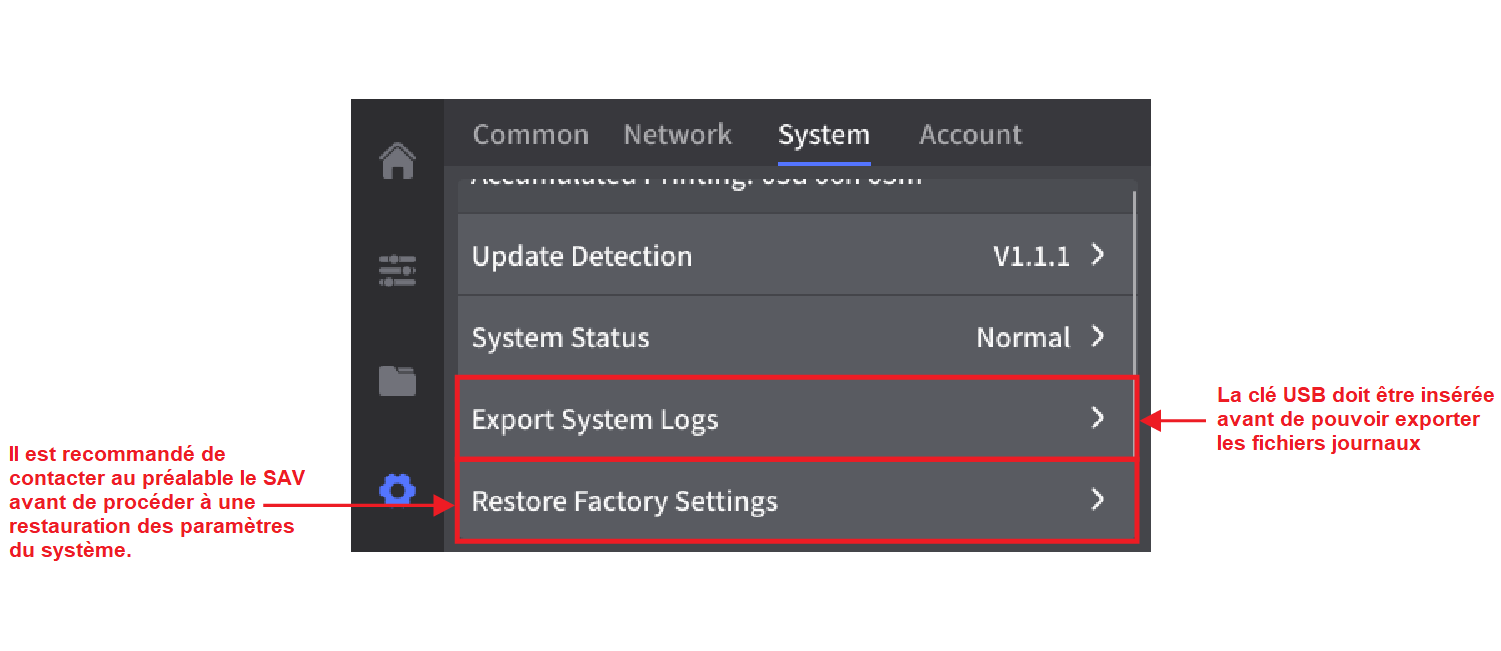
La procédure de mise à jour manuelle utilise la clé USB contenant à la racine un dossier QD_Update. Ce dossier contient les fichiers de mise à jour : QD_Q2_SOC (un fichier installé via apt install… on peut l’ouvrir avec 7Zip pour prendre connaissance de son contenu) et éventuellement les mises à jour des firmwares des cartes (QD_Q2_MCU, QD_Q2_THR…).
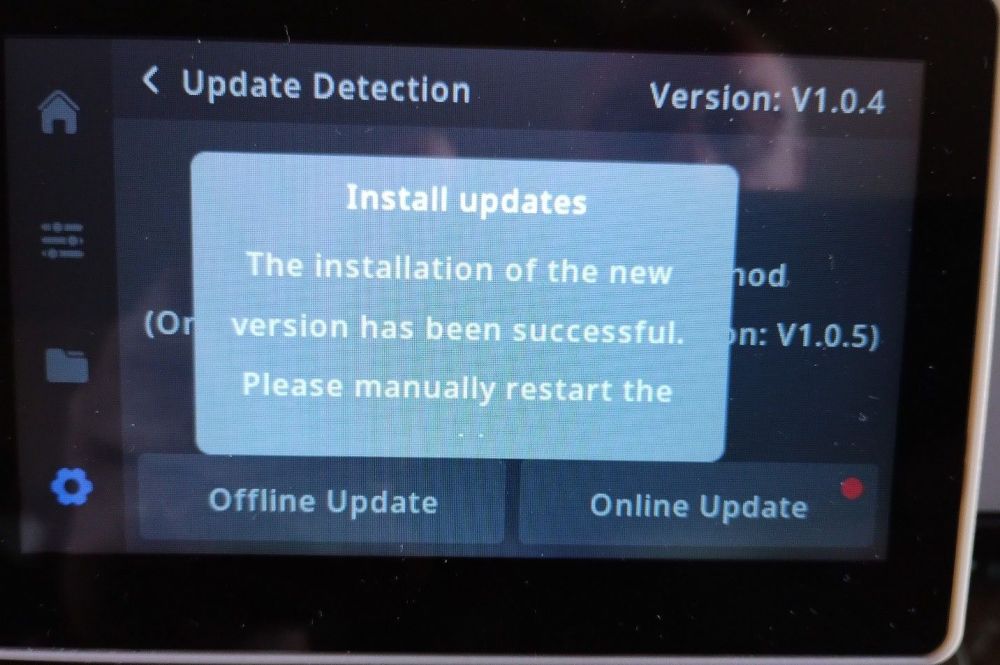
Une fois la mise à jour réalisée en mode hors ligne, le contenu du dossier QD_Update est renommé (QD_Q2_SOC.bak, QD_Q2_MCU.bak, QD_Q2_THR.bak) et un fichier journal est ajouté offline_update_log-20250917_120601.txt, attestant de la bonne réalisation de la mise à jour du système.
Les écrans lors d’une MAJ. Une fois l’imprimante redémarrée, il est rappelé de refaire a minima la compensation de résonances (le fichier printer.cfg a été remplacé) :
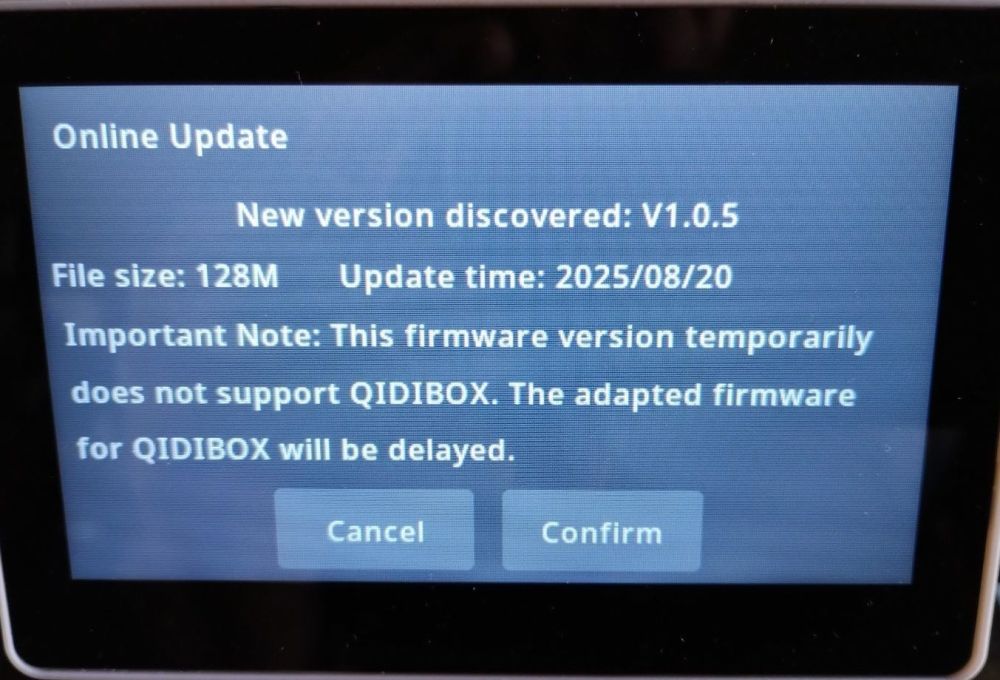
À noter : même la dernière mise à jour (v1.0.8) rappelle encore que pour l’instant la Qidi Box n’est pas supportée. Le firmware la prenant en charge devrait être disponible avec une nouvelle version matérielle (courant novembre).
Klipper
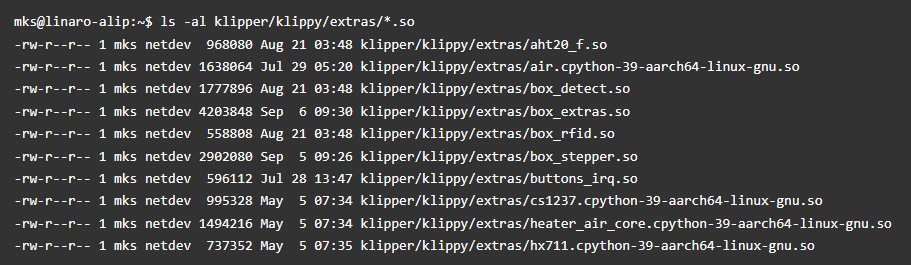
La version Klipper de Qidi n’est pas une version pure (aka «vanilla»), mais une version modifiée pour gérer les matériels propres à Qidi (jauge de contrainte via l’ADC CS1237, Qidibox, …). Malheureusement les fichiers Python ont été obfusqués en les compilant en une bibliothèque (.so), ce qui rend difficile la compréhension de leur fonctionnement.
Remarque: La licence GPL v3.0 de Klipper est loin d’être respectée, même si je peux comprendre que la rigidité du développeur principal de Klipper (Kevin O’connor) puisse refroidir l’ardeur de développeurs pour ajouter de nouveaux modules à Klipper.
Il n’est pas aisé de trouver quelle version de Klipper a été utilisée lors du développement de la Q2 : les dossiers «.git» ont été supprimés des répertoires klipper et moonraker. L’historique n’est plus accessible. Ce ne sont donc plus des dépôts que l’on pourrait mettre à jour via un simple “git pull” (de toute manière, c’est déconseillé par Qidi. Les firmwares des différentes cartes devraient être reflashés pour concorder avec la version actuelle de Klipper (0.13.x)).
La consultation du fichier ~/klipper/docs/Config_changes.md permet de deviner que le développement est basé sur une version 0.12.x, les dernières modifications datant du 15/04/2024 (la v0.12.0 est sortie en octobre 2023, la v0.13.0 en novembre 2024).
Heureusement, la version de Python est une 3.9.2, ce qui permettra d’installer directement des extensions à Klipper (Shake & Tune, Klipper Backup, …) sans devoir faire de modifications.
printer.cfg
Ce fichier est celui qui permet de configurer les éléments matériels pour que le firmware puisse les utiliser via les firmwares flashés sur les deux cartes contrôleurs. On le trouve dans le dossier utilisateur : /home/mks/printer_data/config. Via Fluidd, l’interface d’accès Web à l’imprimante, on peut l’éditer.
Je ne vais pas le détailler précisément, la documentation de Klipper le fait déjà (en français). Je ne reprends que les points qui me semblent importants.
Les macros sont dans un fichier séparé (gcode_macro.cfg) inclus au début du printer.cfg, de même pour la gestion des timelapses (timelapse.cfg) et celle pour la reprise après coupure de courant (plr.cfg)
MCU
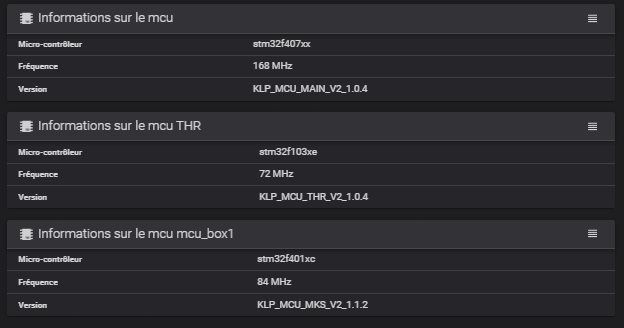
La Q2 gère trois «mcu» (micro controler unit) :
- le principal est celui du microcontrôleur STM32F407 de la carte X-9-3 via une liaison série avec la carte X-9-1 (ajouté via un include MCU_ID.cfg)
- un second est celui situé sur la tête d’impression (la carte A-10], microcontrôleur STM32F103 (en fait un GD32F303) là encore en liaison série avec la carte X-9-1
- un troisième correspond au contrôleur de la carte utilisée par la Qidi Box, microcontrôleur STM32F401, quand elle est installée (ajouté via un include box.cfg). La connexion avec la carte X-9-1 est là aussi en mode série
L’onglet Système de Fluidd donne des informations sur les mcus en cours de fonctionnement :
Pilotes moteurs (stepper)
Les axes X et Y utilisent la mise à l’origine sans capteur permise grâce aux pilotes TMC 2240.
La Q2 utilise deux moteurs indépendants pour l’axe Z associés aux pilotes TMC2209, ce qui permet de régler l’inclinaison du lit automatiquement via un Gcode étendu Z_TILT_ADJUST à l’aide des paramètres de la section [z_tilt].
Jauge de pression (load cell)
La Q2 utilise une jauge de pression intégrée dans la tête d’impression en tant qu’interrupteur de fin de course. Ce qui permet :
- de réaliser automatiquement la détection du point 0 (surface du PEI),
- d’effectuer le maillage du lit (les lits sont rarement totalement plats),
- de corriger automatiquement l’inclinaison du plateau (z_tilt) grâce aux deux moteurs Z indépendants
Qidi a développé sa propre sonde (en Python, mais ensuite compilé sous forme d’une bibliothèque) autour d’un ADC CS1237. Une nouvelle section [probe_air] est utilisée par le fichier printer.cfg
Compensation de résonances
Pour la compensation de résonances, l’accéléromètre utilisé par Qidi est une puce LIS2DW soudée sur la carte fille A-10 qui permet de réaliser automatiquement les mesures.
En résumé : la configuration matérielle permet de piloter les différents composants électroniques via le firmware installé sur les cartes.
Pour piloter les déplacements, les ventilations, les chauffages, c’est par l’intermédiaire de macros que cela se fait. Ces macros sont regroupées dans le fichier gcode_macros.cfg.
Ce dernier fichier peut être complété par l’ajout de fonctionnalités supplémentaires.
Fluidd (interface Web)
Fluidd est l’interface Web installée par Qidi. Cette interface accessible à l’aide de tout bon navigateur (URL => adresse IPv4 de l’imprimante) permet d’accéder à un tableau de bord regroupant de nombreuses informations.
La communication entre Fluidd et Klipper ne se fait pas directement, mais passe par l’intermédiaire de Moonraker qui lui communique avec Klipper via une interface de programmation (API) et retourne les données à Fluidd pour les afficher.
Améliorations et upgrades
Matériel
Matériellement, d’origine, il y a peu de modifications / ajouts à faire.
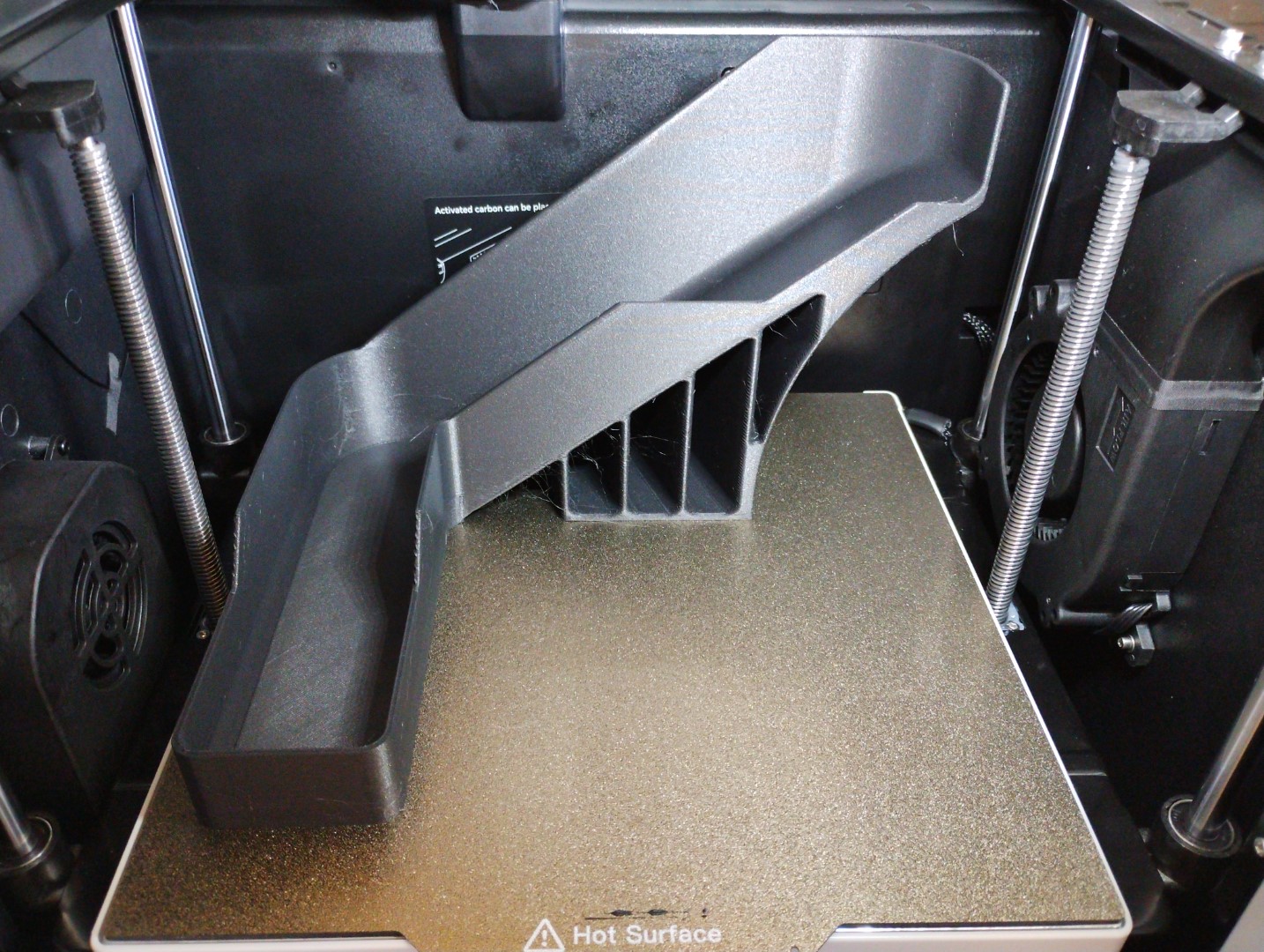
- le plus indispensable sera l’impression d’un récupérateur des purges de filament
- une réhausse de la vitre supérieure permettra d’éviter l’accrochage du PTFE quand celle-ci est entrouverte (impressions de PLA, TPU, PETG)
- l’ajout de plus de lumière à l’interieur ne pourrait qu’être bénéfique
Logiciel
Logiciellement, on pourra compléter le fichier printer.cfg et gcode_macros.cfg.
Les modifications que j’ai faites :
À la fin du fichier printer.cfg (avant la section DO NOT MODIFY), j’inclue un fichier qui comporte d’autres inclusions ([include fp_mods_fin_printer.cfg]).
Pourquoi ? Quand une mise à jour a lieu (en-ligne ou hors-ligne), le fichier printer.cfg est remplacé (une sauvegarde de l’ancien est quand même faite). Je n’ai donc que cette inclusion à rajouter :
# modifications FP
[include add-printer.cfg]
[include add-macros.cfg]add-printer.cfg (je surcharge certains paramètres du printer.cfg de Qidi, j’ajoute l’affichage de températures supplémentaires dans Fluidd, l’assistance au nivellement du lit avec les vis de réglage du plateau et Shake and Tune) :
Afficher le contenu du fichier add-printer.cfg
[printer]
max_accel: 4000 # @20000 => modifié avec les résultats de l'input_shaping : EI @ 45.2 (20250908)
[z_tilt]
speed: 200 #150
horizontal_move_z: 3 #5
[tmc2240 stepper_x]
driver_SLOPE_CONTROL:2
[tmc2240 stepper_y]
driver_SLOPE_CONTROL:2
[duplicate_pin_override]
pins: PA1,THR:PA11
# Ajouts
[temperature_sensor Chamber]
sensor_type:NTC 100K MGB18-104F39050L32
sensor_pin:PA1
min_temp:-10
max_temp:67
[temperature_sensor Rockchip]
sensor_type:temperature_host
min_temp:5
max_temp:85
[temperature_sensor Toolhead]
sensor_type: temperature_mcu
sensor_mcu: THR
min_temp: 5
max_temp: 85
# sensor_type: temperature_mcu provoque une erreur avec le mcu principal!
# Internal error during connect: float division by zero
#[temperature_sensor STM32]
#sensor_type: temperature_mcu
#sensor_mcu: mcu
#min_temp: 5
#max_temp: 80
[controller_fan board_fan]
idle_timeout: 600
idle_speed: 1.0
[bed_screws]
screw1:30,32 #30,30
screw1_name: Front left
screw2: 240,32 #240,30
screw2_name: Front right
screw3: 240,242 #240,240
screw3_name: Rear right #Last right
screw4: 30,242 #30,240
screw4_name: Rear left
[screws_tilt_adjust]
screw1:30,32
screw1_name: front left screw
screw2: 240,32
screw2_name: front right screw
screw3: 240,242
screw3_name: rear right screw
screw4: 30,242
screw4_name: rear left screw
horizontal_move_z: 10
speed: 50
screw_thread: CW-M4
[bed_mesh]
speed: 150 #100
horizontal_move_z:3 #5
[shaketune]add-macros.cfg (je surcharge la macro Qidi PRINT_START en supprimant les trois pauses de trente secondes et en utilisant BED_MESH_CALIBRATE au lieu du G29, je peux utiliser le maillage adaptatif de KAMP) :
Afficher le contenu du fichier add-macros.cfg
[delayed_gcode bed_mesh_init]
initial_duration: .01
gcode:
BED_MESH_PROFILE LOAD=default
[gcode_macro PRINT_START]
gcode:
#SAVE_VARIABLE VARIABLE=qdc_ai_error_code VALUE='""'
AUTOTUNE_SHAPERS
DISABLE_ALL_SENSOR
CLEAR_PAUSE
{% set bedtemp = params.get('BED') | int %}
{% set hotendtemp = params.get('HOTEND') | int %}
{% set chambertemp = params.get('CHAMBER', 0) | int %}
{% set extruder = params.EXTRUDER|default(0)|int %}
M104 S0
{% if chambertemp == 0 %}
M106 P3 S255
{% endif %}
M140 S{bedtemp}
G28
M141 S{chambertemp}
SET_GCODE_OFFSET Z=0 MOVE=0
{% if printer.save_variables.variables.box_count >= 1 and printer["box_extras"] %}
SAVE_VARIABLE VARIABLE=load_retry_num VALUE=0
SAVE_VARIABLE VARIABLE=retry_step VALUE=None
{% for i in range(16) %}
SAVE_VARIABLE VARIABLE=runout_{i} VALUE=0
G4 P100
{% endfor %}
{% if printer.save_variables.variables.enable_box == 1 %}
BOX_PRINT_START EXTRUDER={extruder} HOTENDTEMP={hotendtemp}
M400
EXTRUSION_AND_FLUSH HOTEND={hotendtemp}
{% endif %}
{% endif %}
CLEAR_NOZZLE HOTEND={hotendtemp}
#切料调平
CUT_FILAMENT_1
M104 S150 #S140
G4 P3000 #P30000
M400
G28
Z_TILT_ADJUST
#M104 S140
M190 S{bedtemp}
M191 S{chambertemp}
M400
#G4 P30000
#G4 P30000
BED_MESH_CALIBRATE #G32 #G29
G0 Z50 F600
G0 X260 Y5 F6000
M191 S{chambertemp}
M109 S{hotendtemp}
M204 S10000
set_zoffset
ENABLE_ALL_SENSOR
save_last_fileCompléments (addons)
Le test étant déjà suffisament long, je renvoie vers mon sujet sur le forum.
- Shake and Tune
- Accès aux dossiers de l’utilisateur MKS via l’explorateur de fichiers de Windows
- KAMP
- …
Service après vente (SAV)
Quelques petits soucis rencontrés et rapidement résolus sans aucun remplacement de pièces car tous concernaient des problèmes logiciels (mcu à reflasher principalement et évolution des fichiers de configuration). Des problèmes de jeunesse qui ne devraient pas concerner les acheteurs d’une Qidi Q2.
Cependant, le test initial devait intégrer la Qidi Box dont la conception a été revue et la compatibilité repoussée. Ce système de changement de filaments bénéficiera d’un test dédié sur notre site.
Face à la concurrence
Dans le marché actuel, dans cette gamme de prix et avec des caractéristiques proches, il n’y a pas de concurrent direct à la Qidi Q2 :
- son volume d’impression est plus grand (270 x 270 x 256 mm) qu’une Anycubic Kobra S1, que les Bambulab P1S ou que les Creality K1C / K2
- ce qui la démarque surtout des autres est son enceinte chauffée
- au prix de vente (moins de 500 € en prix de lancement)
- la certification MET assure de pouvoir l’utiliser en toute sécurité
A qui s’adresse la Qidi Q2 ?
Conçue à la fois pour les amateurs et les professionnels à la recherche de capacités d’impression à grande vitesse, c’est l’une des imprimantes 3D du marché actuel (octobre 2025) qui offre une excellente valeur pour son prix.
Le débutant recherchant une imprimante « je branche et ça fonctionne » (plug and play), sans aucun désir de bricoler son imprimante sera pleinement satisfait. En cas de problème, le SAV et le Wiki lui fourniront l’aide nécessaire. Un écosystème certes un peu en retrait face à certaines marques concurrentes comme Bambu Lab.
Ses possibilités de chauffage de l’enceinte jusqu’à 65 °C autorisant l’impression de la plupart des filaments techniques, attireront les usagers plus chevronnés.
Bien que la partie logicielle ne soit pas complètement Open source, c’est tout de même une imprimante très ouverte, ce qui attirera également les utilisateurs appréciant de modifier, hacker, bidouiller leur machine (j’en fait partie).
——-
La Qidi Q2 m’a été envoyée par le constructeur Qidi à des fins de tests. Aucune rémunération n’a été effectuée, le seul accord conclu était de réaliser un article d’évaluation indépendant, exprimant mon ressenti honnête sur ce produit.
Le contenu n’a été soumis à relecture avant parution, que pour des rectifications syntaxiques, grammaticales ou orthographiques.
Certains des liens sont des liens d’affiliation, en cas d’achat via ces liens, cela ne vous coûtera rien de plus, mais contribuera à aider le site pour vous proposer toujours davantage de contenu et de tests.
Notes et conclusion
Qualité d'impression - 9.6
Fiabilité - 8.6
Ecosystème - 9.6
Utilisation - 9.5
Rapport qualité / prix - 9.5
9.4
/10
- Mise en service rapide
- Qualité et rapidité des impressions
- Facilité d'utilisation
- Auto nivellement
- Ouverture du système logiciel
- Chauffage interne
- Prix
- Retard Qidi Box
- Durée préparation impression
- Non-respect Open source





{kind=link}
Super boulot, complet et très bien détaillé.
320 h d’impression donnent une idée précise des possibilités et qualités de cette bécane.
Tu as certainement passé beaucoup de temps à analyser et rédiger ton test, bravo.
Encore et toujours un beau test de notre ami @fran6p on a hâte de voir la suite avec la Qidi Box😉
C’est en cours => là 😉
Oui j’avais vu avant que tu démasques 😉
C’est juste une mise en bouche. Nous attendons la suite avec grande impatience 👍
Bonjour à tous, j’ai fais les imput shaper sur la Q2 et ils me paraissent très mauvais, surtout pour le X, qu’en pensez vous ? merci !