

Depuis déjà quelques mois, je teste le nouveau modèle d’imprimante d’Anycubic : la Kobra S1 Combo. La progression de sa découverte est relatée dans ce fil du forum. Modèle annoncé à la fin de l’année passée (2024), c’est une évolution de la gamme d’imprimantes 3D FDM (dépôt de fil fondu) du constructeur. Elle est associée à un boitier changeur de bobines comme la Kobra 3 Combo, testée ici.
La Kobra S1 Combo m’a été envoyée par Geekbuying à des fins de tests. Aucune rémunération n’a été effectuée, le seul accord conclu était de réaliser un article d’évaluation indépendant, exprimant mon ressenti honnête sur ce produit.
Le contenu n’a été soumis à relecture avant parution, que pour des rectifications syntaxiques, grammaticales ou orthographiques.
Certains des liens sont des liens d’affiliation, en cas d’achat via ces liens, cela ne vous coûtera rien de plus, mais contribuera à aider le site pour vous proposer toujours davantage de contenu et de tests.
Ce qu’est une imprimante 3D CoreXY
Ce nouveau modèle, la Anycubic Kobra S1, réunit de nombreuses évolutions ayant marqué ces dernières années dans l’impression 3D grand public, notamment l’utilisation de la cinématique CoreXY.
Avec une imprimante 3D classique, la tête d’impression se déplace de gauche à droite sur un rail (axe X). Cette même tête monte et descend pour se positionner au-dessus d’un plateau (axe Z). Le plateau, lui, va d’avant en arrière (axe Y). Ce que les Anglo-Saxons nomment « bed slinger ».
Ce système est fonctionnel mais possède quelques limitations :
- vitesses d’impression limitées (la pièce imprimée sur le plateau se déplaçant d’avant en arrière pouvant se décoller à cause des à-coups)
- limitation des matériaux imprimables, essentiellement PLA, PETG, TPU (l’imprimante est ouverte à tous les vents)
- déplacement du plateau en dehors du châssis (pour l’impression sereine de filaments plus techniques, enfermer l’imprimante dans un caisson augmente la taille de celui-ci)
Une solution trouvée à ces restrictions passe par l’utilisation de la cinématique CoreXY qui permet de dissocier le plan de déplacement de la tête d’impression de l’axe Z. La tête d’impression est montée sur l’axe X, lui-même monté sur un double chariot déplaçant l’ensemble d’avant en arrière sur l’axe Y. Au-dessous de ce portique, le plateau monte et descend sur l’axe Z.
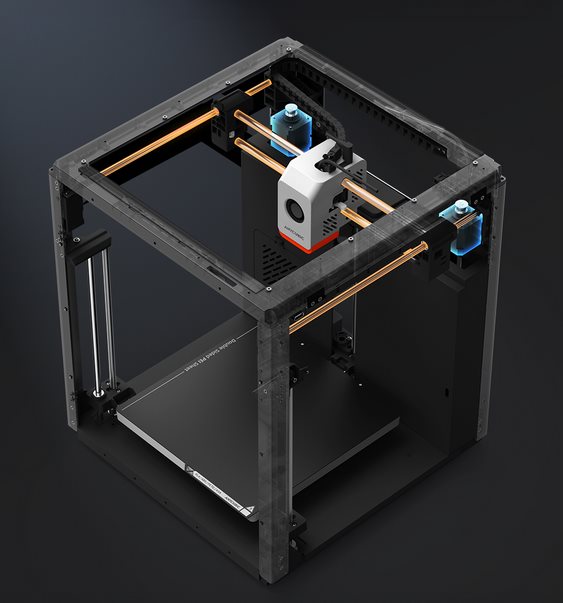
Ainsi, l’ensemble est contenu dans un volume unique assurant une meilleure stabilité tout en accroissant la vitesse d’impression. La structure cubique permet de plus de fermer le volume en ajoutant des parois (isolation sonore et calorique).
L’utilisation de cette cinématique CoreXY n’est pas nouvelle mais elle était majoritairement employée par des makers assemblant leur propre imprimante (Hypercube, Voron, …).
De nombreux fabricants d’imprimantes (Qidi Tech, Bambu Lab, Creality, …) s’en sont emparés ces derniers temps pour sortir leurs nouvelles gammes d’imprimantes 3D. Anycubic a suivi le mouvement avec ce nouveau modèle, la Kobra S1.
Fiche technique de la Anycubic Kobra S1
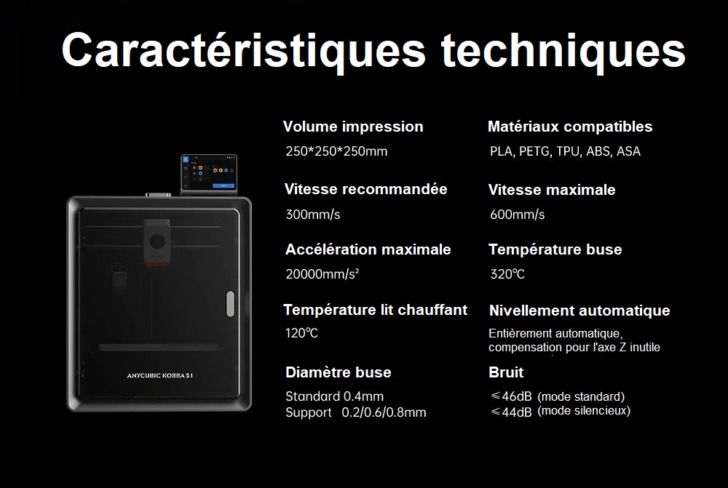
Son constructeur nous livre ses principales caractéristiques (on peut aussi aller consulter le comparateur du site) :
- structure solide (châssis métal, habillage plastique)
- caisson fermé permettant :
- de maintenir une température stable (pas de chauffage interne)
- de limiter les nuisances sonores
- encombrement :
- 40 cm de large
- 41 cm de profondeur
- 49 cm de haut (+23 cm avec l’ACE Pro et même 44 cm capot ACE ouvert)
- volume d’impression de 250 x 250 x 250 mm (15,625 litres)
- cinématique Core XY pour le déplacement de la tête d’impression
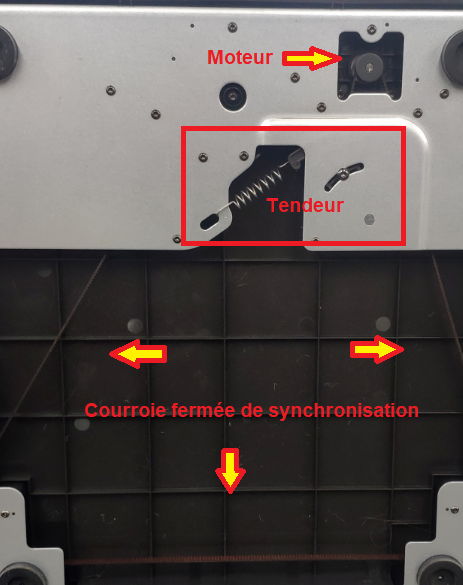
- déplacement du plateau d’impression via trois guides, un seul moteur les synchronisant à l’aide d’une courroie
- vitesse maximale de 600 mm/s, recommandée de 300 mm/s (accélérations maximales de 20 000 mm/s²)
- températures maximales :
- 320 °C pour la buse
- 120 °C pour le lit
- nivellement automatique du lit (LeviQ3) sans réglage manuel du décalage en Z (Z-offset)
- réglage automatique de la tension des courroies (axe X et Y)
- bruit réduit annoncé par le constructeur (44 dB en mode silencieux, 46 dB en mode standard)
- capable d’utiliser de nombreux matériaux (PLA, PETG, ABS, ASA, Nylon…), y compris le TPU, mais en impression directe (hors ACE Pro)
- changement de la buse (corps de chauffe, heatbreak et buse) sans outil
- surveillance du travail en cours via la caméra intégrée (détection des spaghettis)
- détecteur de fin de filament
- reprise d’impression après coupure de courant
- gestion multifilament avec un boitier externe (ACE Pro)
En version Combo, l’imprimante Anycubic Kobra S1 est complétée par un boitier changeur de filaments, l’ACE Pro (Anycubic Color Engine). Une fois connecté à l’imprimante, celui-ci permet de gérer quatre bobines de filament de plusieurs couleurs / matériaux sur un même objet. Le constructeur indique qu’il est possible d’additionner deux boitiers ACE pour alimenter l’imprimante avec huit bobines (le répartiteur 8/1 étant livré ultérieurement, en attendant, il faudra imprimer soi-même le fichier 3D).
L’ACE Pro fait également office de sécheur de bobines. La puissance maximale du système de chauffage double PTC est de 200 W, ce qui permet de faire circuler l’air en maintenant une température constante jusqu’à 55 °C.
Avec la démocratisation de l’impression 3D, l’écosystème de gestion de l’imprimante est un point important. Pour cela, Anycubic, à l’instar d’autres fabricants, le met en œuvre via ses propres solutions :
- Anycubic Slicer Next (trancheur développé sur la base d’OrcaSlicer) :
- mode LAN
- impression à distance via le cloud Anycubic
- gestion multiplaques
- gestion d’exclusion d’objets
- Application Anycubic pour les appareils mobiles (Android et iOS) :
- commande à distance
- surveillance en temps réel
- vidéos timelapse
- MakerOnline, le portail Anycubic :
- vaste sélection de modèles
- impression en un clic
- tranchage (nécessite que AnycubicSlicer Next soit installé sur un PC)
Données que l’on vérifiera lors du test de cette imprimante.

Déballage (unboxing)
Après avoir passé en revue les fonctionnalités de cette Anycubic Kobra S1 Combo, nous pouvons procéder au déballage. C’est un processus rapide et simple, décrit dans le manuel papier fourni ou sur le Wiki Anycubic via un document PDF et également via une vidéo pour ceux qui préfèrent ce mode de lecture.
Le kit Anycubic Kobra S1 Combo n’est pas léger (≃ 30 kg) et peut nécessiter l’aide d’une tierce personne pour la manutention.
Pour pouvoir subir tous les aléas d’un transport distant, le contenu du colis est bien emballé. L’intérieur du carton est protégé par des mousses polystyrène, les coins sont renforcés avec des cales plastiques.
Une fois la machine extraite de son carton d’emballage, l’ouverture de la porte montre que tous les accessoires se trouvent à l’intérieur de l’imprimante. En haut, sous le couvercle, se trouvent de brèves instructions décrivant la procédure de retrait de tous ces éléments.
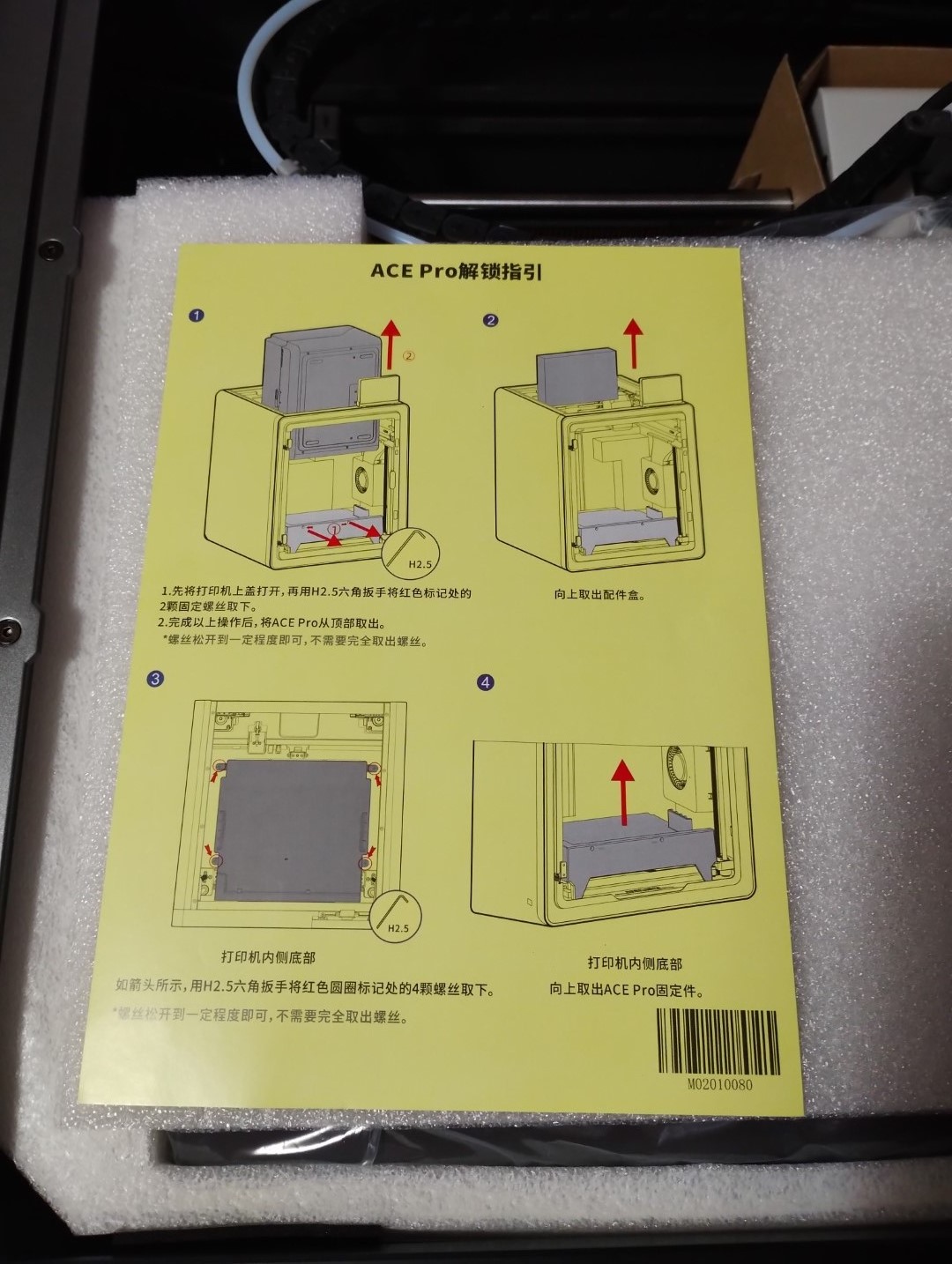
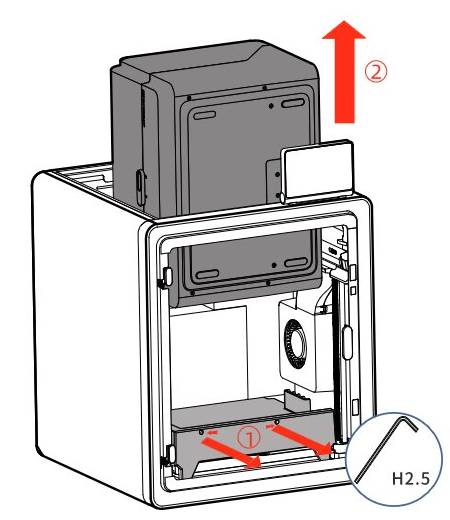
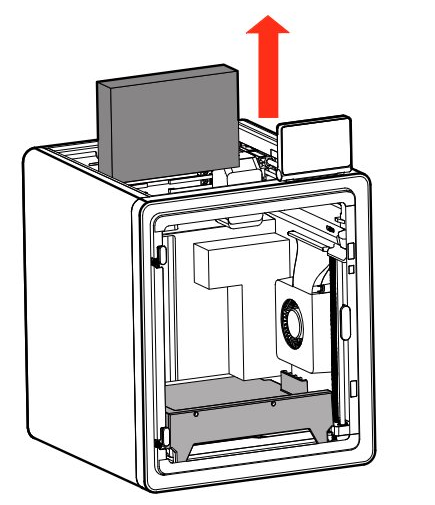
Les étapes relatées sur cette feuille sont identiques à celles du manuel papier :
- Dévisser et retirer les deux vis fixant l’ACE sur sa base d’immobilisation
- Extraire l’ACE par le haut
- Extraire le carton d’accessoires
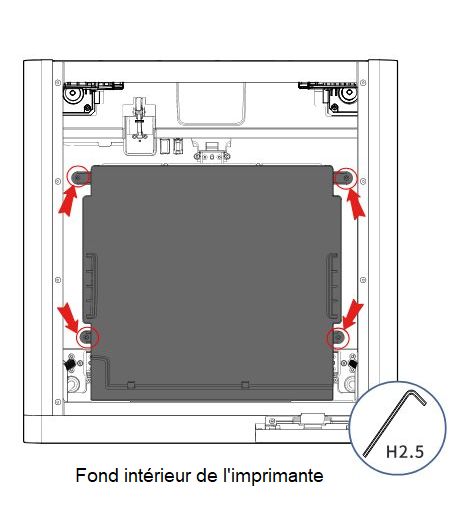
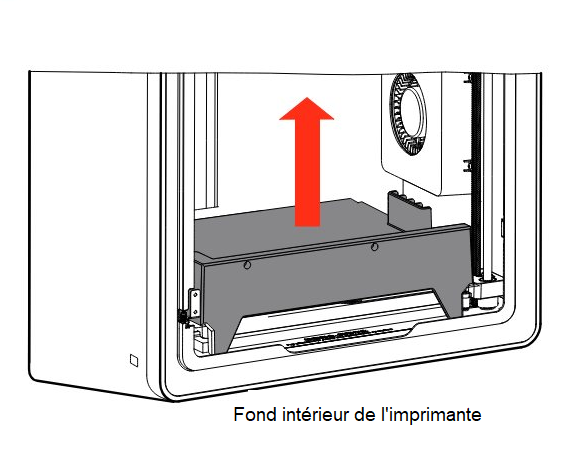
- Enlever les pièces de polystyrène servant au calage
- Dévisser et retirer les quatre vis pour sortir la base d’immobilisation de l’intérieur
Le carton interne contient quelques accessoires :


- deux câbles d’alimentation secteur (un pour la Kobra S1, un pour l’ACE)
- support de bobine externe et ses deux vis (M3 x 6)
- câble de signal Kobra S1 / ACE
- module concentrateur (hub) + détecteur anti-emmêlement et ses deux vis (M2.5 x 25)
- sac de charbon actif
- deux organiseurs de câbles PTFE
- clé USB (4 Go)
- aiguille de débouchage de buse
- sachet de graisse
- pièces de remplacement pour l’essuyage de la buse
- rappel : les clés Allen (2,5 / 2 / 1,5) étaient accessibles dès l’ouverture du colis
À l’intérieur de l’ACE se trouve un sac contenant quatre tubes PTFE (diamètre interne de 2,5 mm, longueur 700 mm), un échantillon de filament (10 m) et pour les mille premiers exemplaires, une boite «cadeau» (mystery box).

Préparation de l’Anycubic Kobra S1
Il suffit de suivre les étapes relatées dans le manuel :
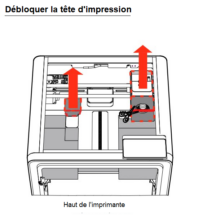
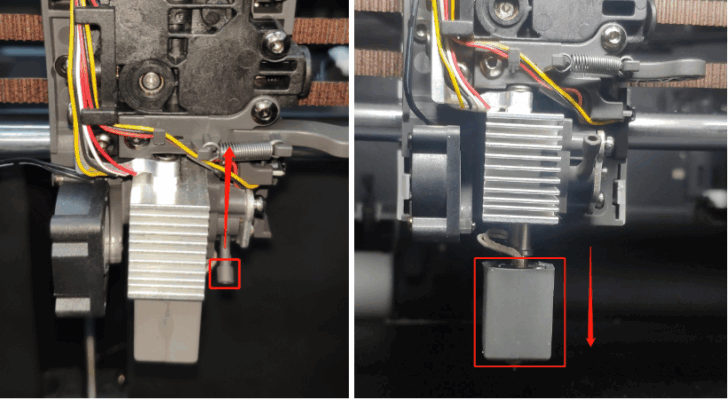
- débloquer la tête d’impression (couper le serre-câbles, retirer son carton de protection)
- enlever le bloc de polystyrène protégeant l’éjecteur de purges
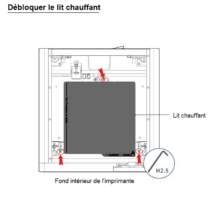
- débloquer le lit d’impression (trois vis) à l’aide de la clé Allen 2,5
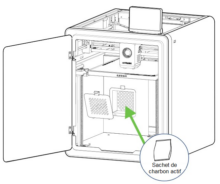
- mettre en place le sac de charbon actif après avoir déclipsé la trappe interne
Pour une Anycubic Kobra S1 seule (sans ACE), l’assemblage est terminé.
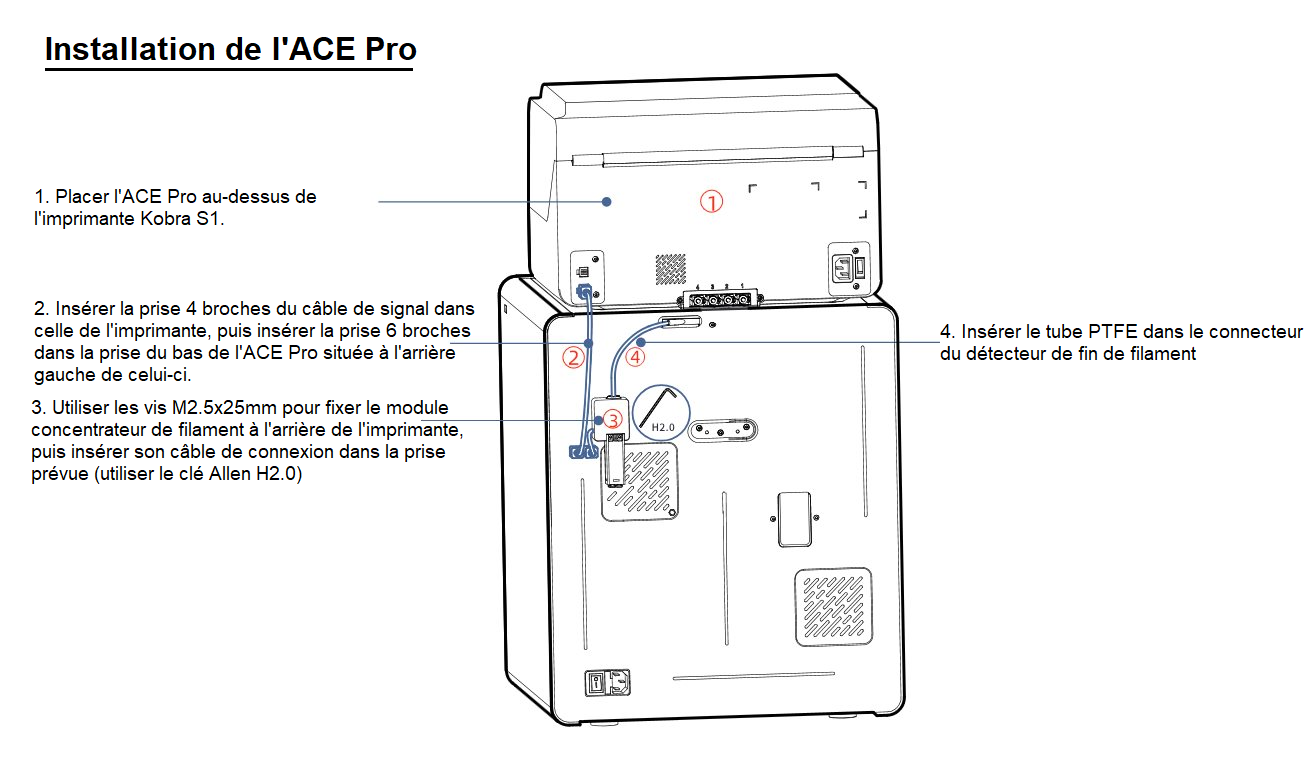
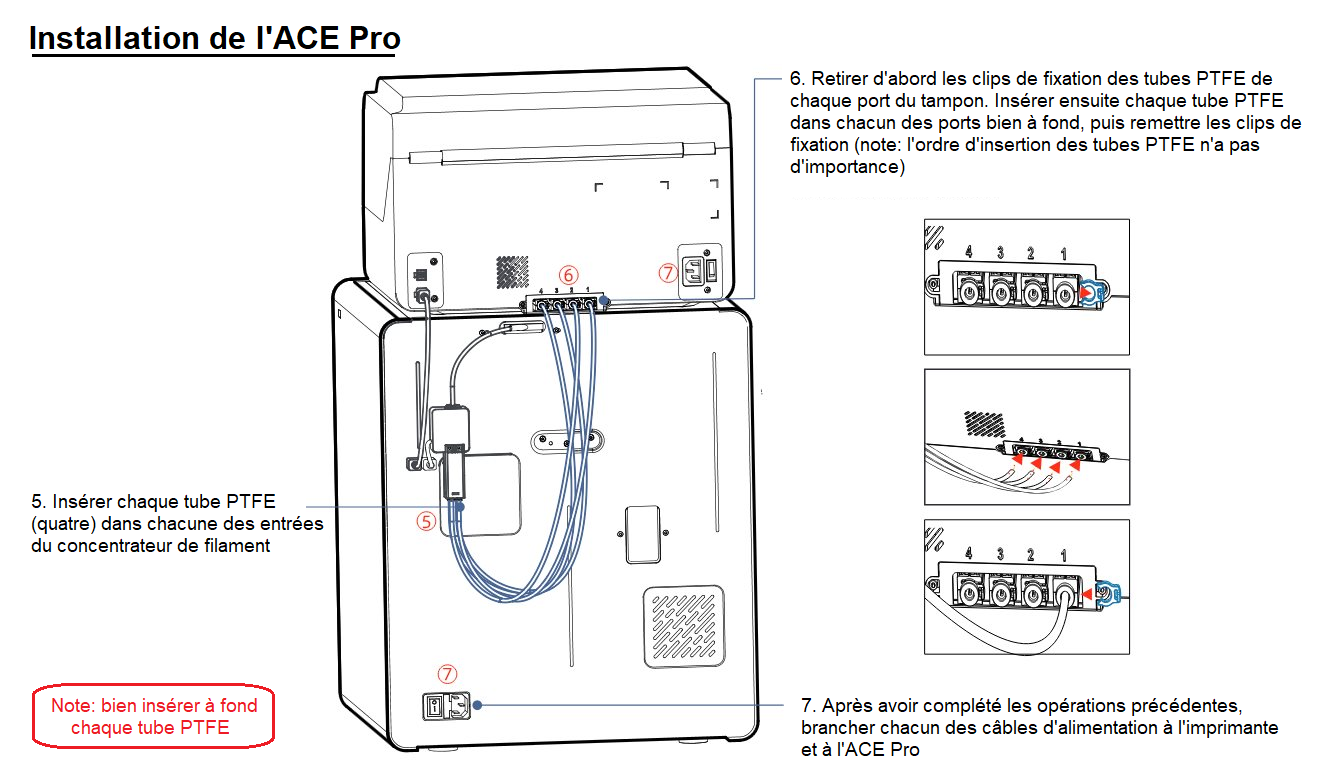
Comme l’exemplaire reçu est une Anycubic Kobra S1 Combo, il reste à terminer l’installation de l’ACE Pro. Le manuel décrit les étapes à suivre. Au moment de la réception de ce modèle, le manuel n’était disponible qu’en anglais. J’avais traduit ces pages (le manuel en français est désormais accessible sur le Wiki Anycubic dédié à la Kobra S1, ici) :
Remarques :
Le déballage et l’assemblage des différents points vus ci-dessus prend moins de vingt minutes en prenant son temps.
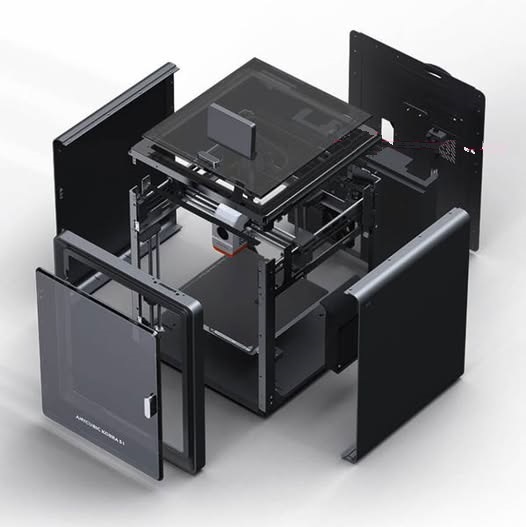
L’écran tactile situé en haut à droite est pivotable (0 à 90 °) afin de s’adapter à tout un chacun.

L’habillage externe est en plastique, le couvercle supérieur ainsi que la porte sont en plexiglas teinté. Esthétiquement, je la trouve plutôt réussie.
Mon seul regret est que la porte n’est pas repositionnable (charnières à gauche, poignée d’ouverture à droite) et qu’elle ne peut s’ouvrir que d’un peu plus de quatre-vingt dix degrés.
Le châssis interne combine acier et aluminium. La plaque d’habillage arrière est en acier (un magnet y tient bien).
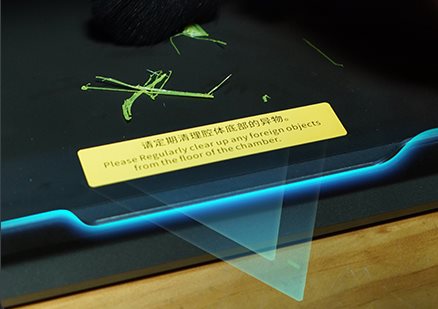
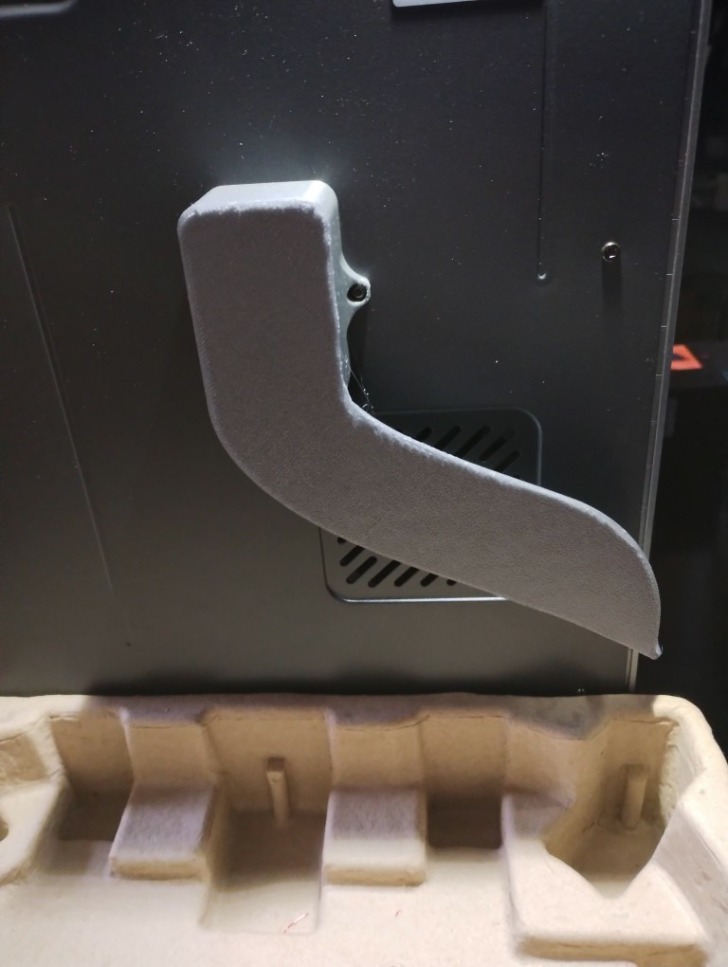
Un point bien pensé de la part d’Anycubic : le bas du caisson possède une échancrure facilitant le nettoyage des résidus de filaments tombés sur le plancher.
Mise en route de la Kobra S1 Combo
L’imprimante et le changeur de bobines étant placé sur leur surface de travail, la dernière étape consiste à brancher le tout sur l’alimentation électrique.
Chaque élément (Kobra S1, ACE Pro) possède sa propre alimentation électrique. Il faut donc brancher sur chacun un câble d’alimentation.
À noter :
Nul besoin de vérifier sur quelle tension est réglée l’alimentation électrique interne, celle-ci s’adapte automatiquement à la tension secteur du pays (120 / 230 V).
Les deux interrupteurs d’alimentation sont situés à l’arrière des machines, à droite pour la Anycubic Kobra S1, à gauche pour l’ACE. J’aurais apprécié que ces interrupteurs respectent un même standard.


Après avoir basculé chaque interrupteur sur sa position ON (I), l’écran de la Kobra S1 s’illumine :
Au bout d’une dizaine de secondes, la lumière interne du caisson s’allume. Le démarrage du système (nommé KobraOS par Anycubic) se poursuit pendant encore une trentaine de secondes. Finalement, l’écran nous propose de terminer l’installation en suivant plusieurs étapes :
- Choix du langage d’affichage (je reste dans un premier temps en anglais)
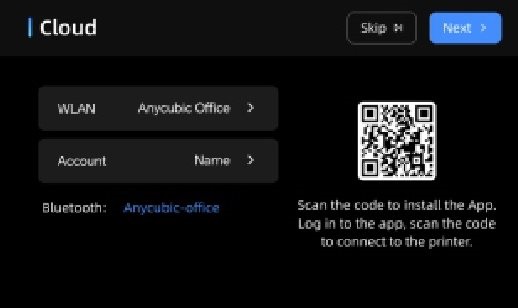
- Sélection de la zone géographique pour le Cloud
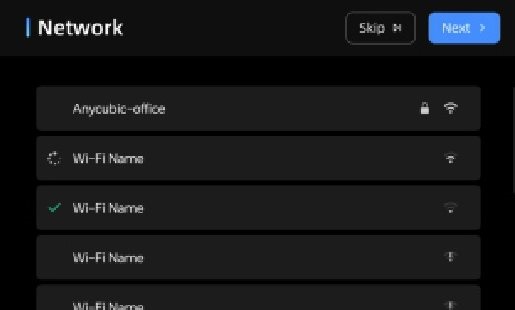
- Association du Wifi (2.4 GHz uniquement) avec le point d’accès du domicile (sélection du nom (SSID), saisie du mot de passe)
- Si l’on souhaite installer l’application Anycubic sur son smartphone (Android / Apple iOS), on peut utiliser un QRcode qui permet d’installer l’application mobile (un compte Anycubic est nécessaire pour permettre l’appariement de l’appli et de la Kobra S1)
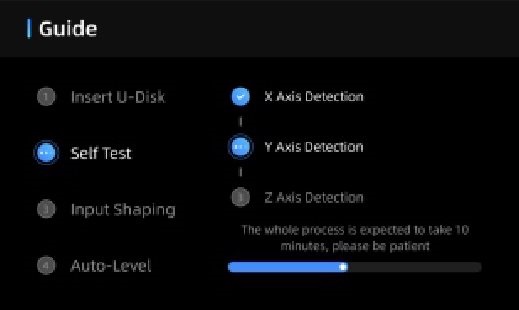
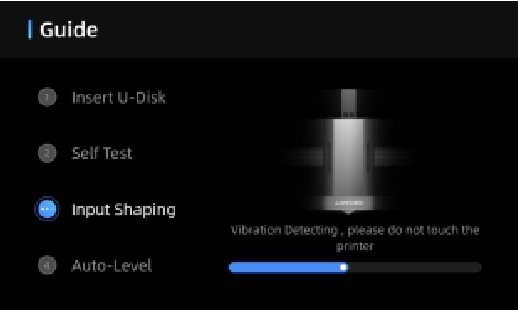
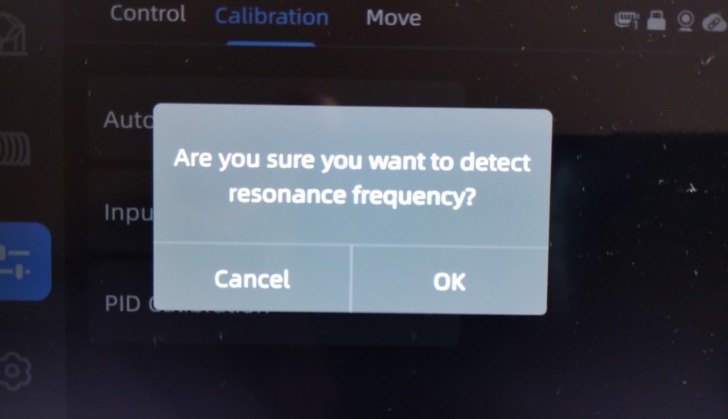
- La dernière étape effectue une série de tests vérifiant le bon fonctionnement du matériel (détection de la clé USB, tests de déplacements des axes, compensation de résonances, auto-nivellement)
En images :



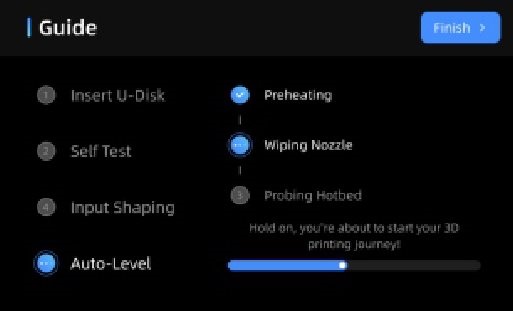
Une fois ces tests terminés, l’écran d’accueil s’affiche :

Reste à alimenter l’ACE en bobines afin de pouvoir débuter une première impression.
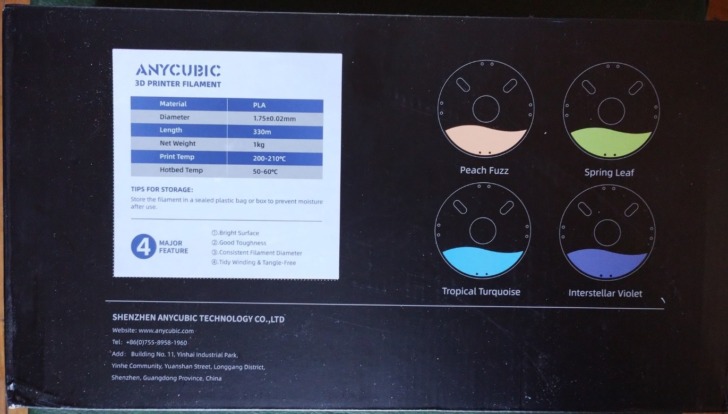
Quelques jours après réception de l’imprimante, j’ai reçu un lot de quatre bobines Anycubic Pantone expédié par Geekbuying.

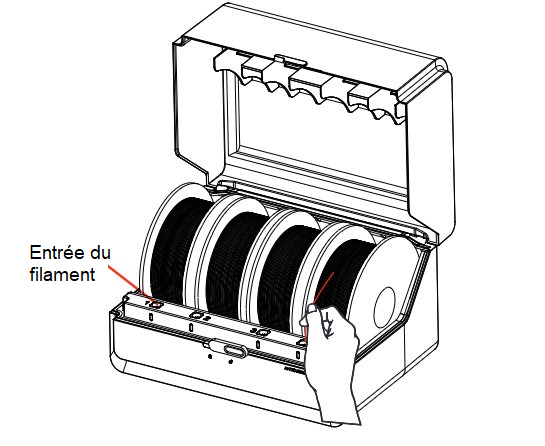
Le manuel indique comment placer chaque bobine de filament dans le changeur. Il préconise de bien « lisser » l’extrémité sur une dizaine de centimètres pour faciliter l’introduction dans le conduit d’entrée (mon conseil : faites le, si le filament est trop courbé, il y a un risque qu’il ressorte à l’intérieur de l’ACE au lieu de passer dans les tubes PTFE internes).
Pousser l’extrémité lissée du filament dans le conduit jusqu’à sentir l’entrainement de celui-ci. À l’avant du boitier de l’ACE, une diode blanche clignote face à la bobine insérée durant le processus de chargement. Elle reste allumée fixe une fois le processus terminé.
Si la bobine insérée est de marque Anycubic ET qu’elle possède une puce RFID, alors le matériau et sa couleur sont automatiquement reconnus par le système. Actuellement, seules certaines bobines d’Anycubic intègrent une puce.
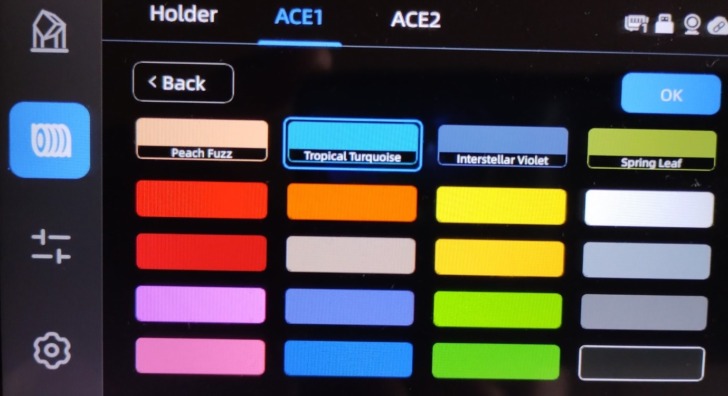
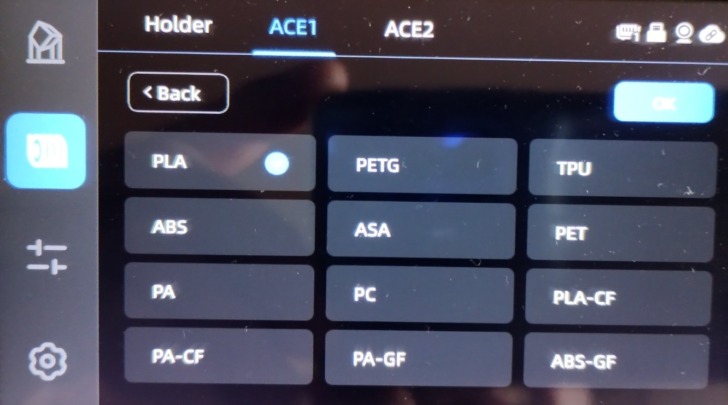
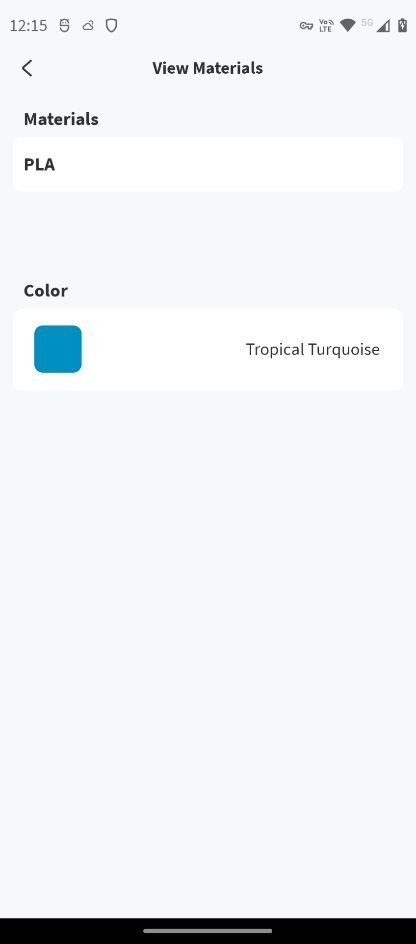
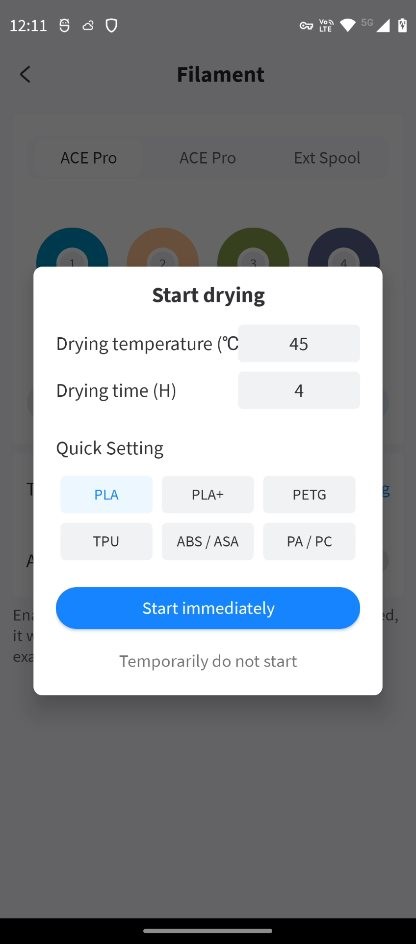
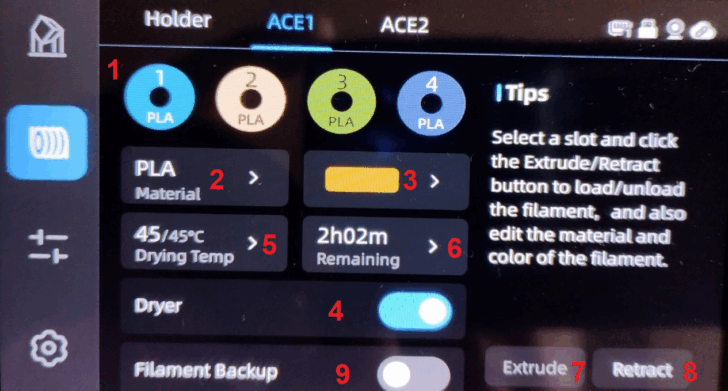
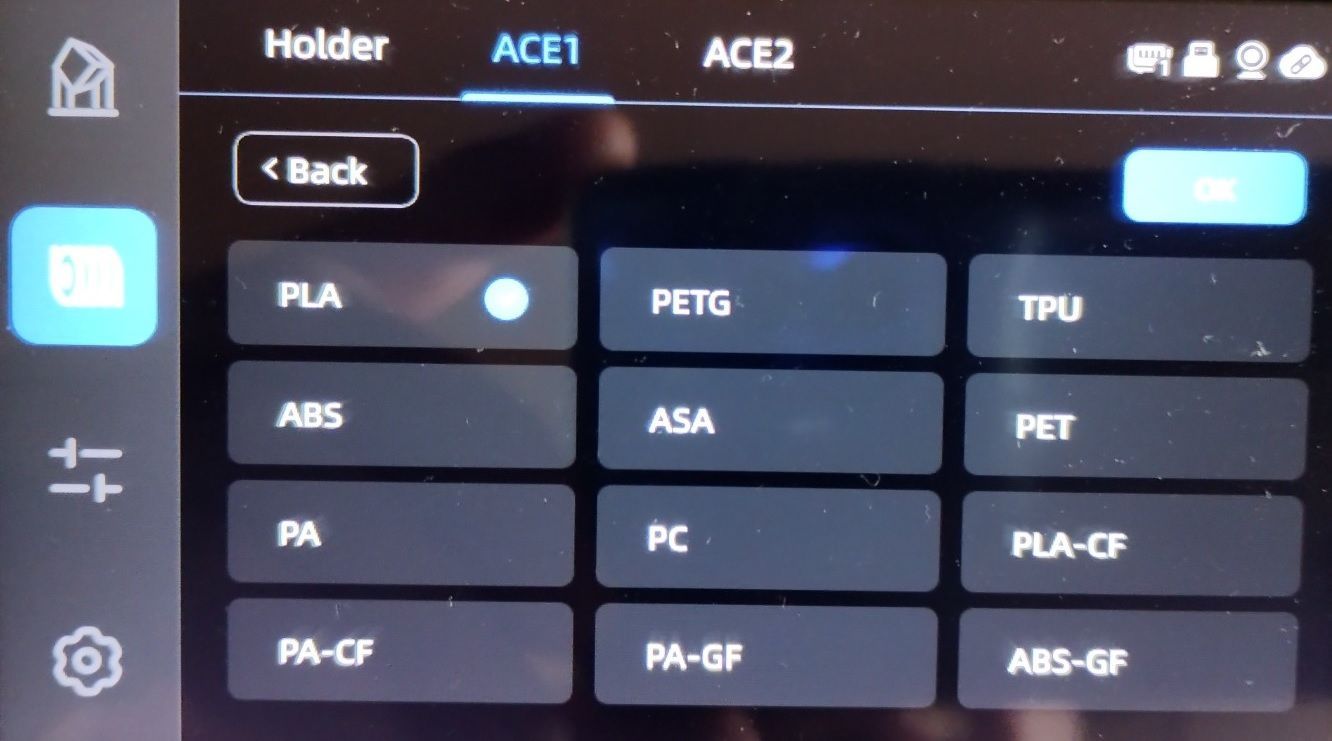
Quand la bobine ne possède pas de puce, on précise le matériau et la couleur via l’écran de la machine. C’est aisé à faire, il suffit de suivre les étapes illustrées ci-dessous :

- cliquer sur le bouton [Filament] (1)
- sélectionner l’emplacement de la bobine (2)
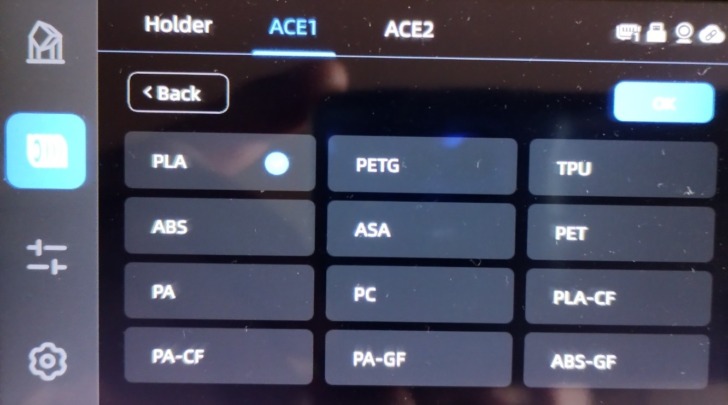
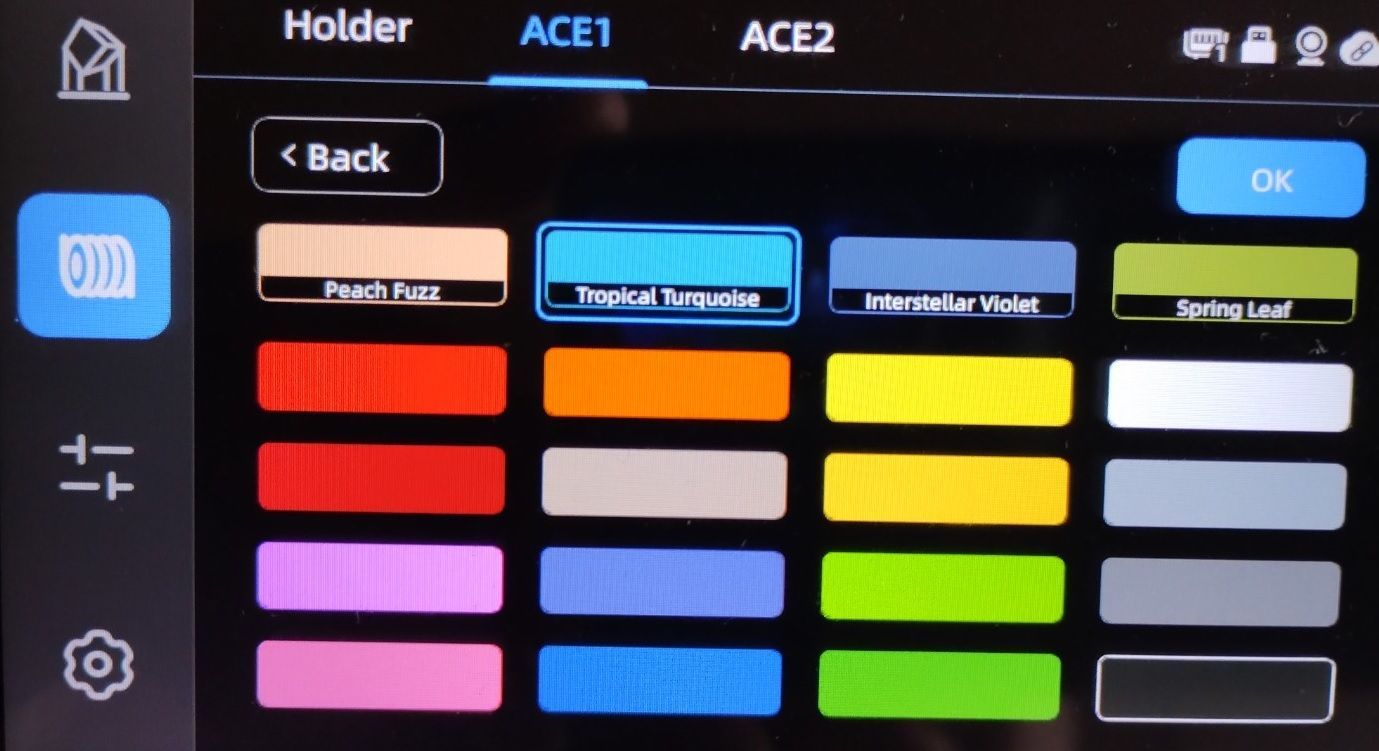
- choisir le matériau (3)
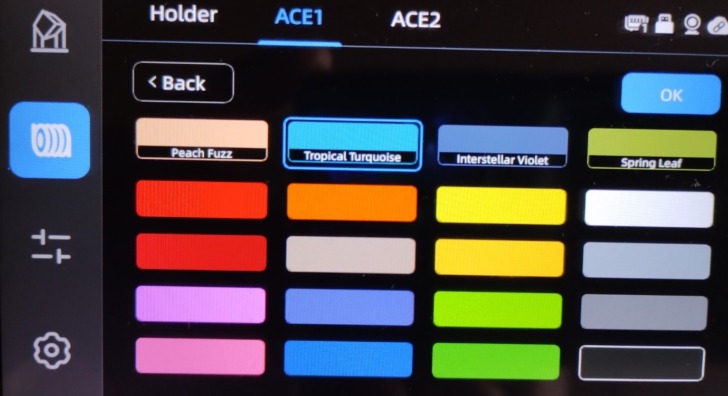
- puis la couleur (4)
- On peut vérifier le bon chargement en demandant une extrusion de celui-ci (5)
L’ACE Pro ayant été nourri de bobines PLA Pantone, on va pouvoir tenter une première impression avec ces filaments de la même marque que l’imprimante.
Nettoyage du plateau
Toutefois, une dernière étape est absolument nécessaire : le nettoyage de la plaque flexible recouverte de PEI texturé.
Pourquoi ce nettoyage ?
Une impression réussie est une impression qui reste collée au plateau pendant toute la durée d’impression : c’est la base de l’impression 3D FDM. Si la première couche adhère au plateau, alors les chances que le reste des couches qui se déposent correctement sont augmentées. À l’instar d’une habitation : si la fondation est solide, les murs le seront (à condition évidemment de respecter les règles de l’art de la construction).
Même si la plaque est neuve et malgré les précautions prises (ou pas) par les assembleurs, elle doit être préparée : un bon nettoyage à l’eau chaude avec un produit vaisselle, suivi d’un bon rinçage puis du séchage est une étape indispensable, rarement indiquée par les constructeurs.
On recommencera ce nettoyage profond de temps en temps. Même si l’alcool isopropylique n’est pas un dégraissant à proprement parler, c’est ce que j’utilise toutes les quatre / cinq impressions entre chaque «gros» nettoyage.
Une fois cette plaque nettoyée et remise en place sur le plateau, on peut lancer une première impression.


Premières impressions de test (PLA)
Comme pour toute nouvelle imprimante, il est conseillé d’imprimer les modèles préparés et fournis par le constructeur (fichiers Gcode).
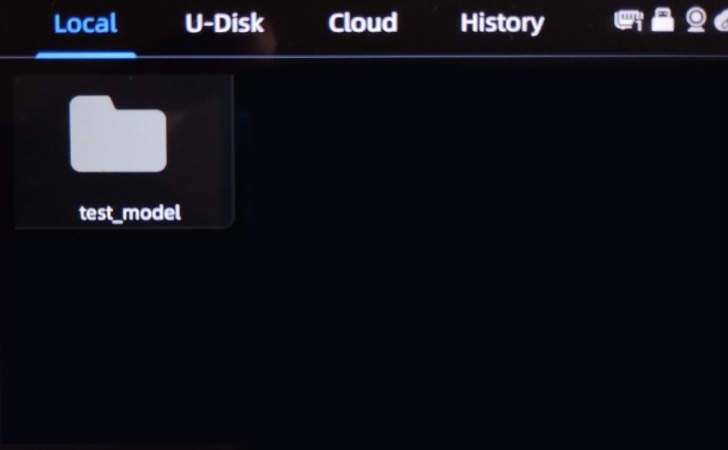
Via l’écran, en appuyant sur le bouton fléché ci-dessous, on accède à un nouvel écran muni de plusieurs onglets :
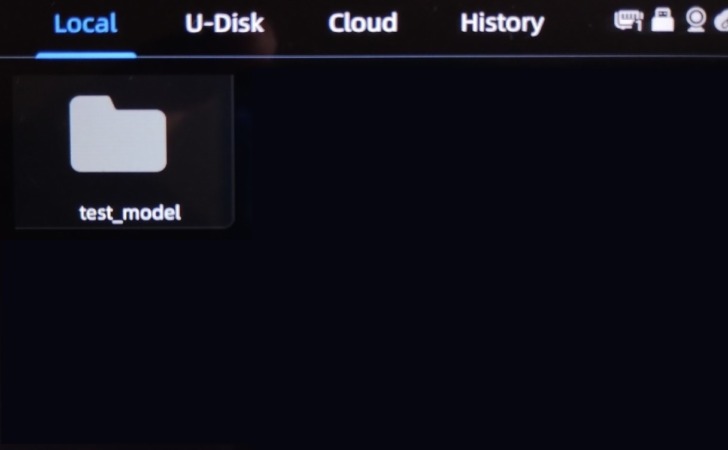
- Local (le dossier « test_model » contient les fichiers gcode tranchés par Anycubic)
- U-Disk (clé USB)
- Cloud (Makeronline)
- History (historique des impressions réalisées)
Dans la liste des modèles prétranchés se trouve un test de Benchy rapide (treize minutes d’impression). A ce temps d’impression de l’objet, il faut ajouter quatre minutes rien que pour la préparation :
- auto-nivellement,
- topographie de la totalité du plateau,
- chargement / déchargement de filament via l’ACE,
- mise à l’origine,
- nettoyage buse,
- …
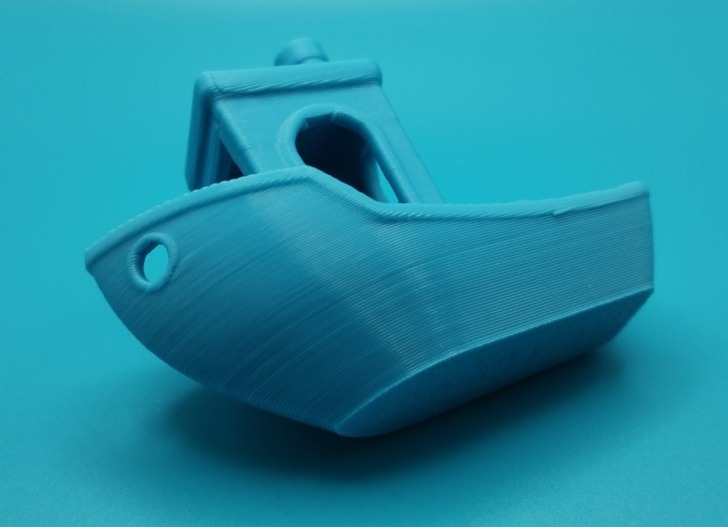
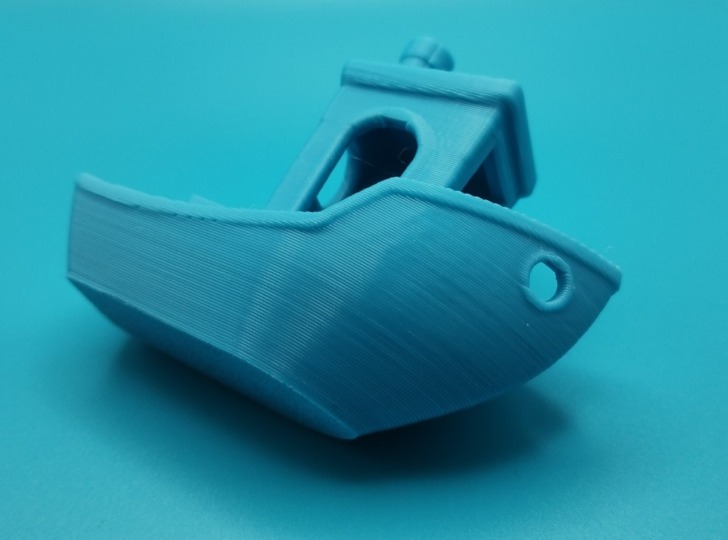
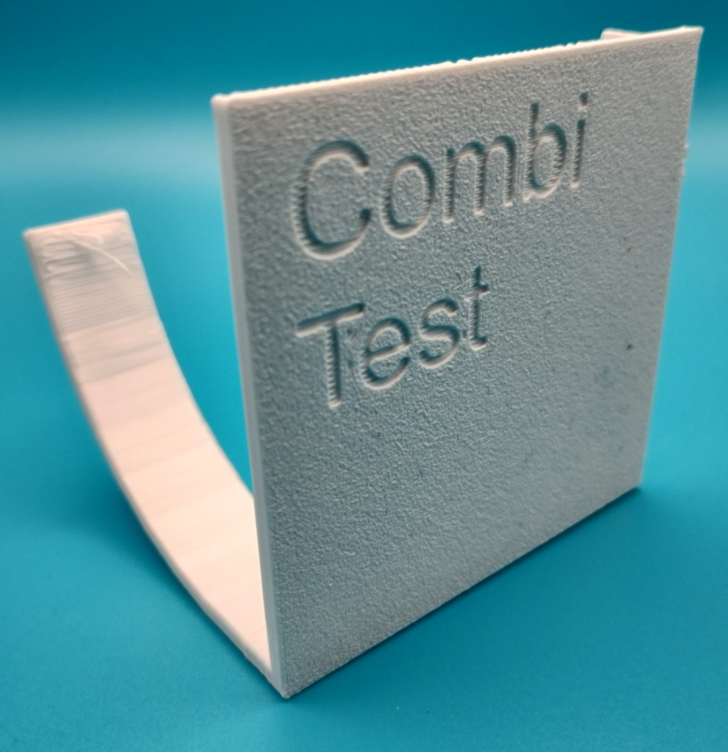
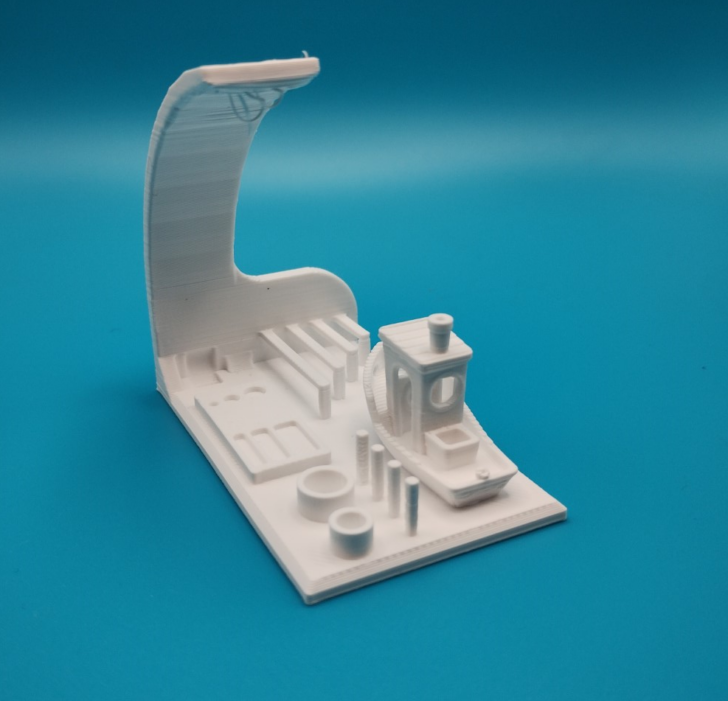
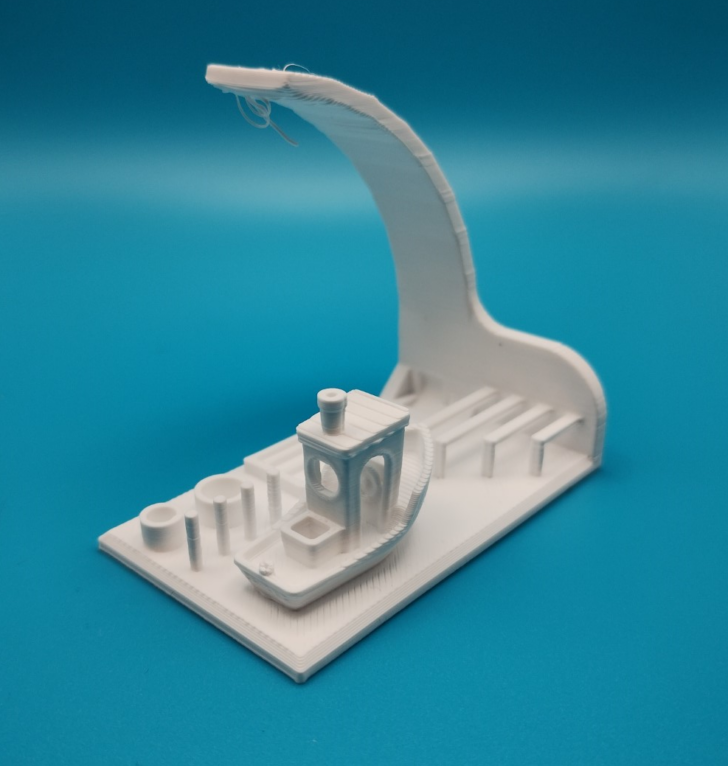
La bobine placée dans la première voie est du PLA couleur Tropical turquoise. À l’issue de l’impression, le Benchy se tient fièrement sur le plateau.
Très peu de défauts à noter. Le refroidissement du filament au niveau de la tête et l’auxiliaire (côté droit de l’enceinte) ont pleinement joué leur rôle. Les surplombs ne s’affaissent pas. Le « texte » imprimé au-dessous est lisible, même si avec un Z-offset moins prononcé, ce serait encore mieux.






Pour tester le bon fonctionnement du changeur de bobines, je refais d’autres Benchies avec chacune des bobines actuellement présentes dans l’ACE.
PLA couleurs Pantone Anycubic :
- Peach fuzz
- Spring leaf
- Interstellar violet





Après ces premières impressions, c’est l’occasion de tester une des fonctionnalités apportée par l’ACE : impression d’un objet multicouleurs.
Je me fais la main sur un Benchy colorié via le trancheur. Le changement de couleurs dans une même couche augmente considérablement le temps d’impression ainsi que la quantité de matière perdue (purges). Le Benchy seul nécessite 1h16m, le changement de filament (310 permutations) et ses purges prennent 13h21m.
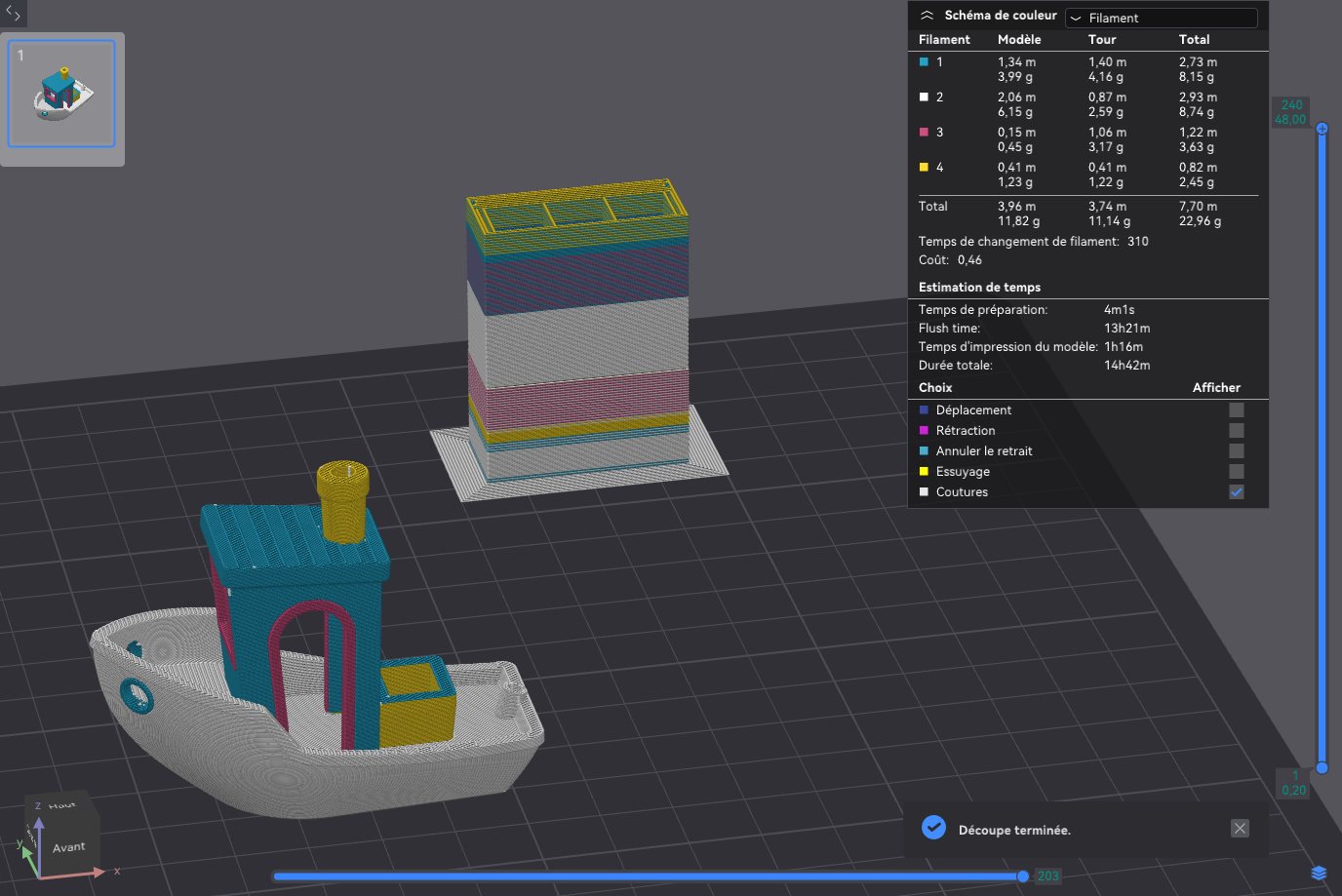
Sinon, je trouve le résultat franchement sympa.





Ecosystème Anycubic
Avant de poursuivre les impressions, regardons ce qu’Anycubic propose pour la gestion du processus d’impression.
Logiciel trancheur (slicer)
A quoi sert un trancheur (slicer) ?
L’imprimante ne sait travailler qu’avec des instructions Gcode. Celles-ci pilotent le logiciel (firmware) : déplacements des axes, vitesse de déplacement, température de chauffe, etc.
Le trancheur découpe un fichier modèle (.stl, .3mf, .step, .obj) en tranches (couches). Chaque tranche contient les instructions de fabrication (le « Gcode »).
Anycubic Slicer Next
Avec sa Kobra S1, Anycubic propose son propre trancheur nommé AnycubicSlicer Next (ASN). A la réception de l’imprimante, la version adaptée à ce modèle n’était disponible que sur la clé USB livrée avec l’imprimante (v1.3.1 « spéciale Anycubic Kobra S1 ») et uniquement pour la version Windows.
Depuis, cette version a été mise à jour plusieurs fois (actuellement au 22/04/25, v1.3.4.0) et rendue disponible sous forme d’exécutable via leur site officiel. Depuis la version 1.3.3, les adeptes de la marque à la pomme ont droit à leur version mais les fonctions de communication entre l’ordinateur et l’imprimante sont absentes. Pour le moment, aucune version n’est disponible pour les libristes (Linux).
Ce trancheur se base sur OrcaSlicer (licence GNU AGPL v3.0). Le code source de la version d’Anycubic n’est pas disponible à l’heure actuelle. Bien qu’il existe un dépôt Github pour Anycubicslicer, celui-ci ne contient rien d’autre que la licence AGPL v3.0 (dernière visite datée du 10/04/2025).
Plutôt que d’allonger la longueur de cet article, je renvoie vers la description détaillée de ce trancheur réalisée sur le forum.
Clé USB
La Kobra S1 est livrée avec une clé USB de 4 Go. Celle-ci se branche sur l’imprimante en haut, côté droit (vue de face).
Son contenu est minimal : deux dossiers (Anycubic Slicer et User Manual).
Le dossier Anycubic Slicer contient deux répertoires et un document PDF détaillant l’installation de ce trancheur.
Des deux dossiers, seul celui de Windows contient un exécutable (.exe) adapté à la Kobra S1.
Le second dossier, User Manual, contient un manuel PDF (v1.3) uniquement en anglais.
Aucun fichier Gcode n’est présent.
La clé USB devra rester en permanence connectée pour permettre l’enregistrement des timelapses. Un dossier est créé pour stocker ceux-ci et chacun des fichiers enregistrés porte un nom distinct de la forme «video_XXXXX _nom-du-fichier-généré-lors-du-tranchage» (XXXXX étant un nombre), exemple : Video_00002_Paper Reel Outer Ring Anycubic S1_PLA_0.25_31m55s.mp4
La clé sert également à enregistrer des fichiers tranchés (.gcode) via le trancheur de l’ordinateur. Il faut alors déconnecter la clé de l’imprimante pour la brancher sur un PC et enregistrer le fichier, puis faire l’inverse pour la reconnecter sur la Kobra S1. Quand l’imprimante est en réseau (local ou cloud), il est plus facile de lancer l’impression directement depuis le trancheur mais cette clé doit être connectée à l’imprimante pour l’impression à distance du fichier.
Wiki
Anycubic, à l’instar de ses concurrents, alimente un Wiki servant à la fois pour la documentation et pour des dépannages simples. Il n’est disponible qu’en deux langues : anglais et chinois.
Ce Wiki était quasiment vide à la réception de mon exemplaire de Anycubic Kobra S1 fin 2024, seul le manuel PDF était disponible. Il a été depuis régulièrement complété et propose également des opérations de maintenance.
Application pour téléphone mobile
Lors du premier démarrage, après avoir associé l’imprimante au point d’accès Wifi, il est proposé d’installer une application pour smartphone (Android / Apple) permettant de piloter la KobraS1.
Cette application nécessite la création d’un compte « Anycubic ». Ce compte est également nécessaire pour l’utilisation du trancheur AnycubicSlicer Next ainsi que pour l’accès au site de modèles (markeronline.com), pour que tous les supports puissent échanger des fichiers 3D et des informations.
Au premier lancement après installation, il faudra saisir les informations de connexion (email / mot de passe), puis ajouter la Kobra S1.
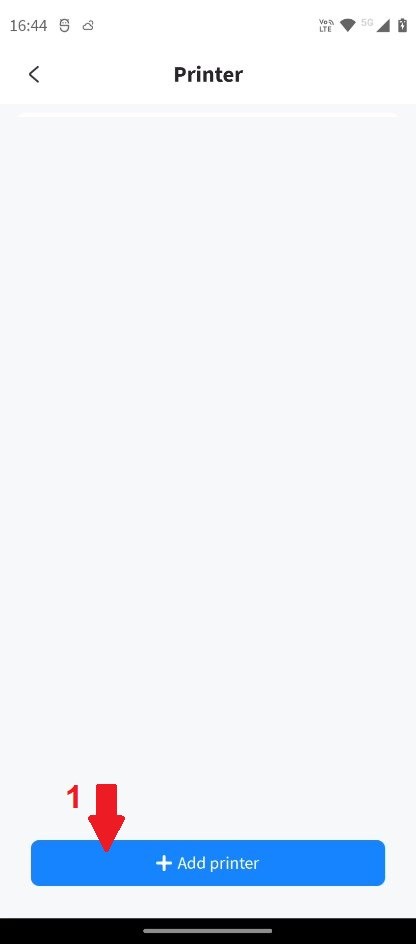
Pour l’installation de l’imprimante :
- appuyer sur le bouton (+ Add printer],
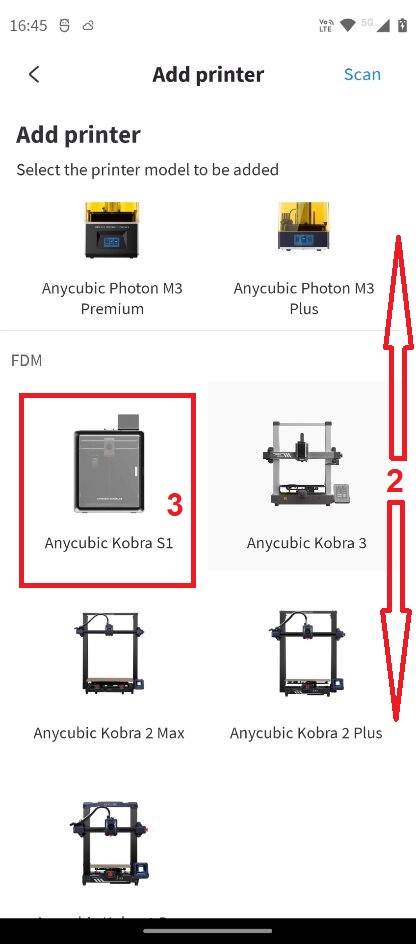
- faire défiler l’écran pour accéder au modèle,
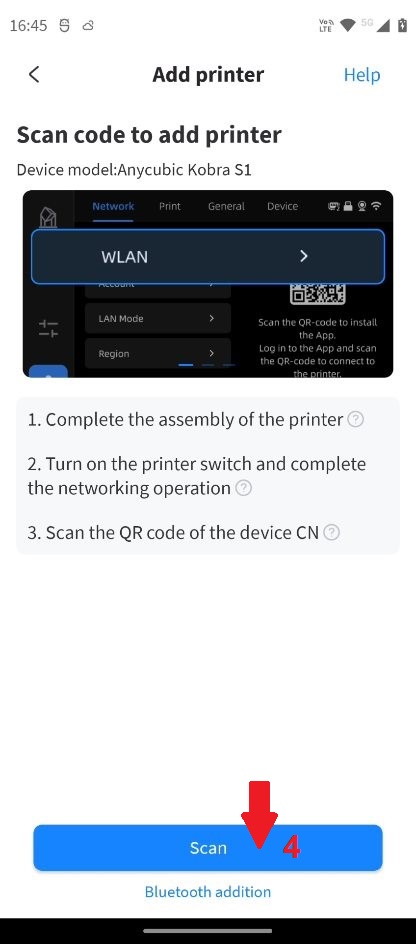
- se rapprocher de l’écran de la KS1,
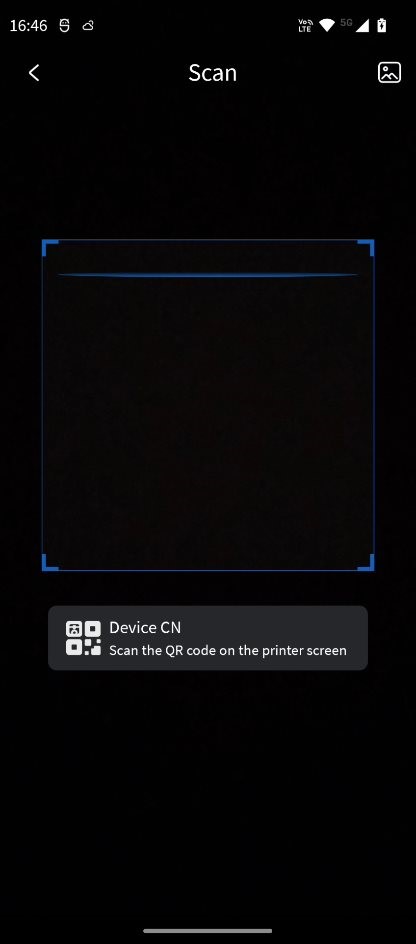
- cliquer sur le bouton [Scan],
- scanner le QRCode affiché sur l’écran de la Kobra S1.
Une fois l’imprimante liée, on accède au Workbench :
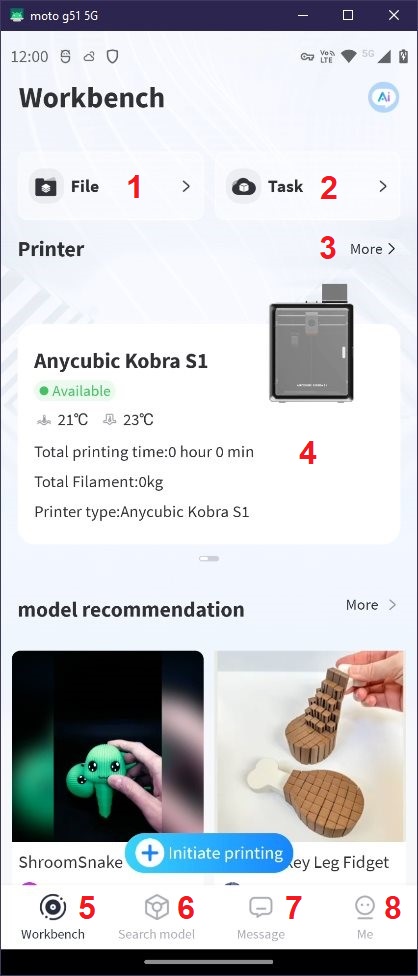
Ce premier écran donne accès à différentes fonctionnalités.
- 1- Files permet d’utiliser des fichiers présents dans le téléphone
- 2- Tasks permet d’accéder aux tâches d’impression (en cours, complétées)
- 3- Accéder aux imprimantes installées (si plusieurs)
- 4- Accéder directement à l’imprimante affichée
- 5- Retourner au Workbench (l’écran actuel donc)
- 6- Rechercher des modèles sur le Cloud Anycubic (MakerOnline)
- 7- Messages système (Tâches d’impression, Activités, Récompenses…)
- 8- Accéder au compte utilisateur, au forum, au centre d’aide, aux mises à jour, aux paramètres du compte
L’écran le plus intéressant est évidemment le (4)
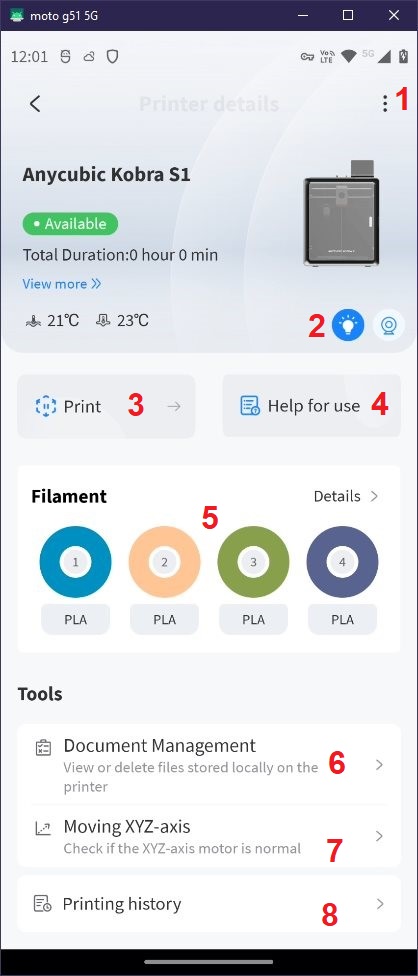
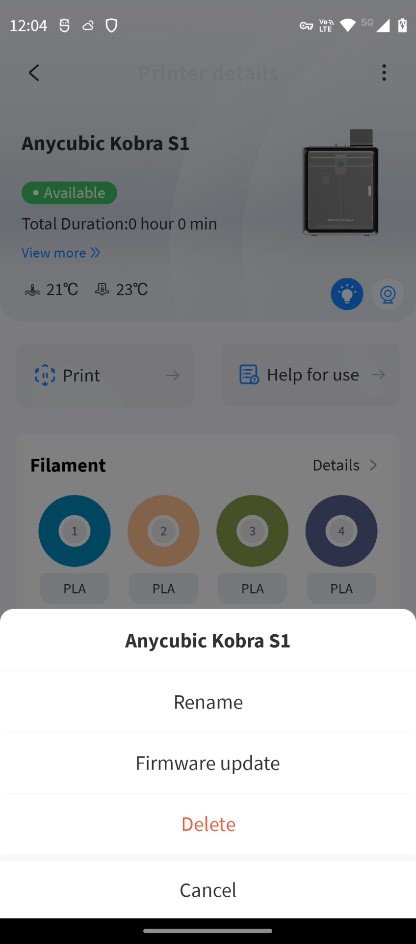
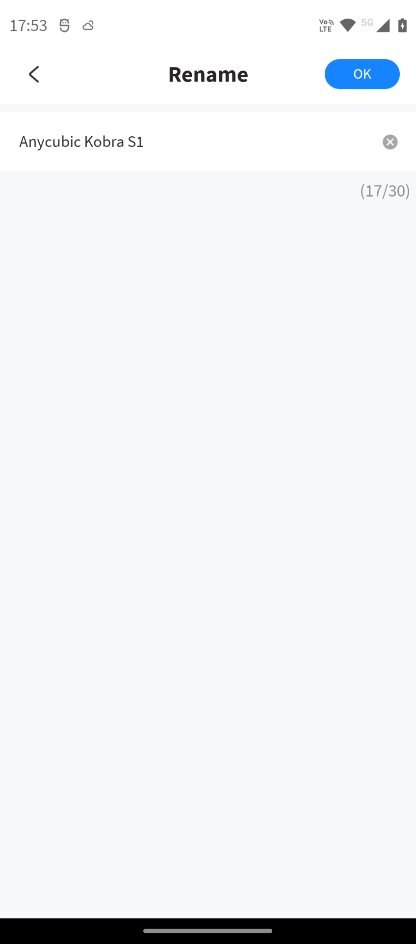
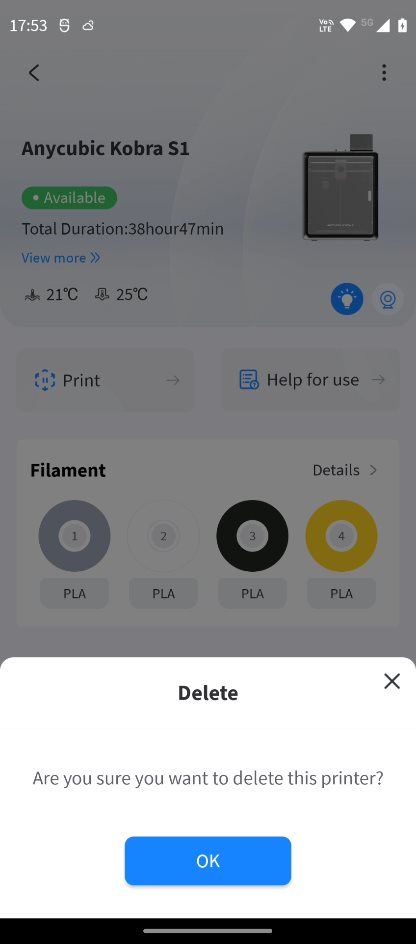
- 1- Renommer, vérifier les mises à jour, supprimer l’imprimante :
- 2- Allumer / éteindre le bandeau de LED interne, allumer/éteindre la caméra
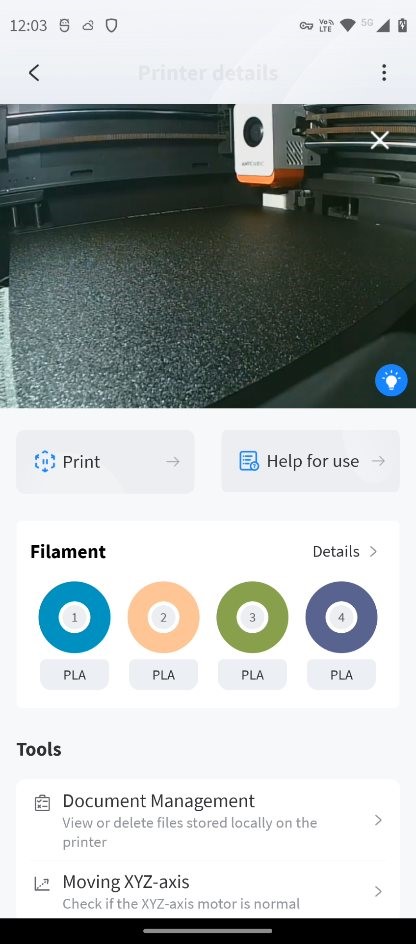
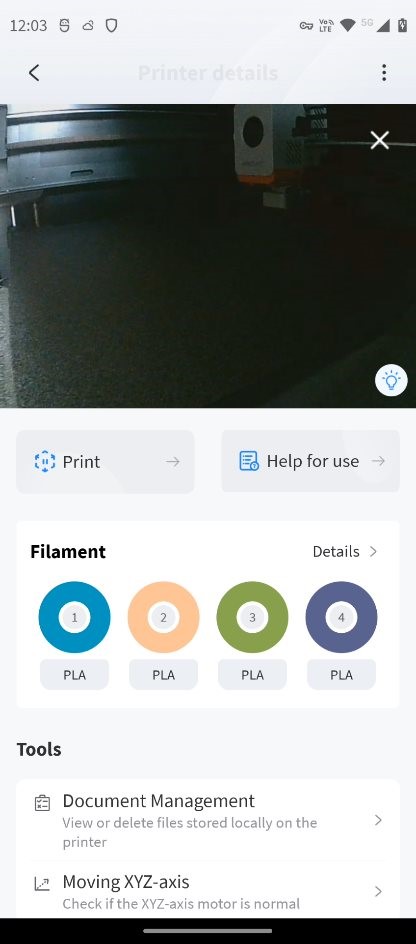
- 3- Lancer une impression (Cloud ou mémoire interne / clé USB)
- 4- Accès à l’aide (Wiki)
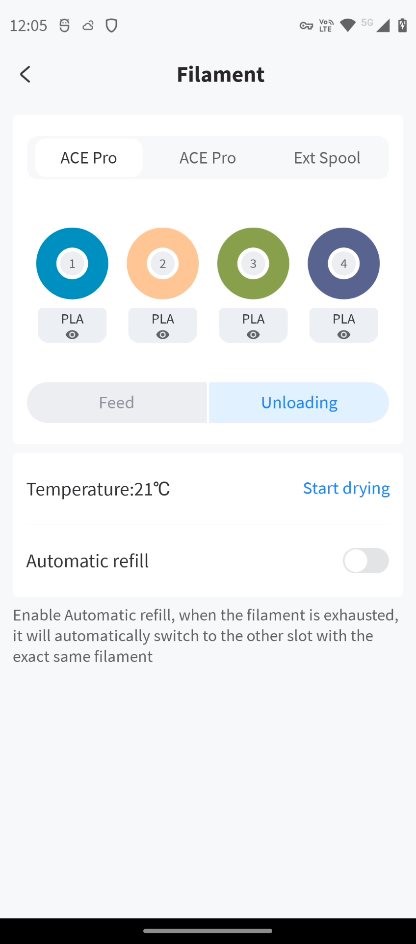
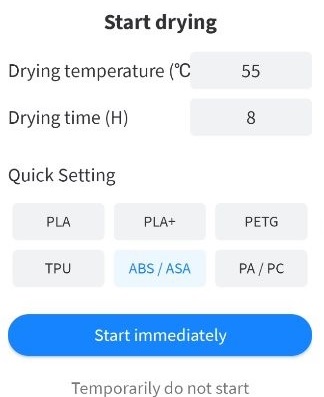
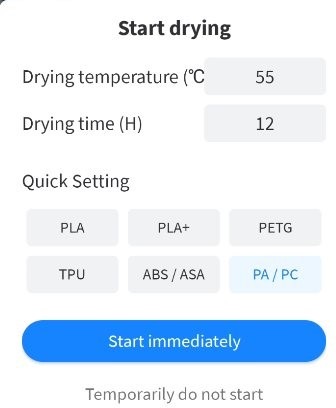
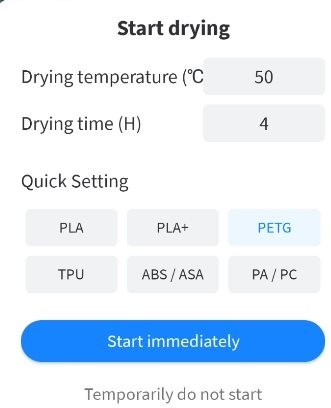
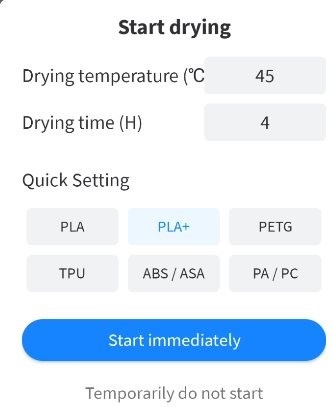
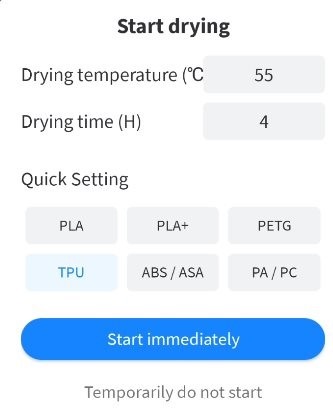
- 5- Gérer l’ACE Pro (matériau, couleur, chargement / déchargement, séchage des bobines (choix matériau et durée, manuellement ou via le choix direct (PLA, PLA+, PETG, ABS/ASA, TPU, PA-PC)
- 6- Gérer les fichiers (gcode uniquement, pas d’accès direct aux timelapses)
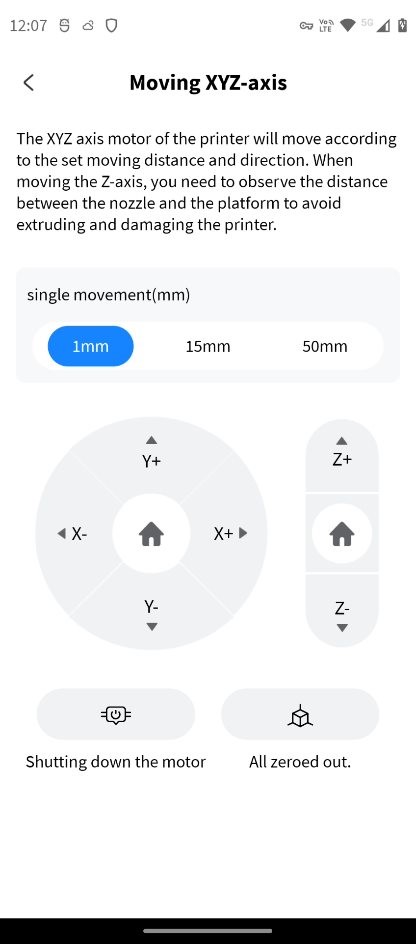
- 7- Gérer les déplacements des axes uniquement hors impression en cours
- 8- Afficher l’historique des impressions
Ecran tactile
L’écran tactile capacitif de 4,3 pouces, inclinable au-dessus du boitier, est très réactif.
Les fonctions essentielles sont présentes et permettent de piloter l’imprimante. Un utilisateur plus aguerri regrettera qu’il n’y ait pas autant de fonctionnalités qu’un écran utilisant Klipperscreen.
L’écran d’accueil permet d’accéder à d’autres écrans via les boutons situés à gauche :

Le bouton (1) donne accès aux fichiers à imprimer.

Le bouton (2) permet de gérer les bobines [1] : matériau [1], couleur [2], activation du sécheur [4] (durée [6], température [5]), sauvegarde [9] (nécessite deux bobines de mêmes matériau / couleur).
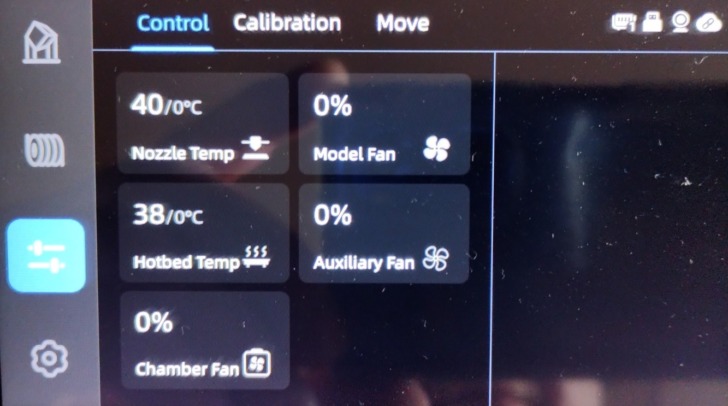
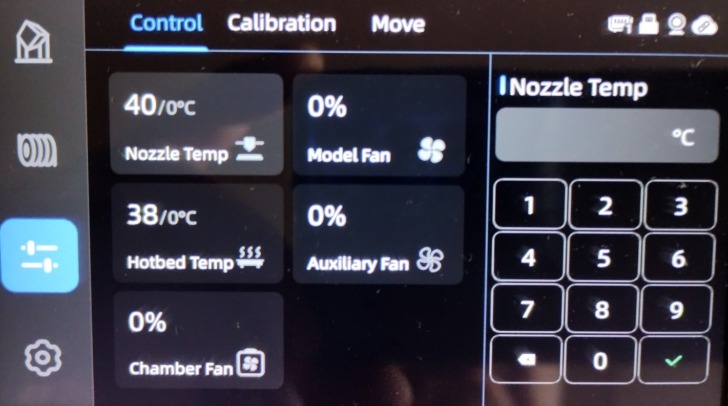
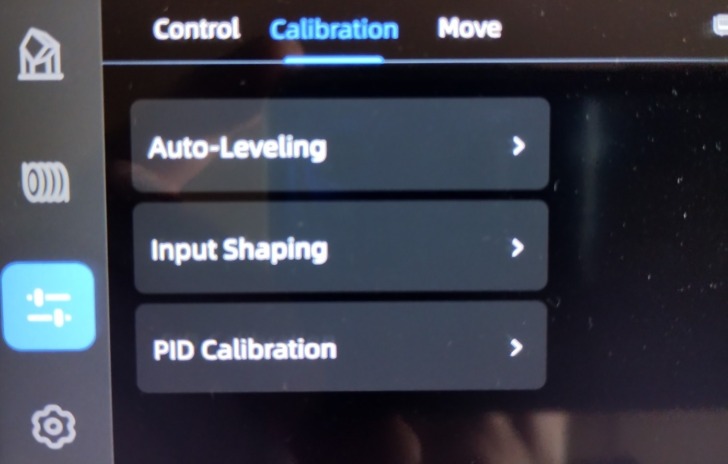
Le bouton (3) donne accès à trois onglets :
- Contrôles des température buse / lit, ventilateurs (refroidissement filament / auxiliaire ensemble du plateau), extraction d’air (filtre à charbon actif)
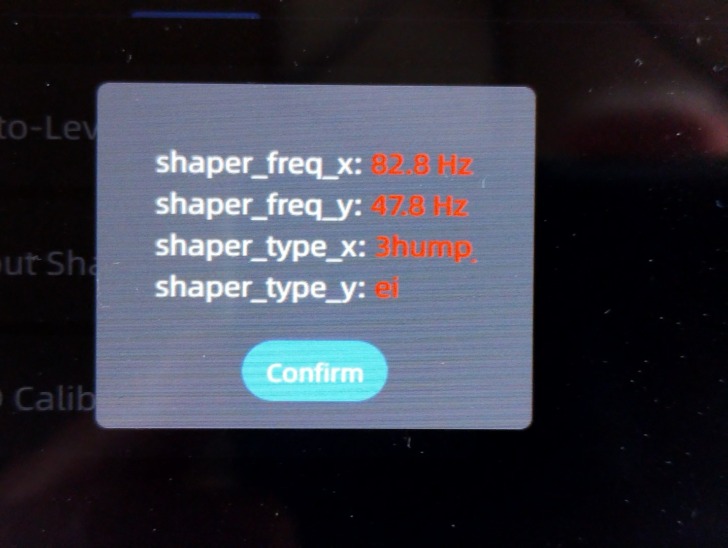
- Calibration (auto-nivellement, compensation de résonance, calibration PID de la buse et PID du lit depuis les derniers firmwares)
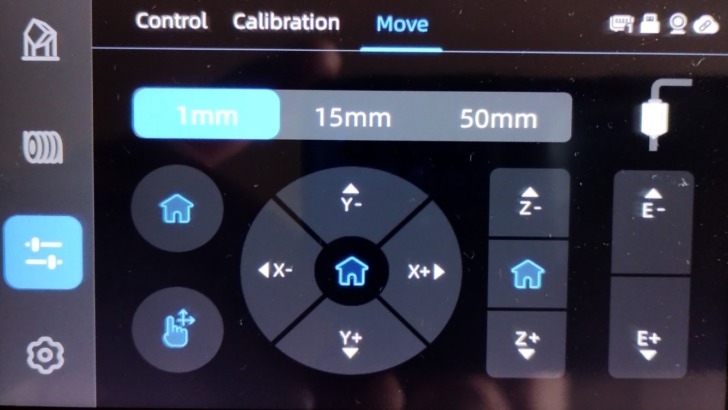
- Déplacements des axes (uniquement hors impression)
Attention à la logique des boutons pour l’axe Z : (Z-) monte le plateau et (Z+) le descend
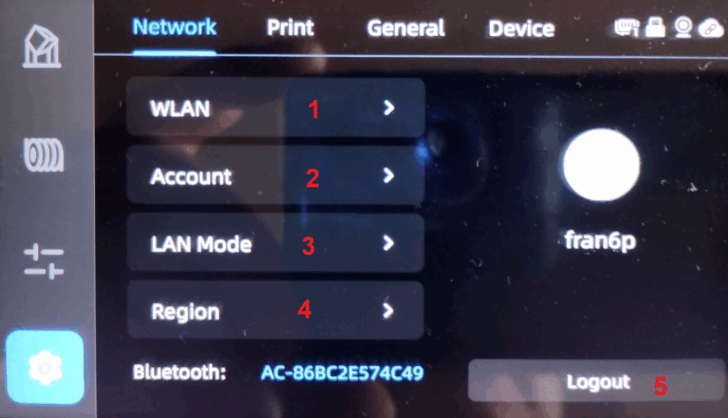
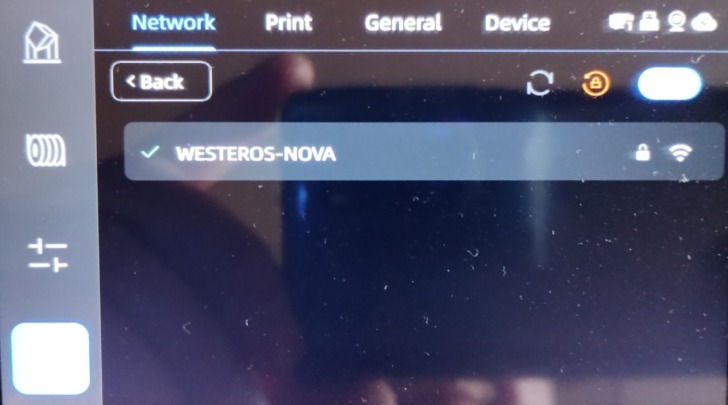
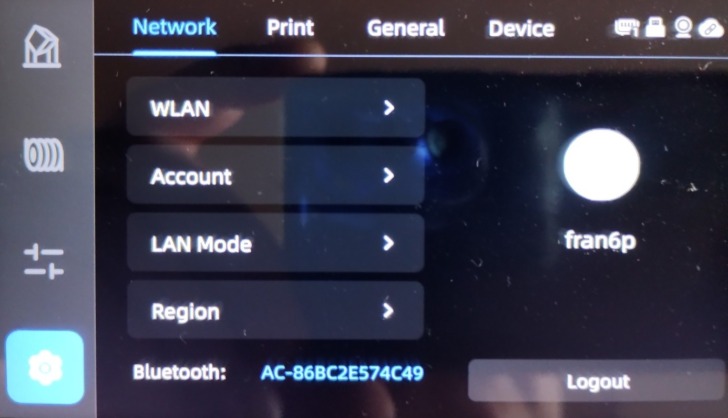
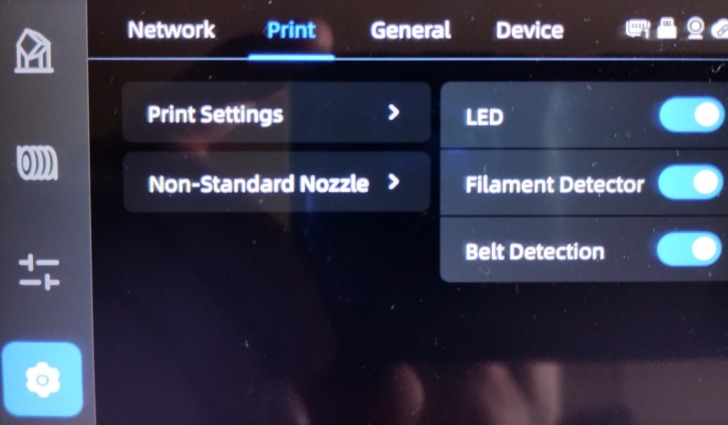
Le bouton (4) concerne les paramètres généraux via quatre onglets :
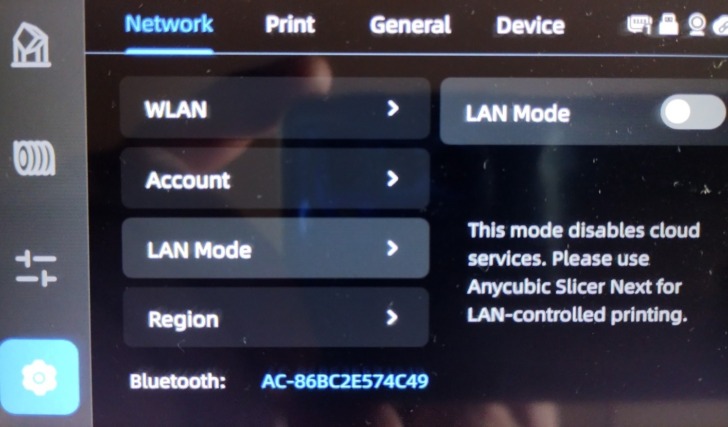
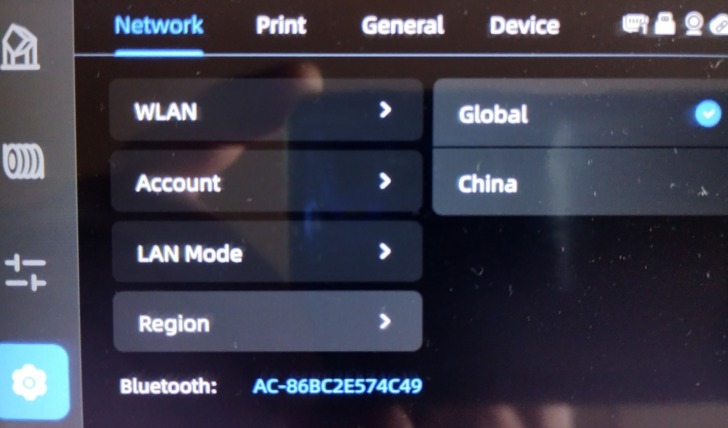
- Réseau (Wifi, compte, mode LAN, région)
- L’activation du mode réseau local désactive l’association de l’imprimante du Cloud Anycubic ainsi que l’utilisation via smartphone. L’imprimante reste pilotable via le trancheur Anycubic Slicer Next
- Imprimante
- Activation / désactivation de la lumière interne, du détecteur de fin de filament, détection de courroies (je n’ai pas trouvé encore à quoi ça sert !)
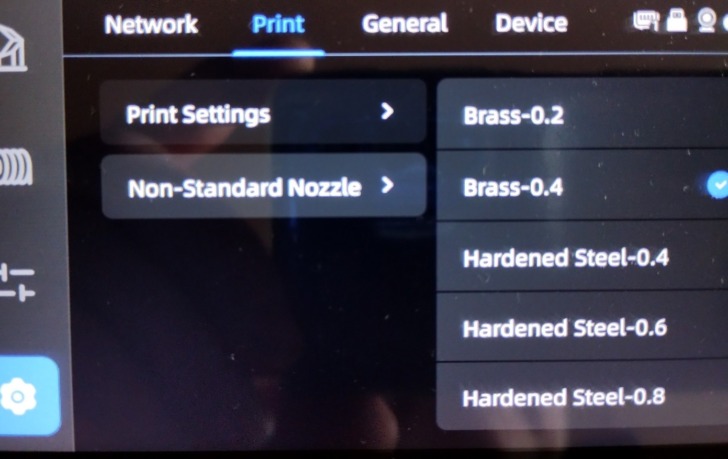
- Choix du type de buse (matériau, diamètre). Ces choix sont désormais sélectionnables depuis la version 2.4.8.3 du firmware (actuellement au 15/04/25 en version 2.5.1.6)
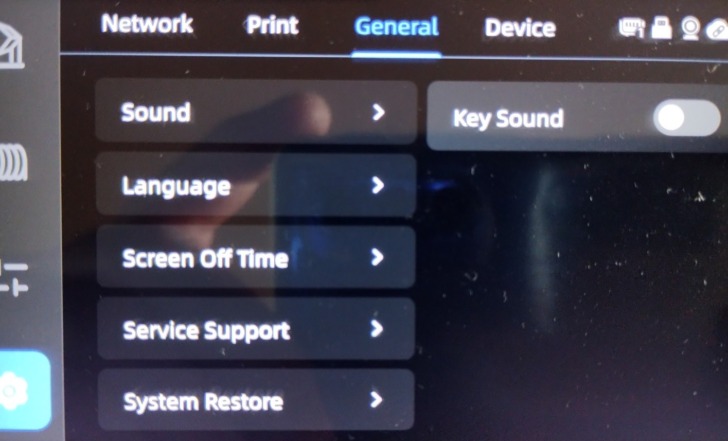
- Général accède aux réglages matériels
- son lors de la manipulation de l’écran,
- langue,
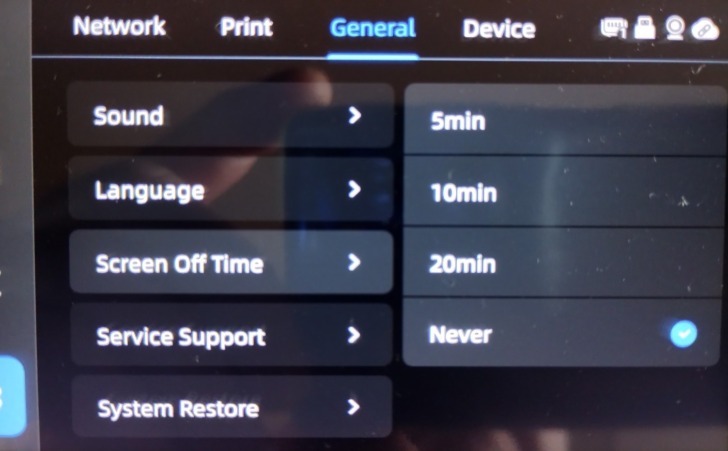
- durée de veille de l’écran,
- accès au SAV,
- restauration du système
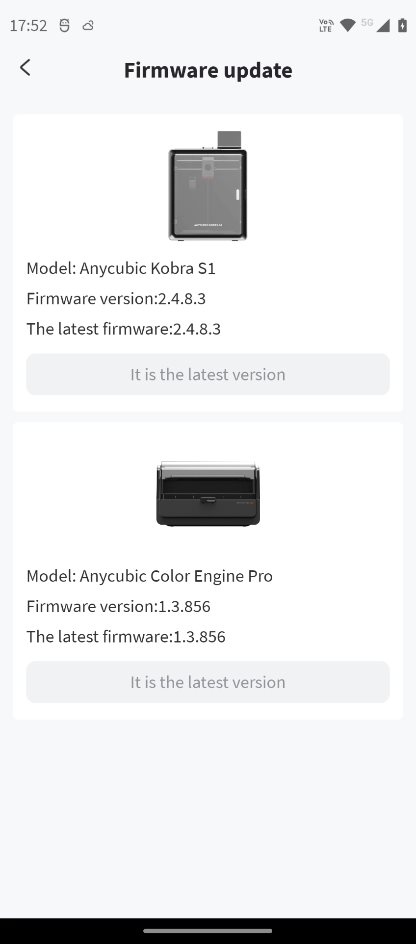
- Périphérique accède aux informations de version de la Kobra S1, de l’ACE Pro et du code CN (utilisé si le QRCode est non fonctionnel pour appairer le matériel au Cloud Anycubic)
- Quand une mise à jour est disponible (Kobra S1 ou ACE Pro), un symbole apparait dans le numéro de version. On peut alors procéder à celle-ci (téléchargement OTA, installation, extinction / allumage matériel)

Kobra OS
Le système est actuellement fermé. Aucun accès n’est disponible (SSH, ADB) pour aller regarder de quoi il est composé. Ce sont donc des suppositions de ma part.
Anycubic s’est probablement basé sur le développement du système réalisé pour concevoir la Kobra3 (test réalisé par @PPAC).
Anycubic nomme son système d’exploitation KobraOS. Il est installé sur une carte, sous un cache en haut à droite, imprimante vue de face.
Le contrôleur de cette carte est un Soc Rockchip ARMv7 RV1106G3 mono-coeur. Sa mémoire vive (RAM) est en quantité très limitée (256 Mo, 2 Gbit). Le système d’exploitation utilise probablement un dérivé OpenWRT, OS plus adapté aux cartes embarquées.
Anycubic a réécrit le logiciel Klipper en langage Go (voir le GitHub de la Kobra 3, le code source de la Kobra S1 est annoncé pour le mois de juin). Pourquoi ce choix de langage ? Probablement lié au choix du Soc avec sa mémoire réduite, le Go étant réputé pour sa vitesse de traitement par rapport à Python.
Klipper n’a pas été réécrit en totalité en Golang, certaines fonctionnalités de l’écosystème Klipper « Vanilla » ne sont pas disponibles. Il n’y a par exemple pas de gestion fine du nivellement adaptatif (nivellement réalisé uniquement sur la zone imprimée, pas sur l’ensemble du plateau).
Les choix réalisés par Anycubic, rendent l’évolution / amélioration du système compliquée. Certains modules, en particulier la gestion de la jauge de pression (cs1237) sont propres à Anycubic.
Contrairement à d’autres constructeurs utilisant une variation de Klipper basée sur Python, il sera difficile d’installer le véritable écosystème Klipper et de bénéficier des nombreuses « extensions » existantes : KAMP, Shake&Tune, Gcode shell command, Klipperbackup, TMCautotune, etc.
Comparer les prix de la Kobra S1 Combo
Autres impressions en PLA
Après ce détour sur l’écosystème, on reprend les impressions réalisées avec cette Anycubic Kobra S1.
Tests de calibration
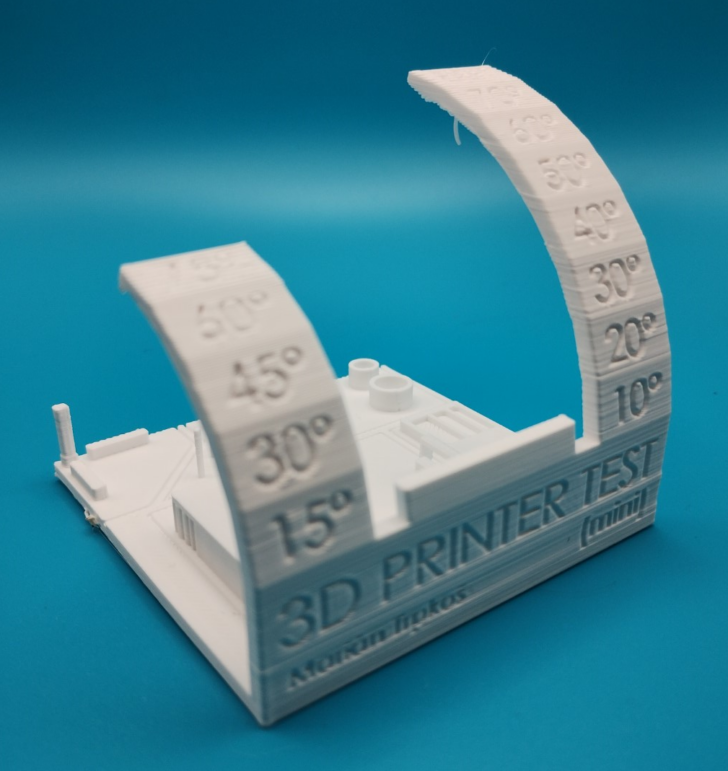
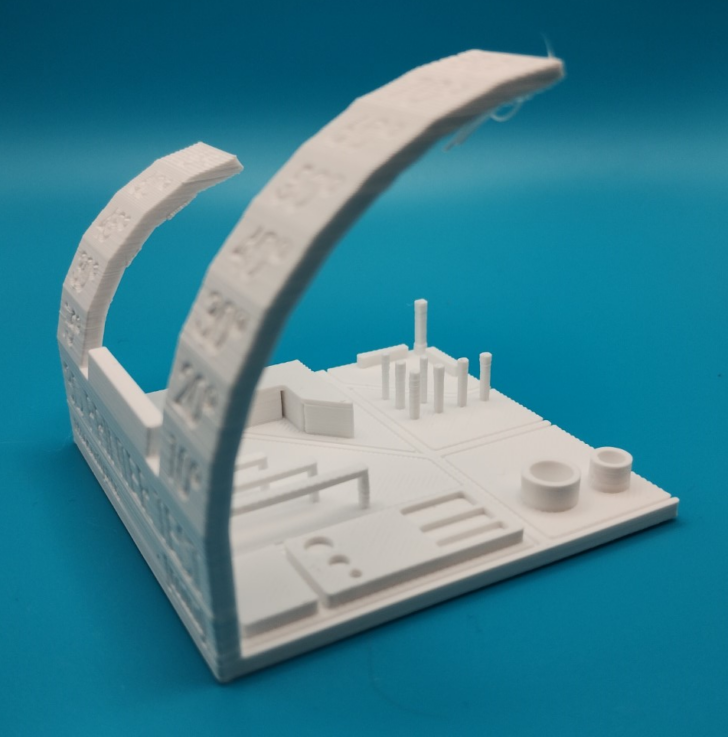
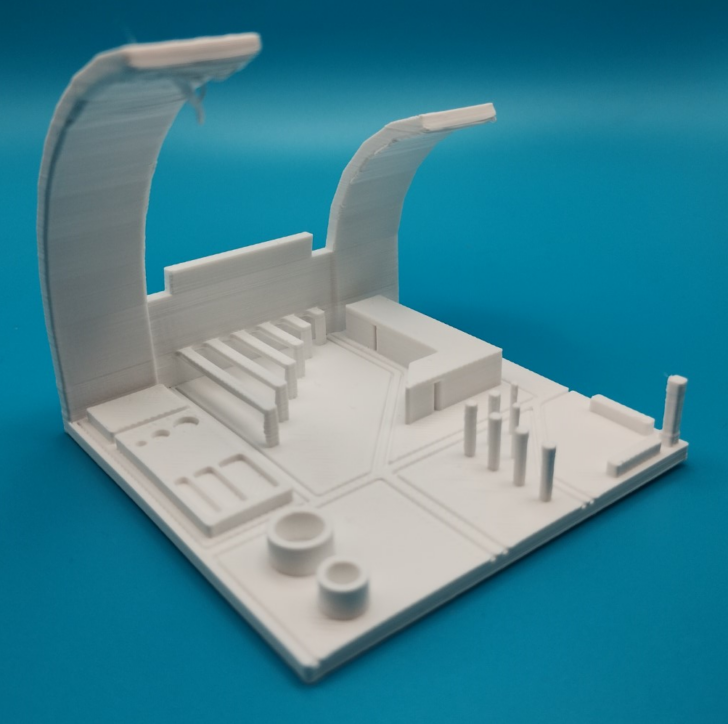
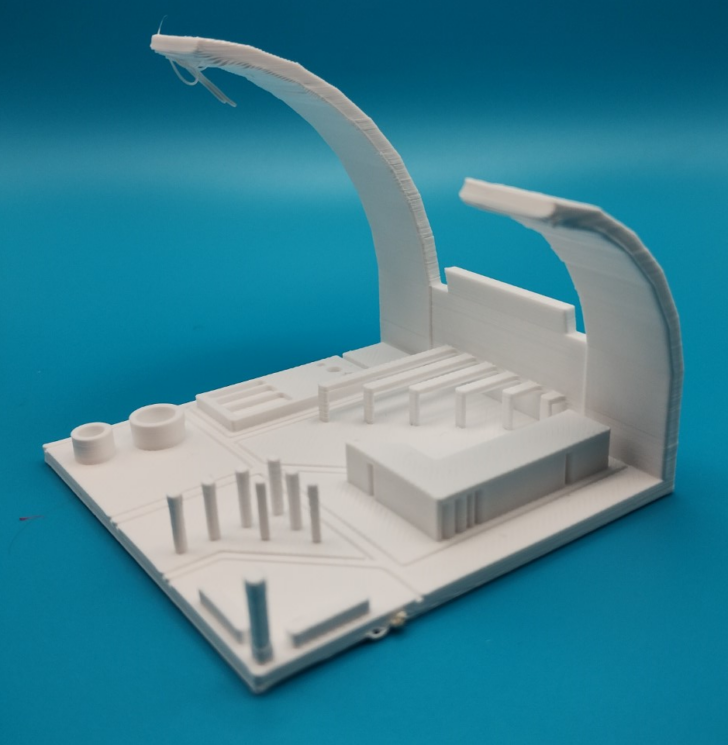
Via ces tests, il s’agit de vérifier que l’imprimante d’origine est capable de sortir des pièces d’une bonne qualité.
Dans un premier temps, j’utilise les profils de tranchage proposés par le trancheur d’Anycubic sans les modifier afin de voir si le constructeur a bien fait son travail.
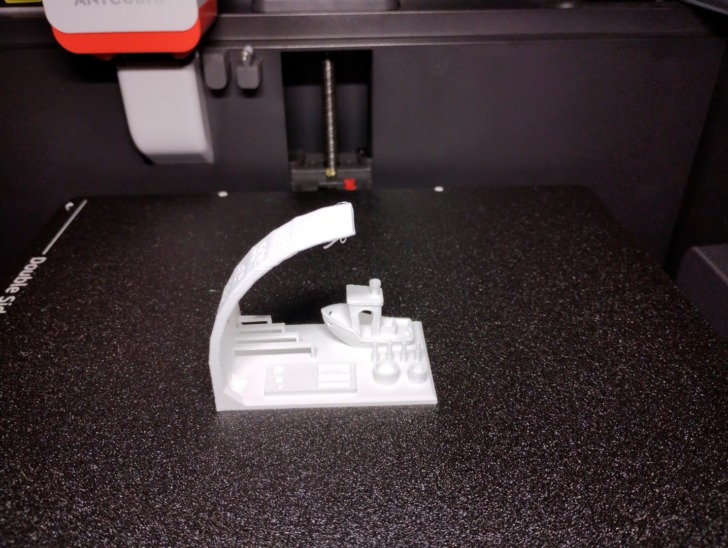
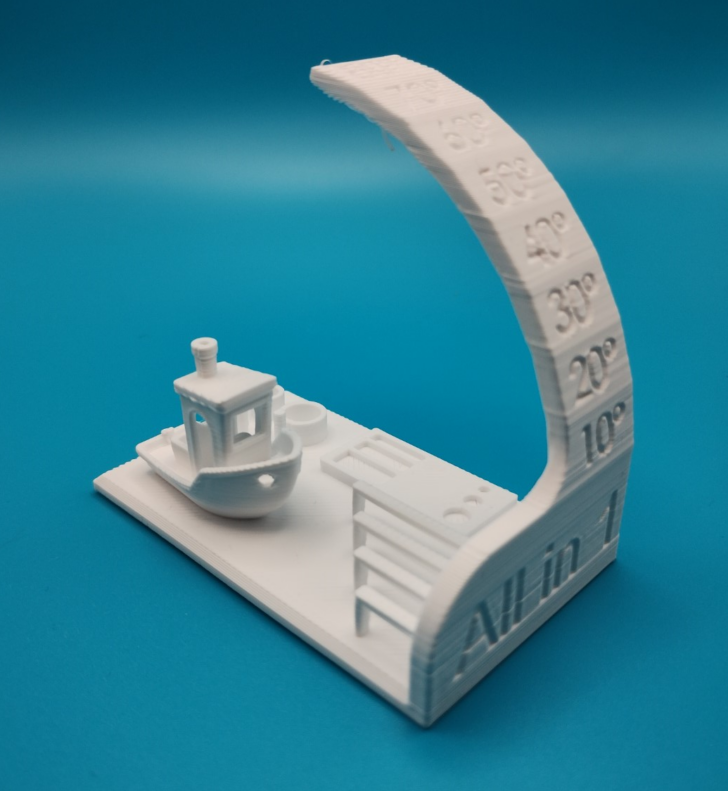
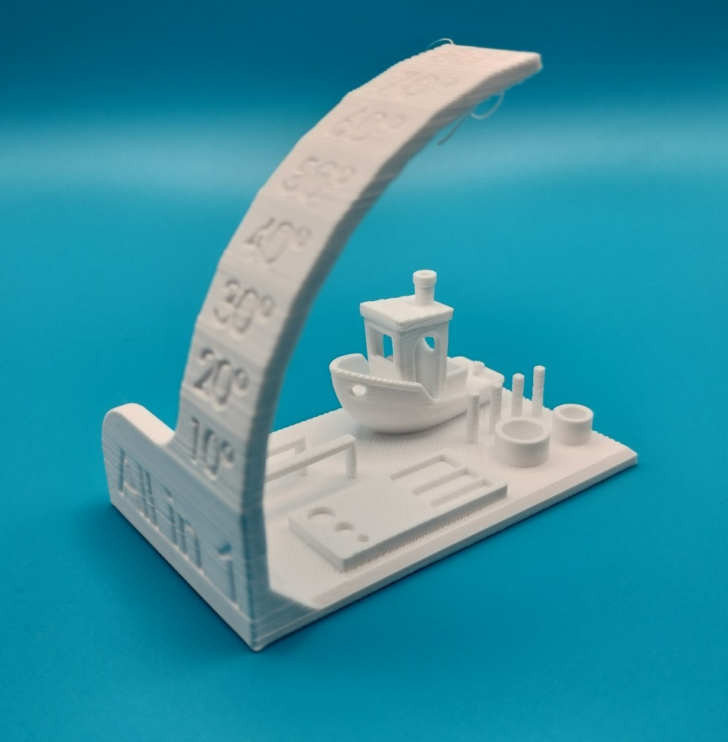
Test tout-en-un Kickstarter
Liens : Kickstarter et le Github pour les explications des mesures à effectuer.
Imprimé avec du PLA Anycubic Bright White (bobine carton, puce RFID).


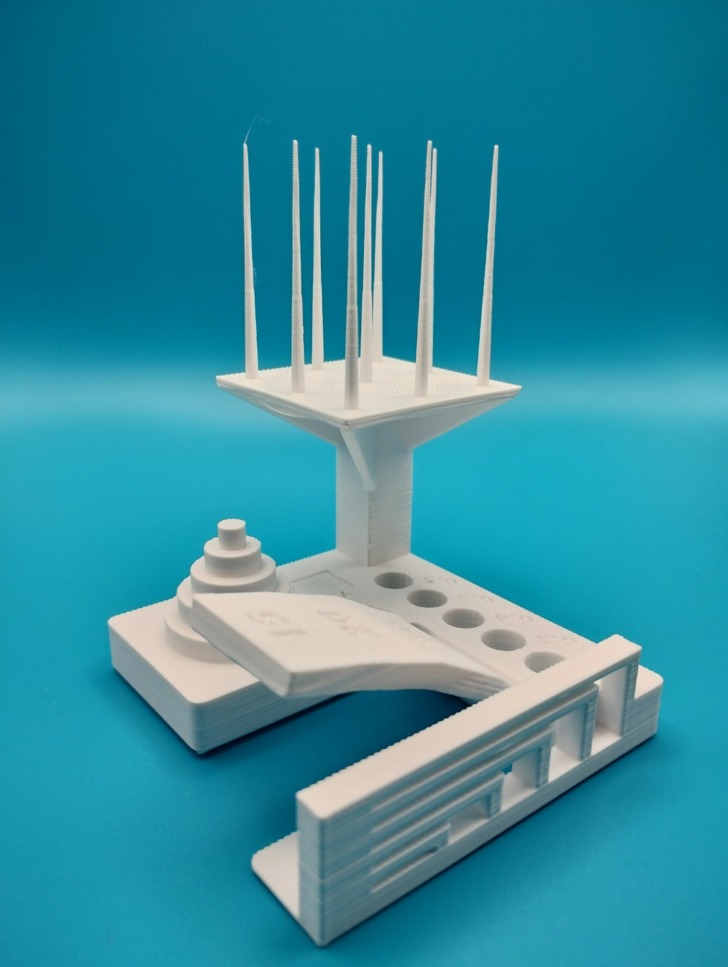
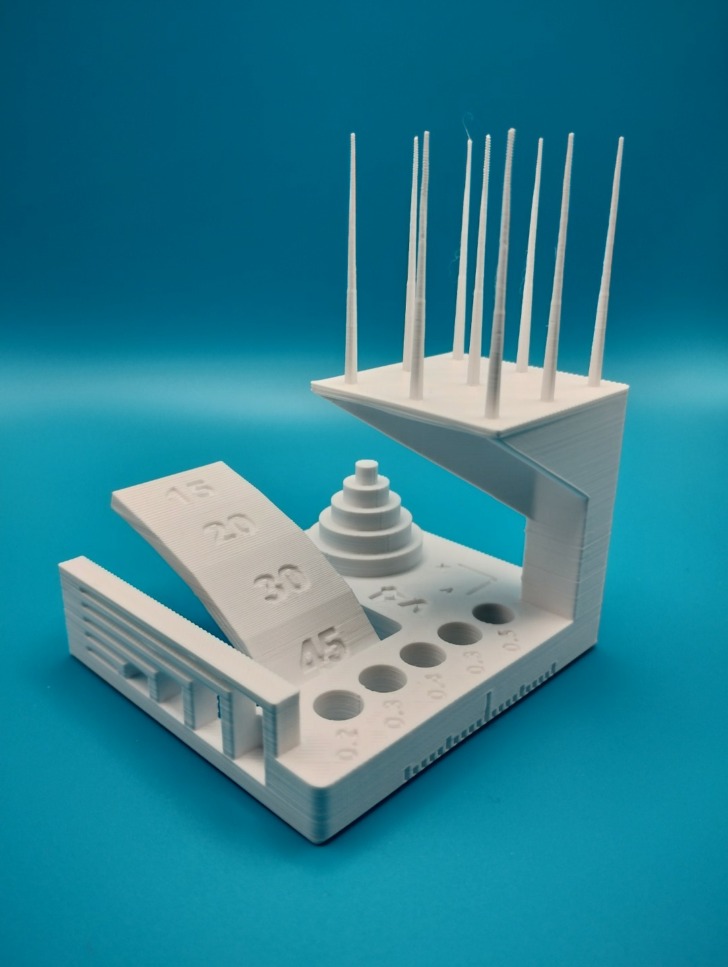
Ce test obtient la note de 28/30
Détails
Précision dimensionnelle : 4/5 (0,159 moyenne des erreurs moyennes X et Y)
Contrôle fin du débit : 5/5
Retrait des cylindres : 5/5
Surplombs : 4/5
Pontages : 5/5
Résonance XY : 2,5/2,5
Alignement axe Z : 2,5/2,5
Autres tests tout-en-un
Liens : All-in-one, All-in-one light, Cube, Voiturette de golf, Dodecagone
Filaments : PLA Anycubic Bright White, Anycubic Rouge Vif, Ziro Noir diamant


Toaster
Lien : Torture toaster
Imprimé avec du PLA Ziro Noir diamant (à noter que ces bobines sont livrées avec un sac refermable, un échantillon de 5 m de filament et 5 m de filament de nettoyage).



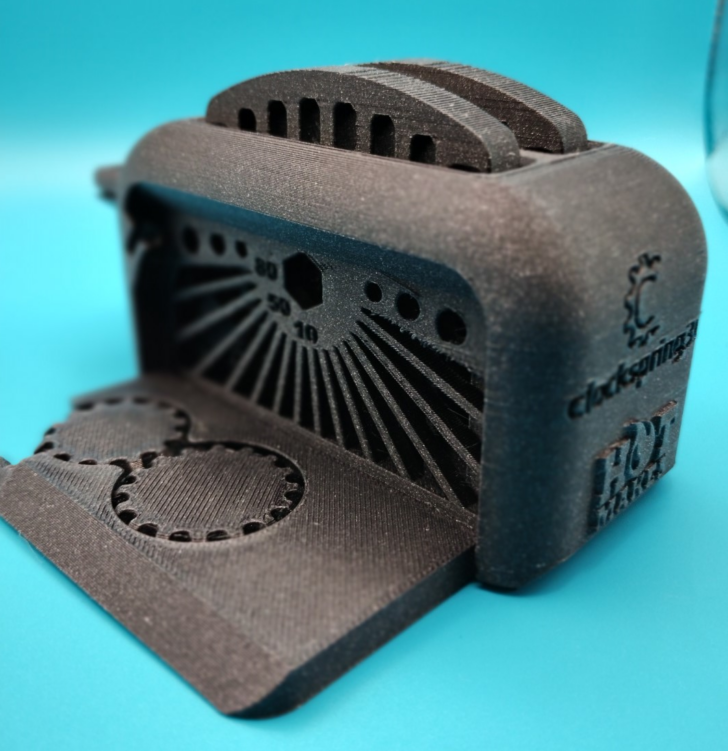

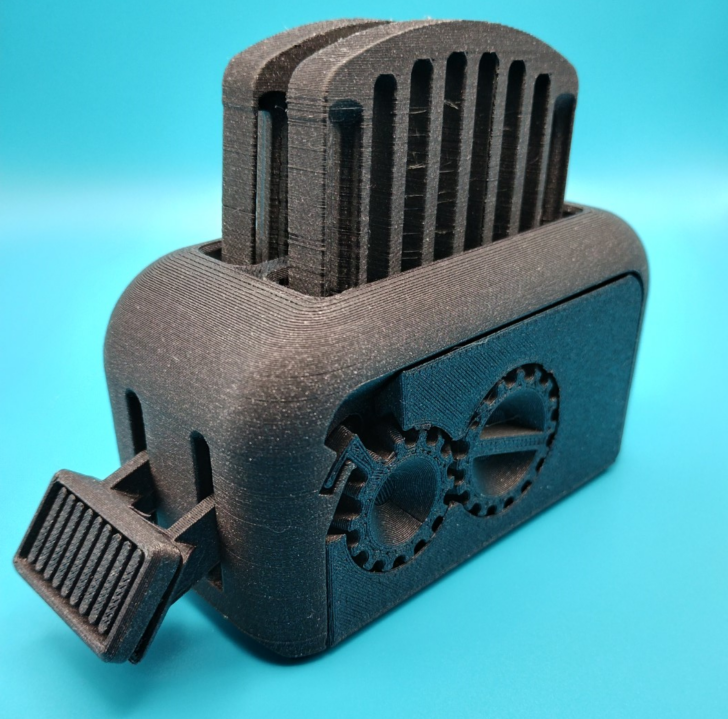
Dans l’ensemble, les résultats de ces différents tests de calibration sont très corrects.
Tests de calibration du trancheur
Le trancheur Anycubic Slicer Next permet d’affiner diverses calibrations via le menu dédié (plus d’informations sur le Wiki d’Orcaslicer) :
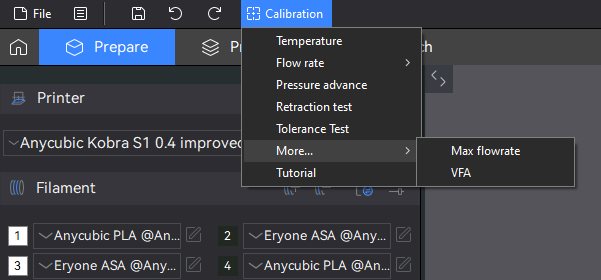
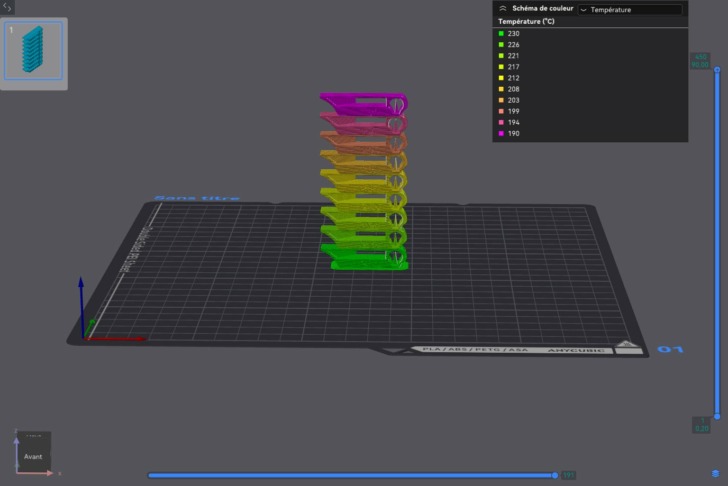
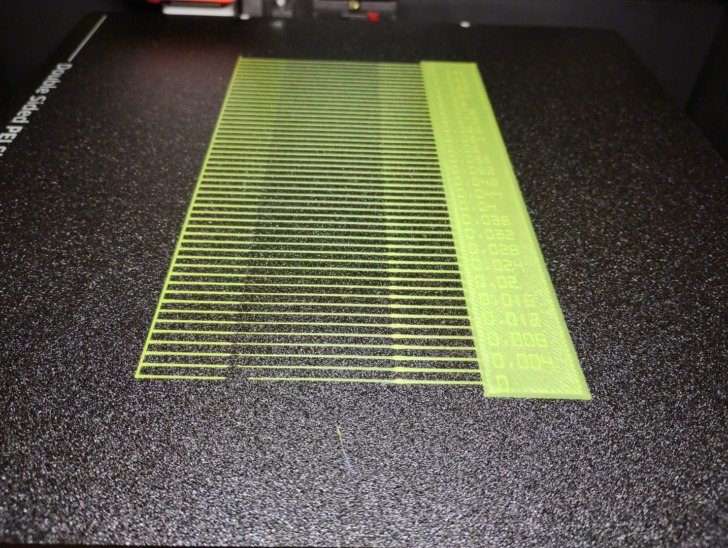
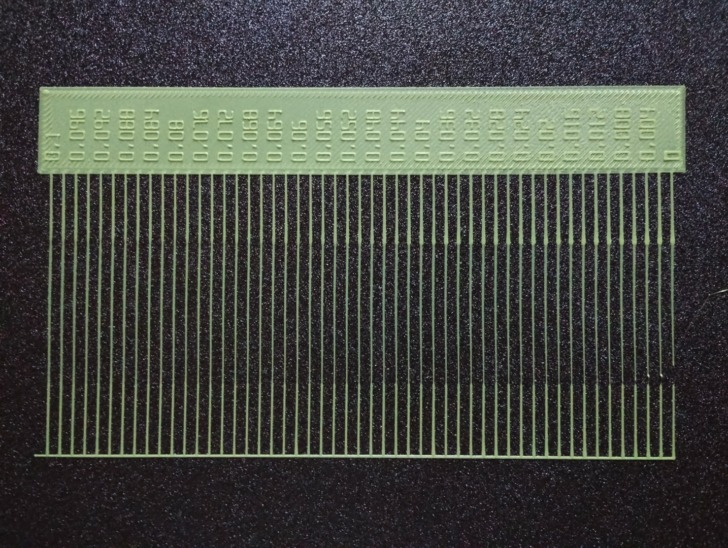
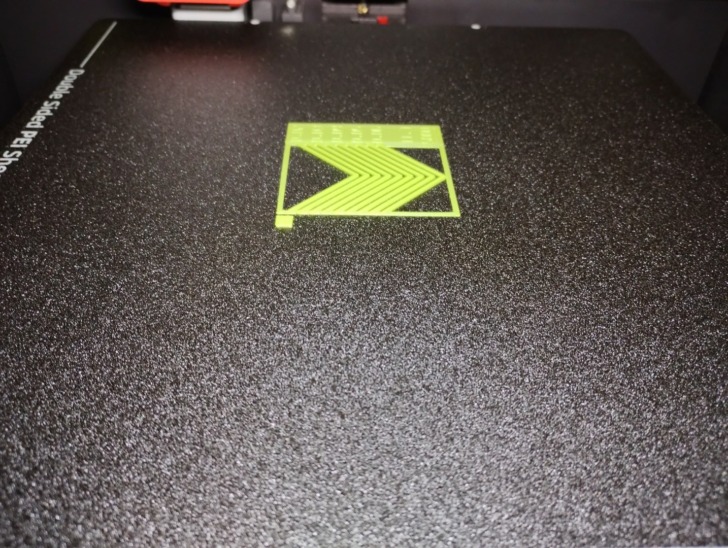
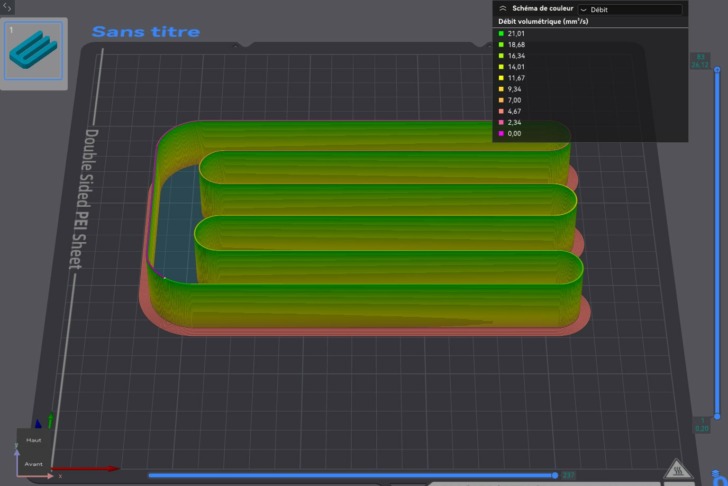
Pour tout nouveau filament (marque, type), je réalise une tour de températures, un test de débit (Flow rate), le test d’avance à la pression (Pressure advance) et celui du débit maximal (vitesse volumétrique maximale ou MVS en anglais (ce paramètre du trancheur (Profil filament) limite les vitesses d’impression à ce que peut effectivement débiter la tête) … de temps en temps, j’y ajoute un test de tolérances.
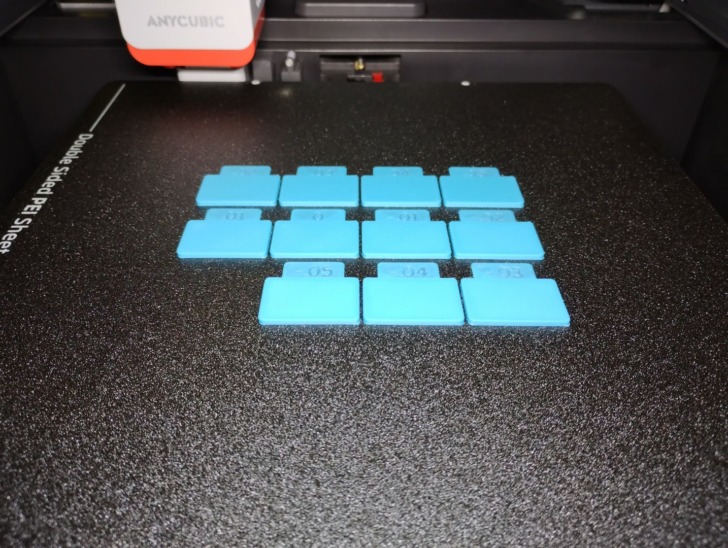
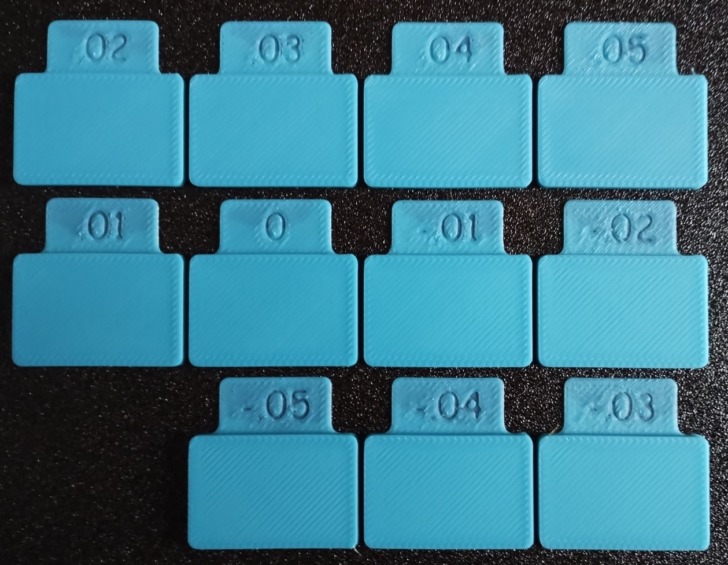
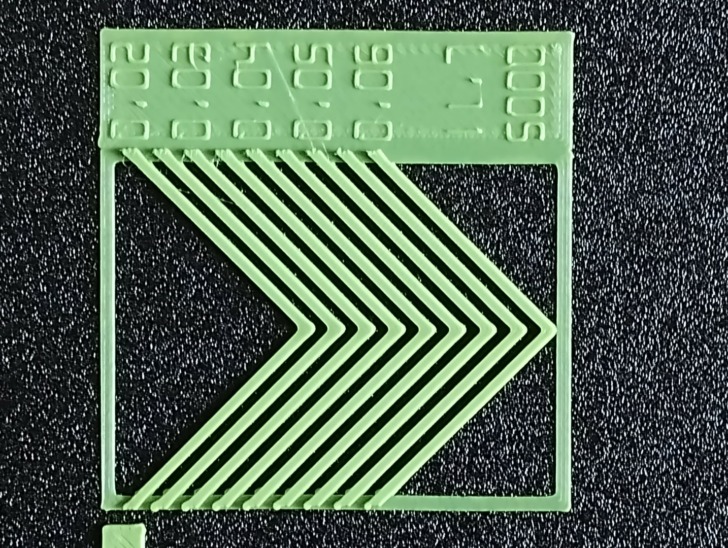


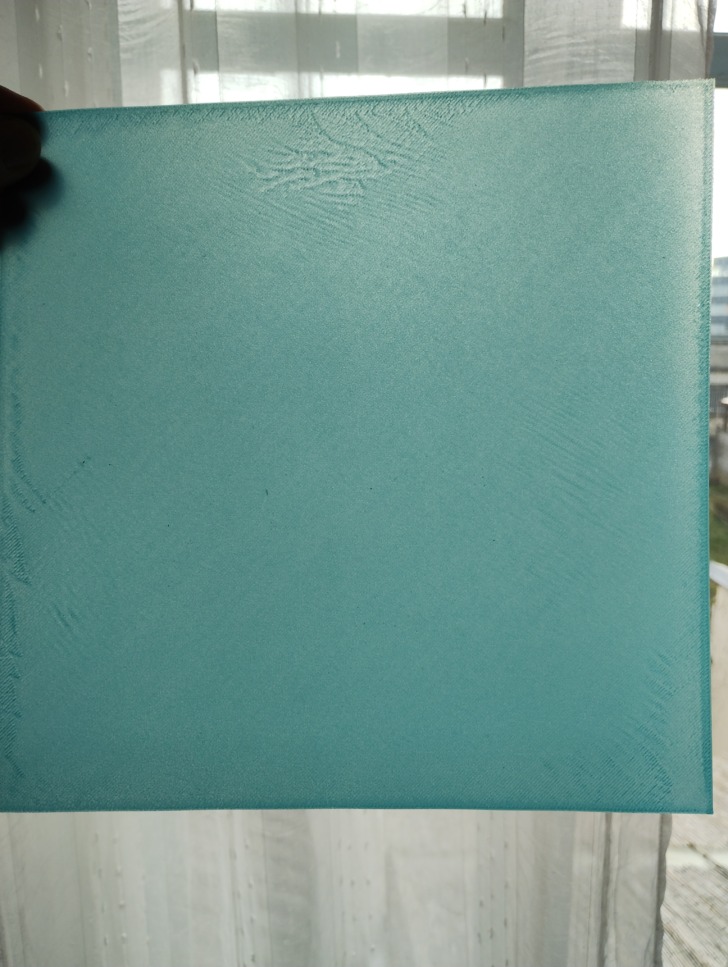
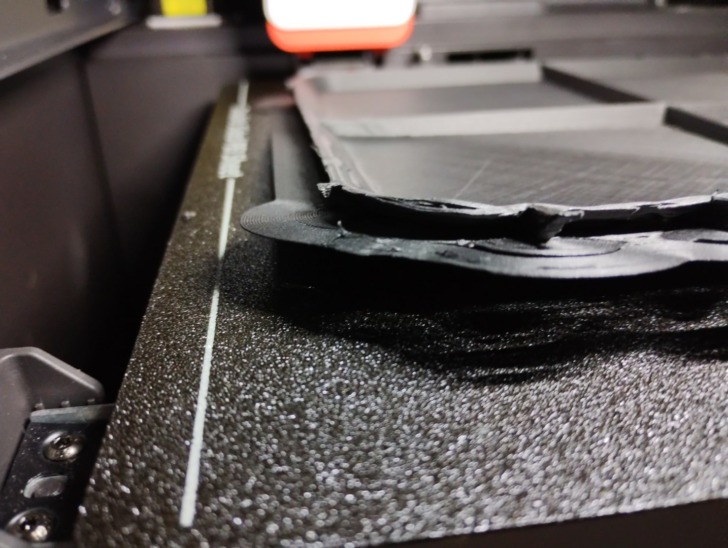
Un dernier test permet de vérifier le système d’autonivellement : un carré de 250 x 250 mm d’une seule couche. Les lignes d’impression sont bien fusionnées mais il y a un léger problème de nivellement vers le côté gauche et l’arrière centre du plateau (effet de vagues = buse trop proche du plateau) :

Encore du PLA
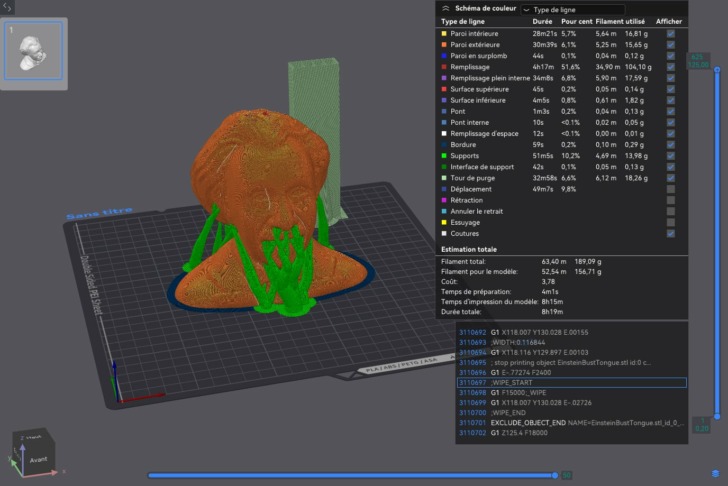
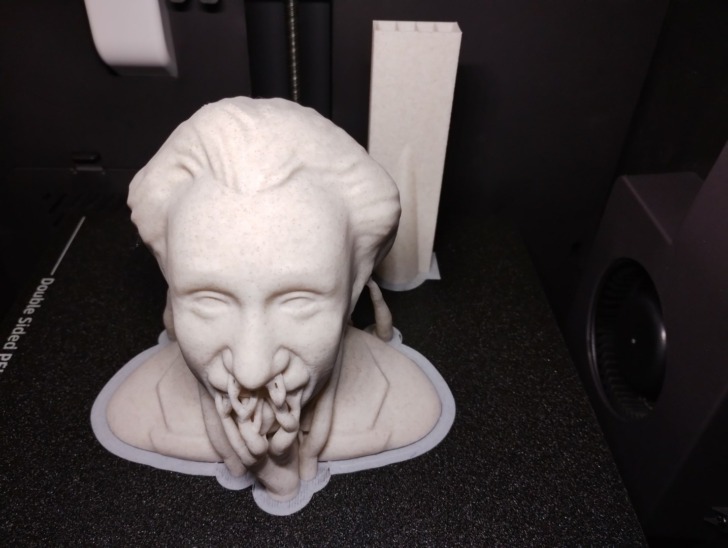
Buste d’Einstein
Lien : https://www.printables.com/model/557913-albert-einstein-bust
Filament : PLA Ziro Blanc paille

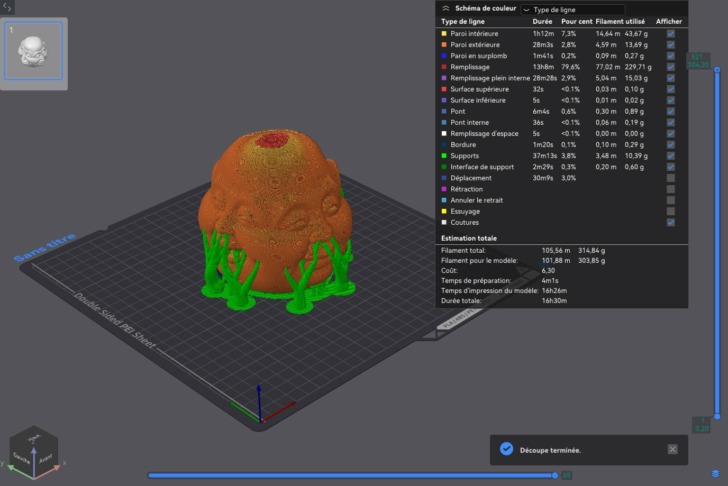
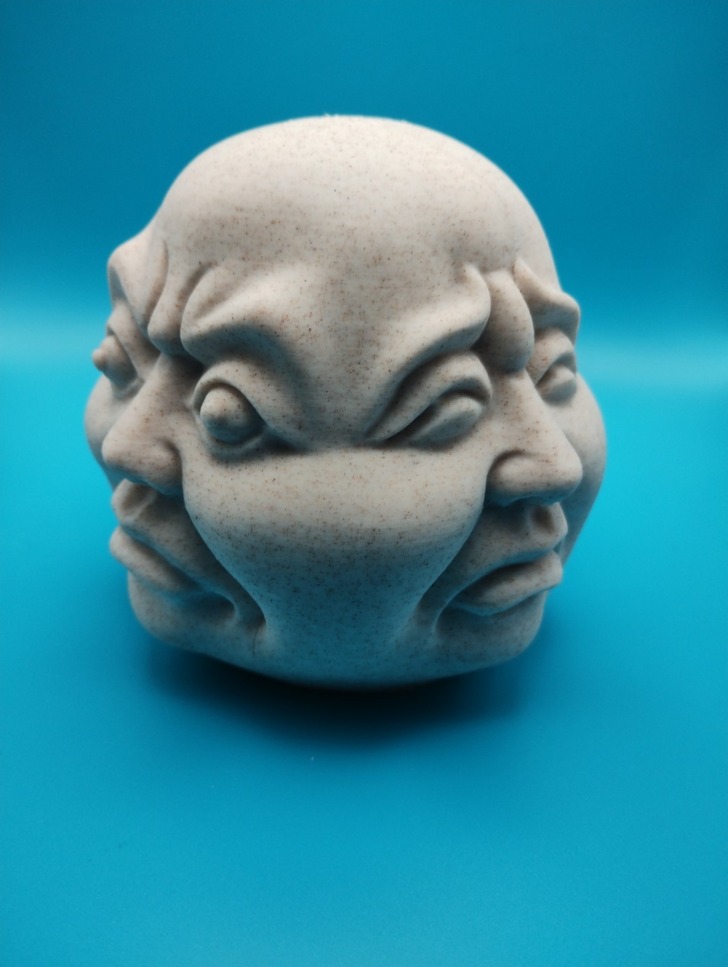
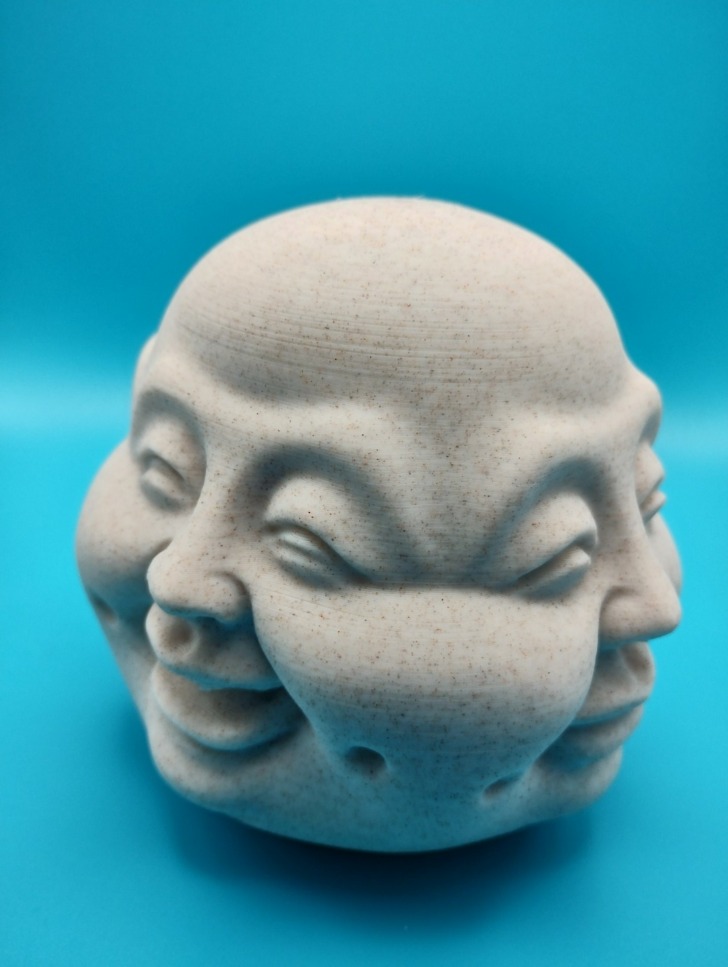
Bouddha quatre faces
Lien : https://www.myminifactory.com/object/3d-print-four-face-buddha-103244
Filament : PLA Ziro Blanc paille

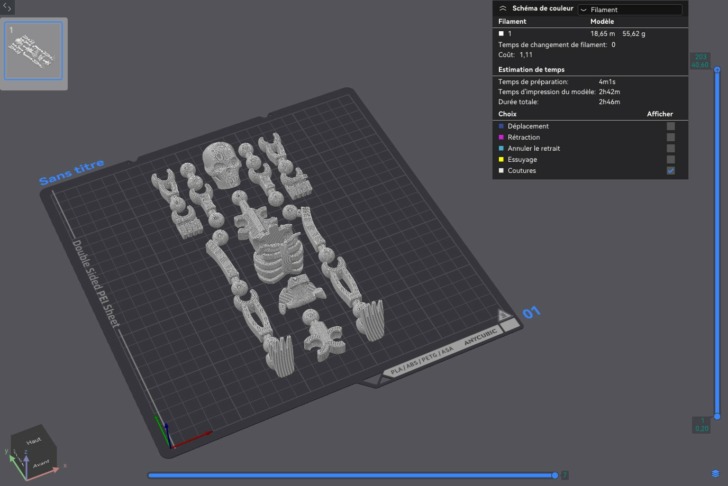
Squelette articulé
Lien : https://www.printables.com/model/1058175-poseable-skeleton-army
Filament : PLA Ziro Blanc paille
Lors de l’impression, un des pieds s’est décroché du plateau. Cela a été l’occasion de tester le retrait d’une pièce (Exclude objet) via l’écran tactile. Malgré ma vue pas au top et mes gros doigts, j’ai tout de même réussi à viser la pièce à ne plus imprimer (l’écran mesure 4,3 pouces, la vignette de l’image est vraiment petite sur 1/6ème de l’écran).
A noter qu’une fois la pièce exclue, la buse vient à chaque couche se nettoyer avant de continuer l’impression.


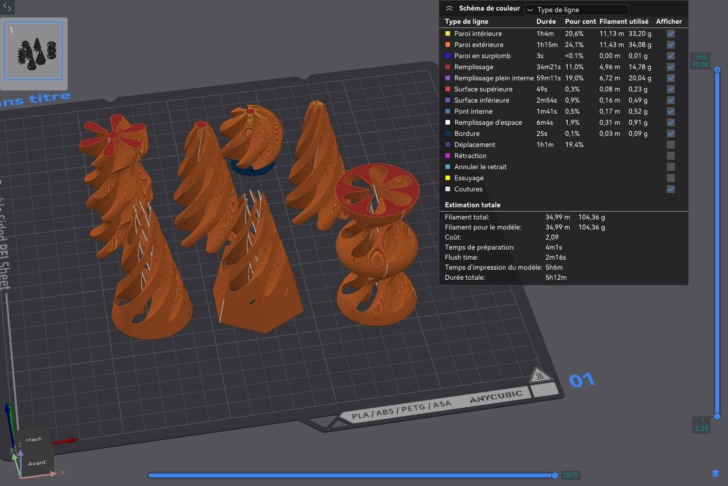
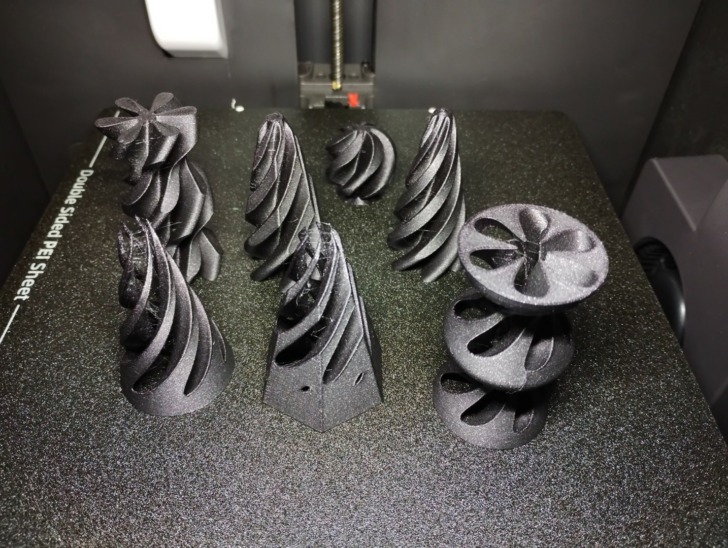
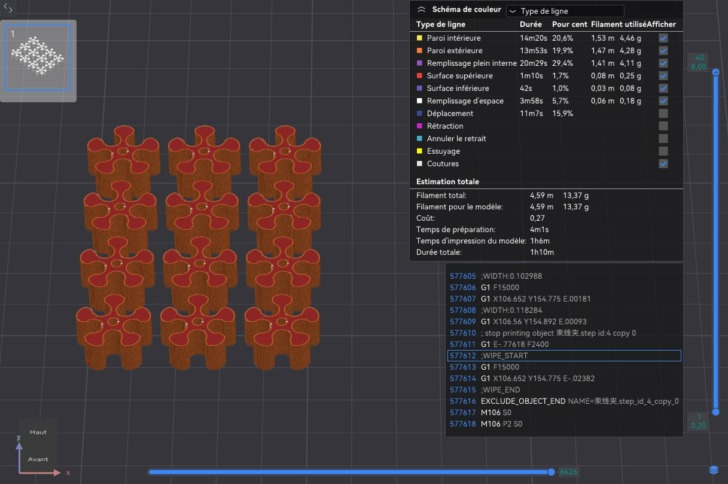
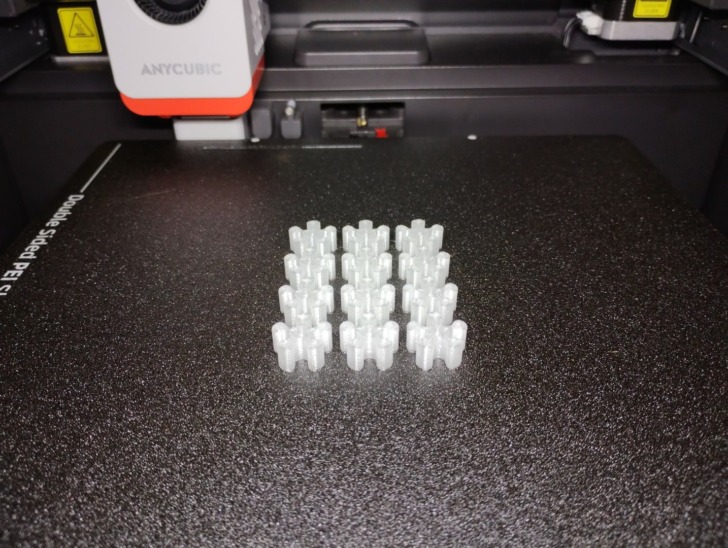
Fidget
Lien : https://makeronline.com/en/model/Spiral%20fidgets/73953.html
Filaments : PLA Anycubic Jaune vif + Noir


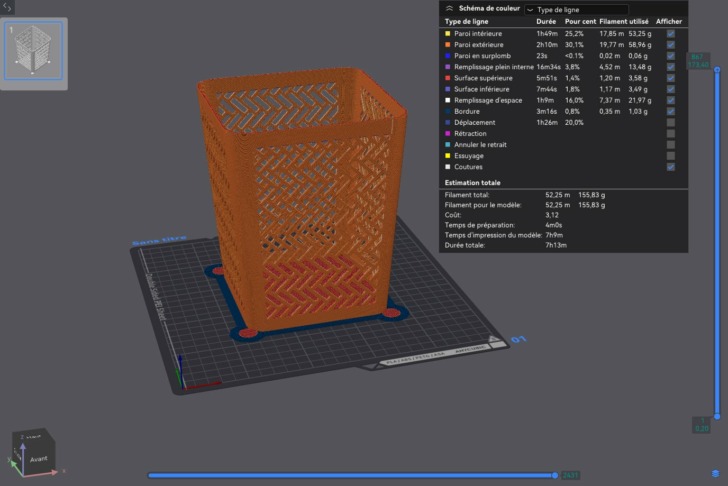
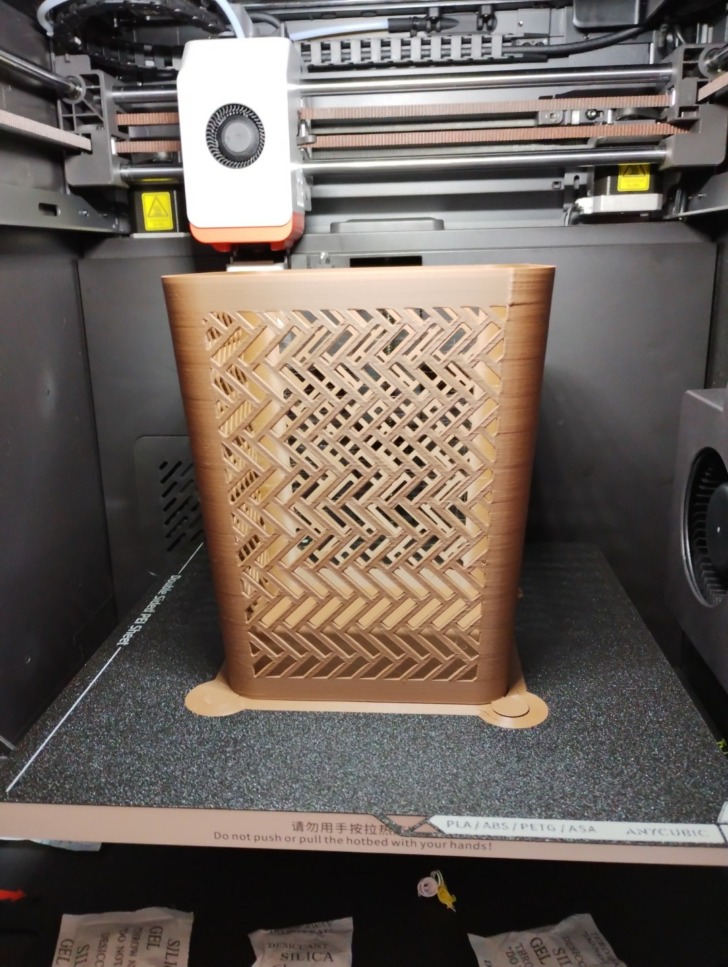
Poubelle chutes de filament
Lien : https://makerworld.com/en/models/381588-see-through-herringbone-waste-baskets-storage-bins
Filament : PLA Overture Mat Chocolat (bobine de plus de quatre ans, passée au séchage dans un Creality SpacePi double puis continuée à sécher dans l’ACE)

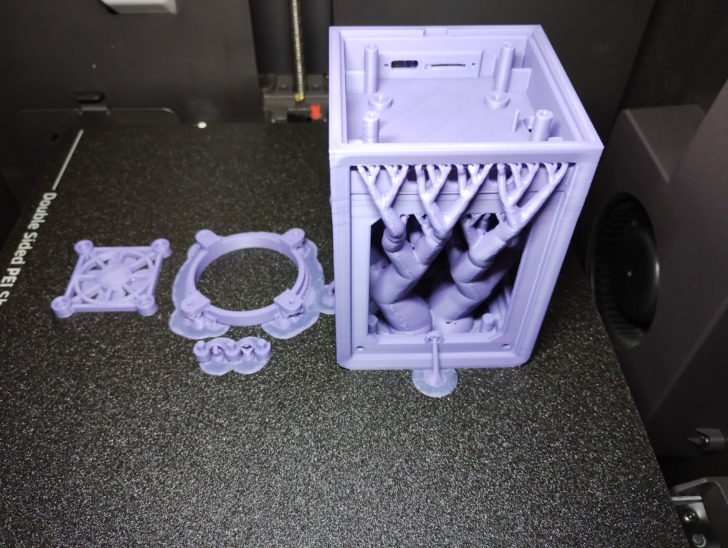
Mystery box
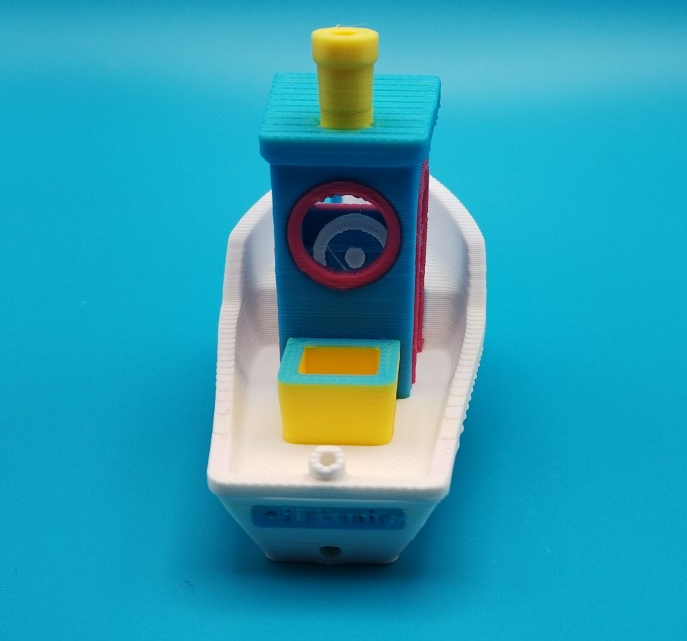
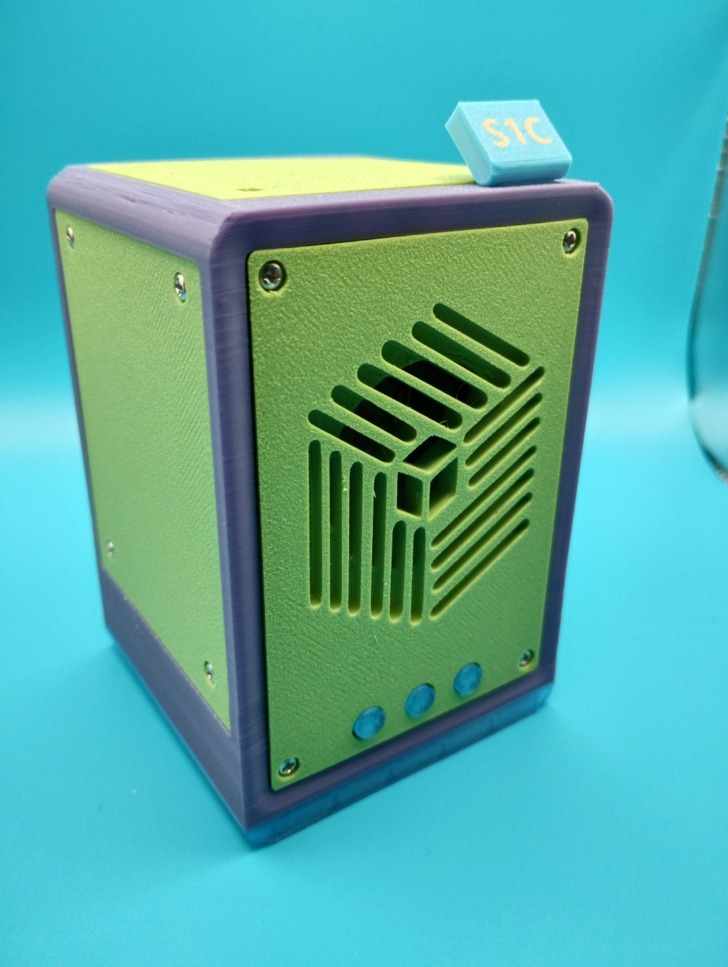
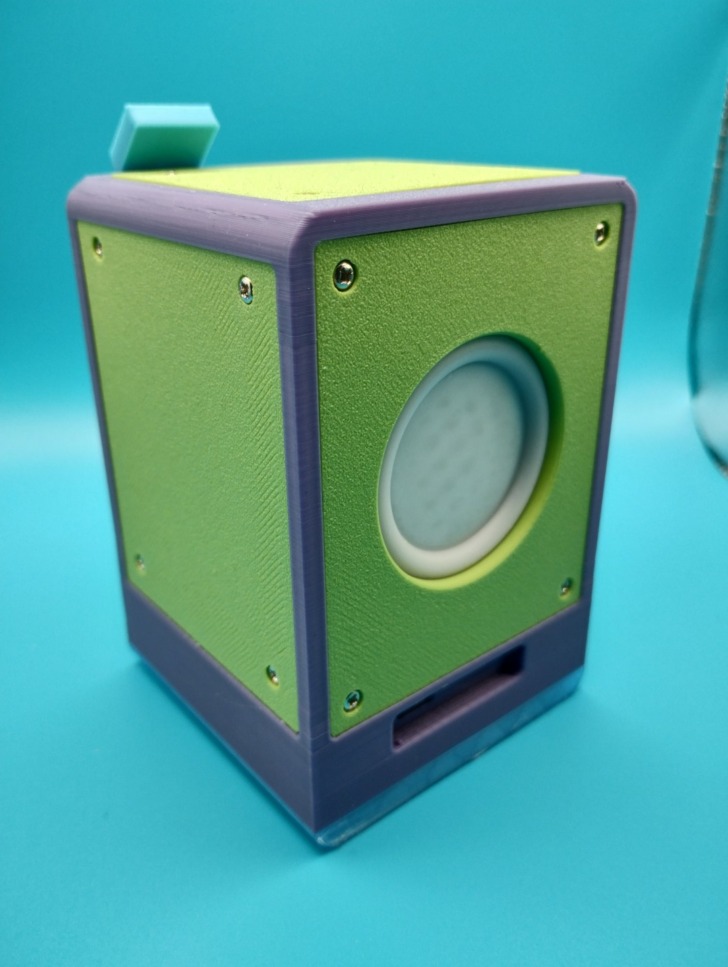
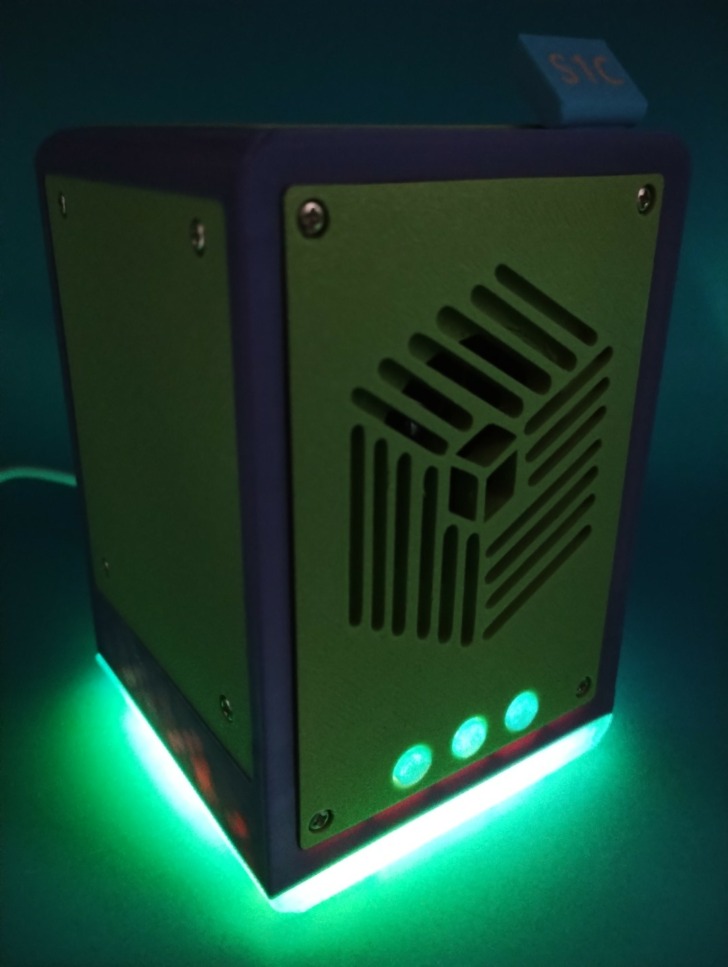
Lien : Anycubic Kobra S1 Combo Speaker Kit Model (livrée comme cadeau avec les 1000 premières Kobra S1 Combo)
Filaments : PLA Anycubic Pantone
Anycubic propose plusieurs kits créatifs. La boite en carton contient les éléments électroniques permettant de fabriquer une enceinte Bluetooth après en avoir imprimé les différentes parties. Un manuel de montage ne serait pas superflu. Même si ça ne vaut pas une vraie enceinte, le son n’est finalement pas si mauvais.


Impressions multicouleurs
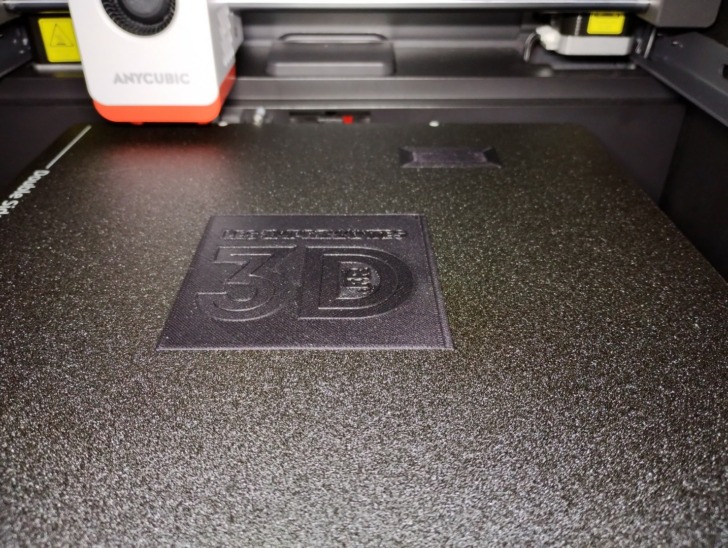
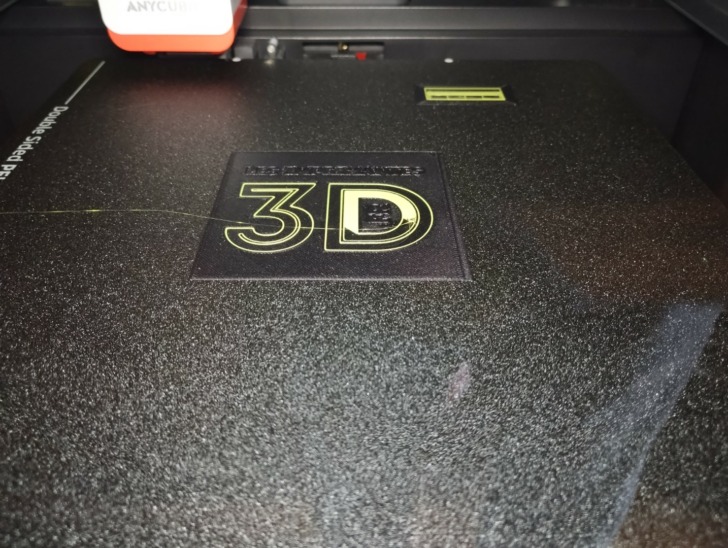
Logo du site Lesimprimantes3D
Lien du modèle (@PPAC)
Filaments: PLA Anycubic gamme Pantone
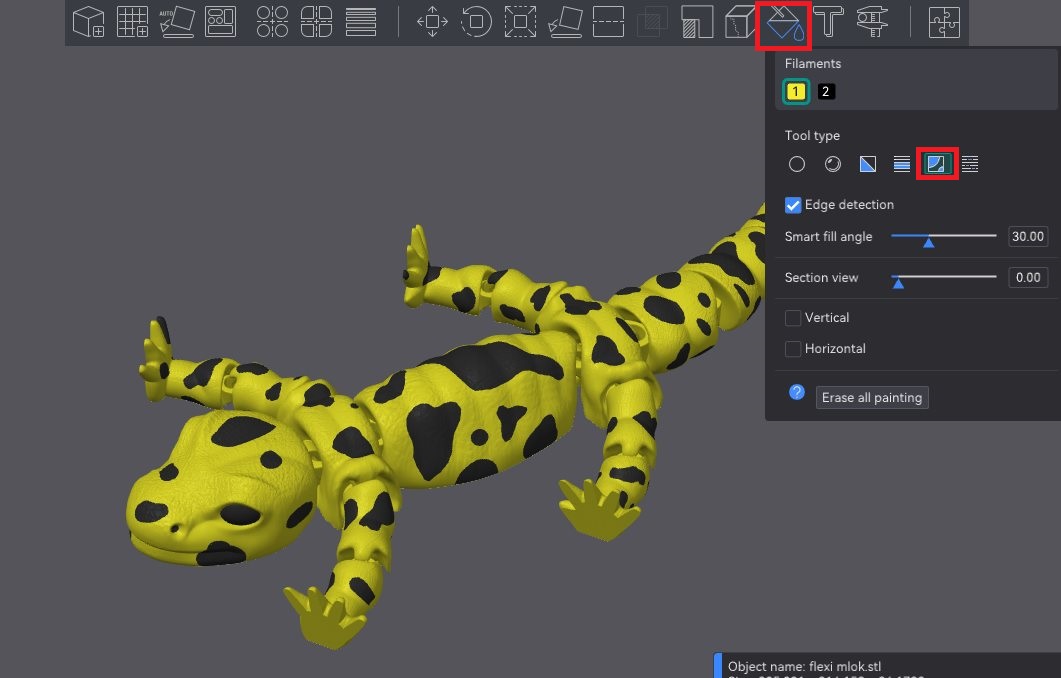
Salamandre
Lien: https://makeronline.com/en/model/Flexi Salamander/24504.html
Filaments : PLA Ziro Noir diamant, PLA Anycubic Jaune
Le modèle a été mis en couleur via la fonction de peinture du trancheur Anycubic Slicer Next.




Chromaphanes
Pour changer des Hueforge. Qu’est-ce qu’un chromaphane (lien). Je n’ai testé qu’avec deux couleurs (du rouge à la place du magenta aurait été préférable) avec cette création.

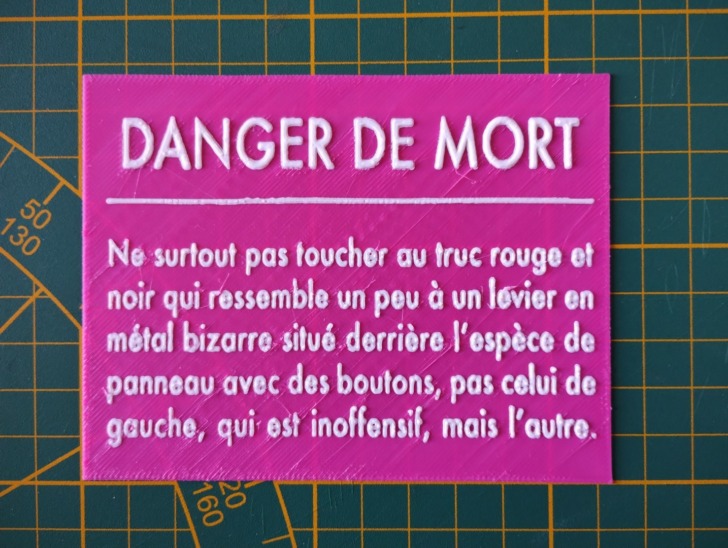

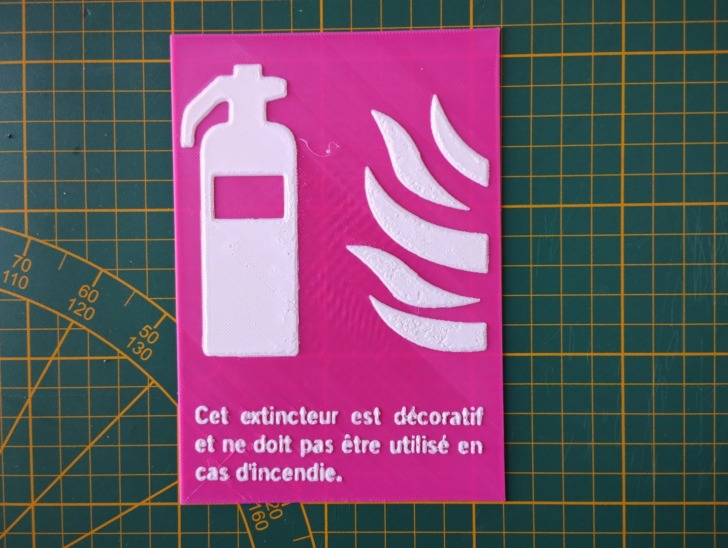
Colorisations via le trancheur
Ces impressions partent d’un dessin, passage dans Inkscape pour les vectoriser en jouant sur la « luminosité » afin d’obtenir des aplats de couleurs utilisables. Images SVG ensuite passées dans mon logiciel de CAO préféré (OpenSCAD) pour obtenir un fichier STL utilisable.
Elles sont ensuite mises en couleurs avec l’option « Peinture » du trancheur Anycubic Slicer Next.
On retrouve le logo du site, un panneau d’avertissement et mon avatar sur le forum.


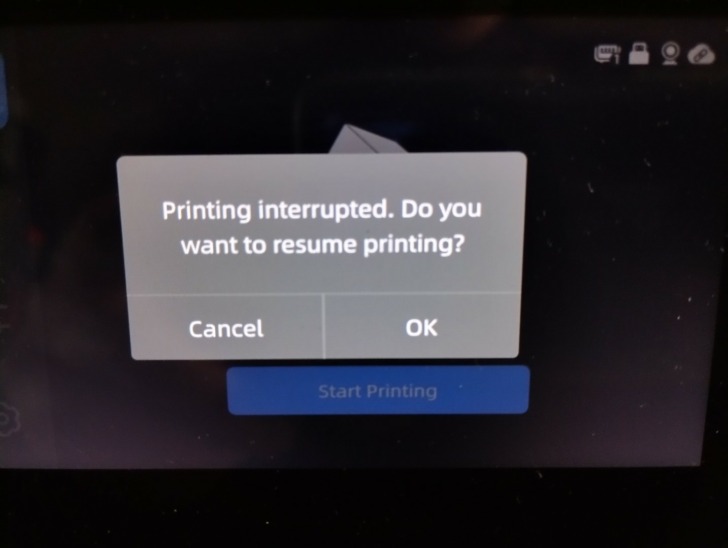
J’ai profité d’une impression multi-couleurs pour tester la reprise d’impression après coupure de courant. C’est fonctionnel (à condition de bien éteindre à la fois la Kobra S1 ET l’ACE, ce qui serait le cas lors d’une coupure de courant).
Au retour du courant, un message apparait sur l’écran, demandant si l’on veut reprendre l’impression ou l’annuler.
Si reprise, alors la tête coupe le filament puis le rétracte. L’ACE se « recalibre » afin de savoir où se trouvent les différents filaments. Nettoyage de la buse, remise en températures et finalement reprise de l’impression au début de la couche quand le courant a été coupé.
La reprise est visible sur l’impression finale car la tête repasse sur une partie déjà déposée. De plus, la buse étant restée chaude sur la pièce en cours d’impression au moment de la coupure, il y a une marque.


TPU 95A
Comme la plupart des changeurs automatisés de bobines concurrents, l’ACE n’est pas utilisable avec ce matériau souple.
Avant impression, le TPU a d’abord été séché durant six heures à 55°C dans un séchoir Creality SpacePi Plus. Le tube PTFE à l’arrière de l’imprimante relié au module répartiteur est déconnecté et l’ACE éteint. Le filament est introduit jusqu’à la tête après avoir pressé le levier de tension sur celle-ci pour le laisser passer.
À noter que mon vieux TPU bleu MaterialZ de CompoZan (testé avec la Creality Ender3 S1), bien que conservé en sac étanche avec du dessicant puis séché dans le SpacePi double, provoque beaucoup de filage.
Le TPU transparent est du Qidi TPU95A-HT neuf, séché comme le Compozan avant utilisation. Il s’imprime plus vite : MVS de 8 mm³/s que le Compozan plafonne à 3,2 mm³/s. Le profil utilisé est le profil standard « Anycubic TPU » modifié uniquement pour le paramètre MVS.
Paramètres d’impression :
- buse: 230°C
- plateau: 35°C puis 40°C
- pression advance (PA): désactivée
- rétraction : 0
Le TPU est un filament adhérant fortement au plateau, je retire les pièces de celui-ci juste à la fin de l’impression sans attendre que la température soit revenue à celle ambiante.
Bandes de roulement (projet en cours)
TPU Compozan vs TPU Qiditech
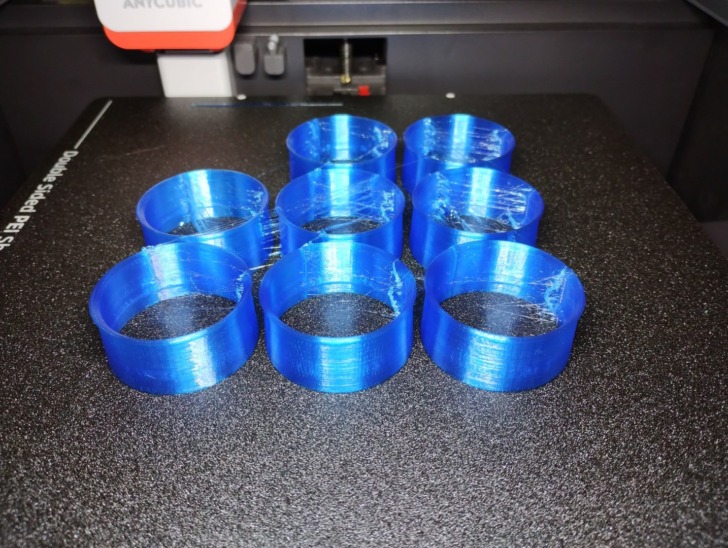

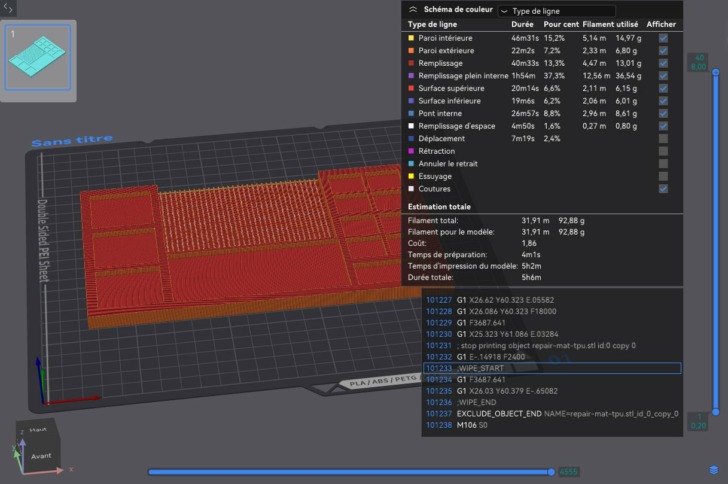
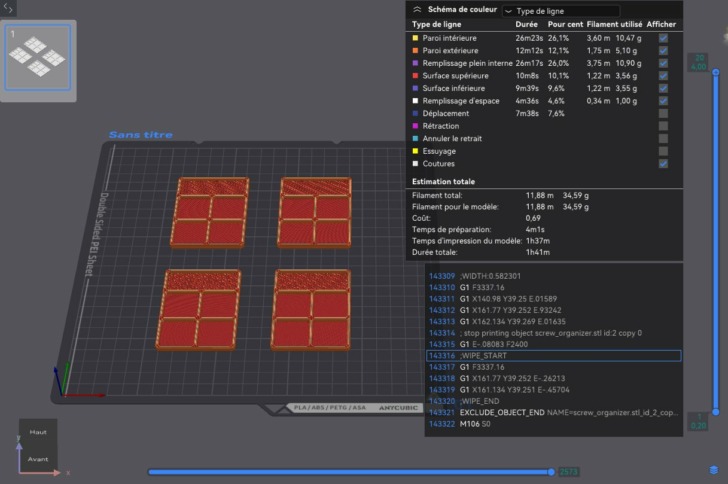
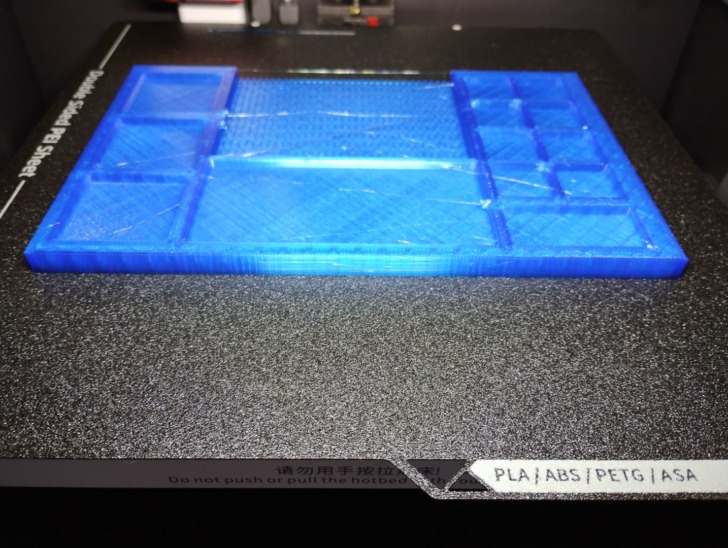
Tapis réparation / organiseur de vis
https://www.printables.com/model/1053391-repair-mat-tpu et https://www.printables.com/model/994269-screw-organizer-small-repair-mat (imprimé à 200 %)


Clips ACE PTFE
Lien: https://makeronline.com/en/model/PTFE Tube Clip for ACE Unit – Kobra 3/156338.html
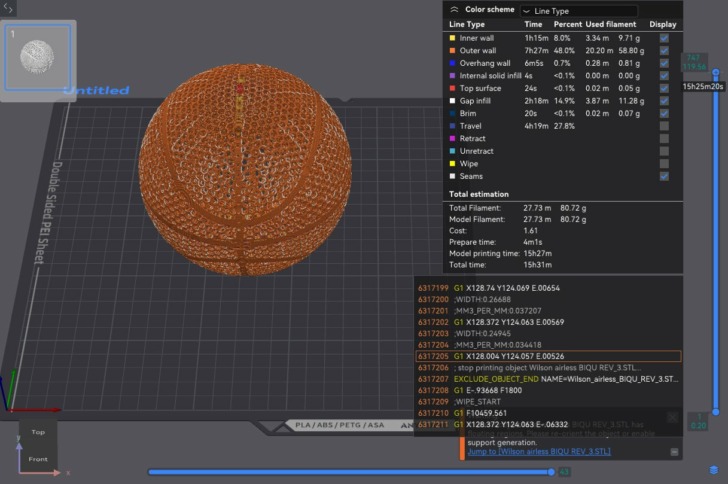
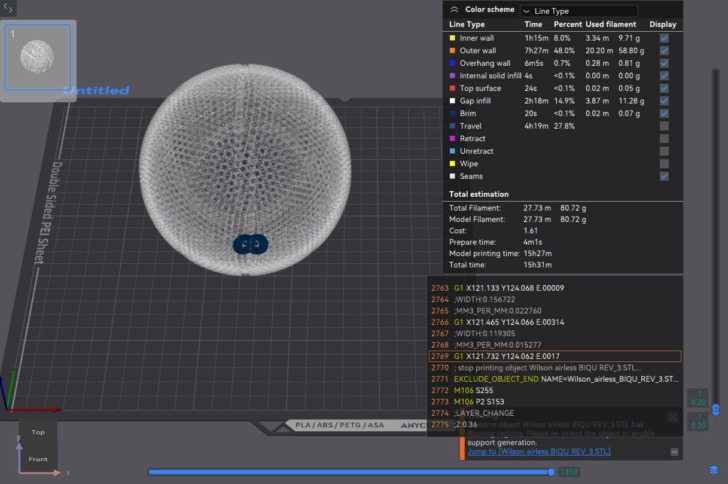
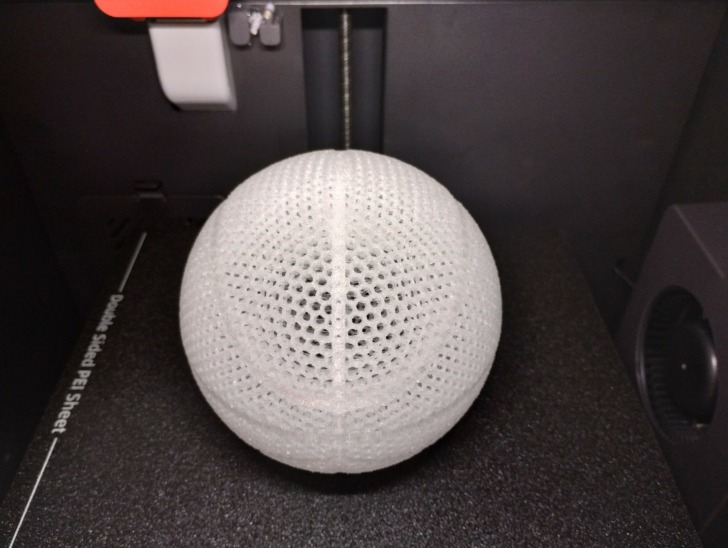
Airless Baskeball
https://makerworld.com/en/models/724517-biqu-airless-basketball
Impression réduite à 50 % de la taille initiale. Pas de support, juste une bordure contrairement aux recommandations d’impression. La bordure est déjà suffisamment pénible à retirer avec du TPU, alors si j’avais utilisé des supports, je me serais arraché les cheveux (si tant est que j’en eusse encore).
Normalement, pour l’impression de ce ballon de basketball, il faudrait utiliser un filament « spécial » (Biqu PLA-HR) pour espérer des rebonds dignes d’un ballon de basket, mais avec le TPU de Qidi, ça rebondit quand même un peu. En tout cas, cela a fait un enfant heureux.

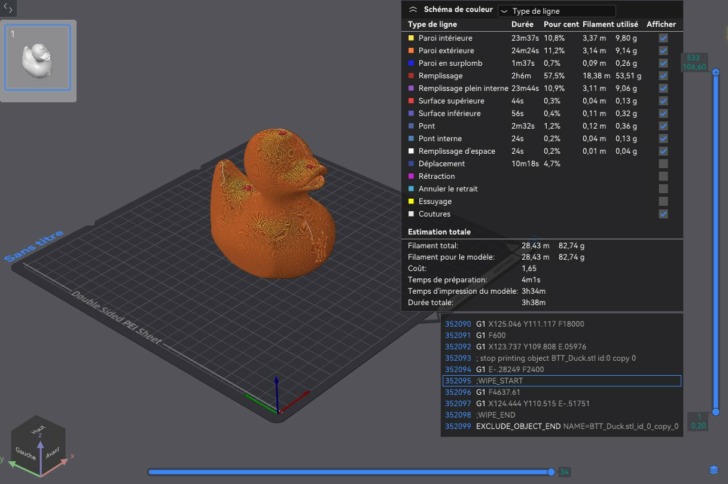
Canard Bigtreetech
https://www.thingiverse.com/thing:6402108

PETG / ASA
Pour ces deux matériaux, ce sont principalement des pièces techniques qui ont été imprimées : des jantes pour les bobines cartons Anycubic, des adaptateurs bobines de 250 g pour ACE, récupérateur de chutes de filament, boites de rangement, rehausseur pour l’ACE Pro, supports de plaques d’impression, accessoires pour l’ACE, etc.
Quelques modèles imprimés :
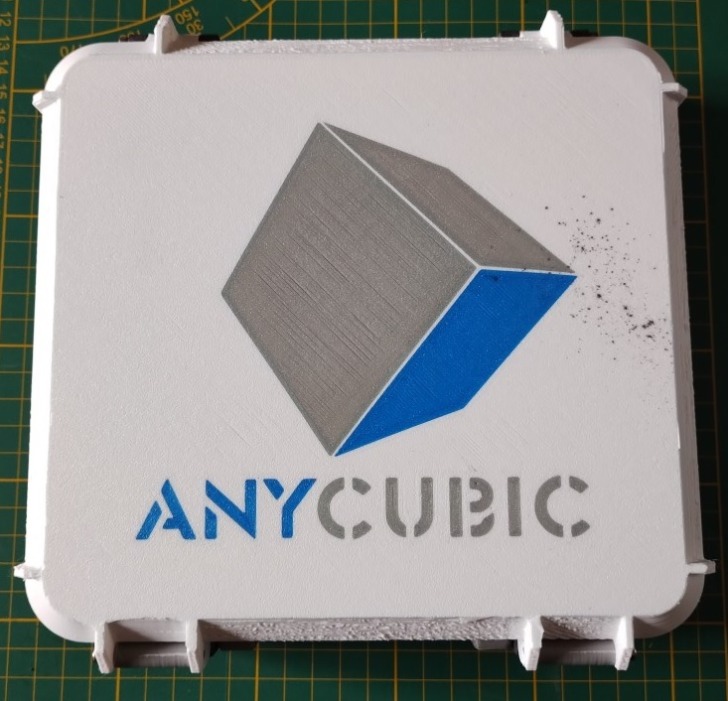
- Anycubic box,
- Réhausseur ACE (1),
- Réhausseur ACE (2),
- Boite charbon actif,
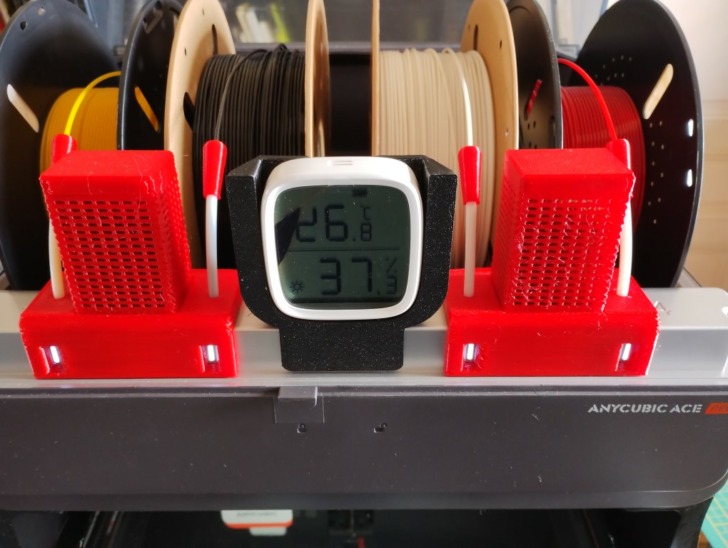
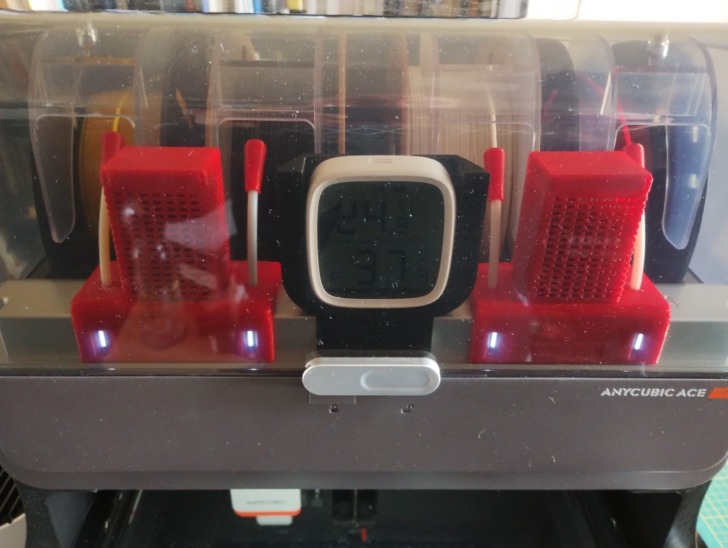
- Support capteur températures Xiaomi Mi,
- Support plaques impression,
- Guide filament ACE
- …
PETG
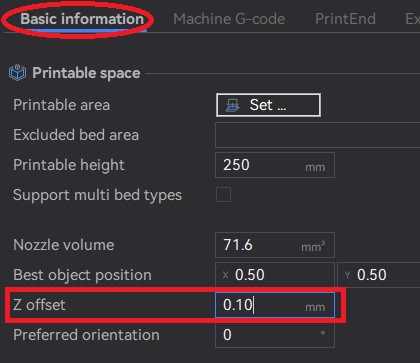
Le profil de filament PETG proposé par Anycubic (230/70°C) doit être modifié quant aux températures d’extrusion et du lit chauffant… en tout cas pour le PETG Kingroon (10 kg ≃ 80 € Aliexpress) que j’utilise (245/75°C). Le PETG adhère très fortement sur la plaque texturée PEI. Anycubic, malheureusement ne propose pas de possibilité de jouer avec le Zoffset, j’ai dû le modifier dans le trancheur (0,10).
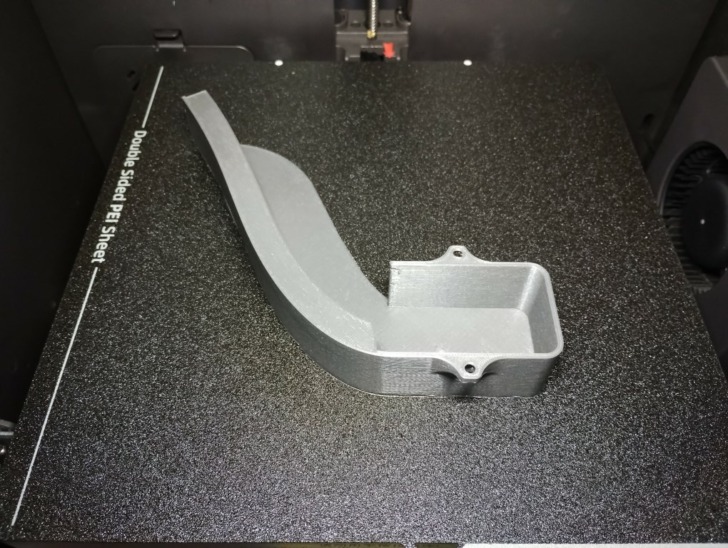
Récupérateur de purges
Imprimé en PETG Kingroon Gris clair

Rehausseur ACE Pro
Imprimé en PETG Kingroon Gris clair
L’ACE Pro posé directement sur le couvercle de la KS1 empêche de l’ouvrir. Avec ce système, il n’est plus posé sur le capot supérieur. Pour visser les deux côtés, on réutilise les vis du socle de maintien durant le transport de l’ACE dans la Kobra S1. Quelques patins anti-glissement évitent qu’il ne se déplace. Imprimé dans la diagonale du plateau (un seul à la fois) au lieu d’imprimer les deux dans le sens de la hauteur.


Box Anycubic
Imprimé en PETG Kingroon Jaune (poignées + clips), Blanc, Gris, Bleu (couvercle supérieur)
Le PETG a une grosse tendance à suinter. Le couvercle multicouleur s’en ressent. Comme je savais que je n’avais plus assez de blanc, j’ai déclaré la bobine de PETG jaune comme étant du blanc dans l’ACE et utilisé la fonction de « backup » pour continuer l’impression avec la bobine suivante. Cela a fonctionné, Une fois le blanc terminé, l’impression a continué avec le jaune sans purge excessive comme c’est le cas avec une fin de bobine « classique ».



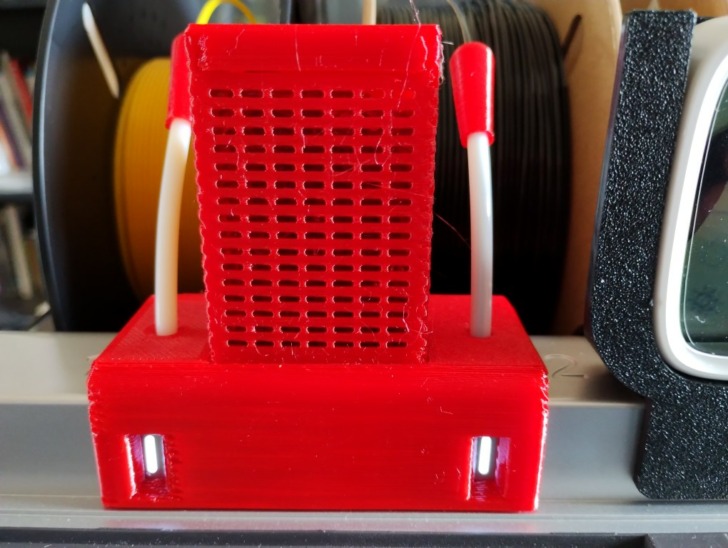
Guides ACE + dessicant
Imprimé en PETG Kingroon Rouge
L’ajout de mini tubes PTFE (8 cm) permet de mieux guider le filament. Lors du rembobinage, cela évite d’avoir le filament qui déborde de la bobine. Les blocs contiennent de billes de dessicant.

Adaptateurs de bobines + jantes bobines carton
Imprimé en PETG Kingroon Gris, Noir


ASA
Après une tour de températures, mon ASA (Eryone Noir / Blanc) s’imprime très bien à 240/95°C en première couche, puis 245/100°C (le profil ASA d’Anycubic indique 260/100°C).
Malgré la porte fermée et le couvercle placé, je sens l’odeur de ce matériau. La sortie des chutes de filament ne peut être obstruée et c’est principalement par là que les effluves sortent.
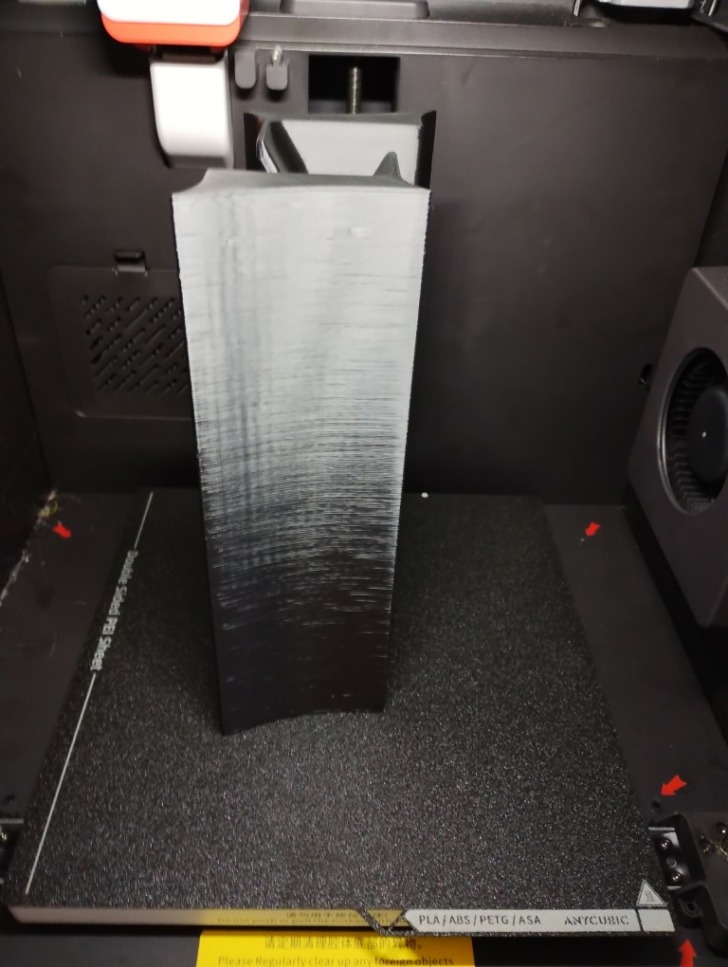
Second rehausseur ACE
Le premier modèle, imprimé en PETG Gris, ne laissaient pas suffisamment d’espace pour bien ouvrir le couvercle. Imprimé dans le sens de la hauteur (capacité maximale de la KS1 de 250 mm). Avec l’impression de ce fichier, cela me permet d’utiliser un accessoire pour maintenir le couvercle entrouvert.
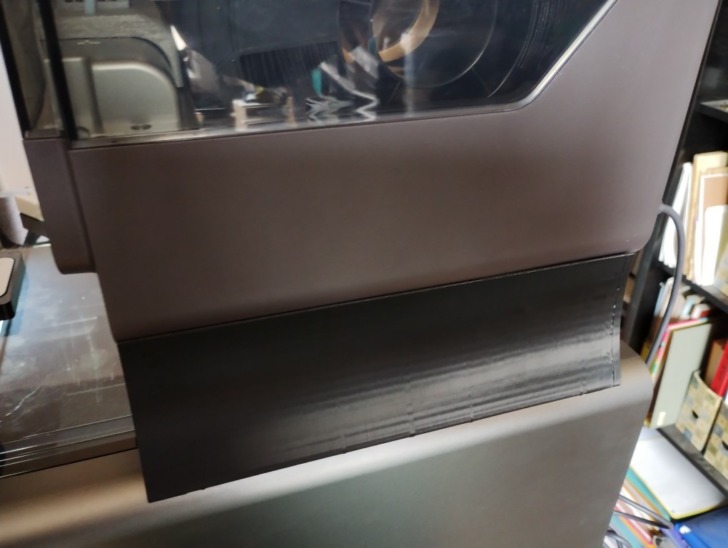


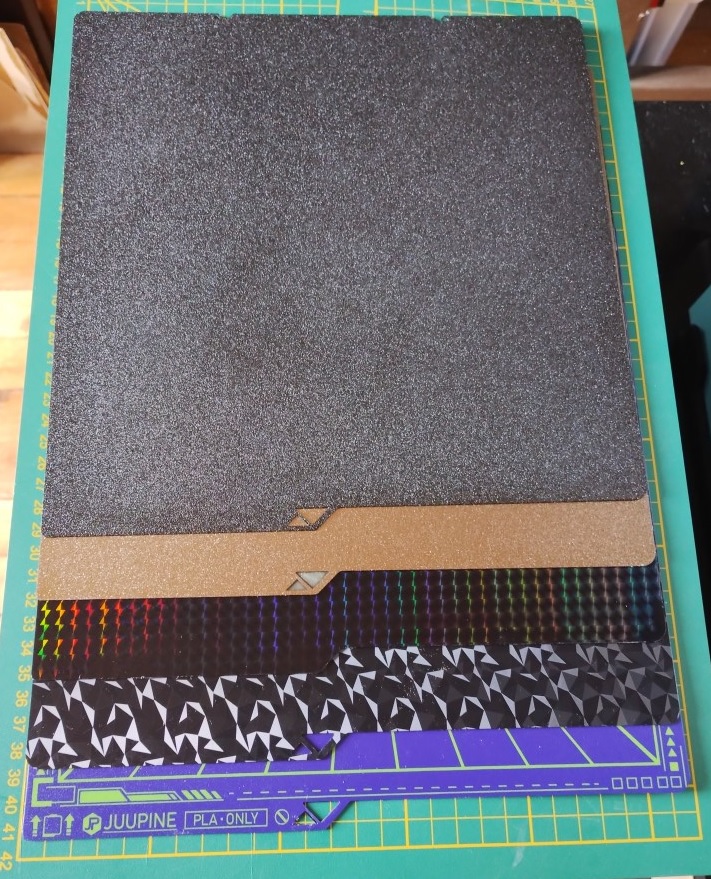
Support de plaques flexibles
Un support de trois plaques de chaque côté pour accueillir ma collection de tôles. La plaque originelle avec son PEI texturé ne m’a pour le moment jamais fait défaut mais elle laisse une marque prononcée de sa texture sur le dessous des impressions.


Filaments techniques (chargés en fibres)
Les buses laiton sont détériorées avec ces charges (fibres de carbone / fibres de verre). Actuellement, Anycubic ne vend pas de buses adaptées aux matériaux abrasifs. Des revendeurs sur Aliexpress proposent des têtes équipées de buse en acier. J’en ai donc commandé en diamètre 0,4 et 0,6 mm.
Ma première tentative avec une buse de 0,6 mm s’est soldée par un échec au moment de l’envoi du fichier à imprimer. Le message sur l’écran est explicite :
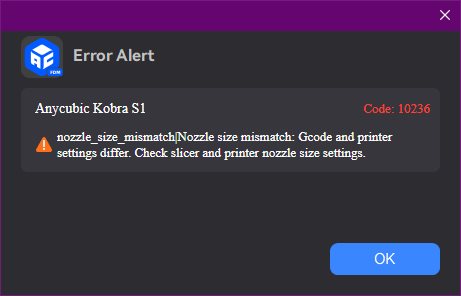
Au moment de ce test, il n’était pas possible de choisir le type (acier / laiton) et le diamètre via l’écran, bien que la liste déroulante en propose.
Depuis une mise à jour du firmware fin février, on peut désormais sélectionner la buse via l’écran, ce qui ne provoque plus l’impossibilité d’imprimer.
Pourquoi je n’ai finalement pas utilisé le modèle commandé sur Aliexpress (buse acier) dont la buse et le heatbreak sont facilement dévissables ?
L’acier est moins bon conducteur de chaleur et nécessite la plupart du temps d’augmenter la température d’extrusion de 15/20°C. De plus, j’ai souvent eu des déboires en imprimant du PLA avec ces buses acier.
Aussi, mes premiers essais d’impression avec cette tête alternative et une buse acier en 0,4 mm, malgré une calibration du PID, se soldaient par des échecs, il fallait que j’augmente la température de 30/35°C pour que le filament s’écoule correctement.
En fait, les thermistances utilisées avec ces têtes n’étaient pas les bonnes. Celle d’Anycubic a une résistance ≃ 250 kΩ à 25°C, celle de la tête alternative de 100 kΩ. Après contact avec le revendeur, il m’a fait parvenir un couple thermistance + cartouche de chauffe correct.
J’ai donc pris mon courage à deux mains et procédé au démontage de la buse de la tête Anycubic même s’il le déconseille en disant qu’elle n’est pas amovible à cause de la colle utilisée. En chauffant à plus de 310°C et en y allant doucement lors du dévissage, j’ai réussi à extraire la buse sans rien casser.
La buse et le heatbreak des têtes alternatives sont facilement dévissables, ce qui m’a permis de comparer ces deux matériels. En fait, heatbreak et buse sont différents d’un modèle à l’autre.
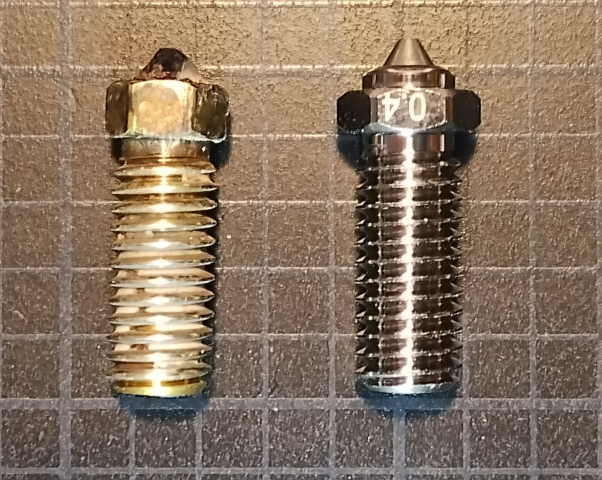
A gauche la tête alternative, à droite la tête Anycubic
- base heatbreak « plat » et base buse « plat » (droite)
- base heatbreak avec « épaulement » et sa buse adaptée (gauche)
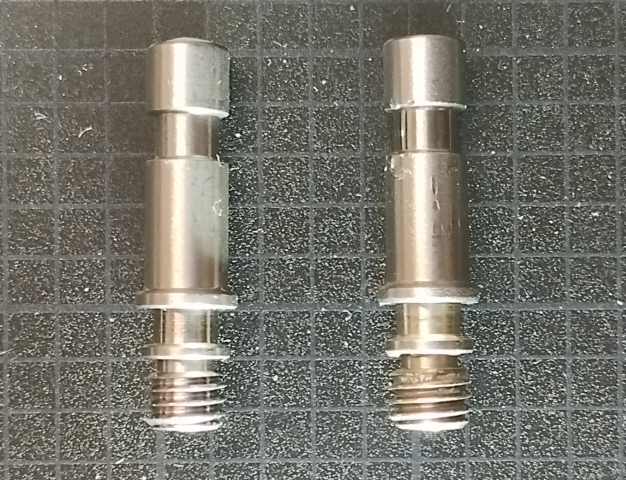
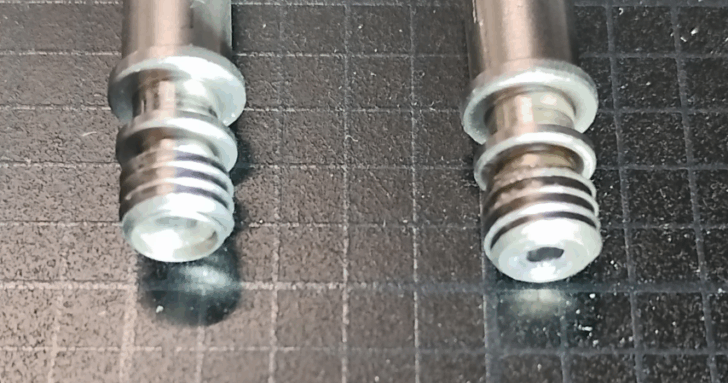
La buse d’un type ne va pas avec le heatbreak de l’autre type. Le modèle livré avec la Kobra S1 reçue était de type « plat » (les buses de QidiTech peuvent être utilisées avec celui-ci).
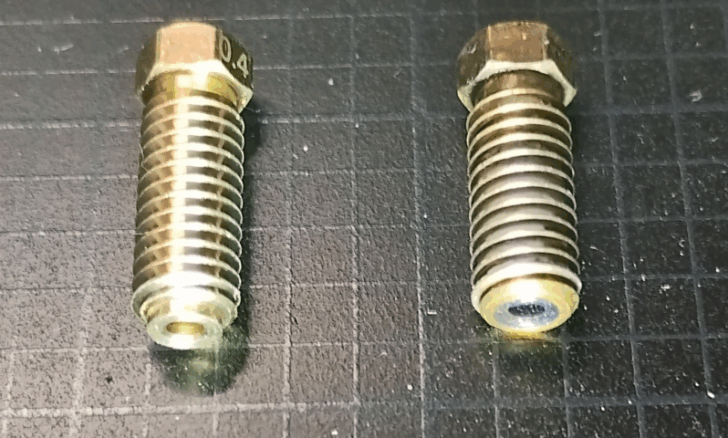
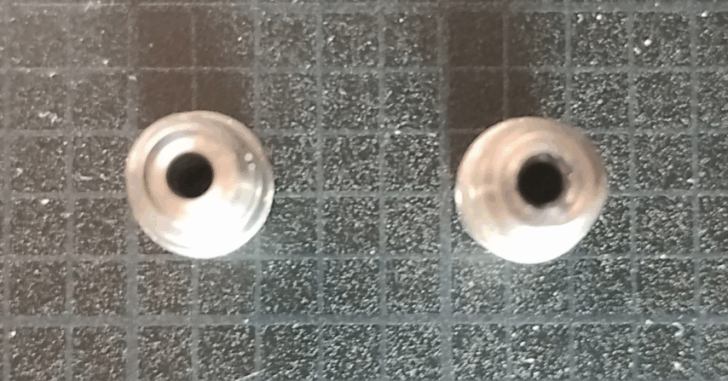
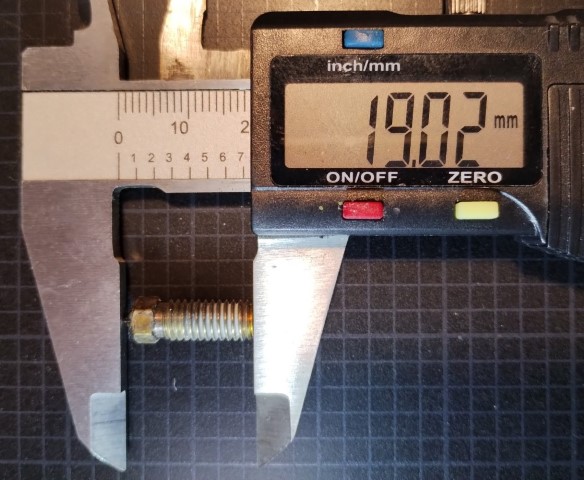
Taille buse Anycubic et comparaison buse Anycubic laiton (gauche) / Qidi bi-metal (droite) :
Pour les raisons vues ci-dessus, je préfère utiliser une buse bi-metal prévue pour tout type de filament, j’ai donc « bricolé » une tête en utilisant la tête Anycubic et en remplaçant sa buse laiton par celle de Qidi de même longueur.
Buse ensuite serrée à chaud (240°C) avec une clé dynamométrique (couple de 1,5 Nm). Pour terminer, une calibration PID a évidemment été effectuée.
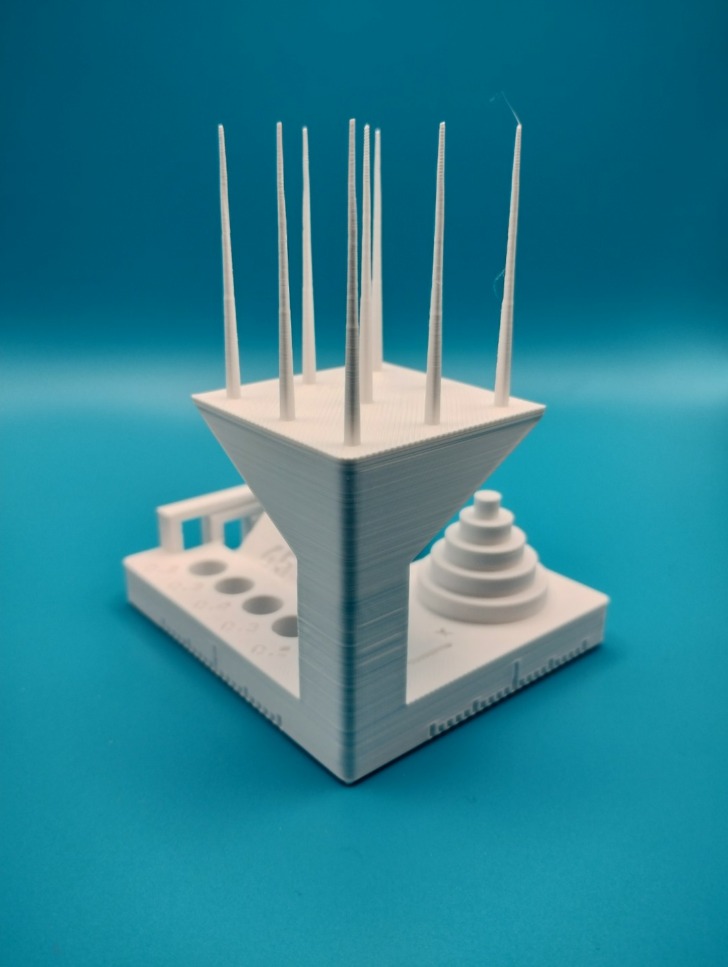
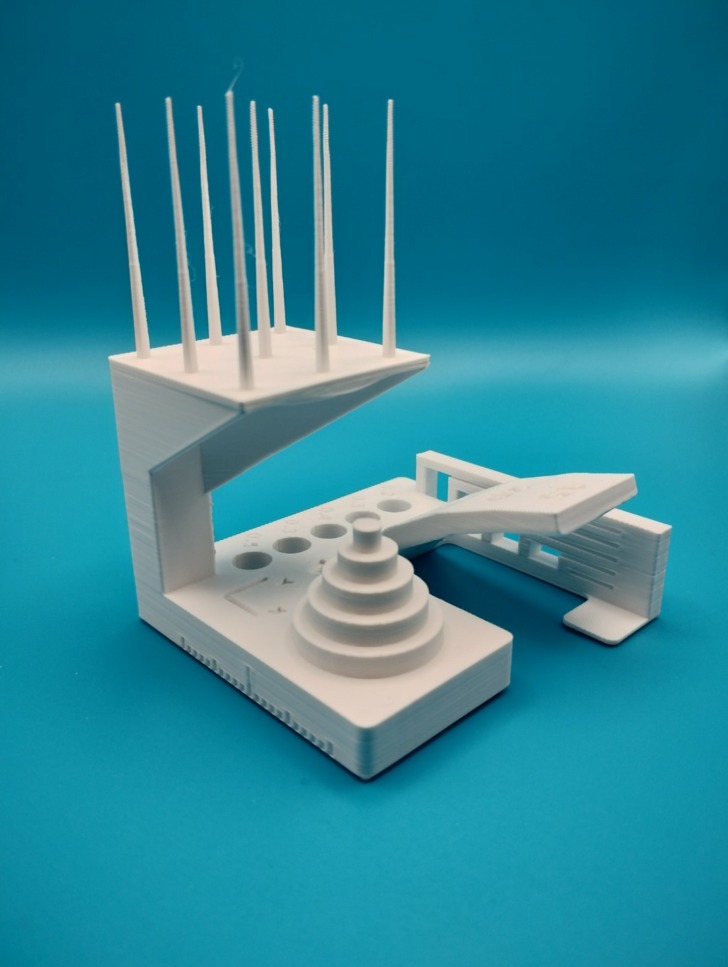
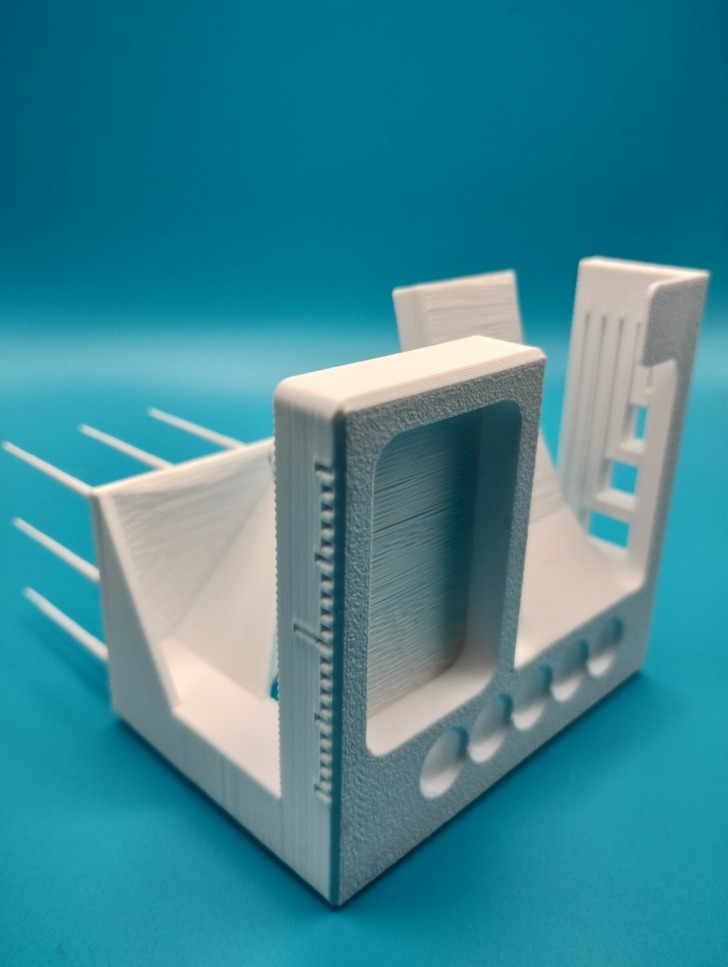
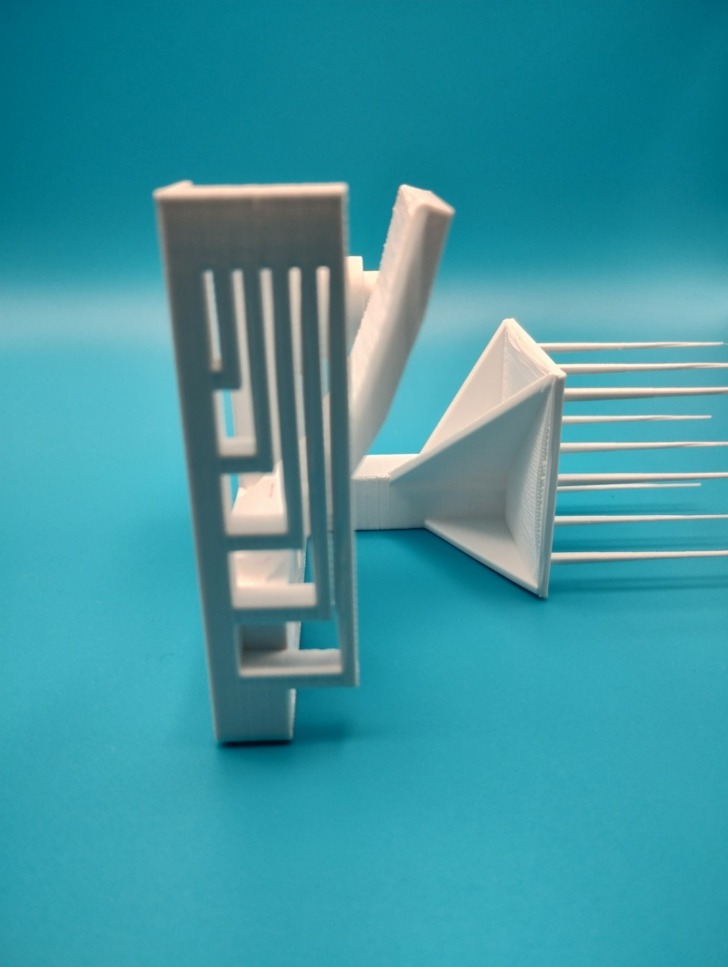
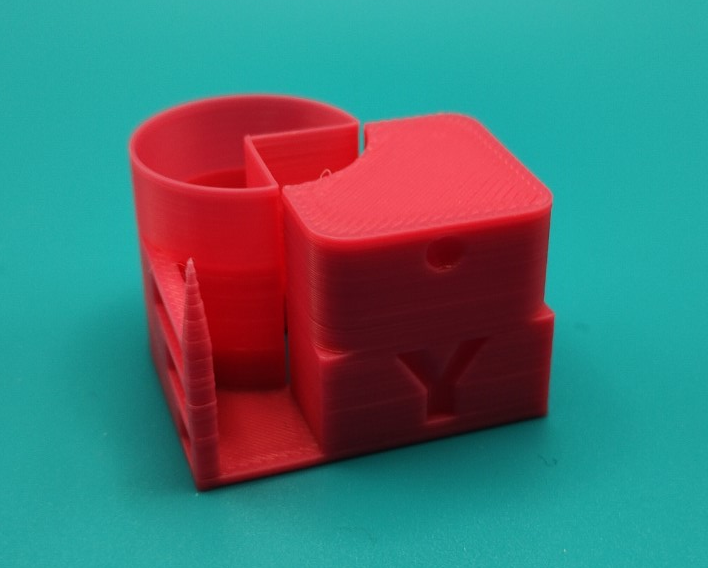
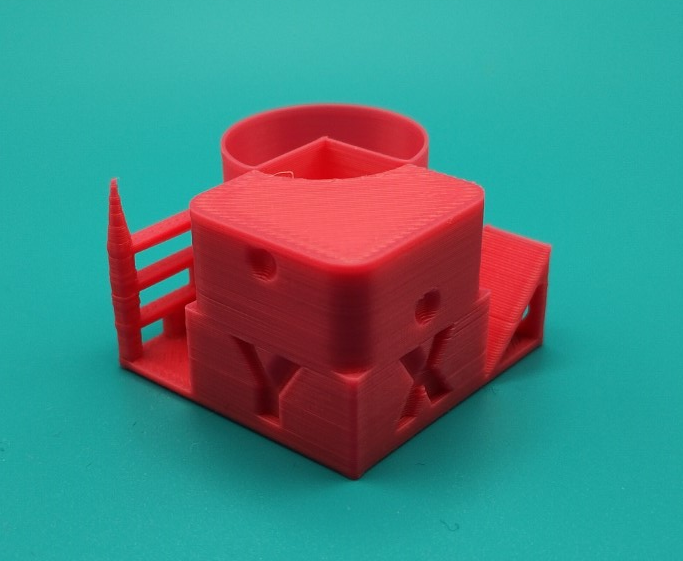
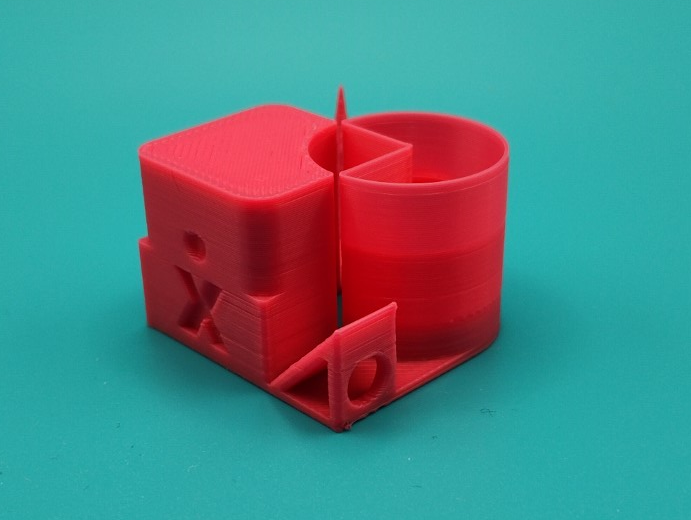
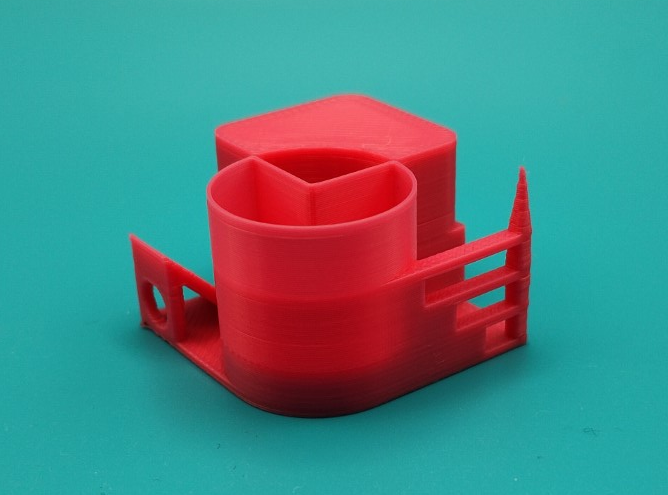
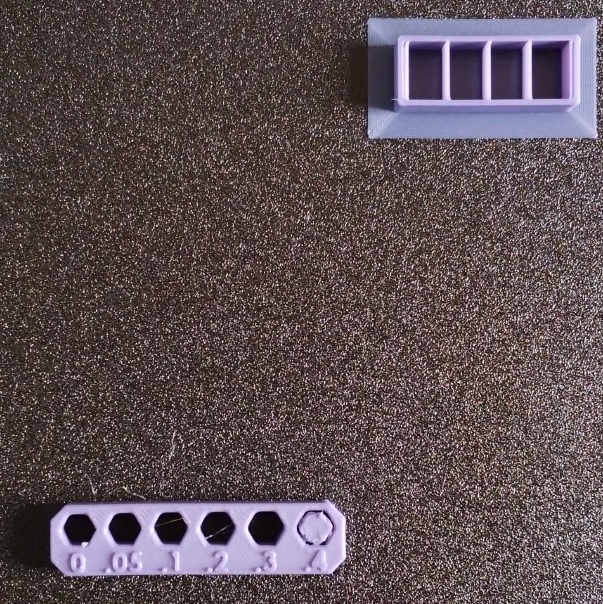
Pour tous ces tests, j’ai imprimé des pièces identiques :
- une tour de températures pour déterminer la plage d’impression adéquate,
- un cube Voron
- une boite base + couvercle (test de gauchissement principalement).
Seuls changent les paramètres d’impression pour s’adapter au matériau (densité, température buse / lit, débit, PA, refroidissement). J’ai utilisé les mêmes paramètres qu’avec ma Qidi X-Max 3 pour créer des profils adaptés à ces filaments, excepté pour le chauffage interne, absent sur les Anycubic Kobra S1.
Comme la plupart des matériaux chargés en ma possession sont de couleur noire, les photos se ressemblent beaucoup.
PLA-CF (fibres de carbone)
Filament PLA-CF Sunlu, acheté en 2023 pour le test de la Qidi X-Max3. Conservé sous sac étanche avec dessicant, séché durant six heures dans un Creality Space Pi Plus.
Buse : 235°C ; lit : 55°C ; MVS : 12 mm³/s
J’ai imprimé un nouveau collecteur de purges de capacité plus importante. La poubelle amovible est munie de deux magnets derrière (la tôle arrière de l’imprimante 3D Anycubic Kobra S1 est métallique).



PETG-GF (fibres de verre)
Une bobine de PETG-GF Eryone (noir), acheté en février 2025, utilisé sans séchage, mais après avoir laissé la bobine sous film durant vingt-quatre heures à température ambiante (19°C) avant d’ouvrir le sachet puis séchage durant l’impression dans l’ACE Pro à 55°C.
Buse : 285 / 280°C ; lit : 90 / 85°C ; MVS : 9 mm³/s


PA-CF (fibres de carbone)
Un filament PA-CF eSUN (noir), acheté en 2023 pour test avec la Qidi Tech X-Max 3. Conservé sous sac étanche avec dessicant, d’abord séché durant vingt-quatre heures dans un Sunlu Filadryer S4 (acquis via la campagne Kickstarter en 2023), puis passage du sécheur en « Mode 2 » pour maintenir un taux d’humidité bas avant utilisation et finalement transfert dans l’ACE et séchage à 55°C avec celui-ci durant l’impression.
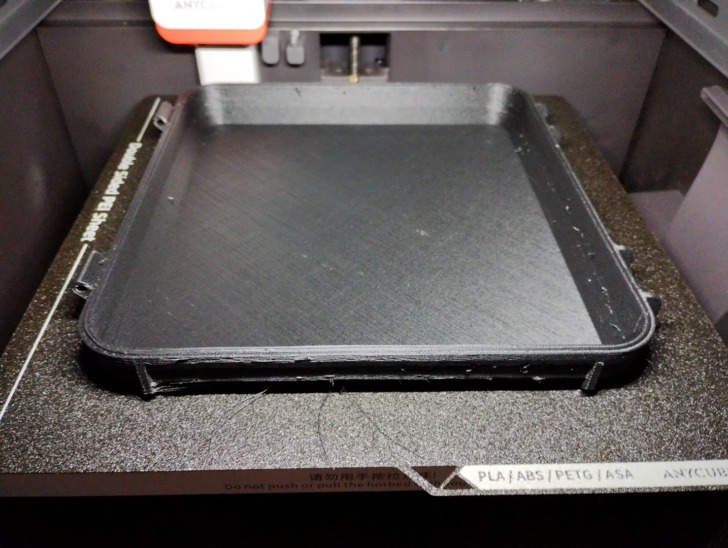
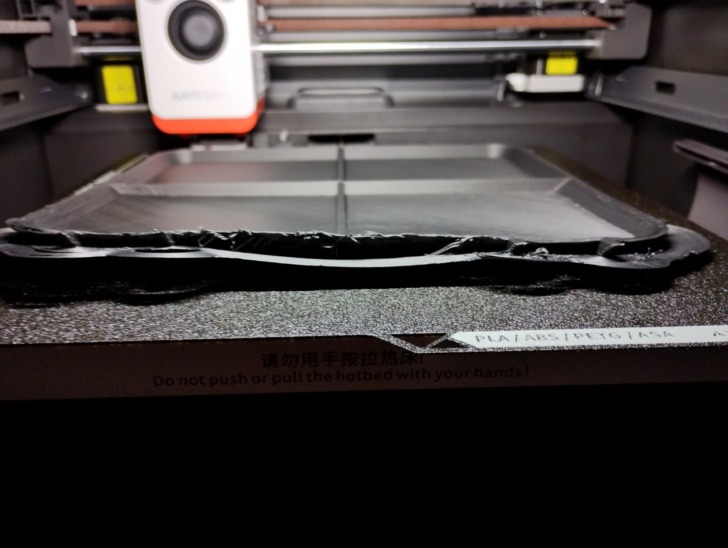
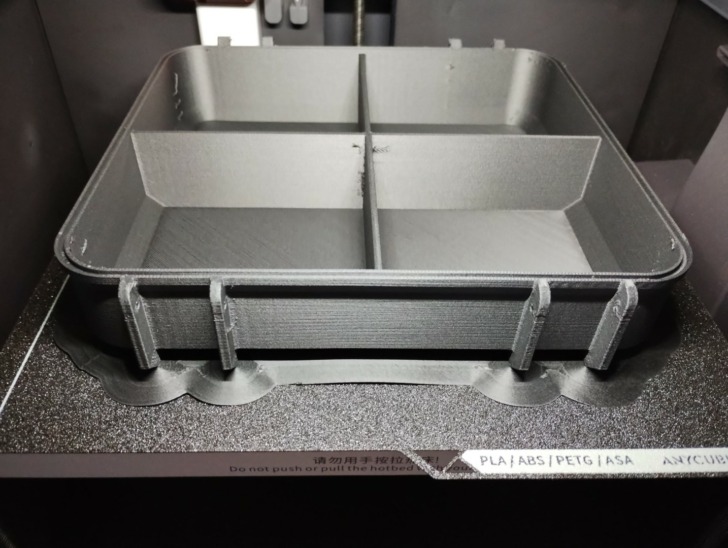
Ma première tentative s’est soldée par un échec. Un des coins a commencé à se soulever (gauchissement, warping). En augmentant la température du lit chauffant (90°C), sans ajout de colle ni de spray, la tôle PEI texturée d’Anycubic a pleinement joué son rôle.
Buse : 315°C ; lit: 90°C ; MVS : 13 mm³/s

Remarque :
Tous ces filaments chargés ont été utilisés via l’ACE, bien qu’Anycubic ne le recommande pas : ces filaments plus rigides risquent de casser et les particules qu’ils contiennent pourraient user plus rapidement le conduit d’entrée et les engrenages.
Cela n’a pas été mon cas mais j’ai constaté, en les utilisant, des bruits que je n’avais pas avec les autres filaments et je n’en ai pas imprimé des kilomètres non plus.
Quelques boites assemblées combinant les derniers matériaux testés (ASA, PETG, PETG-GF, PLA-CF, PA-CF) :

Hardware
Dans cette dernière partie du test, j’examine les composants matériels de cette imprimante.
Je ne reprends ici que les points importants afin de ne pas allonger plus cette revue déjà longue.
Pour plus de détails, je renvoie vers sa découverte au fil du temps sur le forum :
Kobra S1
Le Wiki d’Anycubic a régulièrement été mis à jour et amendé depuis décembre 2024. Les nombreux documents permettent à un utilisateur de réaliser les étapes nécessaires aux démontages, puis remontages afin de pallier aux éventuels soucis rencontrés. Certaines photos illustrées ici proviennent de ce Wiki.
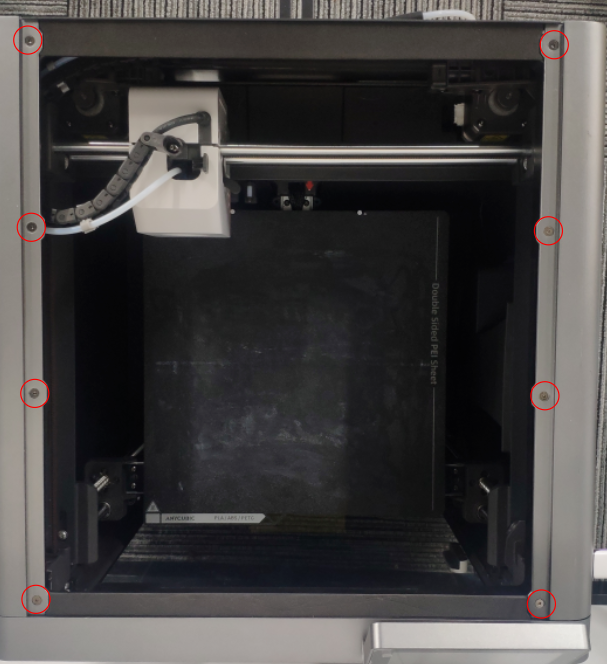
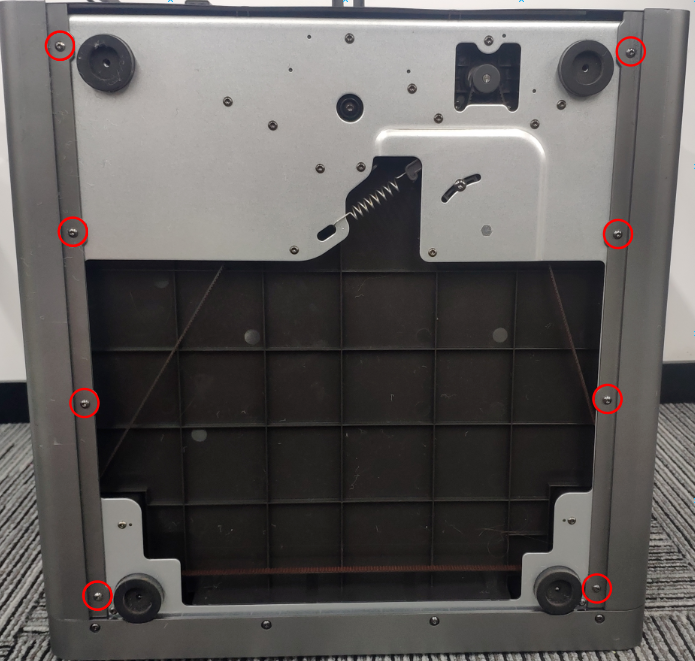
L’accès aux entrailles de la machine nécessite le démontage de panneaux maintenus par de nombreuses vis (22 vis pour le panneau métallique arrière, 2×8 (16) pour les panneaux de côtés).

Ossature
Ces panneaux enlevés donnent accès à la structure de l’imprimante Anycubic Kobra S1. Le cadre métallique est constitué de barres vissées. Seul le haut, d’un seul tenant, est en aluminium.
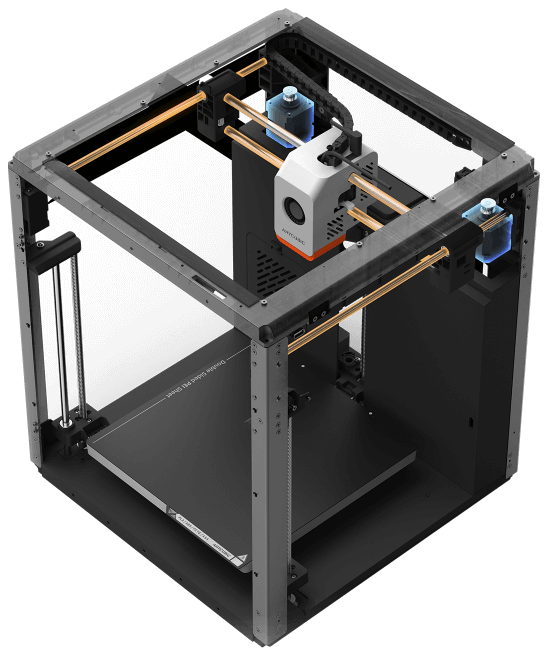

Les axes sont guidés par des tiges optiques associées à des douilles de guidage :
- Axe X : deux tiges (Ø=10 mm), douilles graphitées
- Axe Y : une tige de chaque côté (Ø=8 mm), douilles à billes type LM8LUU
- Axe Z :
- trois tiges de guidage (Ø=8 mm), douilles à billes LM8UU
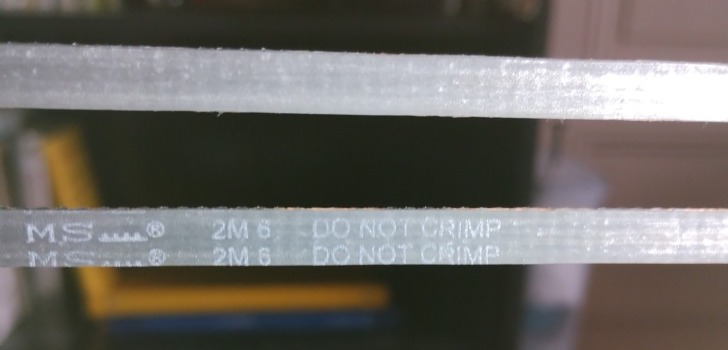
- trois vis trapézoïdales (Ø=8 mm) avec leur noix laiton, synchronisées via une courroie assurent la montée / descente du plateau
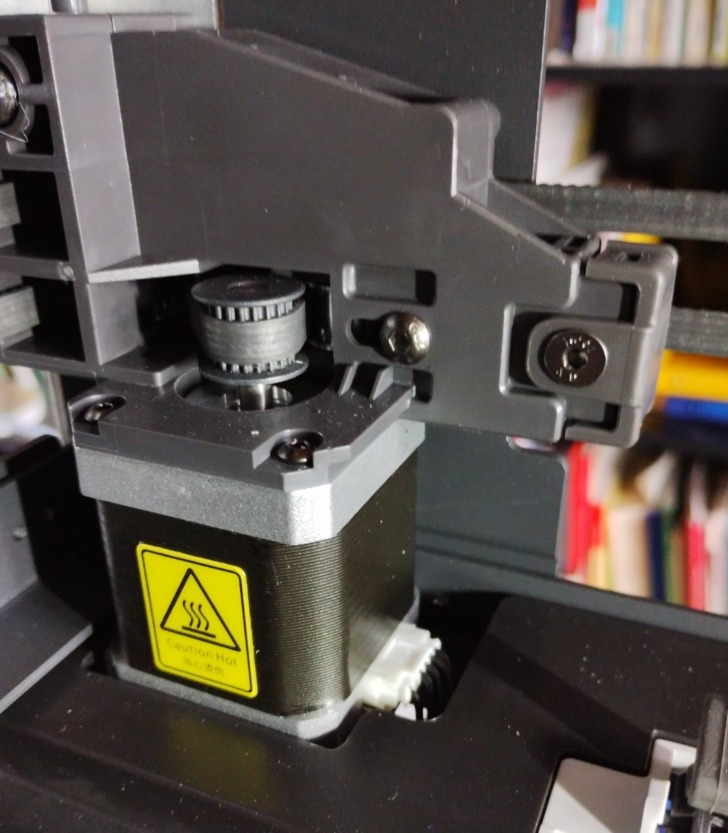
Des moteurs Nema17, corps de 48 mm (référence: 42BYGH3032-B18Q) assurent les déplacements des axes. Chaque axe moteur est serti d’une poulie (20 dents) entrainant une courroie GT2 (6 mm de large). Un dispositif permet de régler la tension de la courroie pour chacun des axes.

Alimentation électrique
Le retrait de la plaque arrière donne accès à l’alimentation électrique. Marque PowerId, modèle LPD150-24 (sans ventilateur), tension secteur auto-ajustable (100-240V, 50/60Hz), sortie 24V / 6,25A (150W).
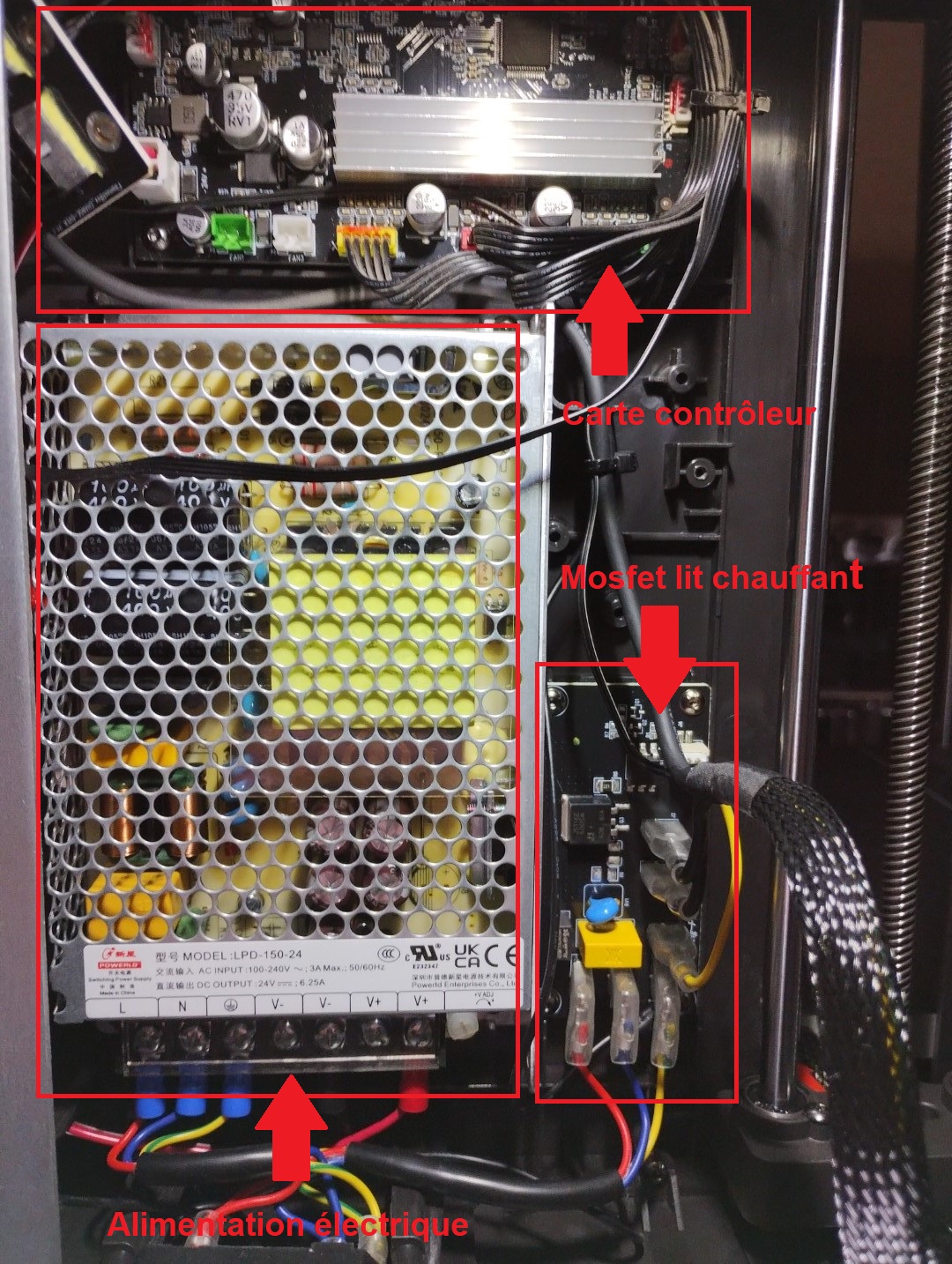
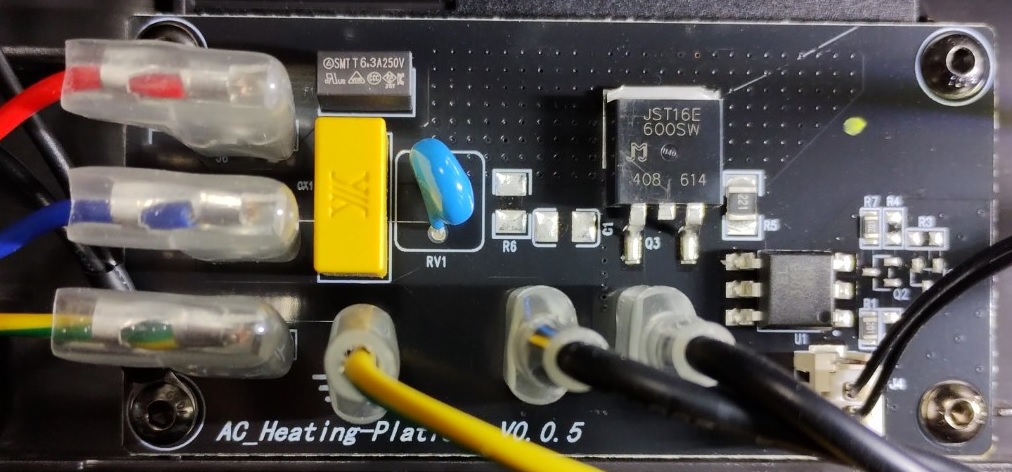
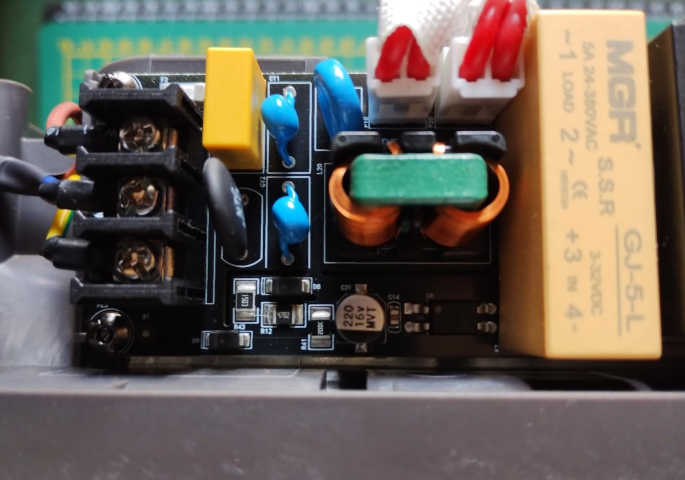
Carte SSR
Cette carte commute la tension secteur pour la chauffe du lit, équipée d’un triac (JST16E600SW, 16 A, 600 V).
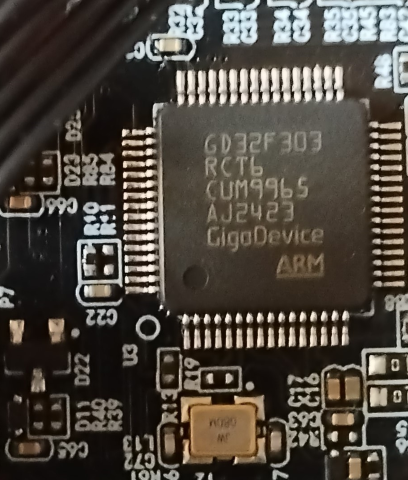
Carte contrôleur (unité de contrôle)
Un système fonctionnant avec Klipper (y compris le Klipper modifié par Anycubic) est composé de deux unités (explications détaillées) :
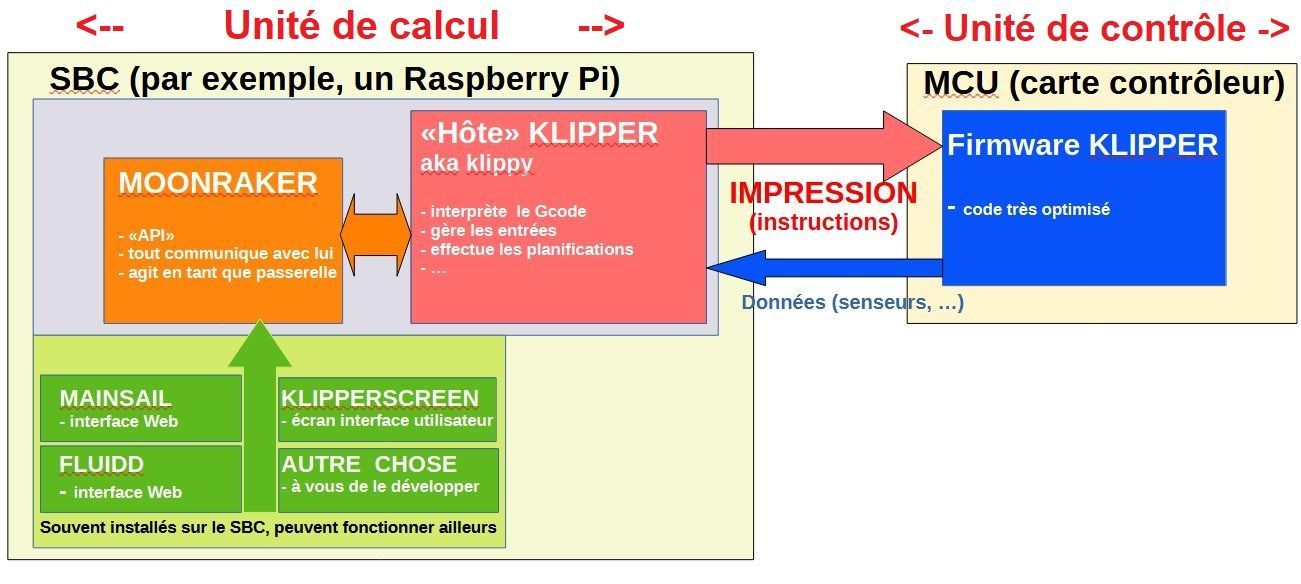
- une unité de contrôle (firmware)
- une unité de calcul constituée d’une carte SBC (Single Board Computer = ordinateur monocarte)
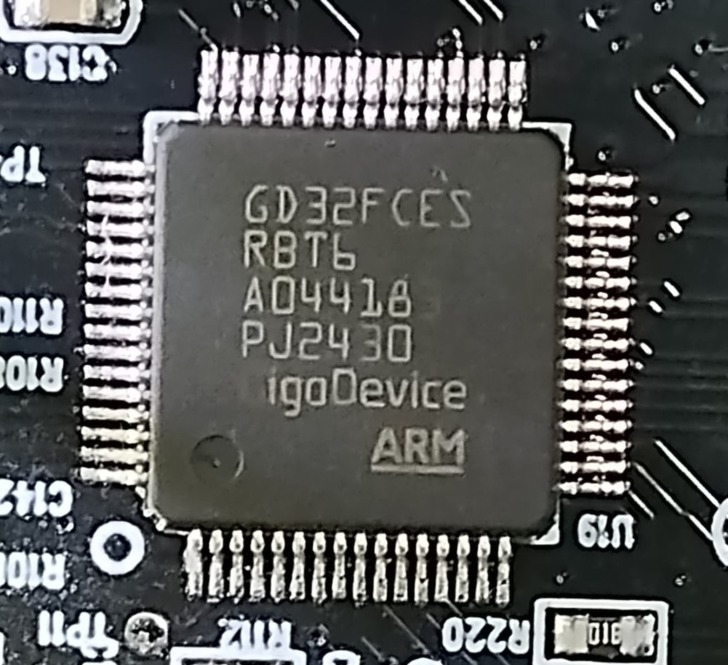
Cette carte est l’unité de contrôle gérant les éléments matériels de l’imprimante : moteurs, ventilateurs, contacteurs et le lit chauffant via la carte ci-dessus. Le microcontrôleur est un Gigadrive GD32FCESRBT6 (MCU 32 bits, Arm Cortex M4 RISC, 120 Mhz, 128Ko mémoire flash, 32Ko mémoire SRAM).
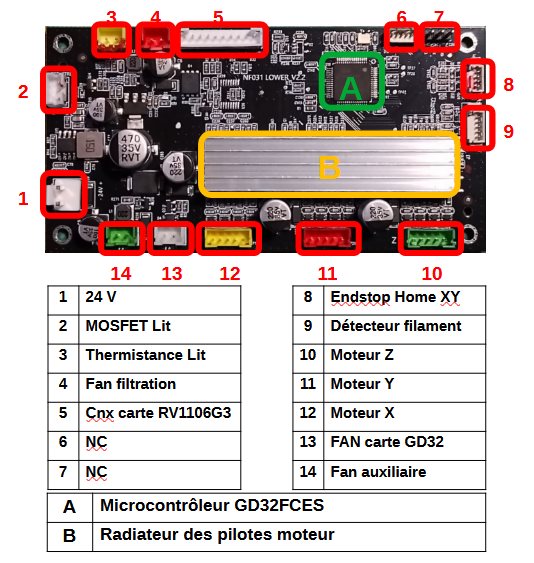
Ventilateurs
Pour assurer les refroidissements divers, plusieurs ventilateurs sont utilisés :
- refroidissement de la carte contrôleur (8015 brushless, 24V / 0,06A)
- extraction d’air via filtre à charbon actif (8015, 24V / 0,07A)
- refroidissement du filament sur l’ensemble du plateau (12032, 24V / 0,25A)




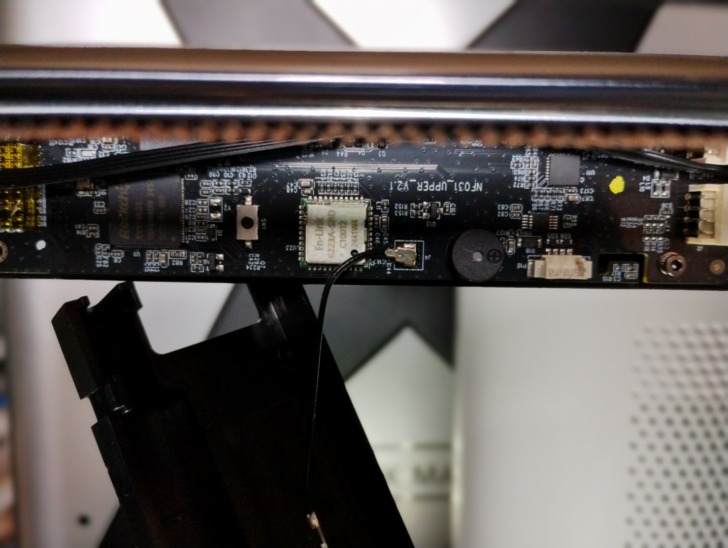
Carte SBC (unité de calcul)
Cette carte est située sous un capot plastique en haut à droite (vue de face) à l’intérieur du chassis. Ces instructions du Wiki expliquent comment y accéder.
La puce électronique est un Soc Arm Cortex-A7 simple coeur, MCU@300Mhz, 256 Mo de mémoire DDR3L de marque Rockchip, référence RV1106G3 (datasheet).
Le système d’exploitation (KobraOS) est installé dans une eMMC soudée (Foresee FEMDNN008G de 8Go).
Une puce Wifi (Fn-Link 6223A-SRD, chipset Realtek RTL8723DS) assure la communication sur la bande 2,4 GHz. L’antenne Wifi (collée à l’intérieur du capot plastique) peut être remplacée par une plus puissante grâce à son connecteur dédié.




Caméra
La caméra interne : puce Nor flash (Puya P25D40SH), contrôleur SunplusIT SPCA2075A (sous réserves, ses caractéristiques pourraient être proches de la SPCA2080A (1,3 Mpixels, résolution max. 1280×720).

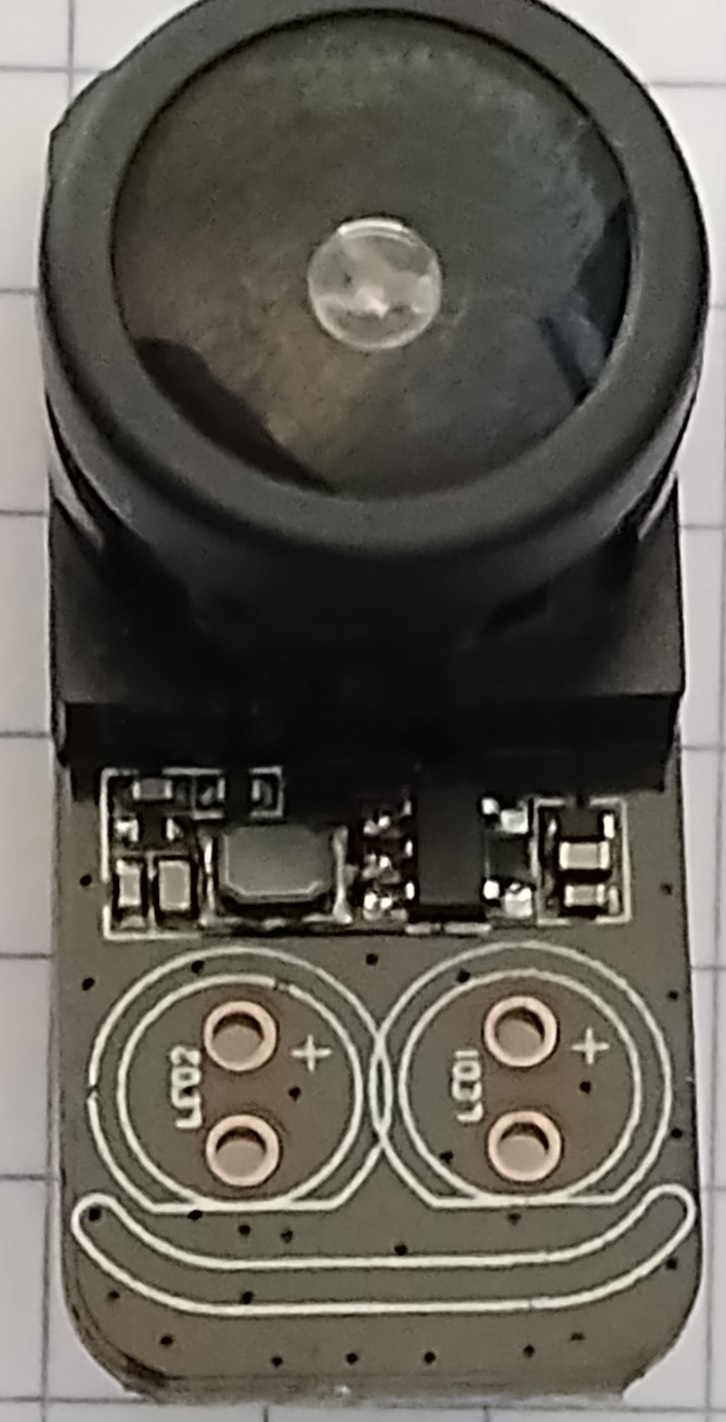
Eclairage interne
L’éclairage interne est assuré par une barre de LED alimentée en 24V, enfermée dans un boitier avec un cache translucide. L’éclairage est suffisant pour observer une impression et pour les timelapses, mais, situé à l’avant haut de la structure, il crée de nombreuses zones d’ombre. Un éclairage sur tout le pourtour apporterait une meilleure visibilité.

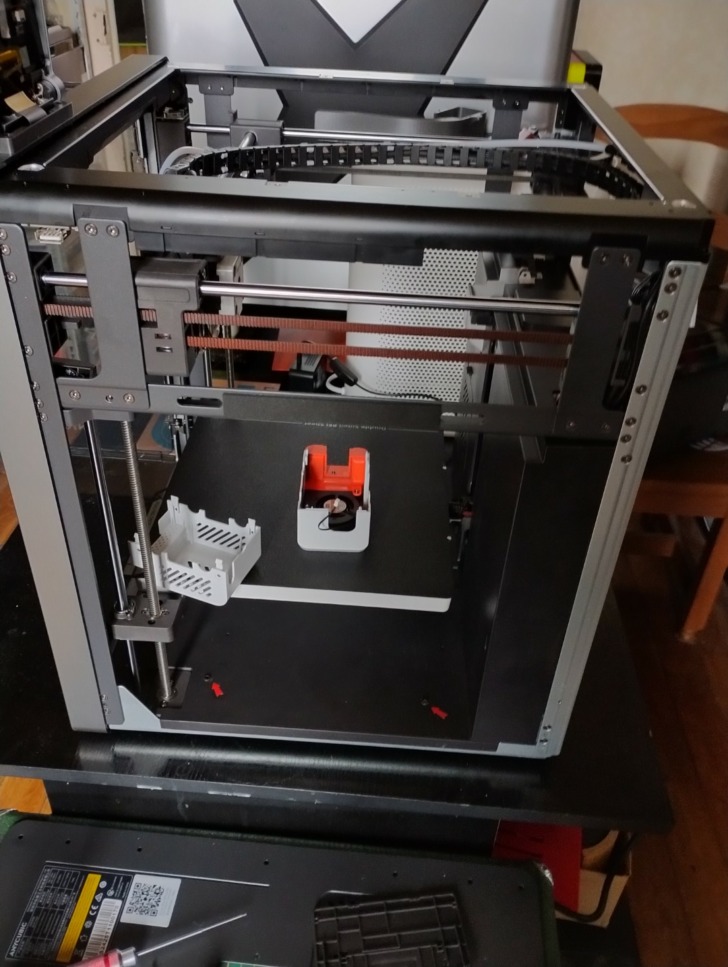
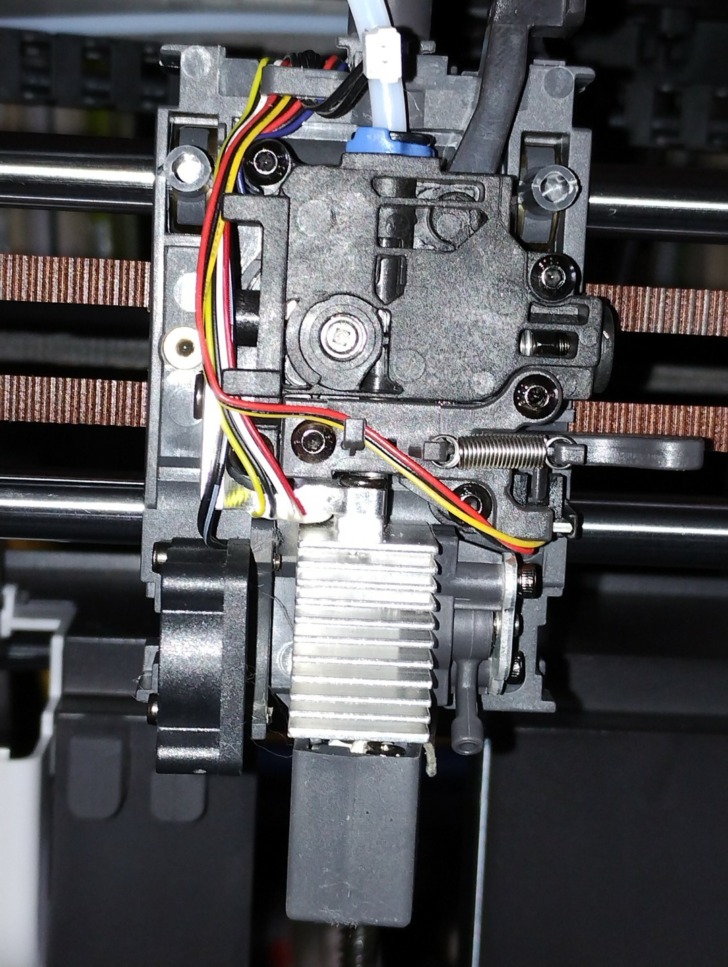
Tête d’impression
La liaison entre la tête et la carte SBC (contrôleur Rockchip RV1106G3) est faite via un câble à sept fils (4 pour le 24V, masse et +V étant doublés). Ce câble court à l’intérieur d’une chaine de câbles, le tube PTFE pour le filament est maintenu par des clips à l’extérieur de la chaine.
Deux capots en plastique enferment à l’avant l’extrudeur et la buse amovible, à l’arrière la partie électronique. Le capot avant est déclipsable, celui à l’arrière est maintenu par quatre vis (deux de chaque côté).

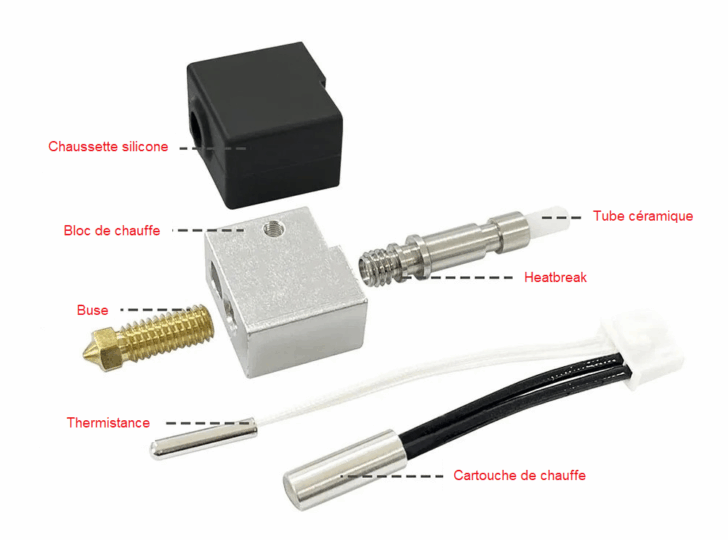
Extrudeur / buse
La partie extrudeur est composée de plusieurs éléments :
- extrudeur à double entrainement
- coupe filament
- radiateur avec son ventilateur fixé sur une jauge de pression (détection du point 0, nivellement)
- sur la droite du radiateur, le levier de verrouillage permettant de démonter l’ensemble buse / corps de chauffe / heatbreak sans aucun outil
- le heatbreak incorpore un tube en céramique d’après Anycubic (précisé dans la FAQ)
- le corps de chauffe reçoit la cartouche de chauffe (24V / 50W), la thermistance (≃250 KΩ à 25°C) et la buse. Une chaussette en silicone permet de protéger cet ensemble et d’éviter des fluctuations de températures


{kind=link}
{kind=link}

Electronique
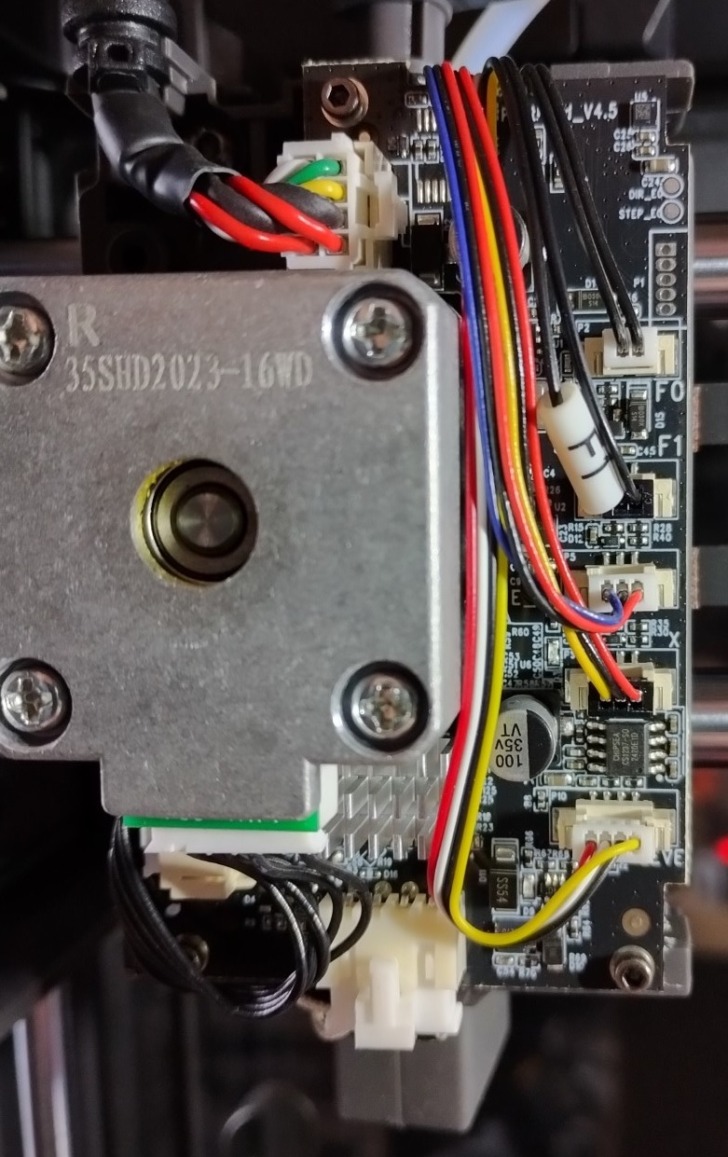
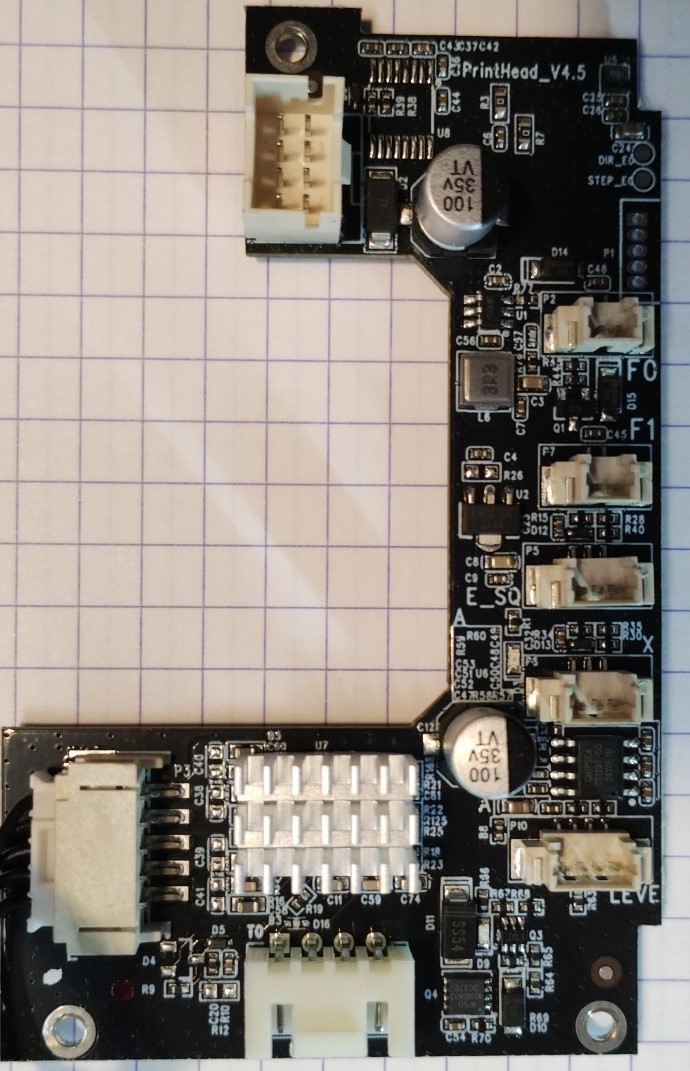
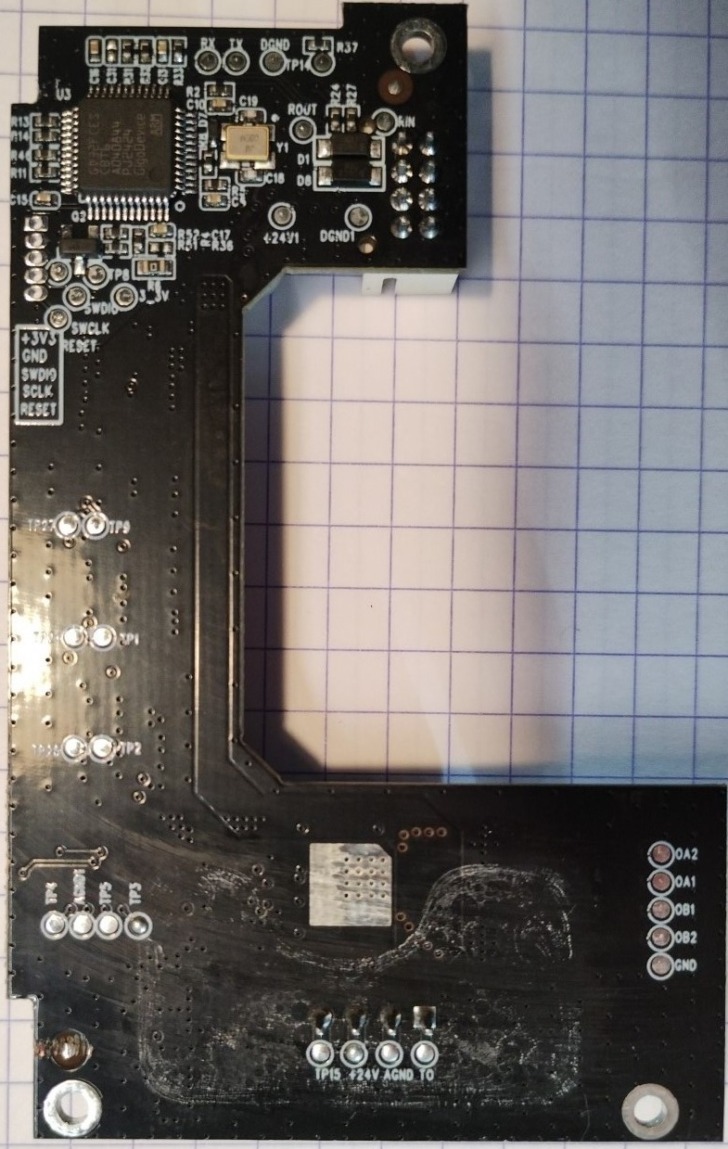
Les connexions des capteurs et du moteur de l’extrudeur sont situées sur une carte à l’arrière de la tête. Celle-ci communique avec la carte SBC (RV1106G3) en mode série (USB).
Cette platine PCB regroupe tous les composants matériels et puces électroniques :
- moteur Nema 14 (référence: 35SHD2023-16WD)
- deux ventilateurs (radiateur / filament)
- détecteur de filament
- corps de chauffe (cartouche chauffante, thermistance)
- coupe filament (capteur optique)
- jauge de pression
- microcontrôleur (GD32FCESCBT6)
- convertisseur ADC (CS1237)
- Mosfet (4038DN)
- accéléromètre
- pilote moteur de l’extrudeur et son radiateur

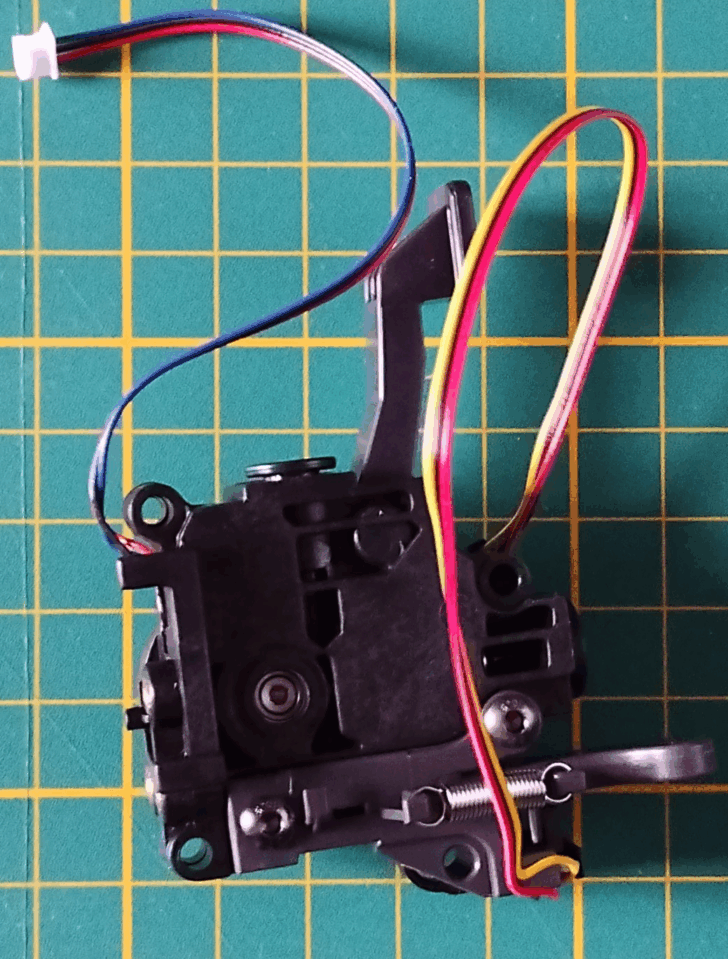
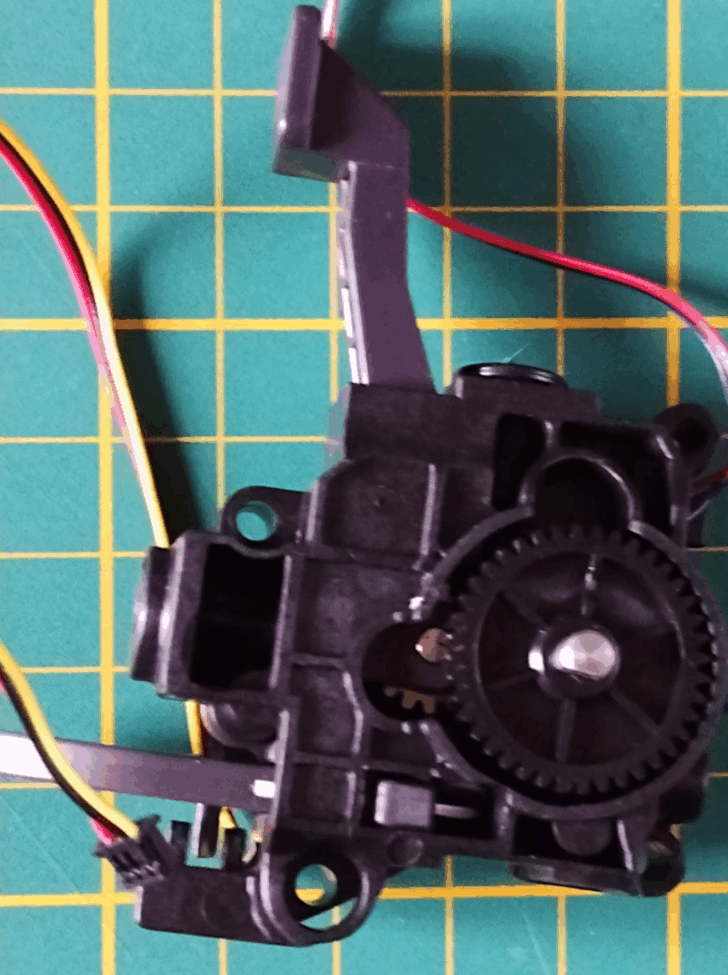
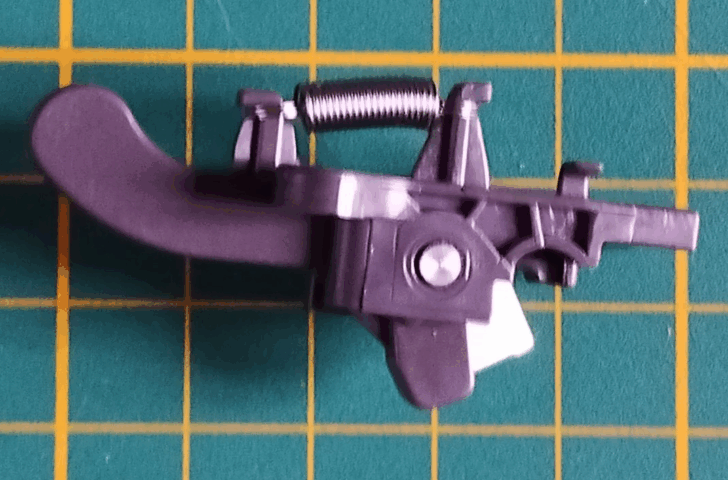
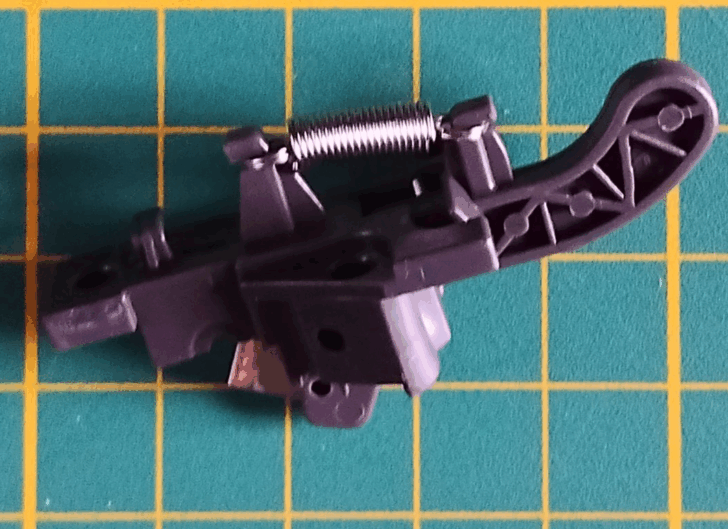
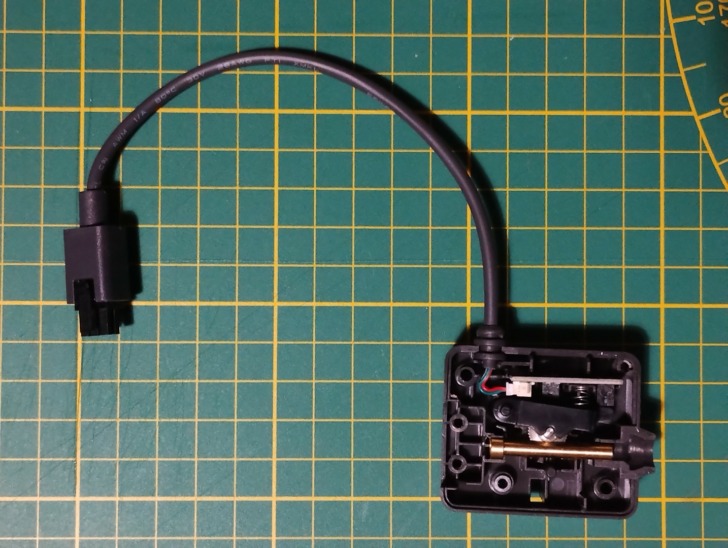
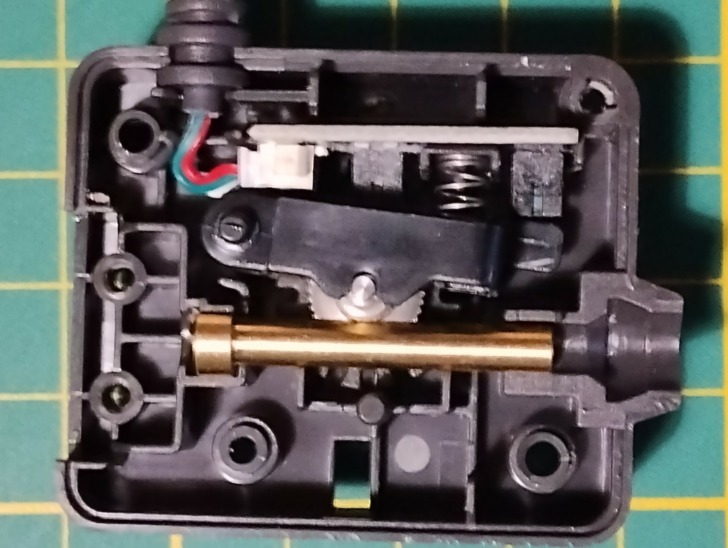
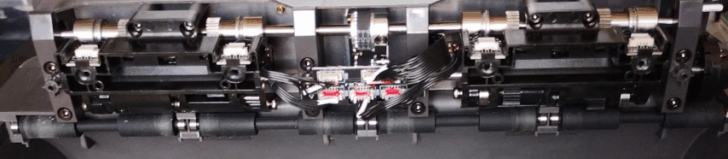
Détecteur de filament
Ce détecteur et le concentrateur de tubes PTFE (hub) ne sont livrés qu’avec les Anycubic Kobra S1 Combo, pas avec la version sans le module multi-filaments.
Ce matériel assure à la fois :
- la détection de la présence / absence de filament en association avec l’ACE et permet au logiciel de connaitre la position d’un des filaments : engagé dans la tête pour une impression ou en position d’attente une dizaine de centimètres avant le hub
- une fois un filament engagé, permet de détecter la bonne fourniture / déroulement d’une bobine (antiblocage)
Il est donc composé à la fois d’un interrupteur ET d’une roue codeuse. Le tube laiton découpé laisse passer la petite roue dentée entrainée par l’alimentation en filament.

Plateau chauffant
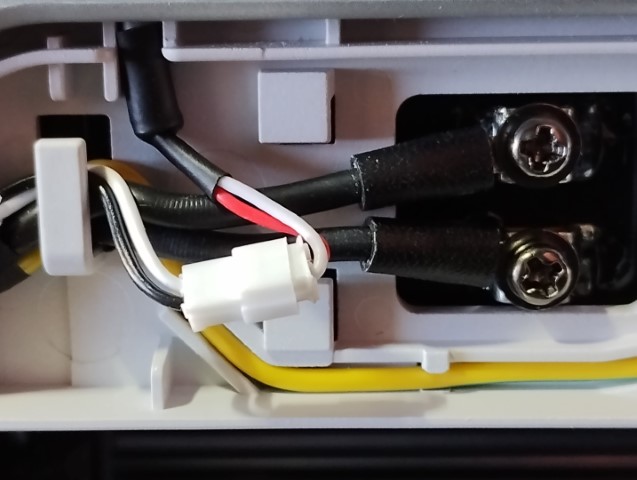
Le plateau fonctionne avec la tension du secteur (en France, 230 V). La demande de chauffe passe par la carte « Mosfet ». Plateau, carte contrôleur, carte Mosfet sont tous reliés à la terre.
Le câble arrivant sous le plateau est solidement fixé par deux vis sous un cache plastique au-dessous du plateau.
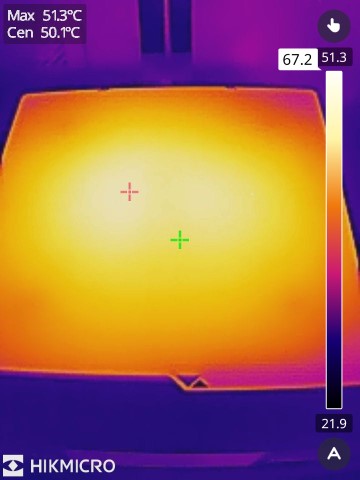
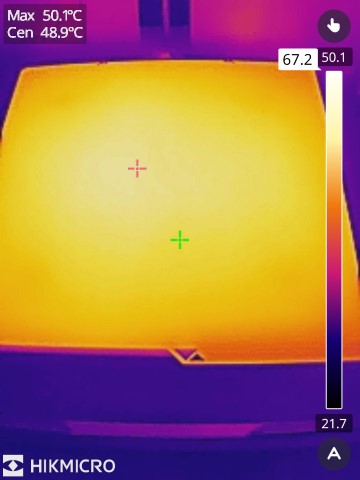
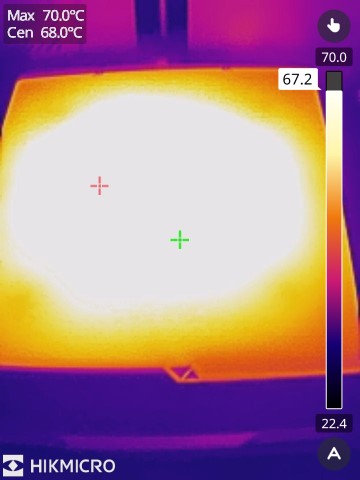
La chauffe du plateau est rapide et homogène. La consigne de température atteinte nécessite encore quelques minutes pour que les coins soient à même température que le centre.
- en moins de deux minutes (plus deux minutes pour stabiliser les coins), on passe de la température ambiante à 50°C
- encore deux minutes trente pour passer de 50 à 70°C
- de 70 à 100°C, trois minutes de plus








Système de purge
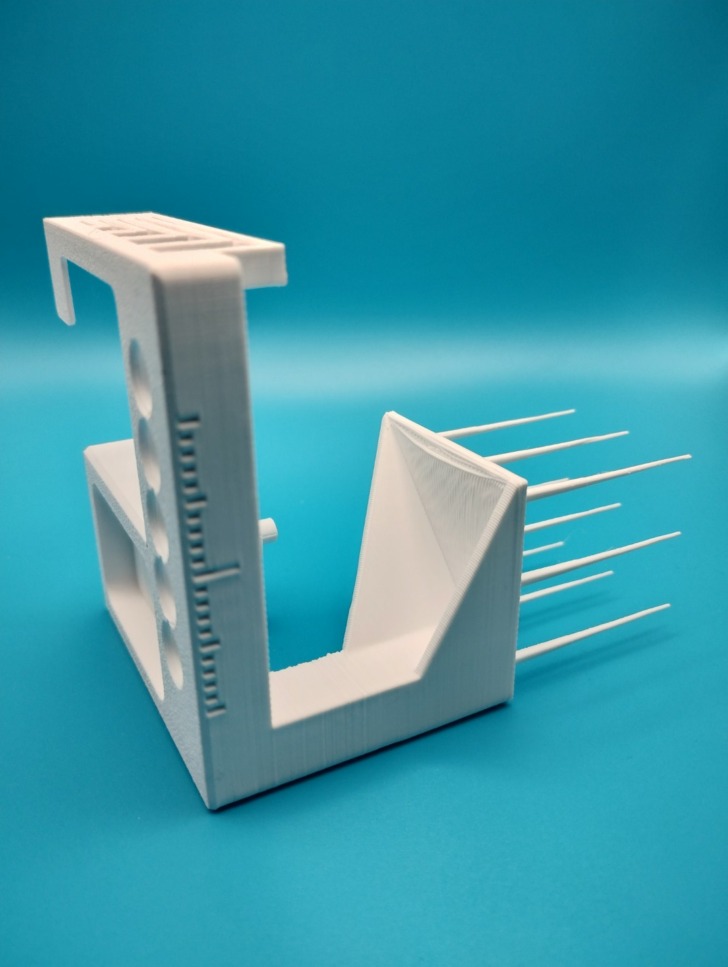
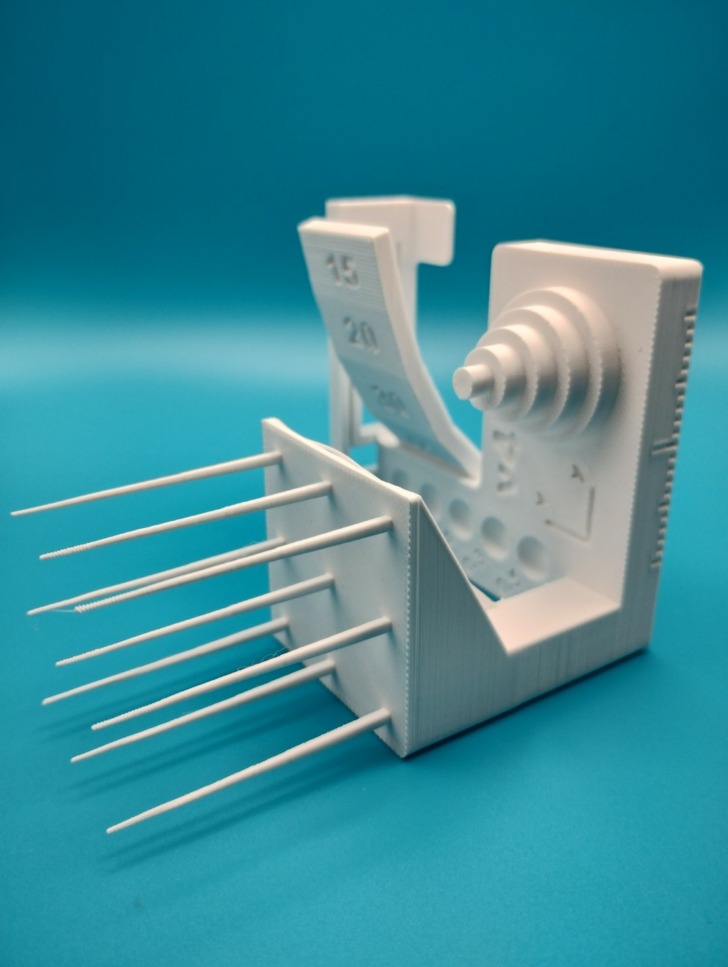
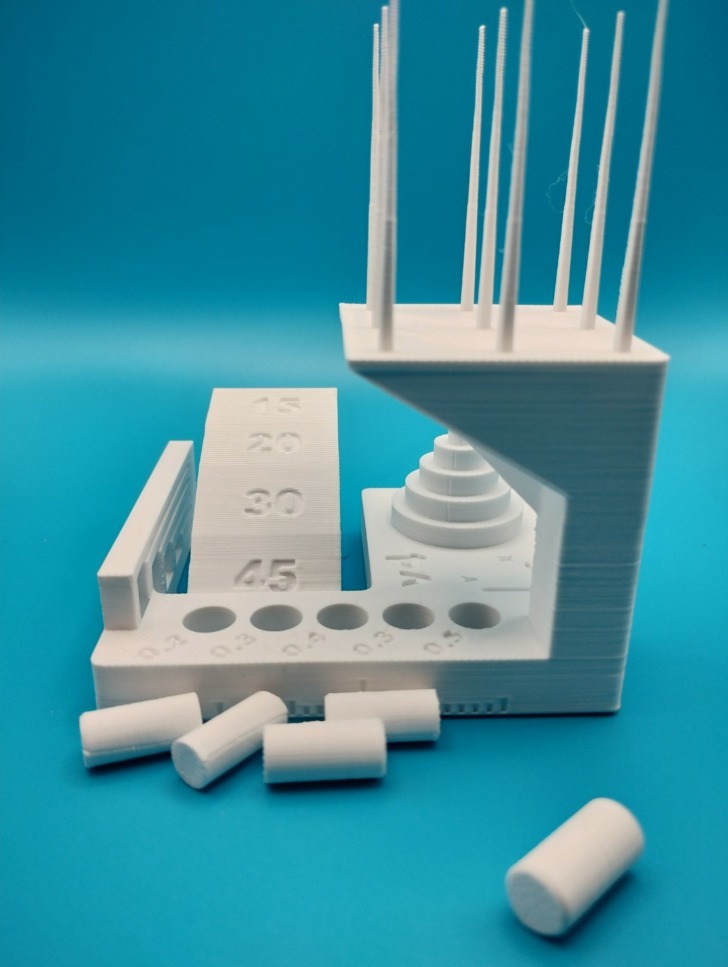
Au fond du caisson interne se trouve le système de nettoyage de la buse et d’éjection des purges :


Le système de nivellement (LeviQ3.0) utilise le nez de la buse pour détecter où se trouve le plateau via une jauge de pression. Cela permet de trouver automatiquement l’origine de l’axe Z et lors du maillage du plateau (auto-nivellement), de détecter les variations d’épaisseur pour les compenser lors de l’impression.
Avec un tel dispositif, il est indispensable que la buse soit dépourvue de résidus de filament pour ne pas fausser la détection du point Z=0.
En préalable à une mise à l’origine, la buse doit être nettoyée. Ce processus se fait en plusieurs étapes :
- chauffe de la buse à 170°C
- nettoyage de la buse en passant sur le nettoyeur (4) alternativement de gauche à droite
- positionnement sur l’anti-suintement (3) en attente de la descente de température à 140°C
- déplacement vers le racleur (2) pour enlever l’amas de filament extrudé
- déplacement vers l’éjecteur (1) pour envoyer la purge de filament (la «crotte» (poop)) à l’extérieur
- Mise à l’origine (Homing), d’abord par l’axe Y, puis X et finalement Z
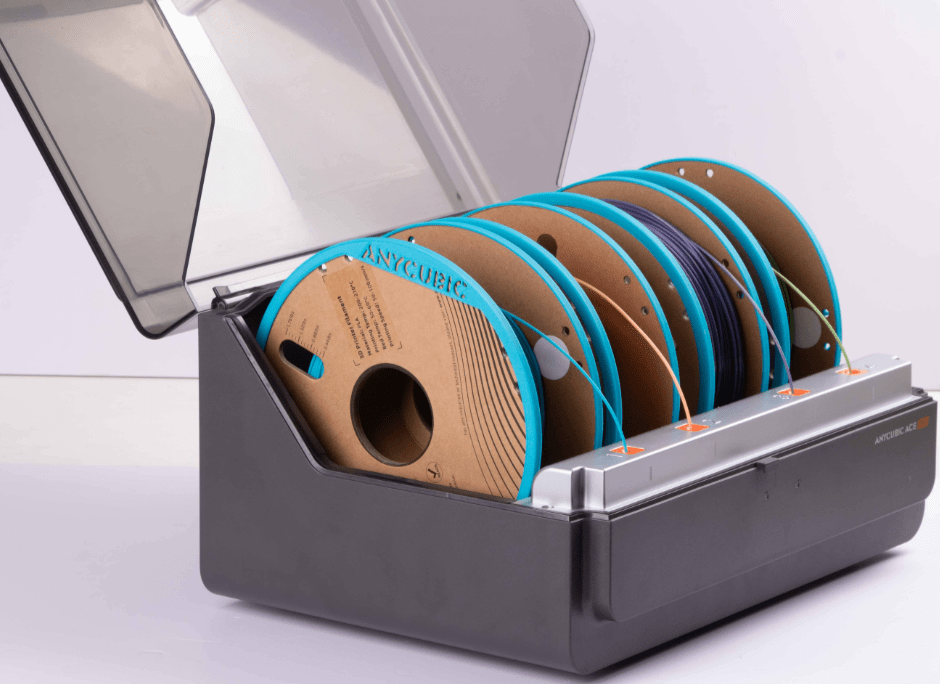
ACE Pro
Rappel, l’ACE est l’acronyme de Anycubic Color Engine.
Cet accessoire peut stocker jusqu’à quatre bobines de 1 kg chacune avec du filament de diamètre 1,75 mm. Il gère automatiquement l’alimentation en filament de manière automatisée et sans assistance utilisateur.
Il fournit le filament des bobines installées à travers quatre tubes PTFE rejoignant un concentrateur (hub) situé à l’arrière d’une Anycubic Kobra S1 Combo.
Grâce à différents capteurs, il détecte un filament bloqué ou son absence (fin de bobine), ce dernier cas permettant de poursuivre l’impression automatiquement à l’aide d’une autre bobine de filament de même type et couleur si la fonction de « backup » a été activée.
Le système de séchage intégré permet de maintenir les filaments dans des conditions optimales grâce à ses deux éléments chauffants PTC de 200 W autorisant une température jusqu’à 55°C.
Capable de gérer de nombreux types de matériaux (PLA, PETG, ABS, ASA, PET, PA, PC, PP, HIPS), à l’instar de ses concurrents, il ne gère pas les matériaux flexibles (TPU). Anycubic indique également que certains matériaux trop rigides (chargés en fibres de carbones (CF) ou de verre (GF)) peuvent être problématiques (risques de casse à l’intérieur des tubes PTFE).
Une dernière recommandation est d’utiliser un adaptateur (jante) avec les bobines en carton, adaptateur dont un modèle est fourni parmi les objets pré-tranchés qui sont proposés sur la mémoire interne de la machine.
L’inclusion de lecteurs RFID internes permet la reconnaissance du matériau et de sa couleur avec les bobines Anycubic intégrant un tag RFID. Ce n’est, à ce jour, pas compatible avec les puces RFID des autres marques de filaments.
Démontage
Le Wiki propose plusieurs documents montrant les étapes à réaliser pour effectuer les différents dépannages en cas de besoin.
Par rapport à la Kobra 3, le couvercle supérieur est muni de guides permettant de mieux maintenir les bobines.
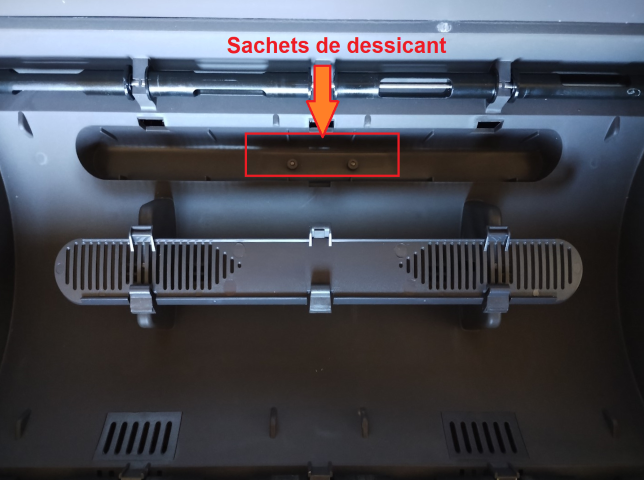
La grille intérieure amovible donne accès à une cavité qu’il vaut mieux ne pas combler avec des sachets de dessicant, ce qui perturberait la circulation de l’air chauffé. Éventuellement, on pourrait en mettre, mais il faudrait alors les placer entre les deux ouïes de ventilation.

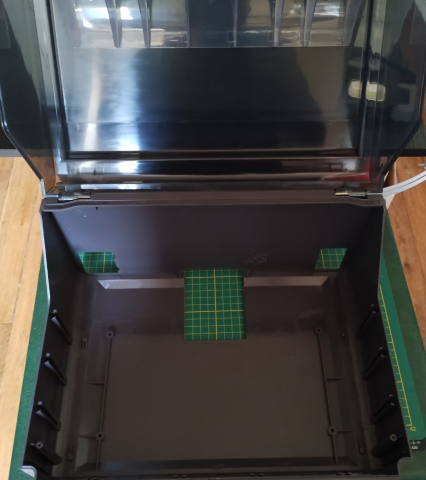
En suivant les instructions du Wiki, la coque interne est extraite du boitier. Le dessous regroupe la plupart des éléments constituant l’ACE Pro.

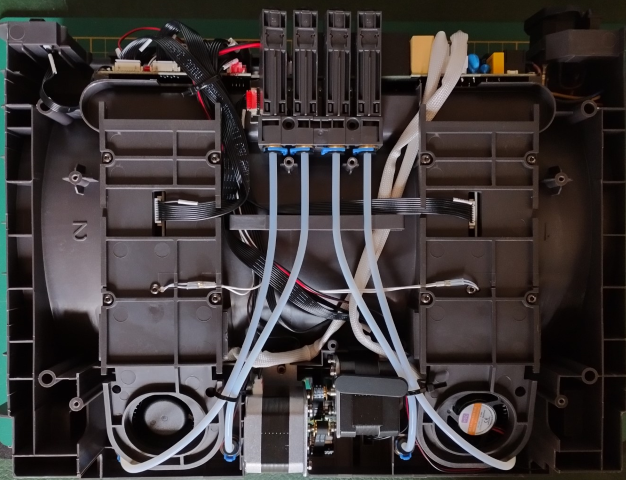
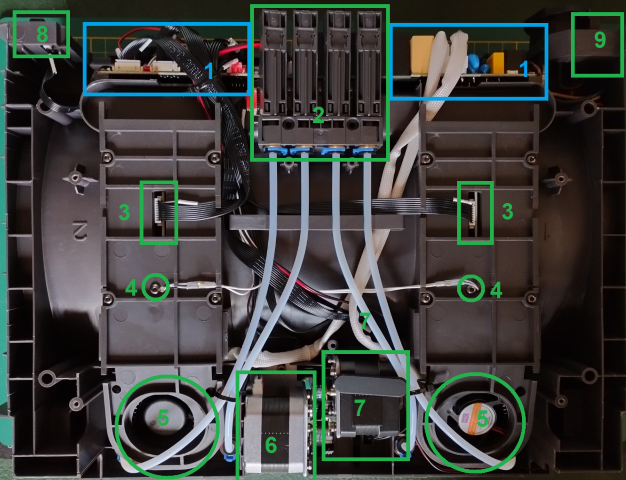
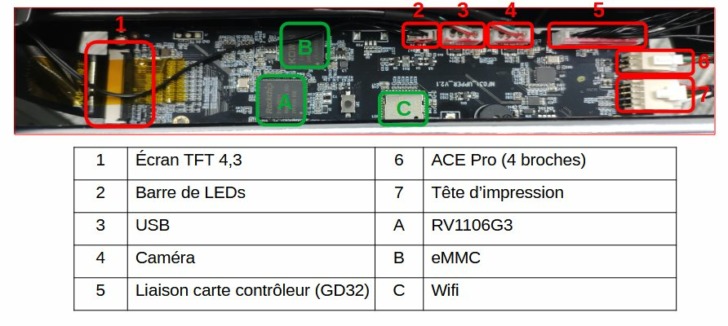
Electronique
La carte PCB (1) à l’arrière regroupe :
- un Solid State Relay (SSR) pour les éléments de chauffage PTC (réf: GJ-5-L)
- un convertisseur de tension (secteur -> 24 V), réf: HLK-30M24C (24 V, 1.25 A, 30 W)
- une carte contrôleur avec son ventilateur de refroidissement gérée par un microcontrôleur Gigadrive GD32F303 (RCT6)


Buffer de synchronisation
Ce dispositif (2) permet de maintenir un extrudeur secondaire en synchronisation avec l’extrudeur principal, évitant ainsi l’accumulation d’erreurs. Le tampon est ≃ 10 mm de filament.

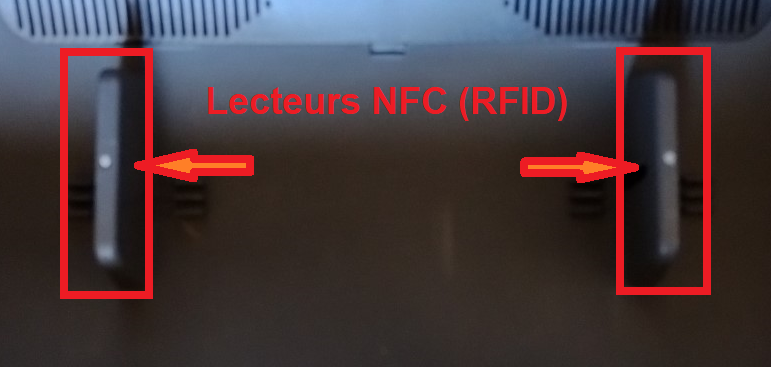
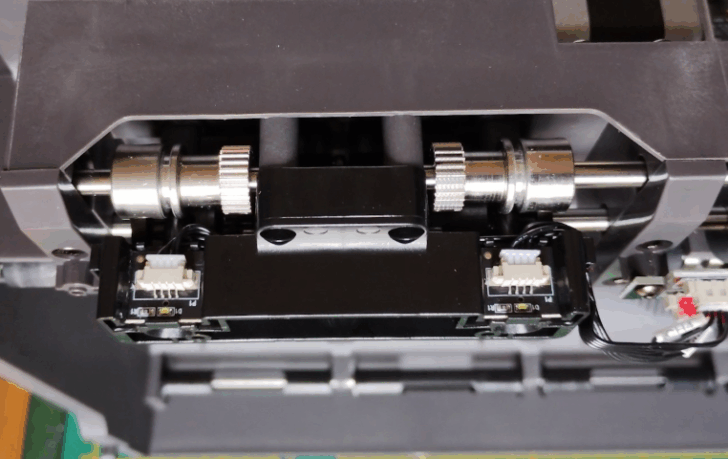
Lecteur RFID / thermistances / ventilateurs de circulation air chauffé
(3) lecteur RFID (câbles nommés NFC 1/2 sur la carte contrôleur, neuf fils). Un lecteur lit les données de deux bobines (chaque bobine étant munie de deux tags RFID, un sur chacune de ses faces.
Deux thermistances (4) mesurent la température interne de l’ACE (points blancs indiqués par les flèches).
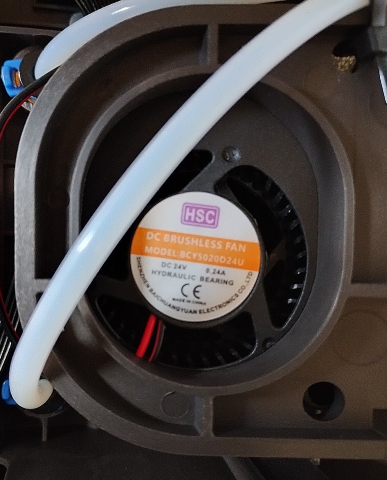
(5) Deux ventilateurs (radial 5020, brushless à roulements hydrauliques, 24V, 0,24A), assurent la circulation de l’air chauffé par les deux PTC à l’intérieur.
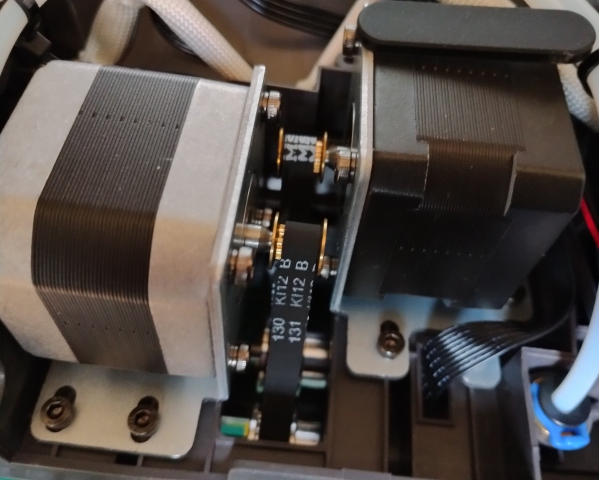
Système d’entrainement et sélection de voies
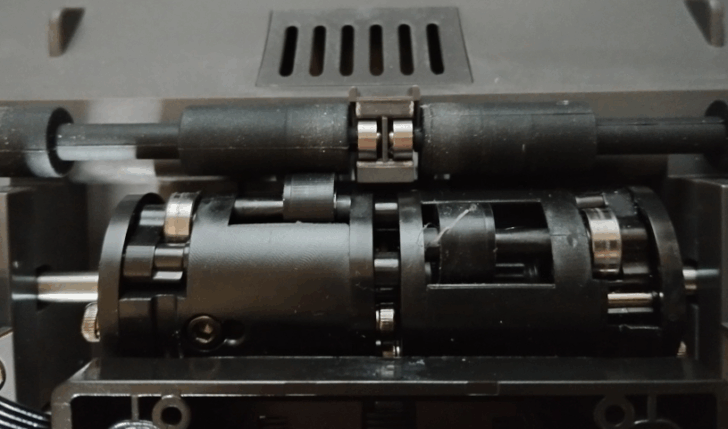
Chacun des deux moteurs (6 / 7) entraine un axe via une courroie fermée.
Un axe comporte plusieurs engrenages, l’autre un mécanisme de cames et de rouleaux caoutchouc.
En fonction de la voie choisie, un des moteurs entraine l’extrudeur, l’autre gère le rembobinage lors de changements de bobines : le galet caoutchouc frotte sur l’axe où repose la bobine (comme la propulsion d’un Solex pour les plus anciens).
Derniers éléments (liaison ACE Pro -> Kobra S1, prise secteur + interrupteur, LEDs, détecteurs de filament)
Une platine (9) accueille le cordon d’alimentation et son interrupteur.
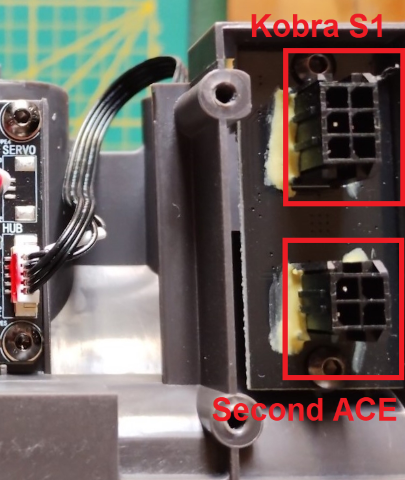
Une autre (8) permet la liaison de l’ACE vers la Kobra S1 et la connexion d’un second ACE.
En façade avant se trouvent des LEDs blanches (éteinte en l’absence de filament, allumée en présence, clignotante pour un filament en cours d’utilisation).
Des détecteurs de filament complètent les éléments matériels.
Fonctionnement de l’ACE Pro
La finalité de cet accessoire est d’alimenter l’extrudeur de la tête d’impression en filament. Comme il peut accueillir jusqu’à quatre bobines, il doit être capable de sélectionner celle choisie lors du tranchage.
En décomposant le système :
- le système interne de l’ACE, à l’aide de ses deux moteurs, entraine le filament et sert également à rembobiner le filament sur la bobine lors des changements de voies (comme vu plus haut).
- à la sortie de l’ACE, le système de compensation détectant la compression / tension du filament utilisé, c’est un système de synchronisation.
- un concentrateur regroupe les quatre tubes PTFE provenant de l’ACE vers une seule sortie.
- un détecteur de filament jouant deux rôles :
- indique l’engagement d’un filament vers la tête et inversement son désengagement
- avec un filament engagé, détecte la bonne fourniture (blocage / colmatage / emmêlement du filament sur la bobine)
- un tube PTFE va jusqu’à la tête.
- la tête munie de son extrudeur fournit le filament pour impression via la buse.
- avant chaque changement de filament, celui à retirer est coupé (il reste donc un morceau de l’ancien au-dessous de la coupe dans le heatbreak et la buse).
- l’ancien filament est ensuite rétracté avant le concentrateur (une bonne dizaine de centimètres à l’avant) .
- le nouveau filament est engagé puis pousse le reste de filament pour pouvoir poursuivre l’impression.
Avec l’ACE, plusieurs détecteurs de filament sont utilisés afin qu’il sache où se trouve le filament.
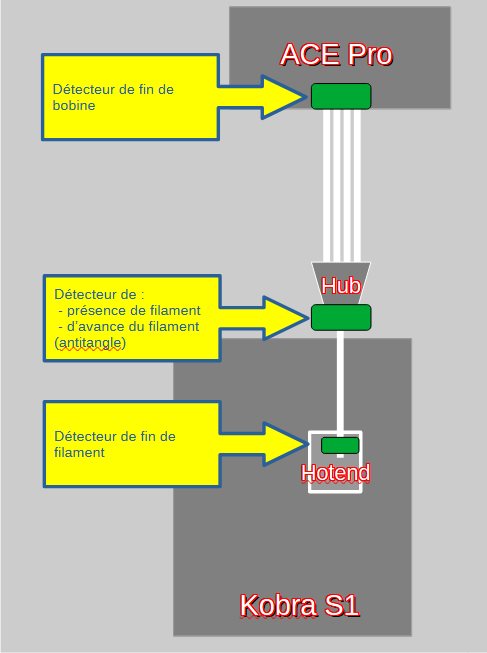
- 1) dans l’ACE, il sert à la fois à détecter un filament engagé et aussi une fin de filament (bobine vide).
Dans ce dernier cas (bobine vide), il y a encore du filament qui court jusqu’à la buse. En cas de changement manuel de bobine, tout ce qui reste de filament est purgé avant d’utiliser la nouvelle (≃ 110 cm (entrée ACE->concentrateur)+ 60 cm (concentrateur->buse) ≃ 170 cm). A noter que cette purge n’a pas lieu quand on utilise la fonction de « backup » de bobines (ne fonctionne qu’avec des bobines de même matériau et de même couleur). - 2) à la sortie du concentrateur, il sert à vérifier le bon écoulement du filament et lors du changement de bobine à détecter si le filament est engagé : le logiciel gère combien il faut encore extraire le filament lors d’un retrait ou combien il faut pousser de filament pour atteindre la tête.
- 3) dans la tête d’impression, il sert de « classique » détecteur de fin de filament si l’ACE n’est pas utilisé. Sinon, il fonctionne en association avec le n°2 ci-dessus.
L’imprimante Anycubic Kobra S1 sans ACE n’a qu’un seul détecteur, celui situé dans la tête d’impression (ci-dessus le n°3). Si on veut ajouter un ACE à la Kobra S1, il est nécessaire de se procurer le module spécifique, désormais en vente sur le site.
Remarques
Le processus de changement de bobine prend du temps. Le premier modèle d’imprimante avec ACE d’Anycubic, la Kobra 3, était un peu plus rapide, le concentrateur étant situé au niveau de la tête d’impression. Avec la Kobra S1, il faut ajouter la longueur de tube PTFE allant du concentrateur à la tête d’environ soixante (60) centimètres.
Lors d’un retrait de filament, celui-ci n’est pas parqué juste à l’entrée du concentrateur mais plutôt à quinze / vingt centimètres en amont. Anycubic est aussi très « frileux » quant aux vitesses de bobinage / rembobinage.
Ces deux derniers points mériteraient des améliorations que seul Anycubic peut apporter, le système étant fermé.
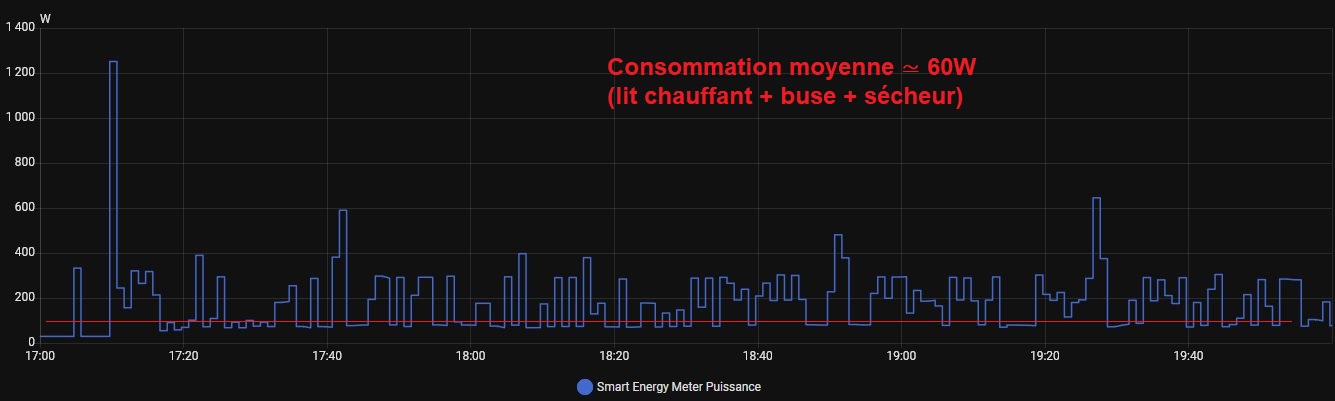
Consommation électrique
Ayant des prises connectées associées à mon Home Assistant, en moyenne, sur des impressions utilisant la chauffe du lit, de la buse et du sécheur de filament, la puissance utilisée est de 60 W.
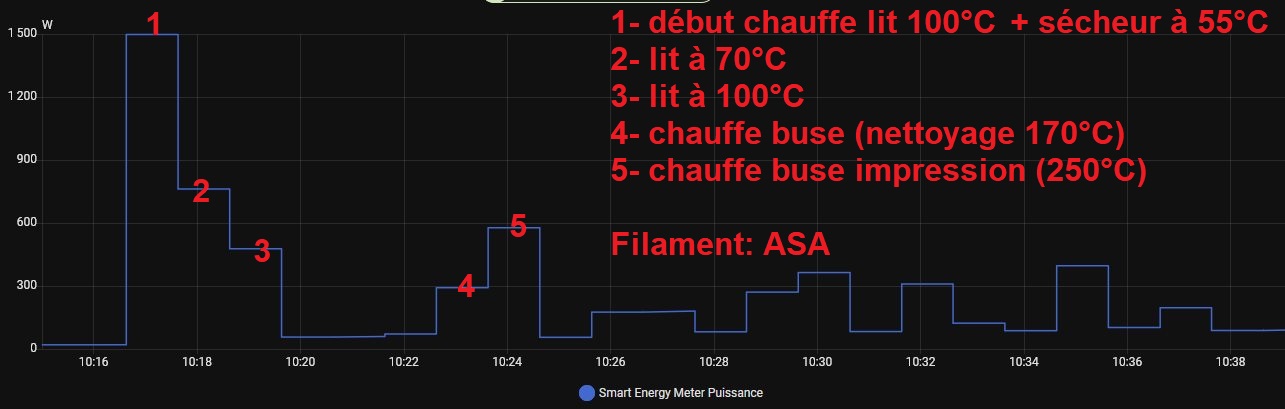
Pour un début d’impression avec de l’ASA (lit 100°C, buse 250°C, sécheur 55°C), le lit étant alimenté en 230V, sa chauffe est rapide et se stabilise rapidement (pic de début à ≃ 1500W, sécheur également en fonctionnement ≃200W). La buse monte en températures plus lentement en plusieurs étapes : 170°C pour le nettoyage puis température effective d’impression.
Ensuite, tout au long de l’impression, des chauffes sont remises en route afin de maintenir les températures de consigne.
Vidéo timelapse avec la Kobra S1
La caméra embarquée de la KS1 se situe en haut à droit de la chambre d’impression. Les images enregistrées le sont sur la clé USB qu’il convient de laisser branchée sur l’appareil.
Premier exemple avec ce buddha immortalisé par une vidéo timelapse avec prise de vue toutes les X secondes, on voit donc la tête d’impression se déplacer.

Un deuxième exemple avec ce buste d’Einstein et une prise de vue après parcage de la tête d’impression. Une tour de purge est présente bien qu’il n’y a pas de changement de filament. Cette tour sert à purger le filament après le parking de la tête, avant impression de la couche suivante.

Améliorations et upgrades
Tels quels, la Kobra S1 et l’ACE Pro sont pleinement fonctionnels.
Il y a toutefois quelques pièces qui me semblent indispensables pour améliorer le confort d’utilisation :
- un récupérateur de purges pour éviter d’avoir les déchets éparpillés un peu partout derrière l’imprimante
- un rehausseur pour l’ACE quand il est posé au-dessus (posé directement sur le couvercle, il empêche son ouverture)
- des jantes pour les bobines (de plus en plus fréquentes) en carton
- des guides avec mini PTFE pour l’entrée du filament dans l’ACE (permettent lors du rembobinage un meilleur enroulement du filament)
D’autres points, mais que seul Anycubic pourra améliorer :
- augmenter les vitesses de chargement / déchargement du filament avec l’ACE et parquer les filaments en attente plus près du hub
- revoir le guide bobine du capot supérieur de l’ACE. Avec certaines bobines neuves, le guide appuie sur le filament et freine le bon déroulement de la bobine. Il suffirait de diminuer de quelques millimètres (≃ 2 – 2,5 mm). Sinon on est obligé de laisser un peu entrouvert le capot… et on perd alors l’utilité du sécheur de bobines.
- quand on utilise une bobine externe à l’ACE (pour du TPU, par exemple), il faut déconnecter le tube PTFE allant au hub et ne pas allumer l’ACE. Un système deux entrées vers une sortie permettrait de ne pas avoir à faire la manipulation précédente (juste éteindre l’ACE Pro).
Service Après Vente (SAV) Anycubic
J’ai eu l’occasion, à deux reprises de faire appel au SAV du constructeur. Une première fois pour un souci avec l’ensemble bloc buse amovible (relaté dans ce sujet du forum), la seconde pour un problème avec la puce gérant la compensation de résonances (Input shaping).
Dans les deux cas, après ouverture d’un ticket sur le site Anycubic, en fournissant les informations nécessaires et en tenant compte des délais de communication entre la France et la Chine, le SAV a fourni à chaque fois une solution (envoi de pièces de rechange).
Mon second souci (puce de l’Input shaping HS) a eu lieu durant le Nouvel An Lunaire et a donc pris un peu plus de temps mais n’empêchait pas de continuer à imprimer. Après remplacement de la carte électronique dans la tête d’impression, j’ai pu à nouveau effectuer les compensations de résonance.
Mais aussi pour quelques déboires rencontrés. D’abord, le lit chauffant qui, du jour au lendemain, ne chauffait plus. Après contact avec la SAV, échanges de mails avec diverses manipulations et photos, le diagnostic de lit HS est avéré. Un nouveau plateau est expédié, remonté, les impressions reprennent.
Un peu plus tard, l’imprimante ne veut plus démarrer. L’écran reste figé sur le processus de démarrage. Rien à faire après de multiples tentatives. Le boot n’arrive pas à se faire. Malheureusement, comme le système Kobra OS est fermé, impossible d’utiliser les outils classiques de Linux. La carte qui gère le firmware (celle avec le microcontrôleur Rockchip RV1106G3) n’est pas disponible en accessoire sur le site Anycubic. Après contact avec les SAV de Geekbuying et Anycubic, il est établi que l’imprimante rencontre un souci. Le SAV de Geekbuying (revendeur) propose de retourner le modèle défaillant pour examen. Une fois ce colis enregistré pour un retour vers l’entrepôt de Pologne, un modèle de remplacement a été expédié, depuis déballé et testé. Les impressions ont pu reprendre avec cette toute nouvelle machine.
Remarques : efficacité et rapidité du SAV de Geekbuying mais il aurait été plus simple et moins coûteux qu’Anycubic (fabricant) ait des pièces de rechanges (ici la carte électronique) pour éviter l’envoi d’une imprimante complète.
Forum français AnycubicQuel public pour cette Anycubic Kobra S1 Combo ?
L’imprimante Anycubic Kobra S1 Combo est un ajout notable au marché de l’impression 3D, conçue à la fois pour les amateurs et les professionnels à la recherche de capacités d’impression multicolores à grande vitesse. C’est l’une des imprimantes 3D multi-filaments les moins chères sur le marché qui offre une valeur exceptionnelle pour son prix.
Un débutant à la recherche d’une imprimante « je branche et ça fonctionne » (plug and play) sans aucun désir de bricoler son imprimante sera pleinement satisfait. En cas de problème, le SAV et le Wiki pourront lui apporter de l’aide.
Un utilisateur plus aguerri ayant déjà possédé une imprimante 3D, ayant appris à la maitriser et ayant surmonté les nombreux pièges de la technologie, fera un très bon choix avec cette Kobra S1 Combo. Les impressions sont de qualité, obtenues rapidement pour un coût d’achat initial très intéressant (régulièrement à moins de 600 € l’ensemble).
Les seuls utilisateurs à qui je ne recommanderai pas cette imprimante sont ceux attachés à l’Open source (écosystème Klipper). Faire évoluer cette imprimante sera difficile à cause de son OS, du Klipper à la sauce Anycubic et de sa carte SBC contenant l’OS offrant peu, voire aucune, possibilité d’ajout de modules.
Test vidéo Anycubic Kobra S1 Combo
La même machine vue par isidon qui en donne son avis après une centaine d’heures d’impression et qui peut comparer cette Kobra S1 + ACE Pro à une Bambu Lab P1S avec AMS.

Notes et conclusion
Qualité d'impression - 9
Fiabilité - 8
Logiciel - 7.5
Utilisation - 9.5
Rapport qualité / prix - 10
8.8
/10
- Mise en service rapide
- Facilité d'utilisation
- Qualité et rapidité des impressions
- Caméra de surveillance
- Impression multi-couleurs
- Sécheur de bobines
- Changement rapide de la tête d'impression
- Prix
- Compatibilité des bobines avec l'ACE
- Bruit de l'ACE en mode séchage
- Système logiciel fermé
- Durée de changement du filament
- Cloud parfois défaillant