
En avant-première, Creality nous a proposé de tester la nouvelle imprimante de la gamme de Ender 3, le modèle S1. La Creality Ender 3 S1 n’a officiellement été annoncée et mise en vente qu’à compter du 1er décembre 2021. Le test ci-dessous est à compléter par la lecture du topic forum «Voyage au long cours» avec cette Ender-3 S1.
En parallèle, vous pouvez aussi découvrir mon expérience avec la CR30 / 3DPrintMill et ses essais au «long cours», ou encore le test de la Creality CR-10 V2 réalisé il y a maintenant deux ans.
Les caractéristiques
En résumé :
- l’imprimante utilise du filament de 1,75 mm,
- elle dispose d’un plateau chauffant sur lequel une base magnétique est collée,
- une fine tôle métallique recouverte d’un PEI texturé servira de base pour l’impression du filament,
- les dimensions maximales d’impression sont de 220 x 220 x 270 mm,
- la vitesse d’impression suggérée est entre 60 et 80 mm/s. On pourra aller plus vite mais avec le risque d’avoir une dégradation de la qualité,
- la buse montée en standard est une buse de 0,4 mm, autorisant des épaisseurs de couches de 0,1 à 0,32 mm.
Ce n’est pas à proprement parler une évolution de la Ender 3 V2, comme nous le verrons par la suite. Creality a réalisé un mix d’une Ender3 V2 et d’une CR6 SE pour la structure et apporté de nombreux changements par rapport à ses modèles précédents :
- nouvelle tête facilement démontable,
- extrusion en mode direct-drive,
- ajout d’un système d’auto-nivellement avec leur propre matériel : CRTouch,
- nouvelle carte mère 32 bits,
- synchronisation via courroie des deux vis trapézoïdales de l’axe Z,
- tendeur de courroie des axes X et Y,
- …
Le comparateur du site vous donnera de plus amples informations.
Déballage de la Ender-3 S1
Comme toutes mes imprimantes précédentes, celle-ci est parfaitement protégée des aléas du transport par d’imposantes épaisseurs de mousse. Le carton lui-même est épais et n’a pas subi de dommage lors de son voyage.
Les inscriptions sur le côté du carton permettent de connaître son contenu :
L’ouverture du carton nous permet d’accéder à son contenu :

Le premier étage contient de nombreux éléments :

On découvre dans les cavités aménagées dans la mousse :
- la tête d’impression,
- le support de bobine avec son détecteur de fin de filament monté sur rotules,
- un câble d’alimentation,
- l’écran TFT non tactile et son support,
- un échantillon de filament,
- le support du faisceau de câbles à clipser sur l’axe X,
- une pochette plastique contenant d’autres pochettes plastiques.
Cette pochette plastique renferme :
- le manuel utilisateur papier dans un format «réduit» (heureusement qu’il est également fourni en PDF sur la carte SD),
- les outils classiques permettant l’assemblage de l’imprimante et ses réglages (spatule, clés hexagonales, clés plates de 7 et 10mm, pince coupante, aiguille de débouchage de la buse),
- une carte SD et son lecteur USB,
- les quelques vis qui serviront au montage (en nombre supérieur au nécessaire),
- une buse de rechange,
- un contacteur de fin de course accompagné de son câble de connexion.


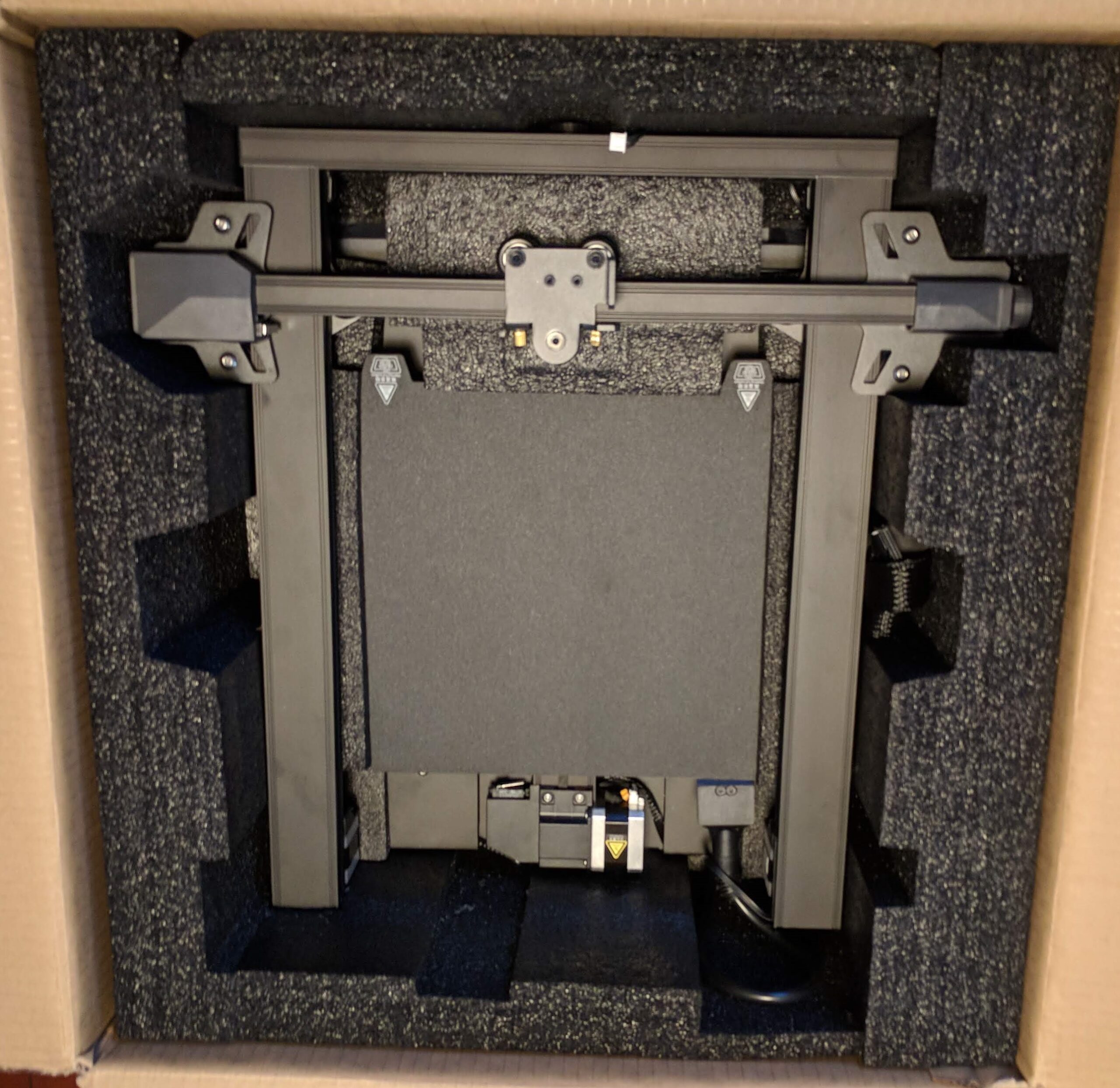
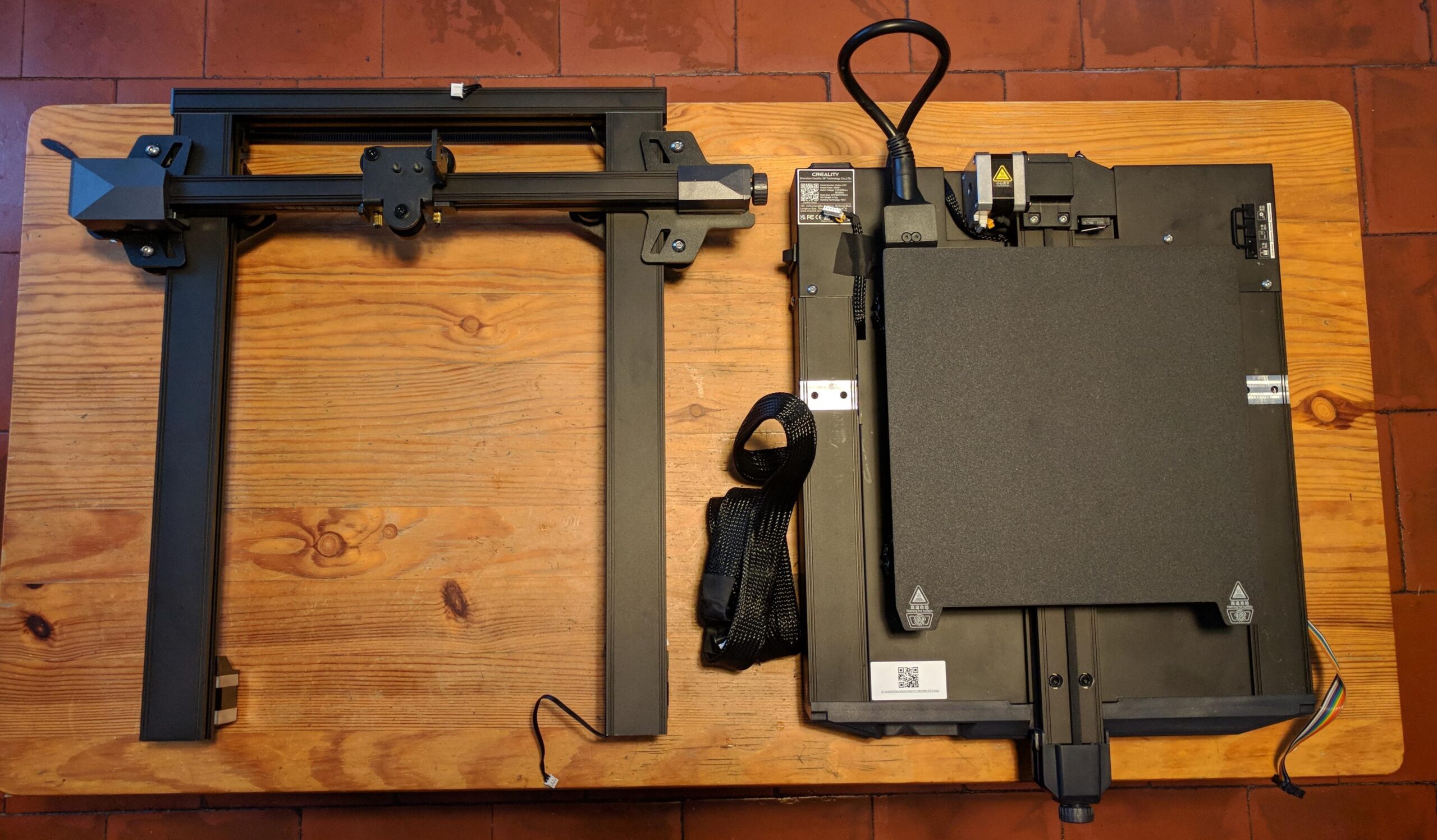
Le second étage donne accès au portique (axes X et Z). Il a été entièrement assemblé en usine, contrairement aux modèles précédents de Ender3 où ce montage devait être réalisé par son acheteur.
Le montage de cette imprimante n’en devrait qu’être beaucoup plus rapide :
Quelques détails du portique
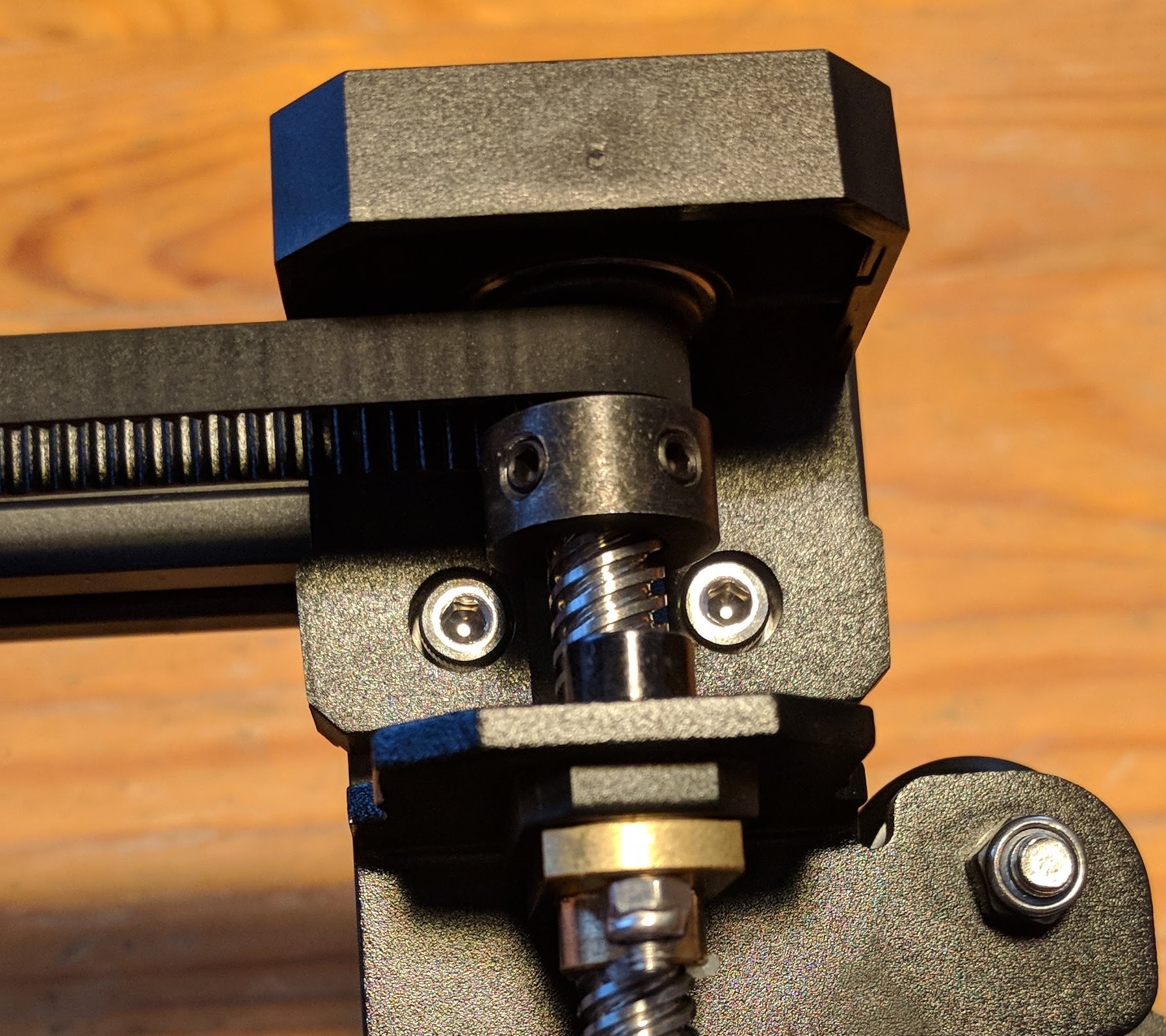
Les deux vis de l’axe Z sont synchronisées à l’aide d’une courroie :

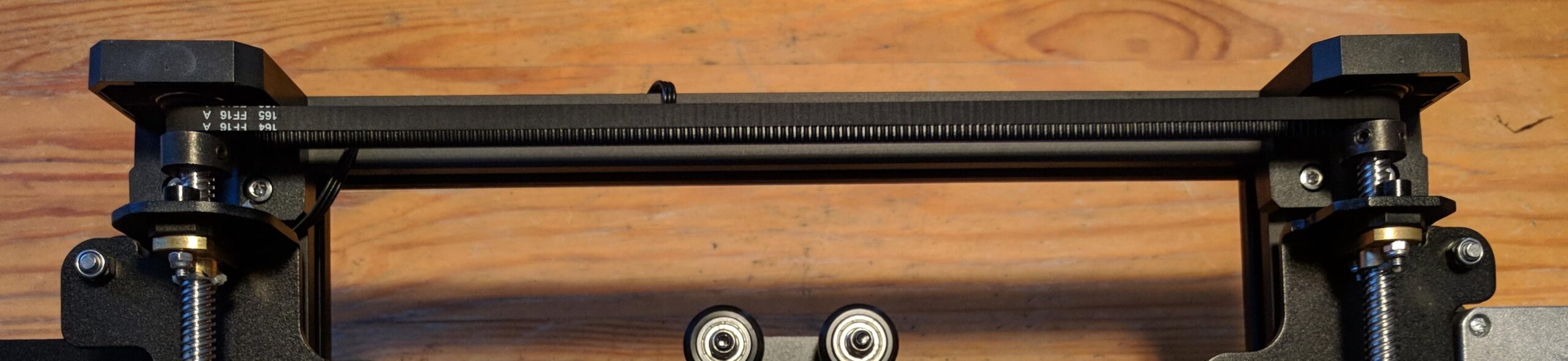
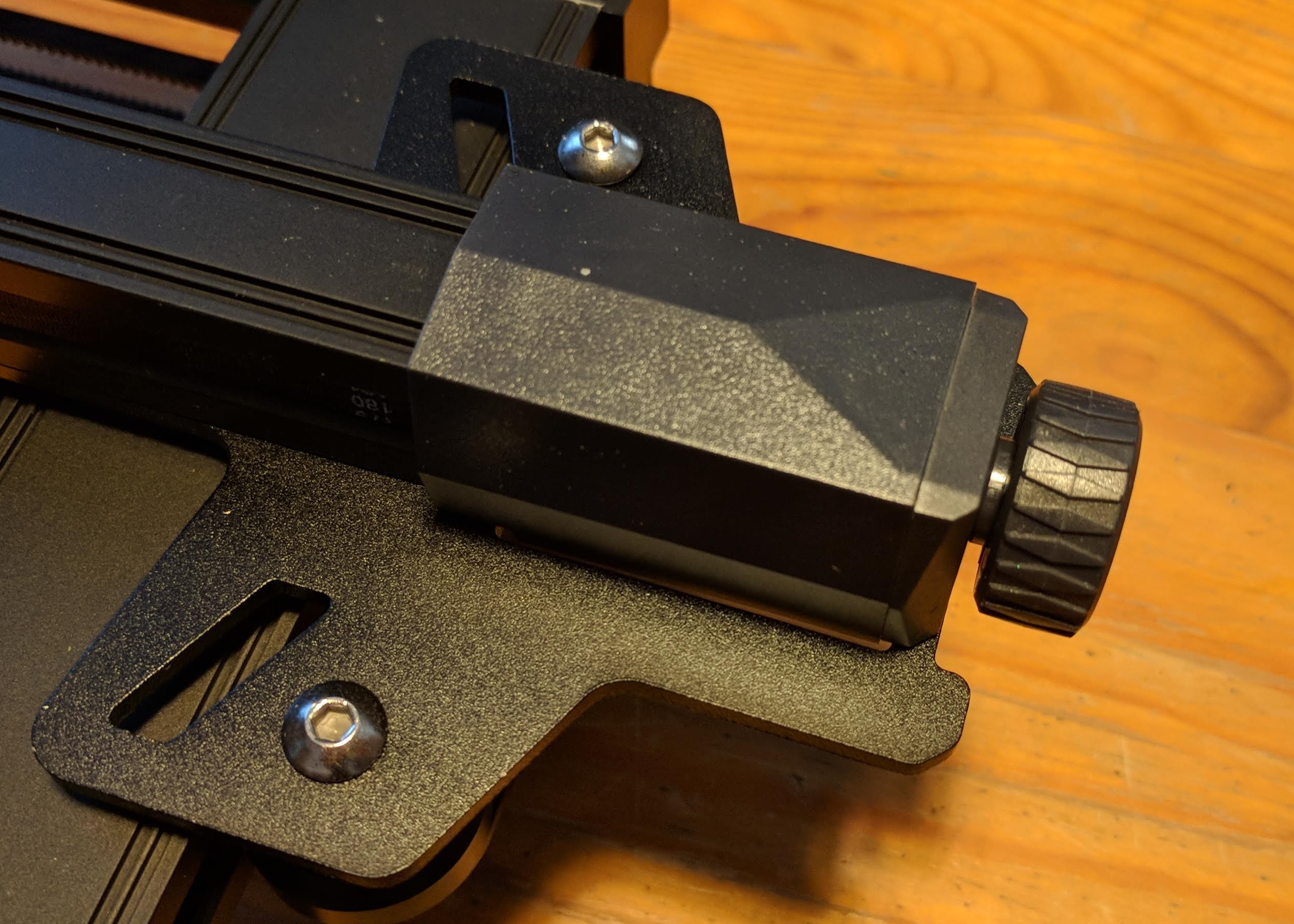
Les axes X et Y sont munis chacun d’un tendeur de courroie :

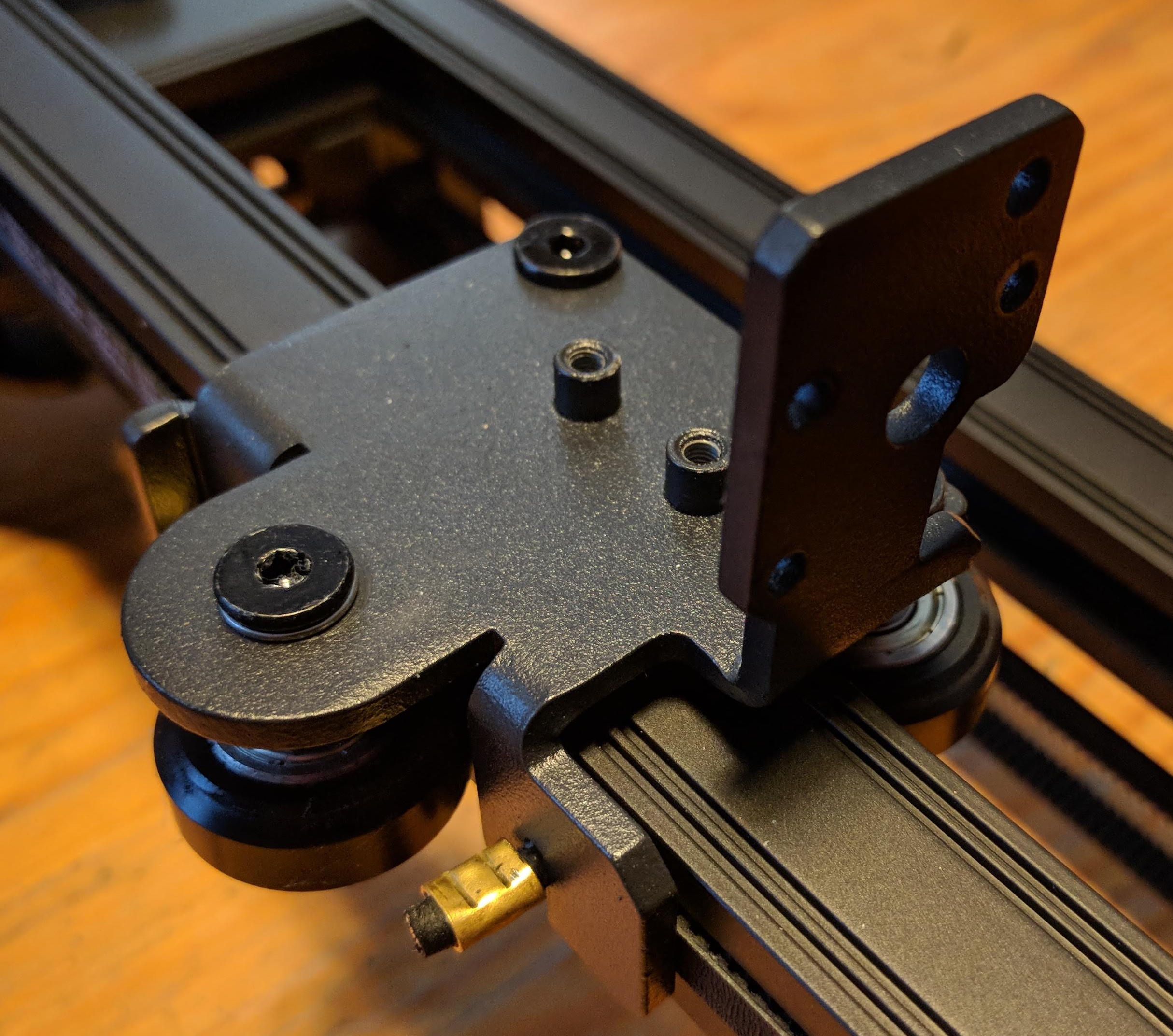
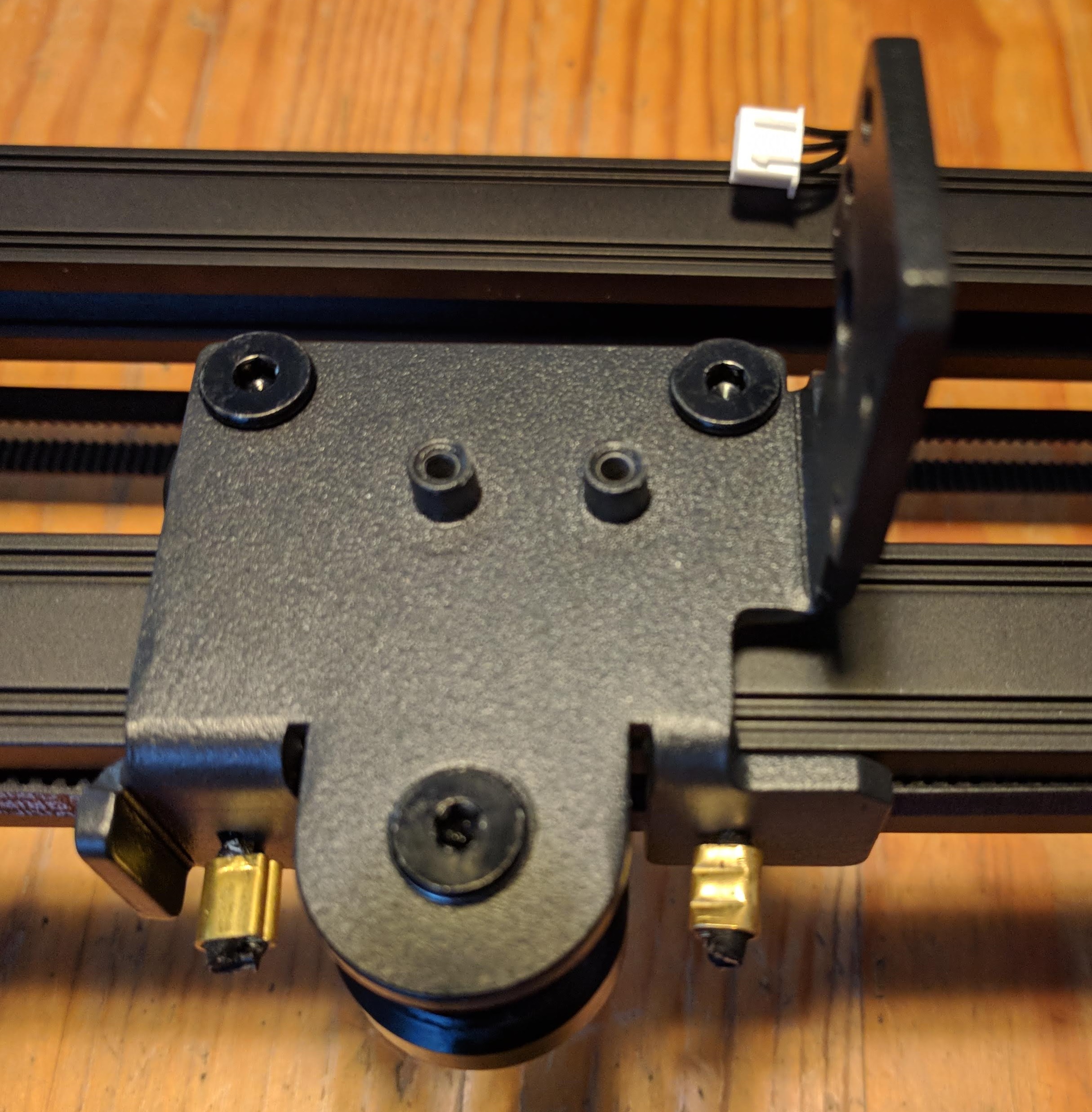
Le support de la tête (tripode métallique) sur l’axe X n’attend plus que le montage de celle-ci :
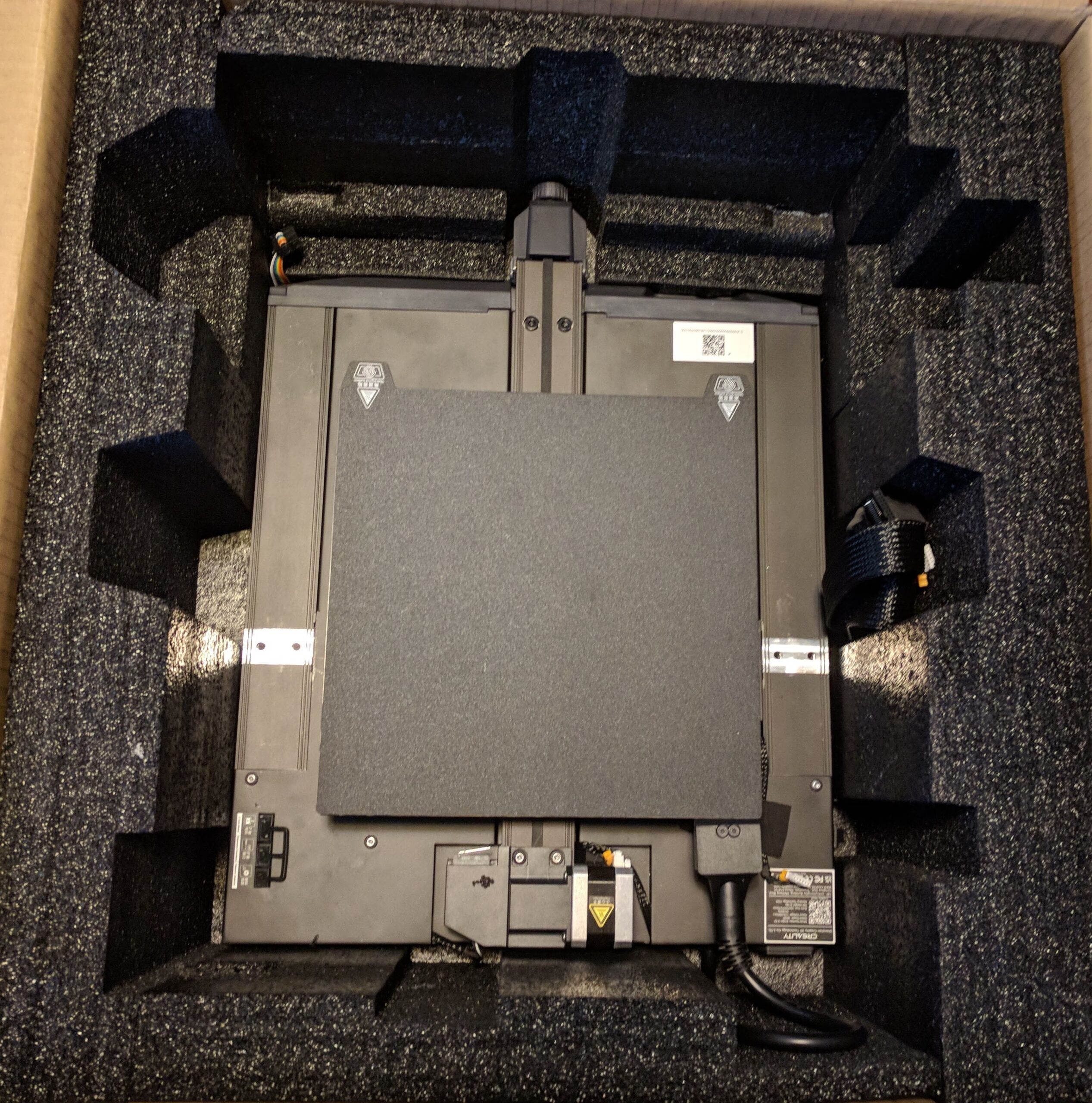
Le troisième et dernier étage du carton donne accès à la base de l’imprimante avec son boitier métallique.
Celui-ci renferme l’alimentation électrique et la carte électronique pilotant la machine.
Sur le dessus se trouve le profilé guidant le plateau d’impression (axe Y) :
La carton est désormais vide. Une dernière inspection du contenu laisse apparaitre une vis esseulée :

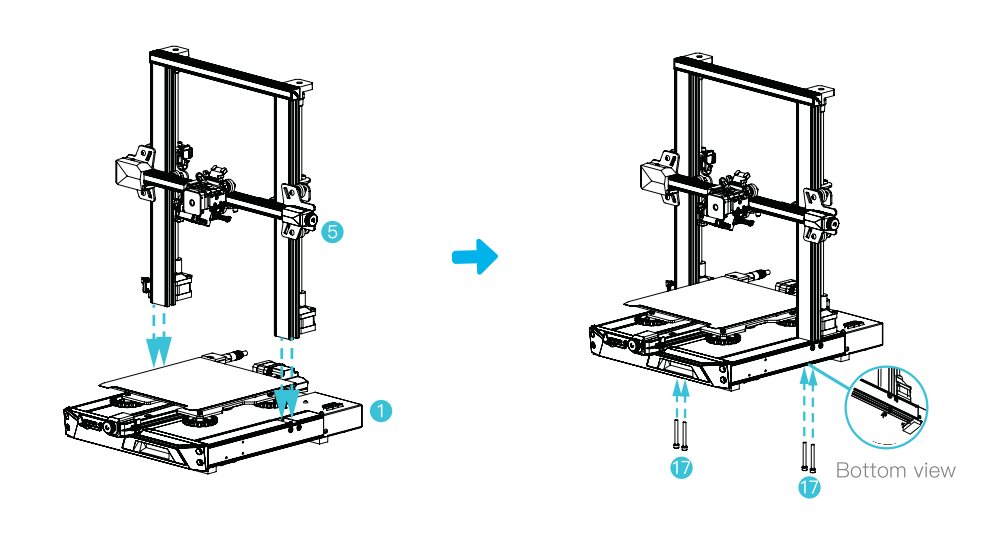
L’assemblage de cette imprimante consistera à :
- fixer le portique sur la base au moyen de vis M5,
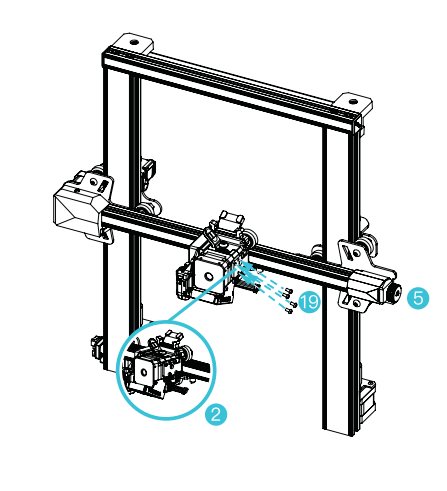
- monter la tête d’impression sur son support au niveau de l’axe X au moyen de vis M3,
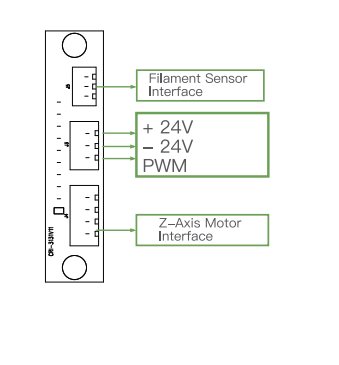
- connecter les différentes prises des câbles dans leurs connecteurs munis de détrompeurs.
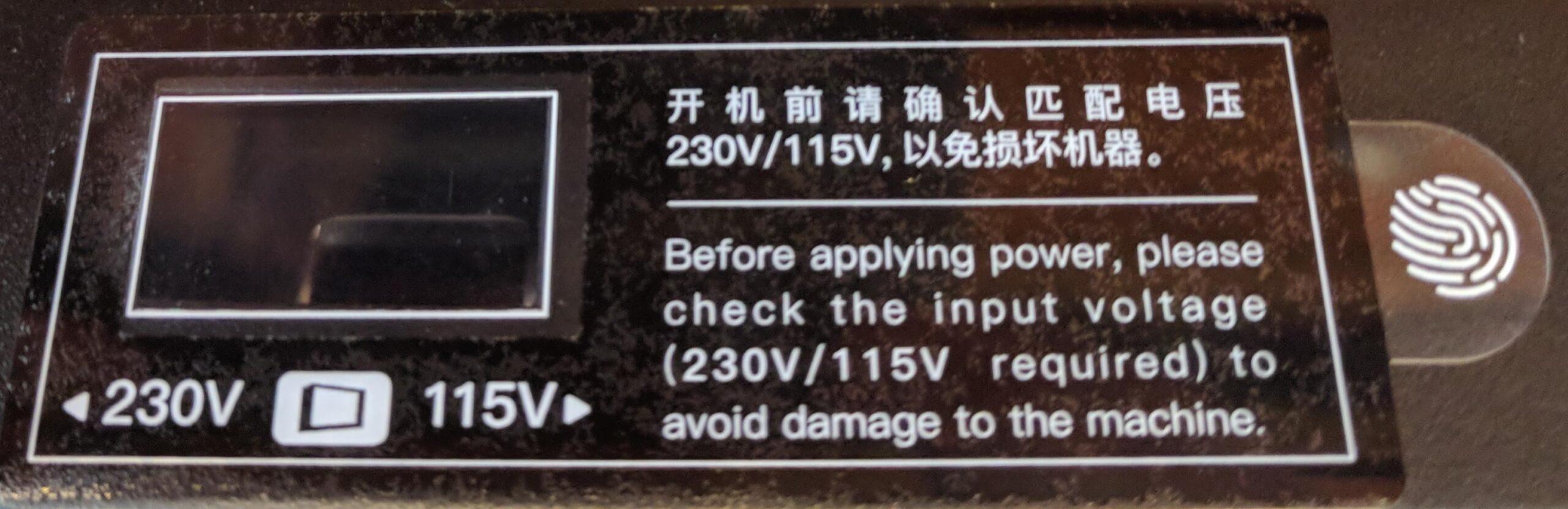
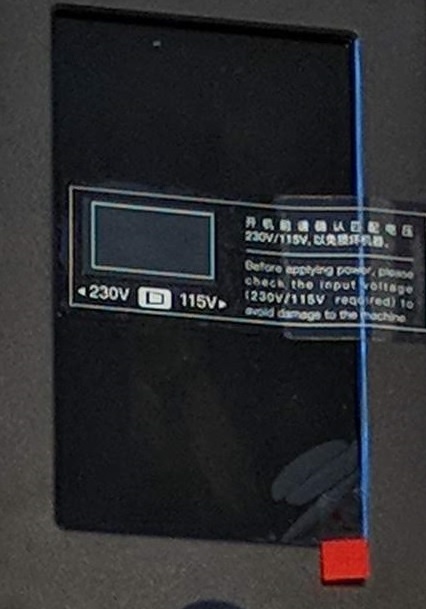
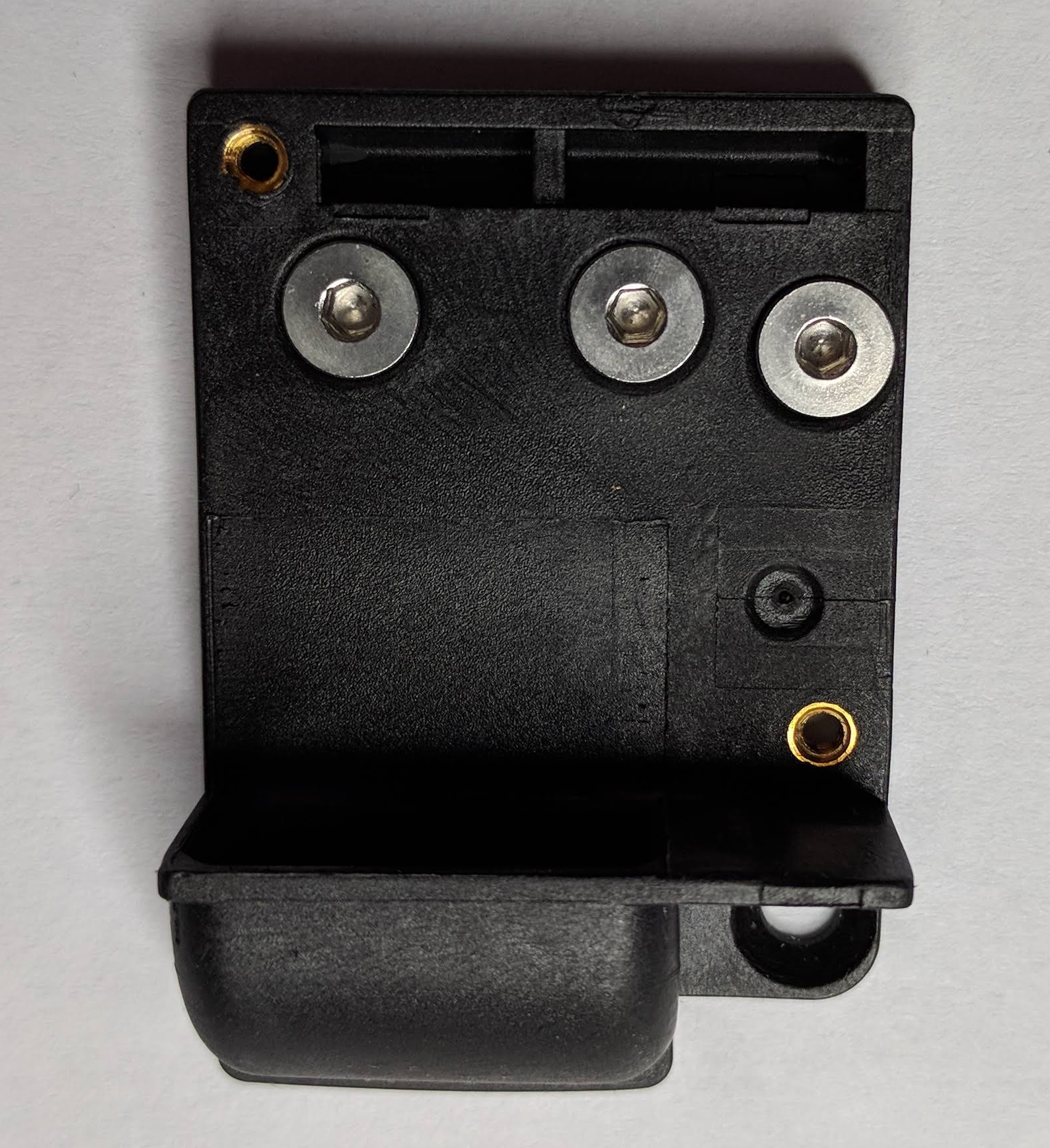
Avant de brancher l’imprimante sur le secteur, une vérification très importante reste à faire : sélectionner la bonne tension d’alimentation secteur (230V en France). Creality a d’ailleurs apposé deux étiquettes pour rappeler aux «étourdis» de le faire : une sur le boitier métallique là où se trouve le sélecteur de tension ainsi qu’une autre sur l’écran TFT non tactile («un homme averti en vaut deux»).
Le boitier électronique
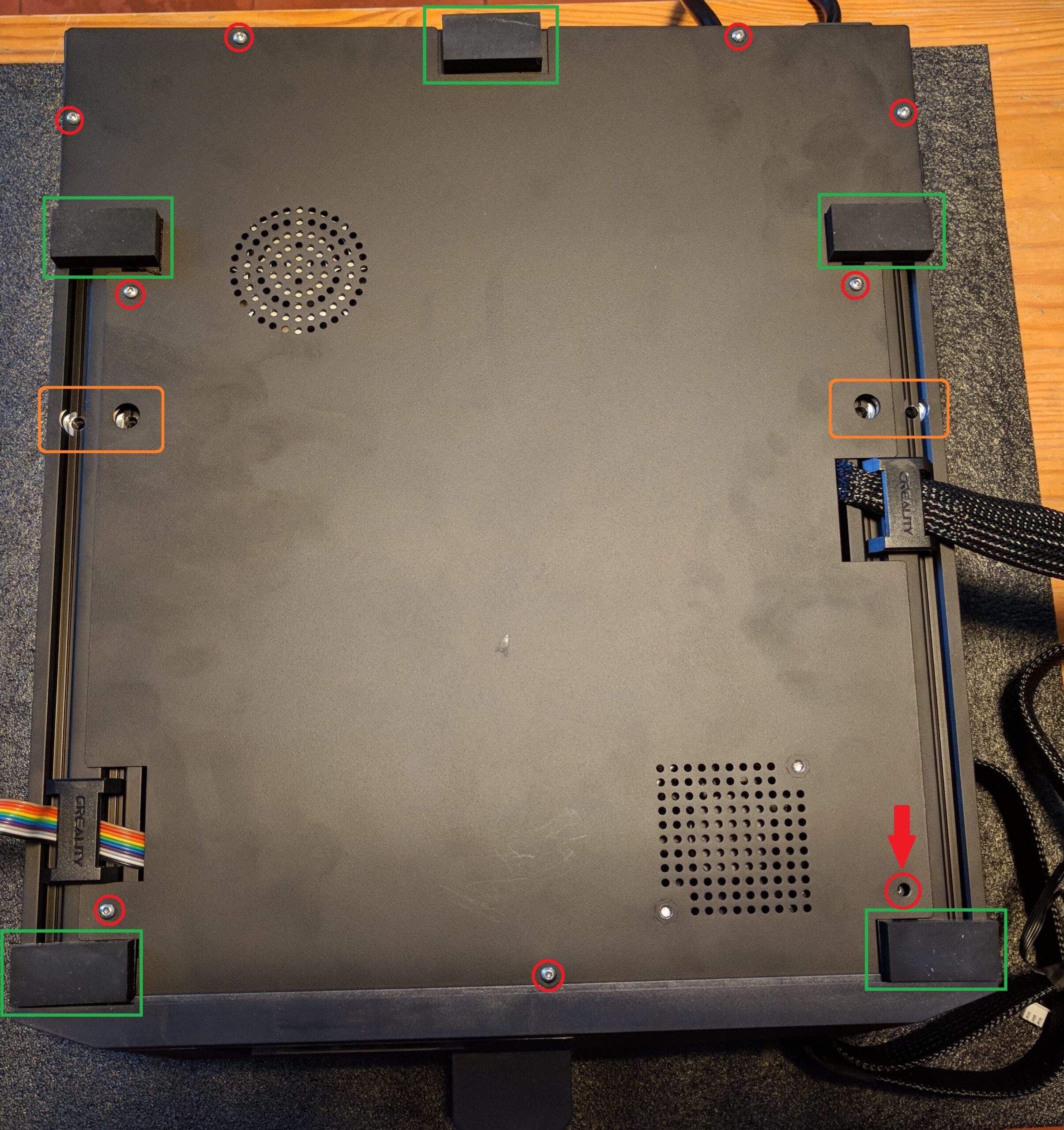
Avant de procéder au montage, ma curiosité n’étant jamais rassasiée, je vais aller observer les entrailles de cette nouvelle Creality Ender 3 S1. L’accès à l’intérieur du boitier est réalisé en dévissant les vis (9) cerclées en rouge (j’ai trouvé d’où vient la vis esseulée au fond du carton (flèche rouge)). A noter que toutes les vis M3 ne sont pas de la même longueur donc ne pas se tromper lors du remontage.
Afin d’amortir les vibrations de l’imprimante, elle est munie de pieds en mousse moyennement compressible (encadrés verts) non ajustables en hauteur.
Encadrés en orange, se trouvent les quatre passages de vis M5 permettant de fixer le portique sur la base.
L’alimentation secteur est de marque Creality, c’est une 24V 350W (14,6A). Le ventilateur de refroidissement s’avère à l’usage ni pire ni meilleur que mes précédentes alimentations en terme de niveau sonore :
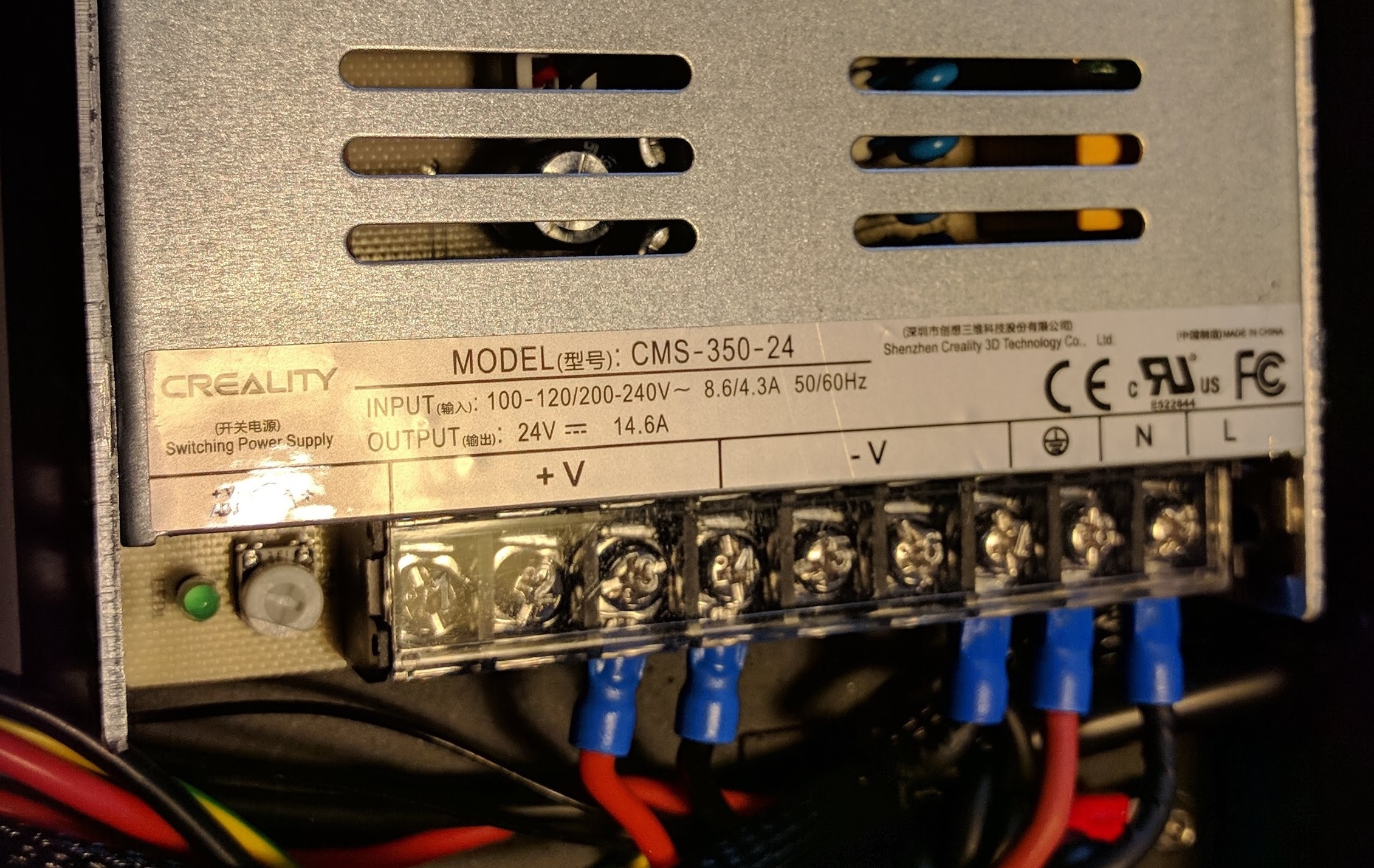
L’agencement des câbles est bien réalisé. Certains câbles sont munis d’anti-parasitage, le boitier métallique est mis à la terre :



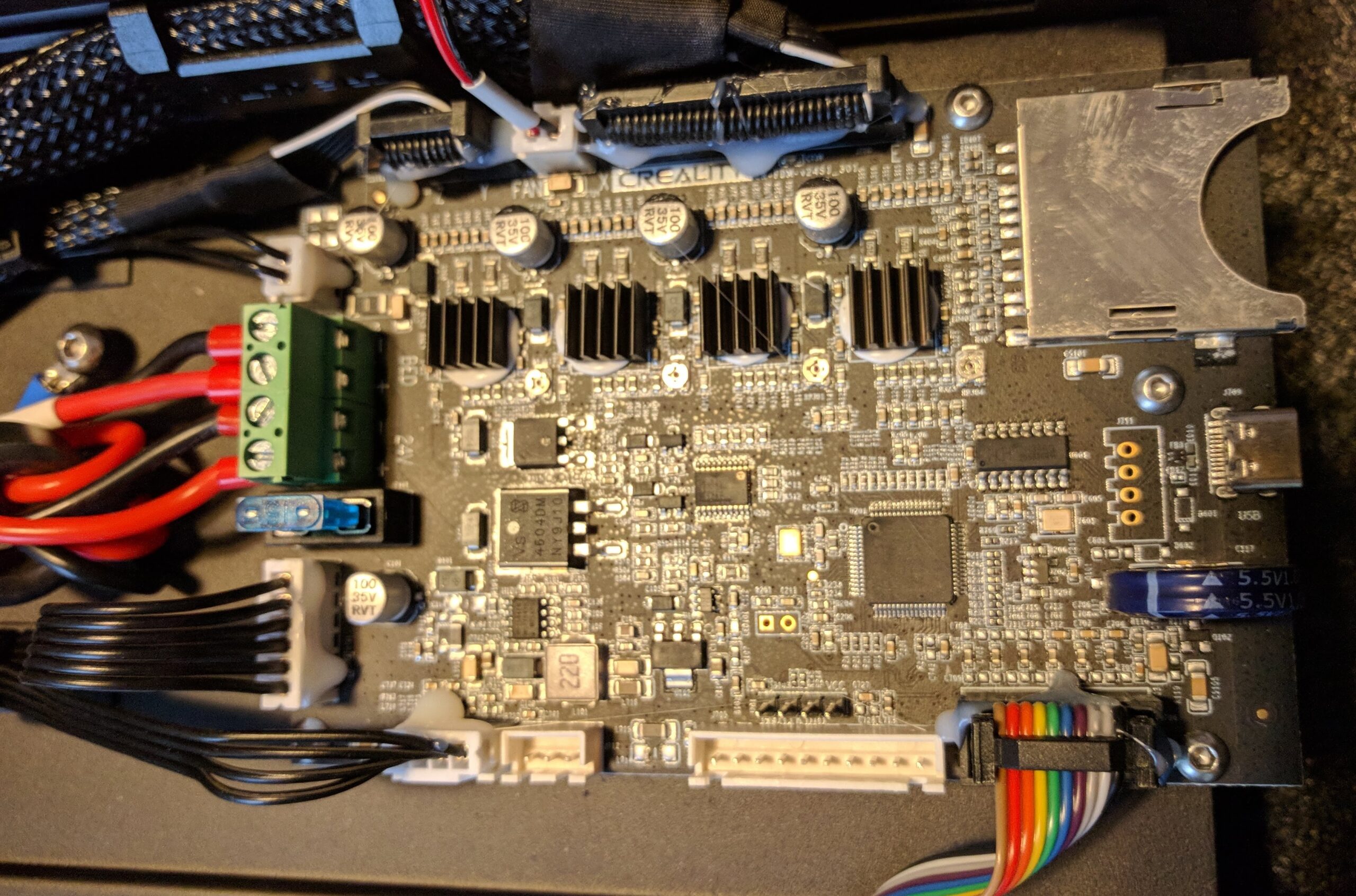
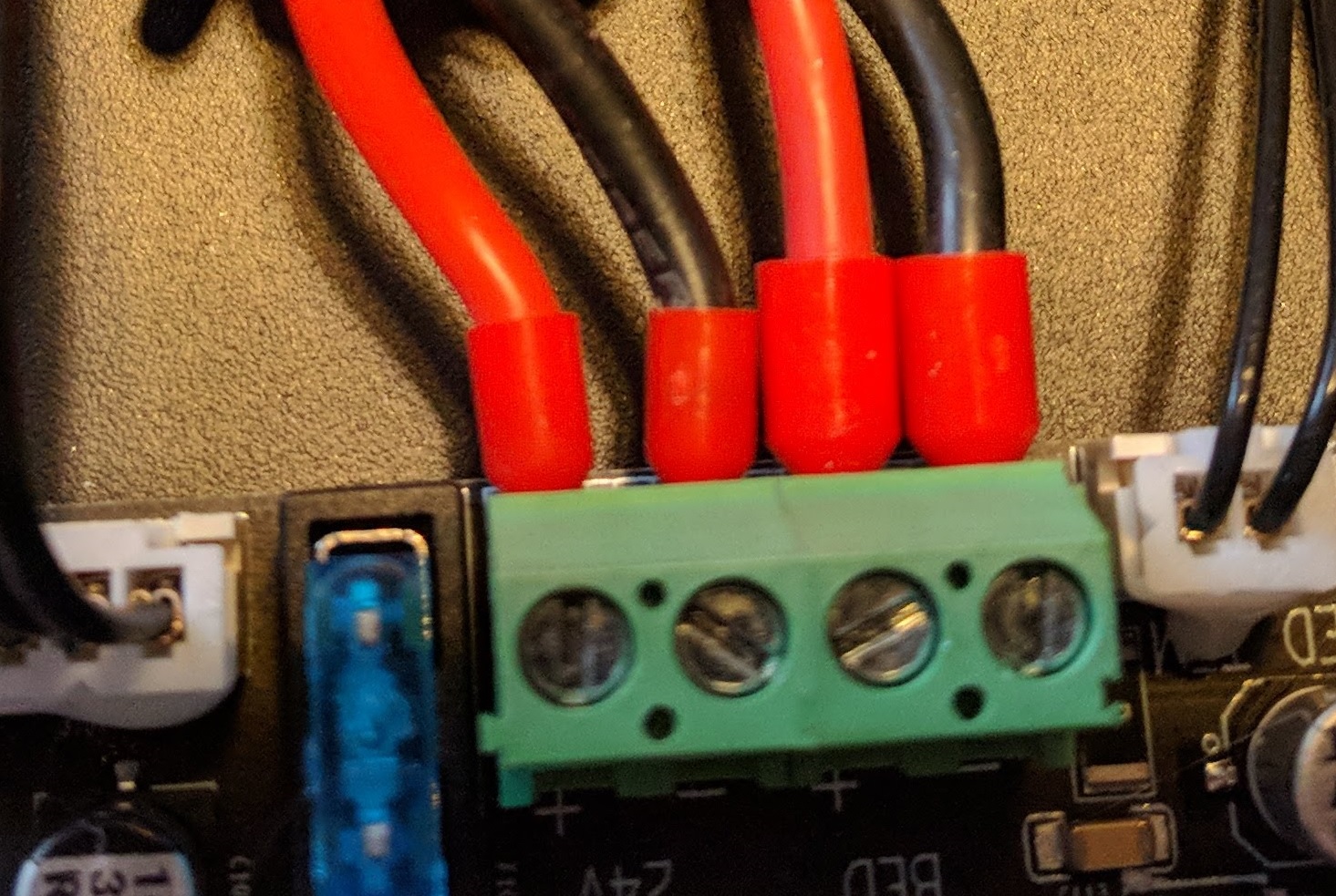
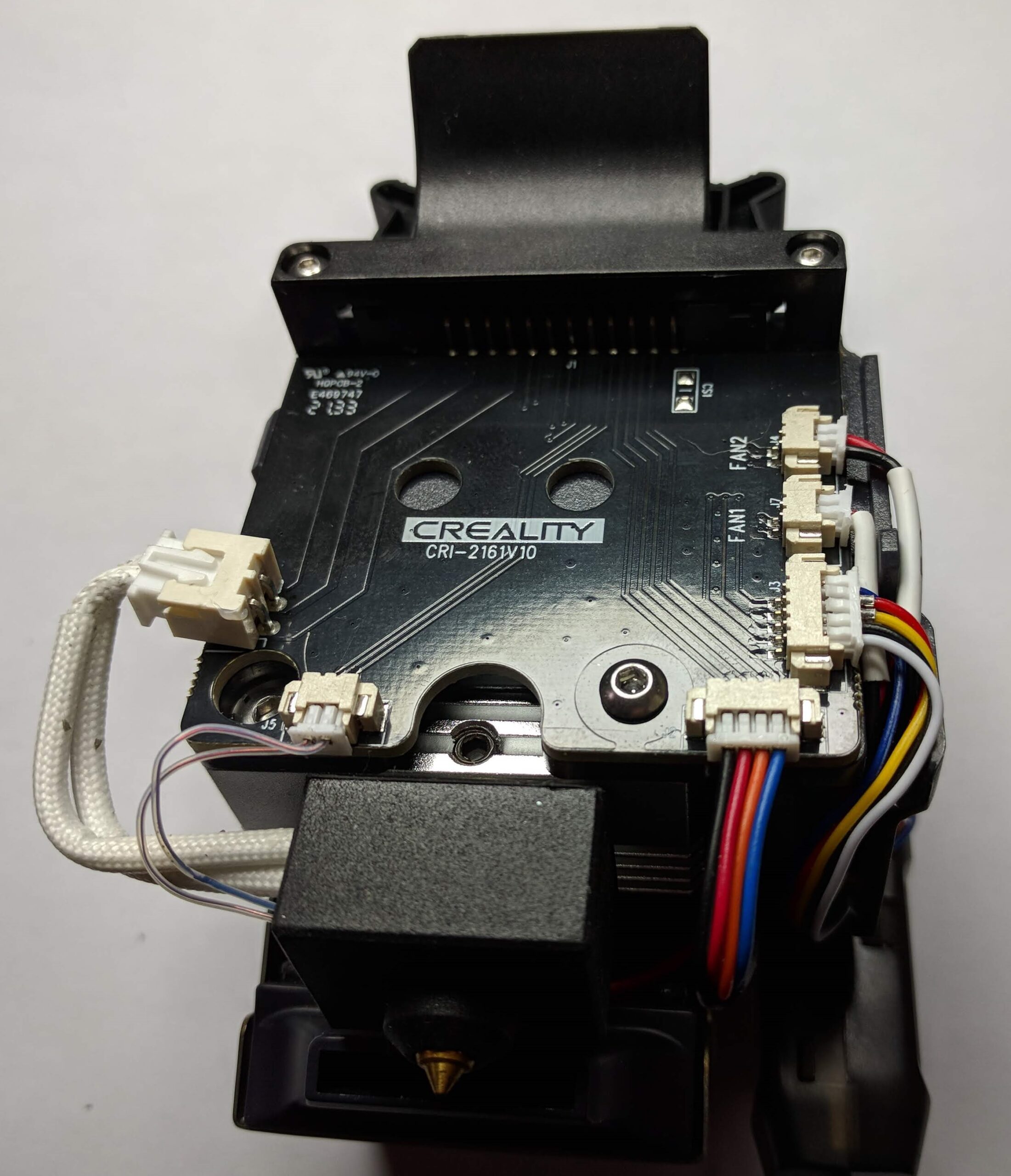
La carte mère ne fait pas partie de celles que je connais, c’est un nouveau modèle.
- les pilotes moteurs (drivers) sont masqués par des radiateurs collés, ils sont censés être des TMC (Trinamics) 22xx (xx=08/09/25), les Rense (résistance) sont marquées R150 (0,150 Ω),
- leur refroidissement est assuré par un ventilateur 24V 6015,
- le micro-contrôleur est sans doute un STM mais le marquage est illisible / effacé,
- les fils d’alimentation et du lit chauffant sont munis de ferrules, ce qui est une très bonne chose :

Assemblage et montage de la Creality Ender 3 S1
Creality fournit un document papier décrivant les étapes du montage. N’étant plus de première jeunesse (surtout ma vue), le format de ce document m’est difficile à lire. Heureusement, celui-ci est disponible au format PDF sur la carte SD pour une lecture plus aisée sur un écran informatique ; une vidéo du montage est également présente sur la carte. Plutôt que de tout ré-expliquer, j’ai extrait les différentes étapes du guide de montage de la S1 (vidéo / PDF).
PDF en français que l’on peut télécharger ici pour avoir le document sous la main.
Assemblage de la base et du portique

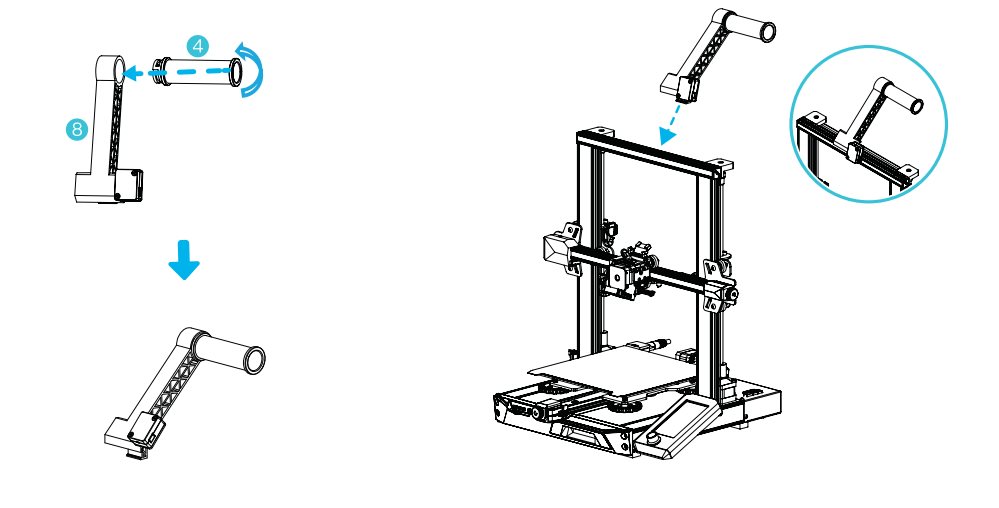
Fixation de la tête
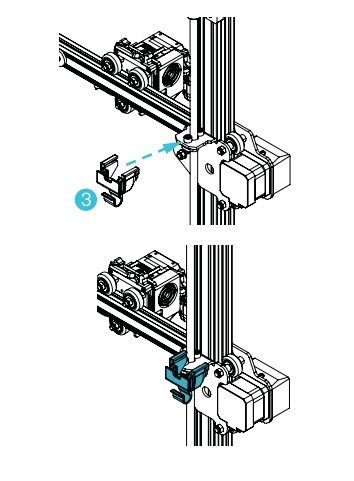
Clipser le support du faisceau de câbles
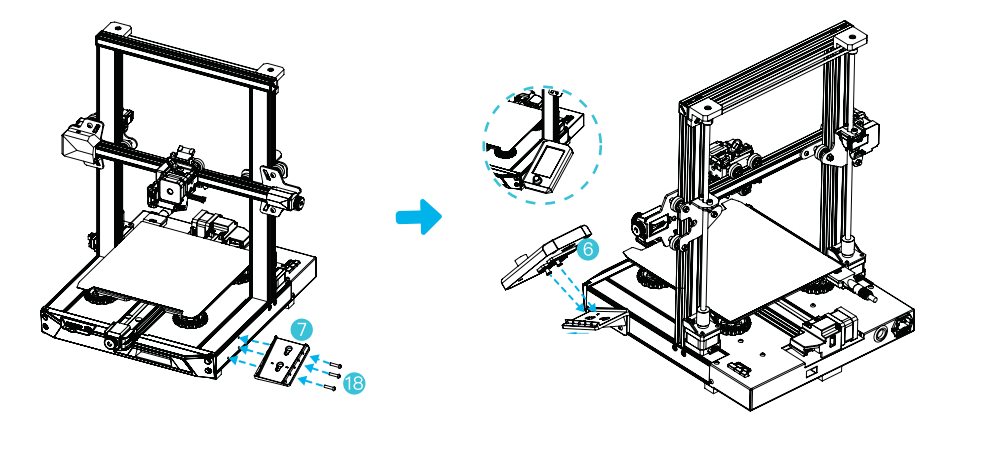
Montage du support écran

Installation du support de bobine
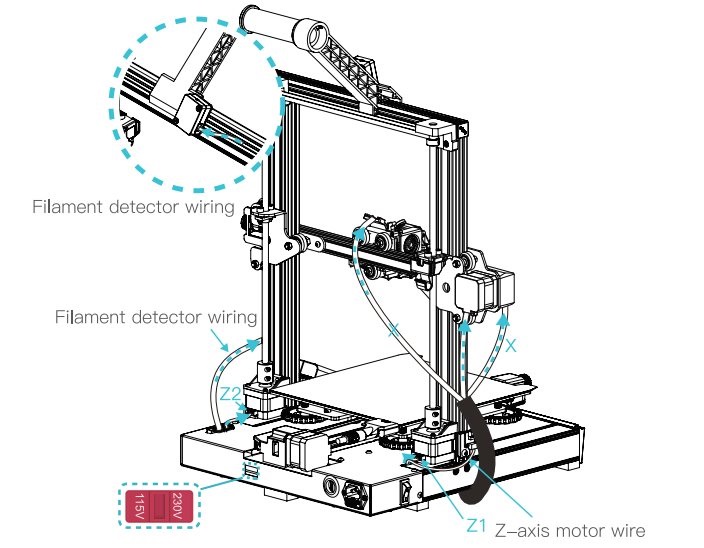
Connecter les câbles dans leur prise



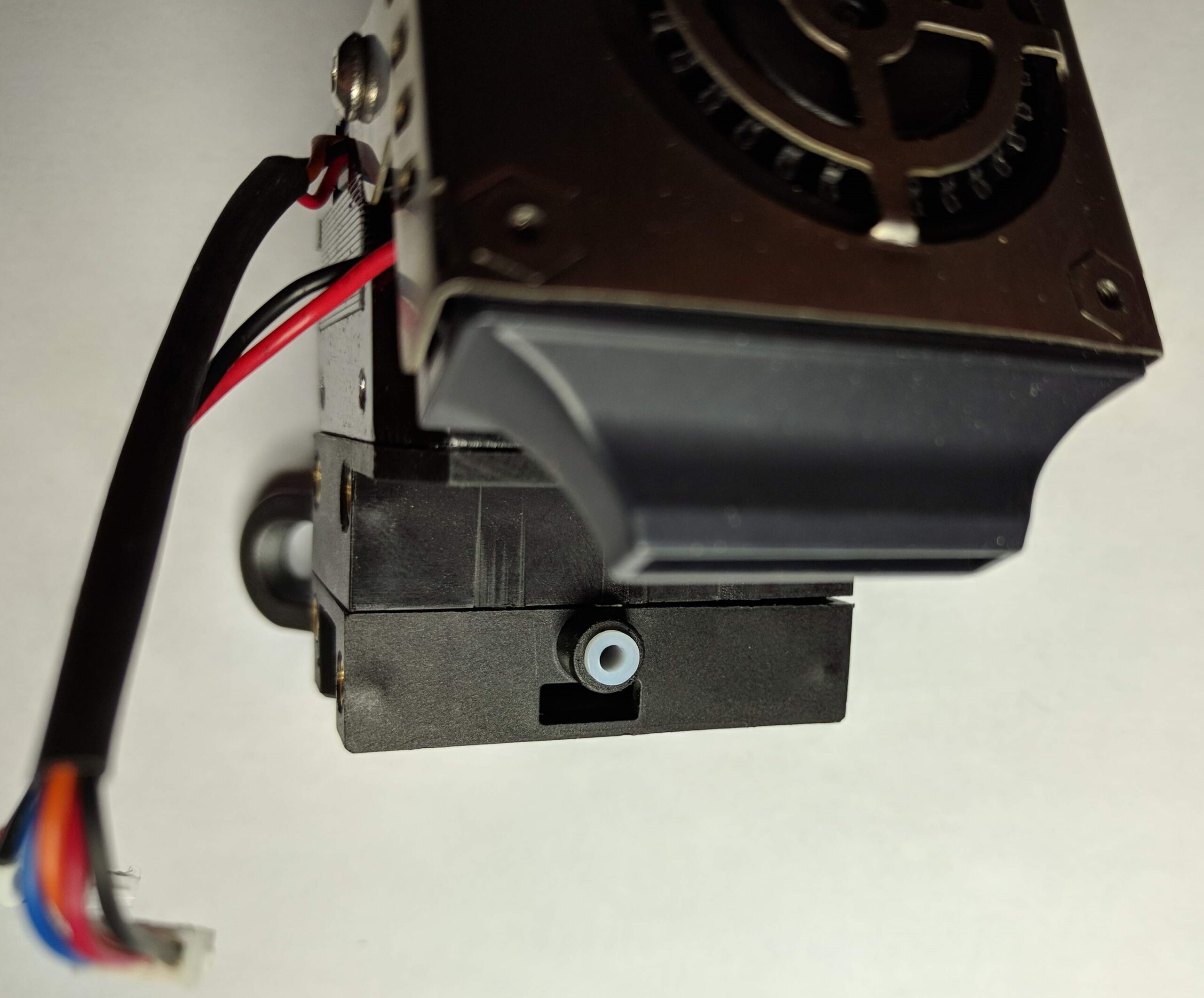
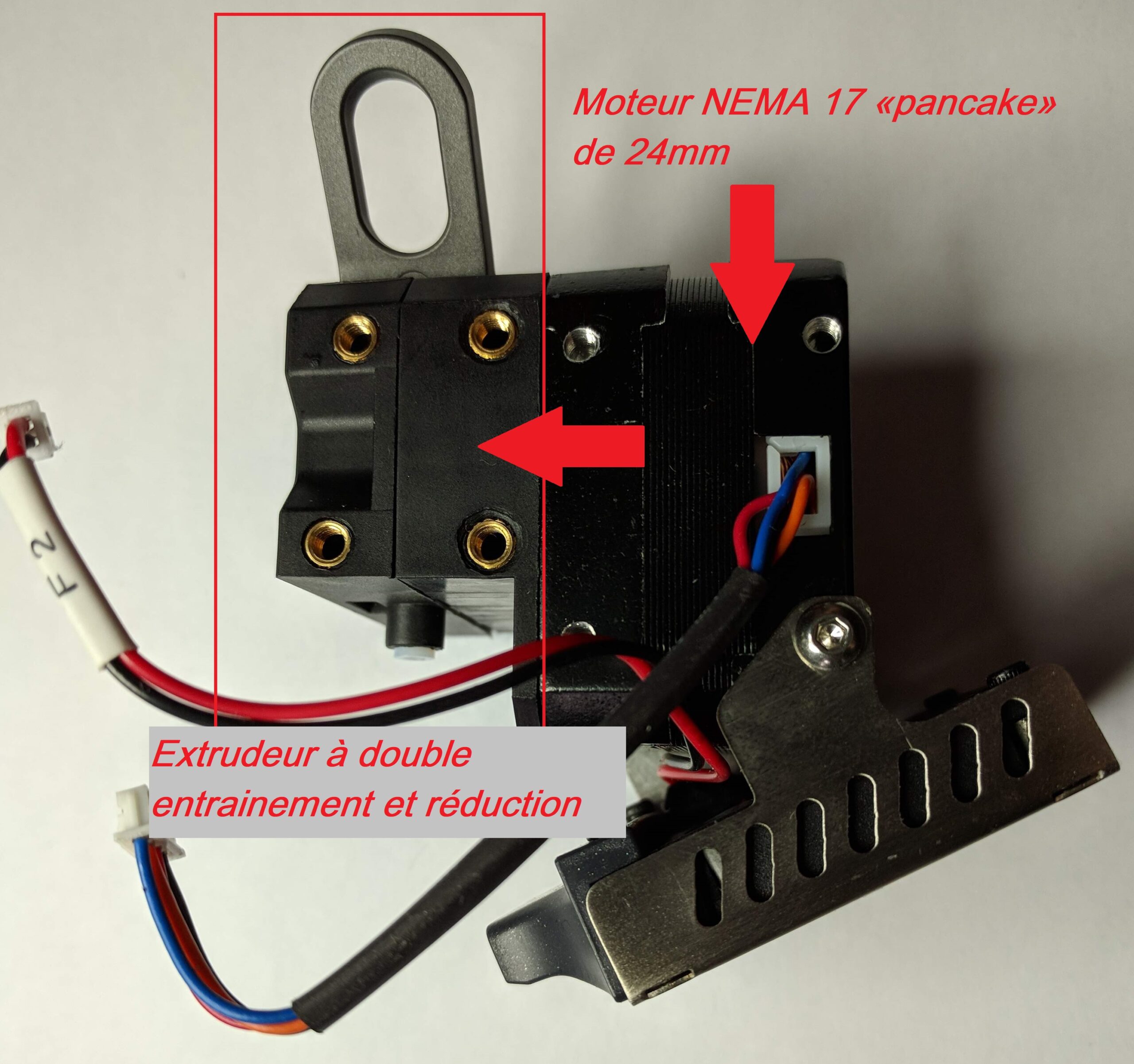
La principale nouveauté de ce modèle : sa tête en Direct Drive !
Avant de montrer quelques exemples d’impression, je vais présenter la nouveauté majeure de ce modèle : sa nouvelle tête d’impression.
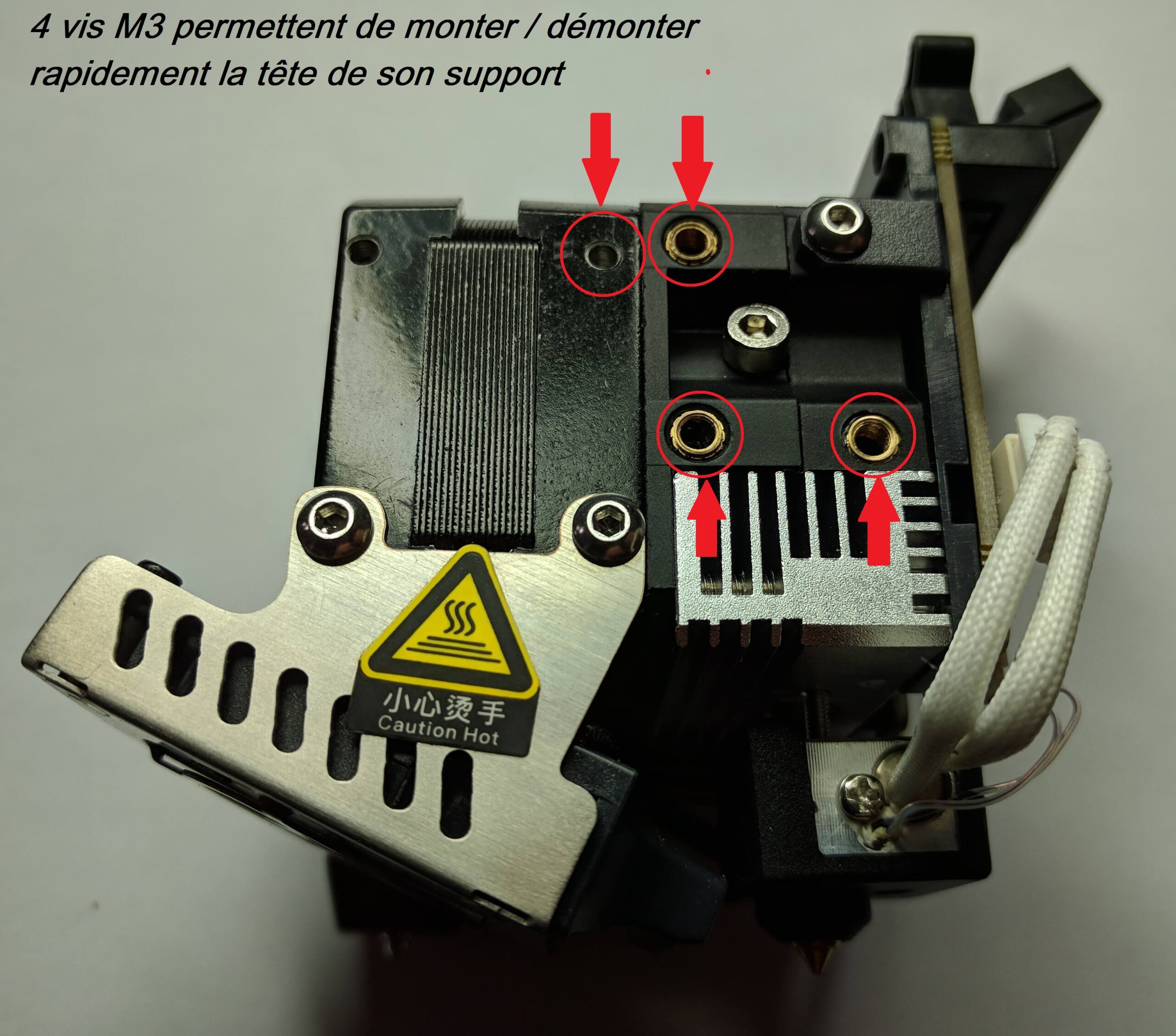
- facilement montable / démontable ( 4 vis la maintiennent sur le tripode de l’axe X),
- Direct-Drive (moteur «pancake» et nouvel extrudeur double entrainement et réduction),
- heatbreak «bore» (le PTFE va jusqu’à la buse),
- nouveau corps de chauffe ressemblant à celui des têtes E3D,
- CRTouch (BLTouch de Creality) pour l’auto-nivellement.
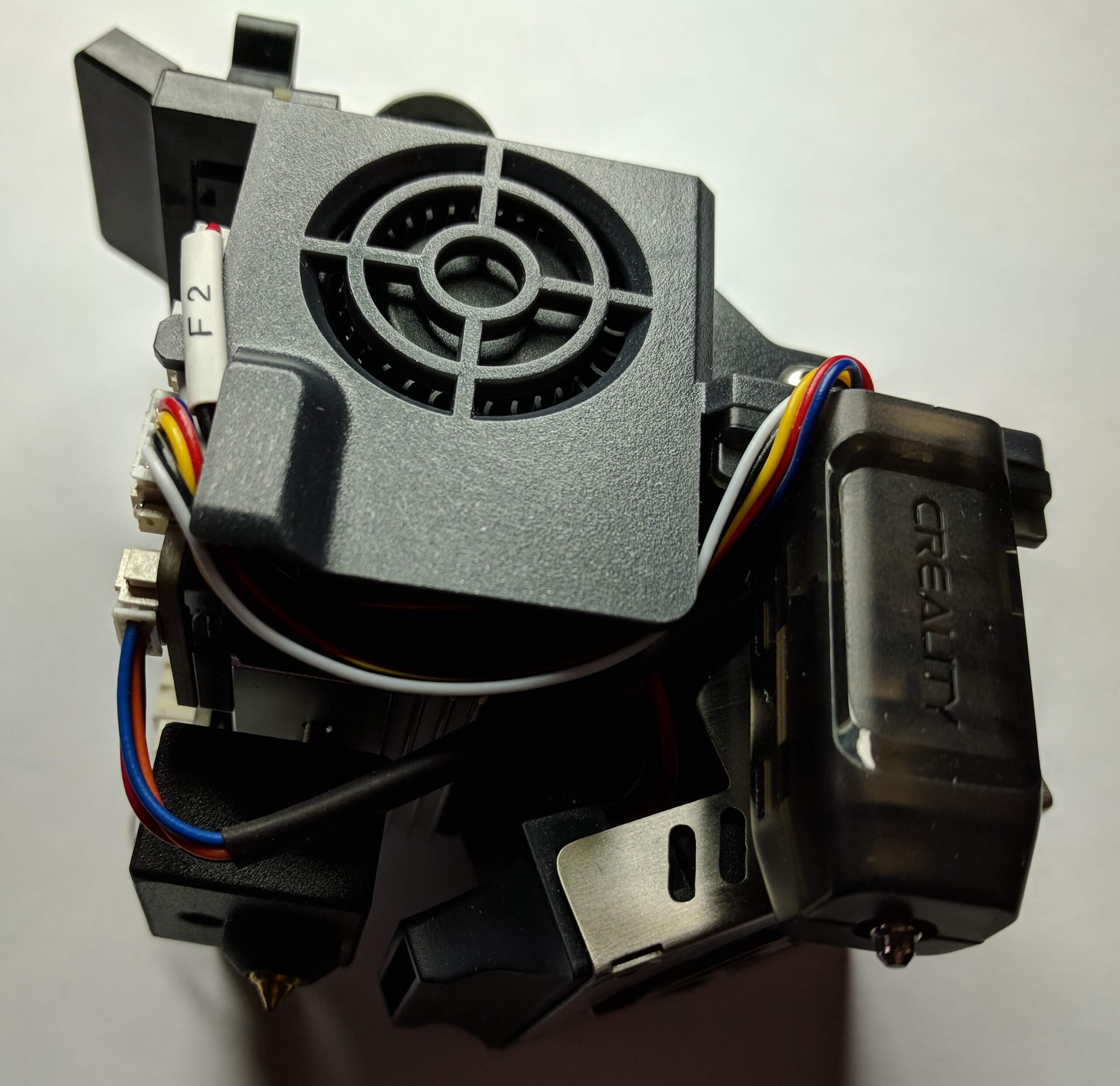


Le refroidissement du radiateur est assuré par un ventilateur 30×30 mm qui ne se déclenche qu’au-delà de 50°C. Celui pour le filament est un 40x40x10 mm placé à l’avant de la tête à la manière des imprimantes Prusa.
Chacun d’eux est maintenu sur la tête via des supports dévissables. L’écoulement de l’air est assuré par des conduits en plastique.

Le radiateur est un modèle différent de mes précédentes imprimantes. Comme tout radiateur, il accueille le heatbreack (coupe chaleur) qui est de type «bore» (le PTFE allant jusqu’à la buse, des risques de colmatage existent quand il n’est pas parfaitement monté et impossibilité sous peine de détérioration d’imprimer au-delà de 245/250°C).
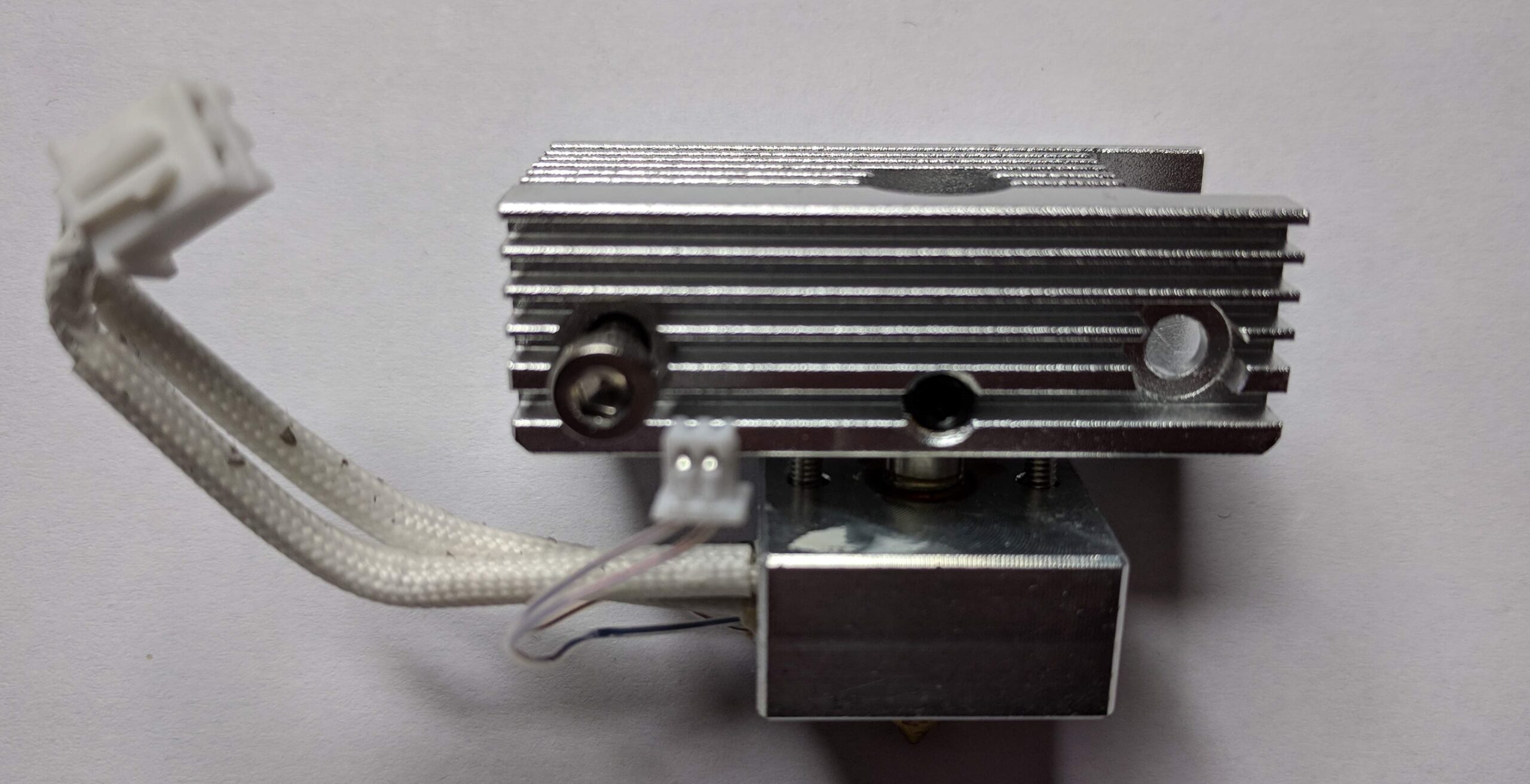
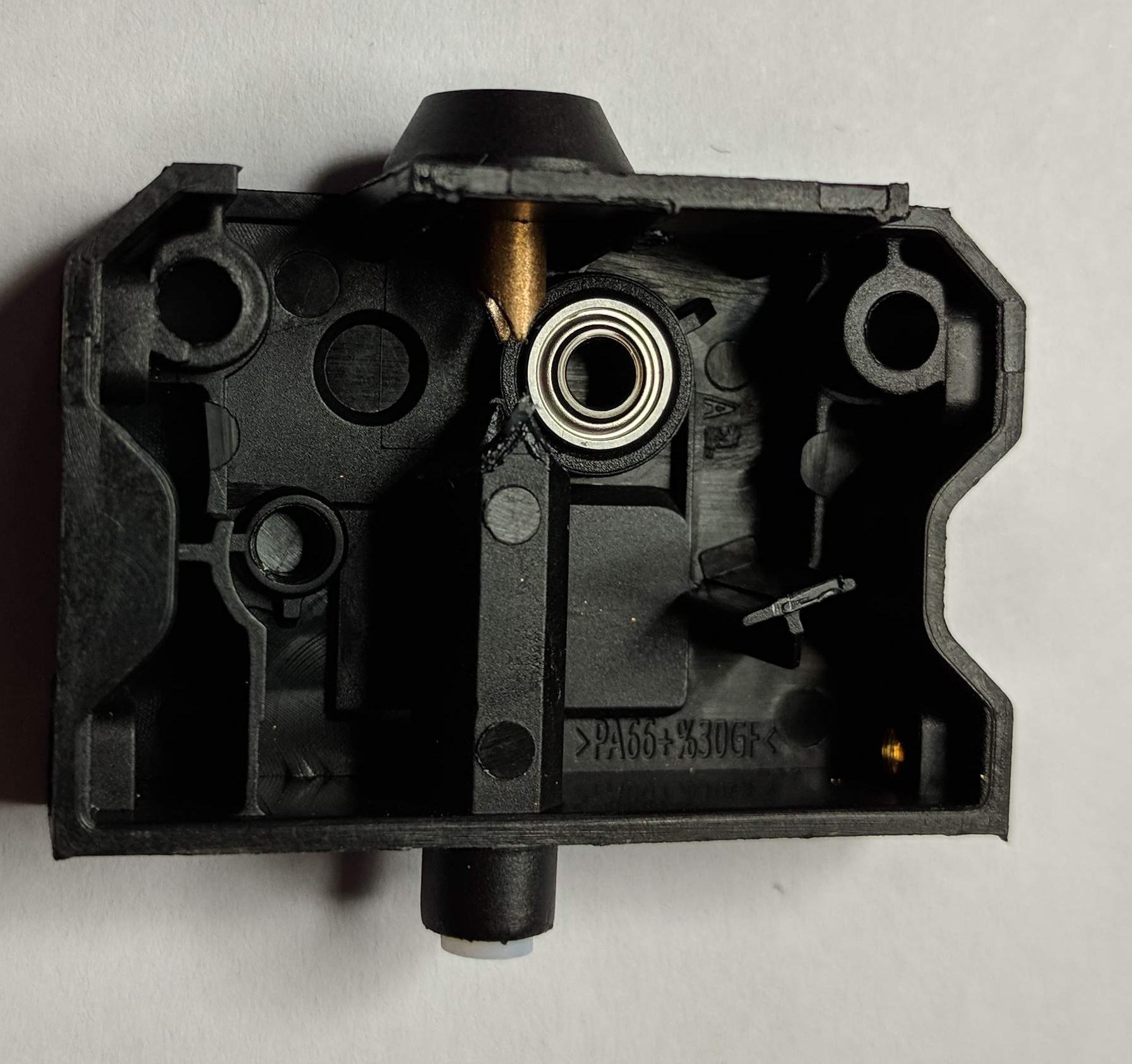
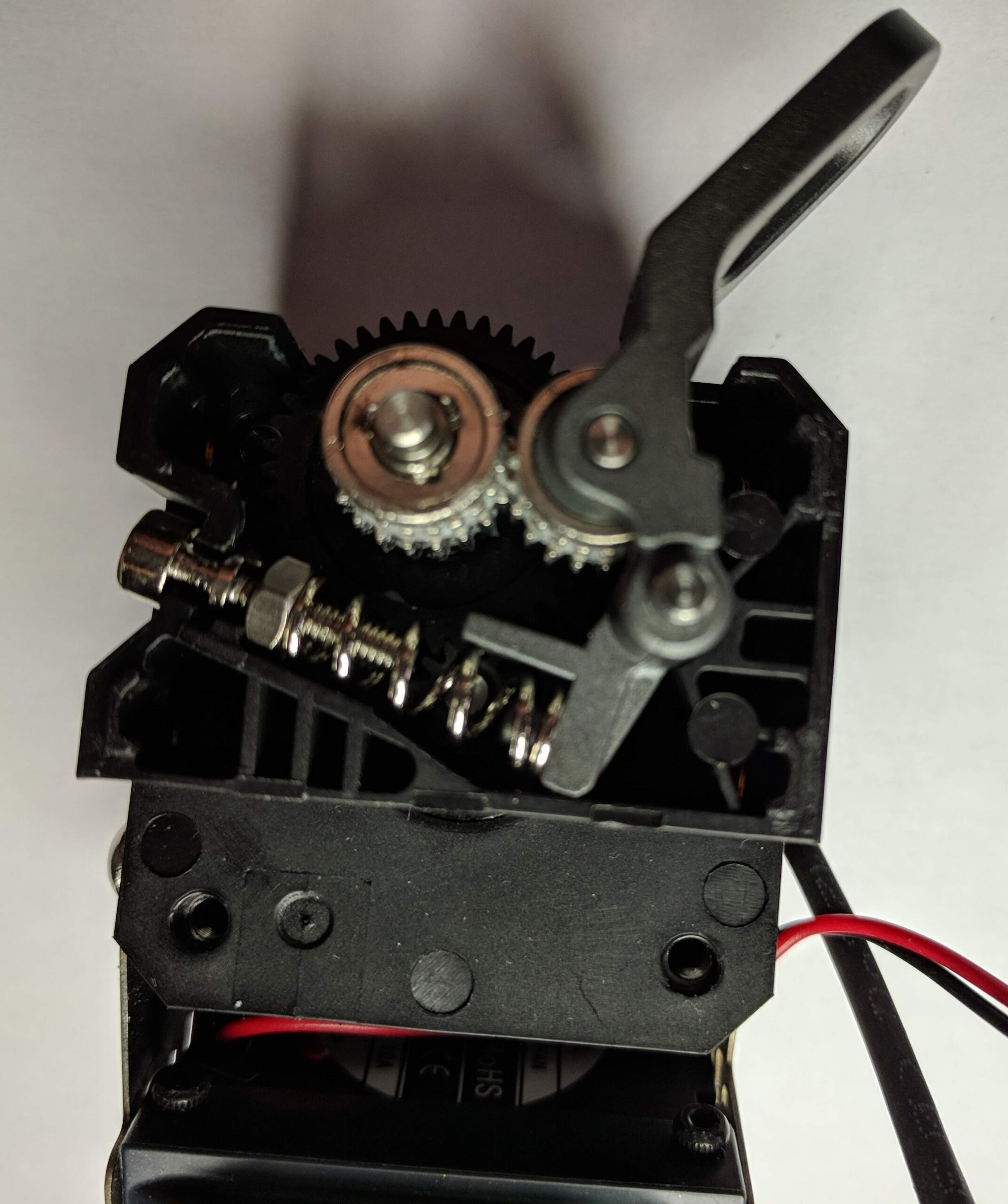
L’extrusion (entrainement du filament) est assurée par un double entrainement et une réduction (pas moteur de ≃ 425). Le levier de pression peut être facilement réglé via une vis à tête hexagonale. D’autre part, il est très aisé à manipuler.
L’imprimante étant finalement assemblée, il ne reste à effectuer que les dernières vérifications d’usage avant de lancer les premières impressions :
- vérifier le serrage de toutes les vis effectué en usine,
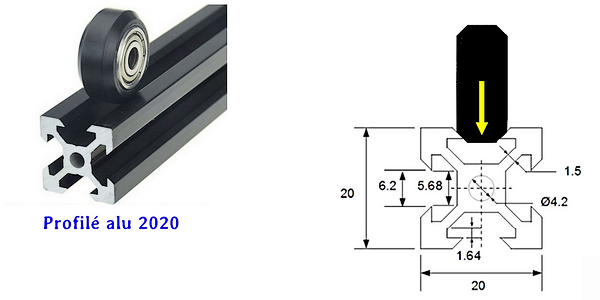
- régler la pression des galets de roulements sur les profilés à l’aide de la clé (fournie) de 10 en tournant les excentriques afin d’assurer des déplacements fluides le long des axes :

- vérifier une nouvelle fois que le sélecteur de tension secteur affiche bien 230V,
- insérer le cordon secteur et basculer l’interrupteur de OFF à ON.
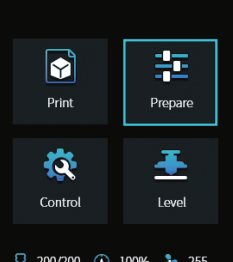
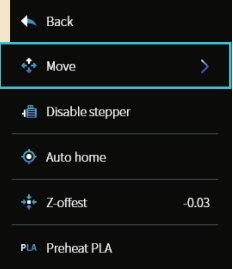
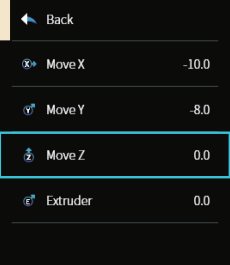
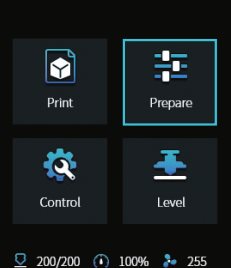
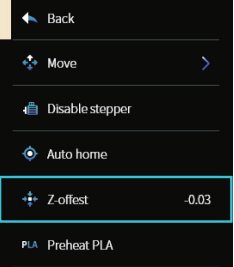
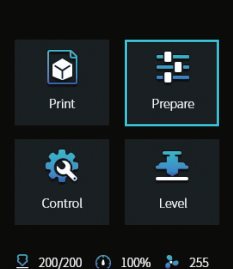
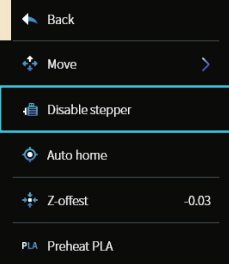
Auto-nivellement et réglage du décalage buse/plateau (Z Offset)
Même un dispositif d’aide au nivellement comme le CRTouch (BLTouch) ne dispense pas d’avoir un plateau le plus parallèle possible à l’axe X (un plateau dont l’inclinaison serait supérieure à 2 mm mettrait en échec le CRTouch).
Le réglage du parallélisme du plateau vis-à-vis de l’axe X supportant la tête (distance buse / plateau) se réalise de manière classique à l’aide d’une jauge (feuille de papier ou cale d’épaisseur, sa hauteur n’a pas vraiment d’importance) et des molettes (vis) de réglage sous le plateau : visser / dévisser ces molettes jusqu’à obtenir un frottement «gras» de la jauge (celle-ci peut passer entre le plateau et la buse en étant légèrement pincée).
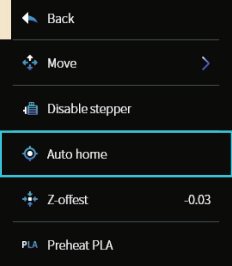

Réalisation d’un premier auto-nivellement : le plateau est palpé sur une grille de 4×4 (16 points) afin de créer un maillage de celui-ci.
Les variations de planéité seront ensuite utilisées pour compenser ces différences de hauteur et ainsi assurer une première couche «parfaite» (cette couche servant de base au reste de l’impression, il est primordial qu’elle adhère le mieux possible au plateau).
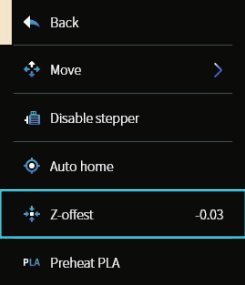
La dernière étape consiste à régler / affiner le Zoffset. Mon conseil : ne pas le régler trop bas au risque (expérience vécue 🙁 ) de marquer la surface du plateau :
Quelques impressions réalisées avec la Ender-3 S1
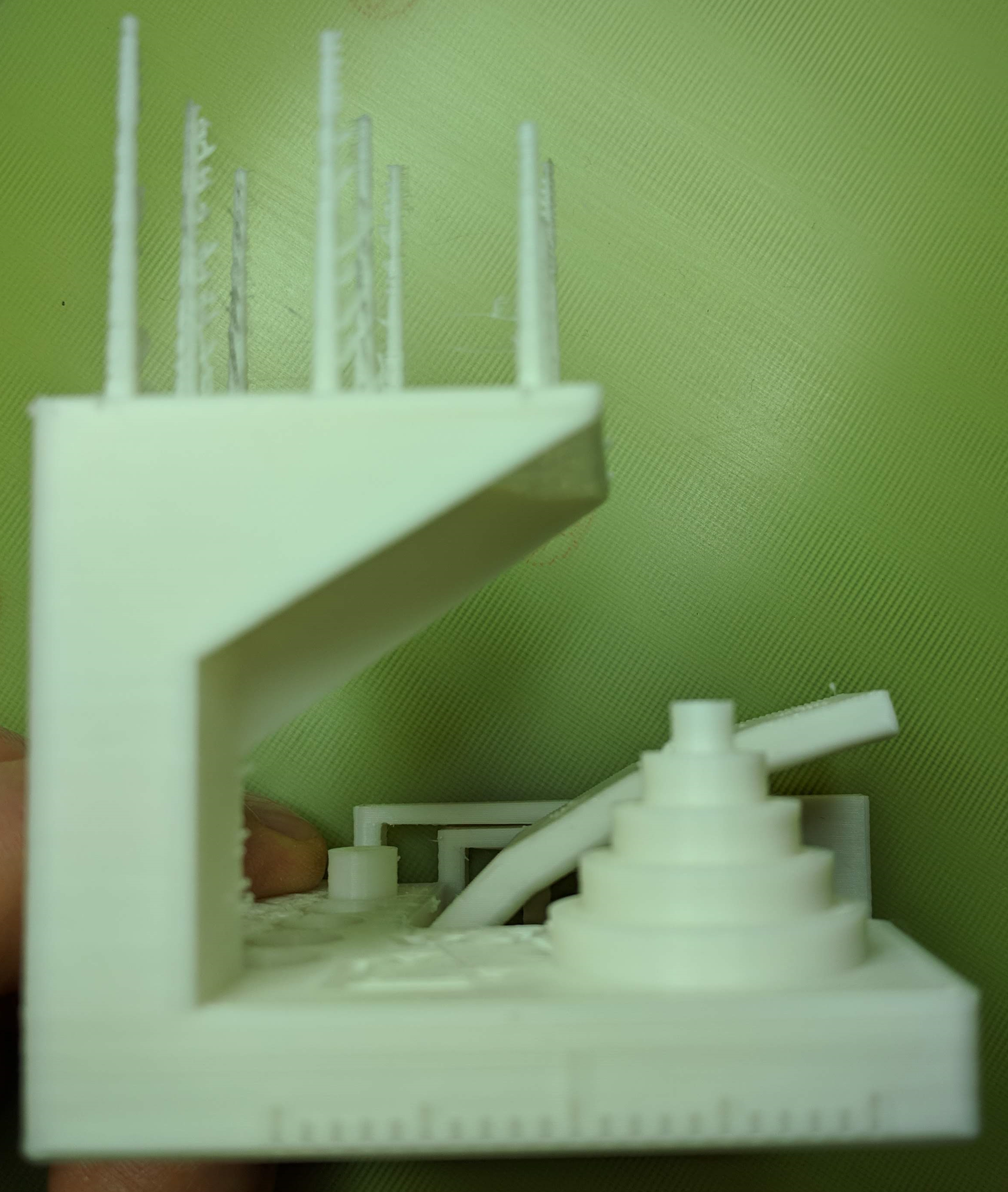
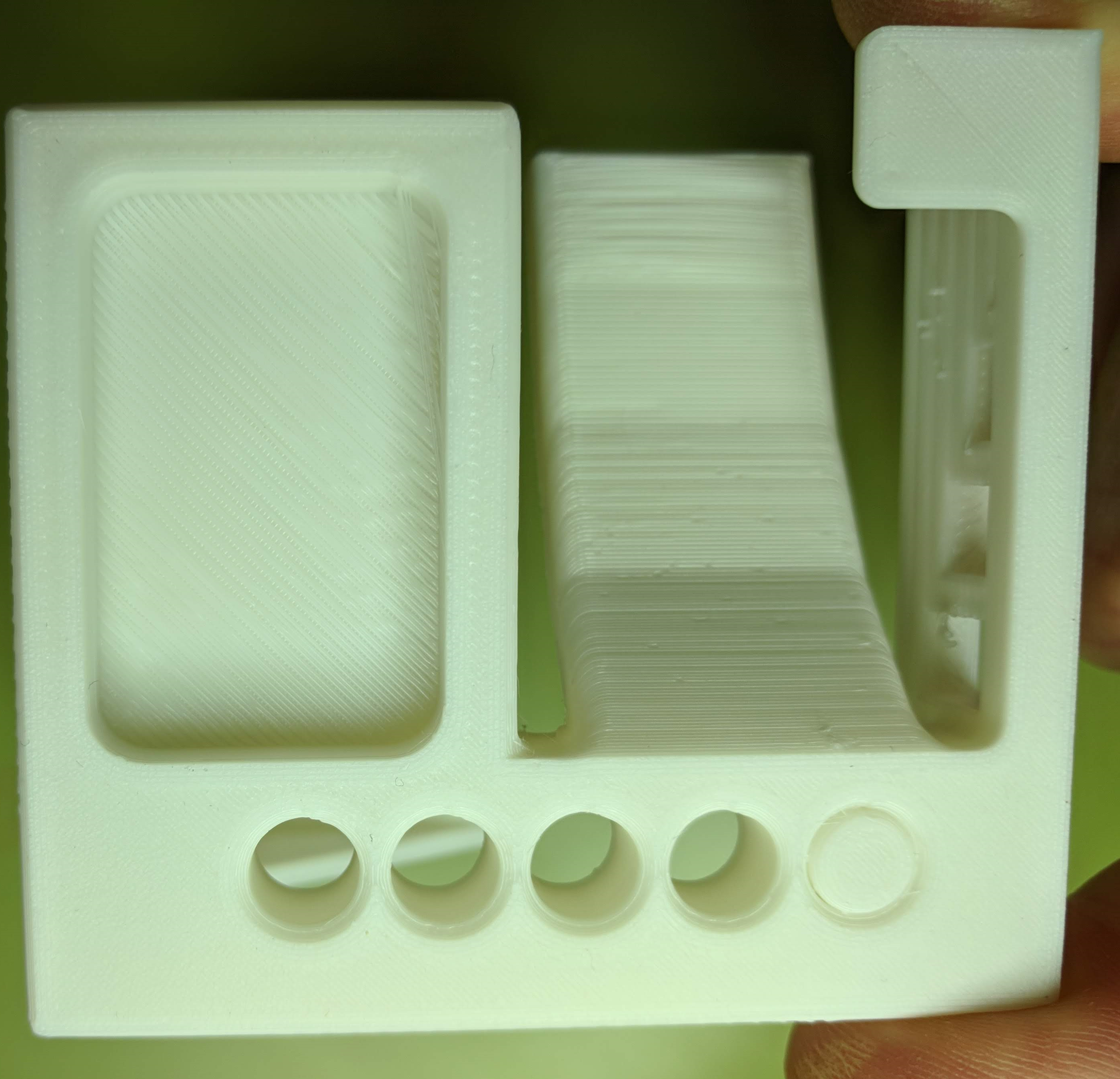
L’imprimante est désormais fonctionnelle. Je commence par imprimer deux modèles déjà tranchés (extension du ficher en .gcode) fournis sur la carte SD avec l’échantillon de filament blanc accompagnant cette imprimante :
- une pièce genre jeton de poker,
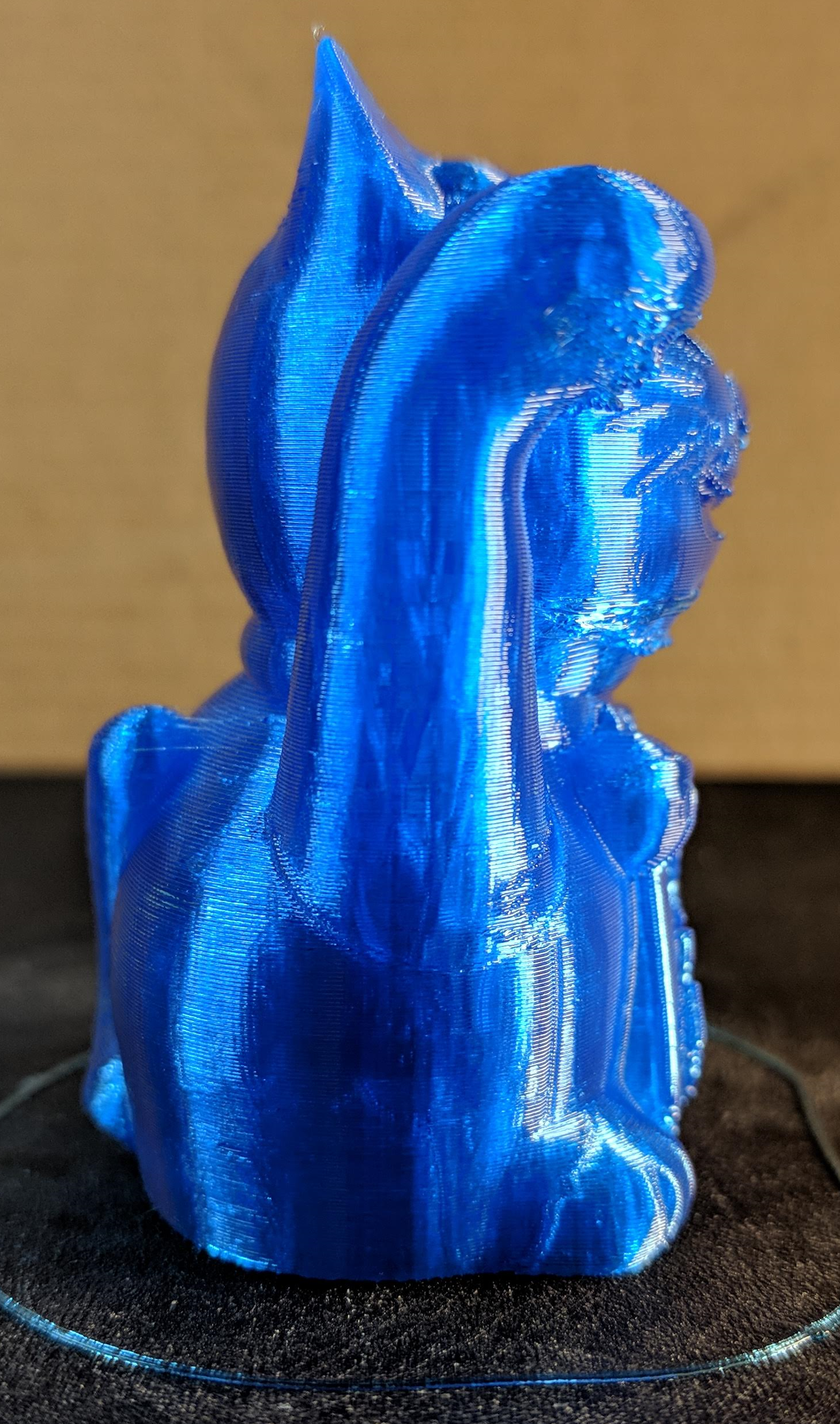
- un lapin


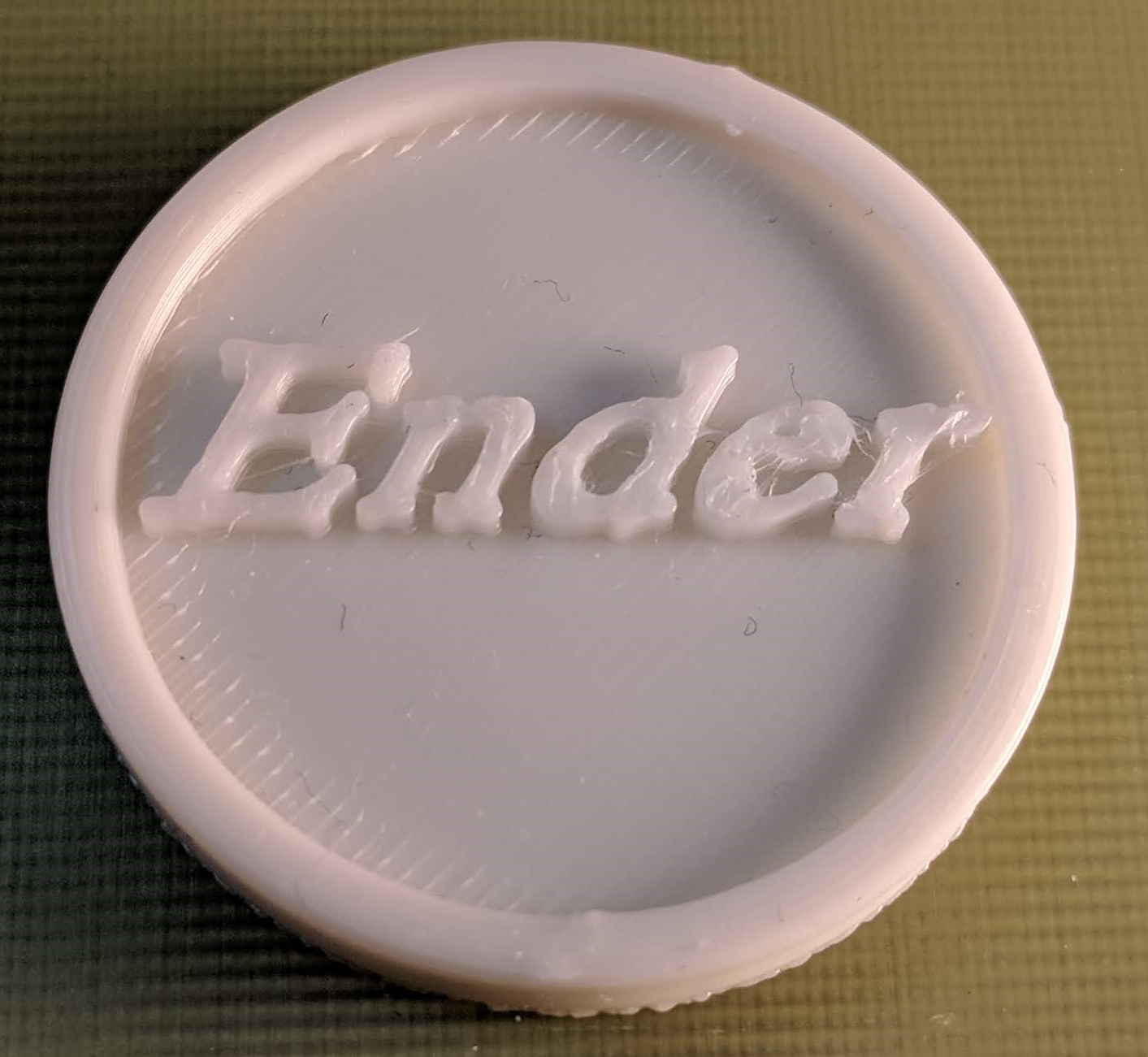

Avec ces gcodes fournis, visiblement la rétraction n’est pas optimale.
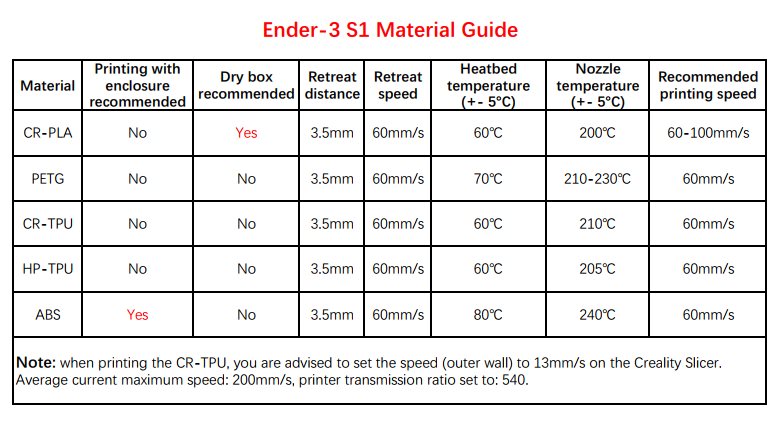
Creality a également ajouté sur la carte SD un document préconisant les valeurs à utiliser dans le trancheur (slicer) en fonction du matériau :
La dernière version de Cura ne possède actuellement pas de profil pour ce nouveau modèle.
J’installe la version de Creality Slicer (un Cura modifié par Creality basé sur une ancienne version, la 4.8.2) pour récupérer les paramètres de l’imprimante.
Après comparaison des paramètres, ce sont les mêmes que ceux d’une Ender-3 V2. Je modifie donc mon cura (4.12.1) en ajoutant une nouvelle imprimante avec ces paramètres.
J’en profite également pour créer un profil Ender-3 S1 dans SuperSlicer.
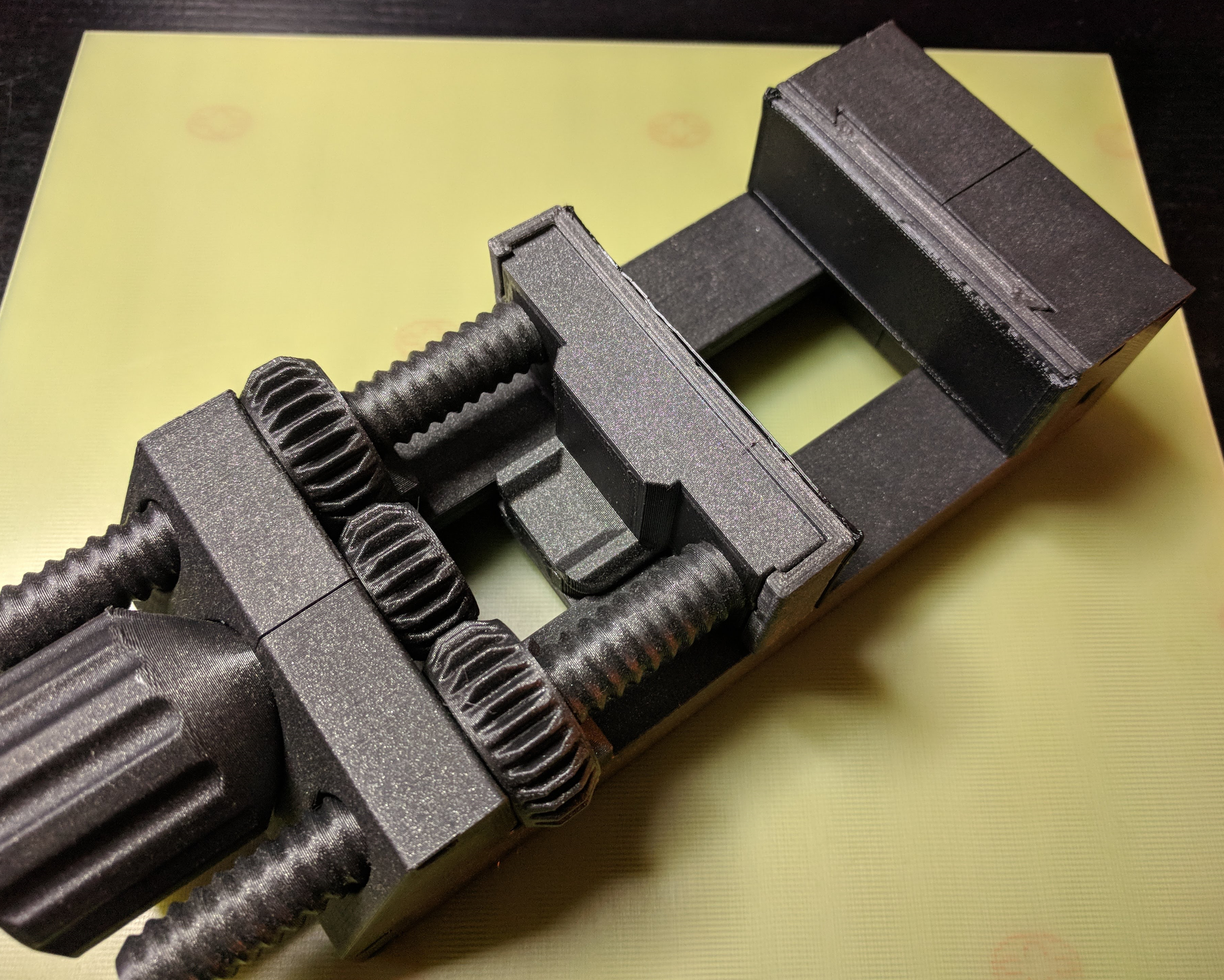
J’utilise les tests de calibration de SuperSlicer pour affiner les réglages pour cette machine :


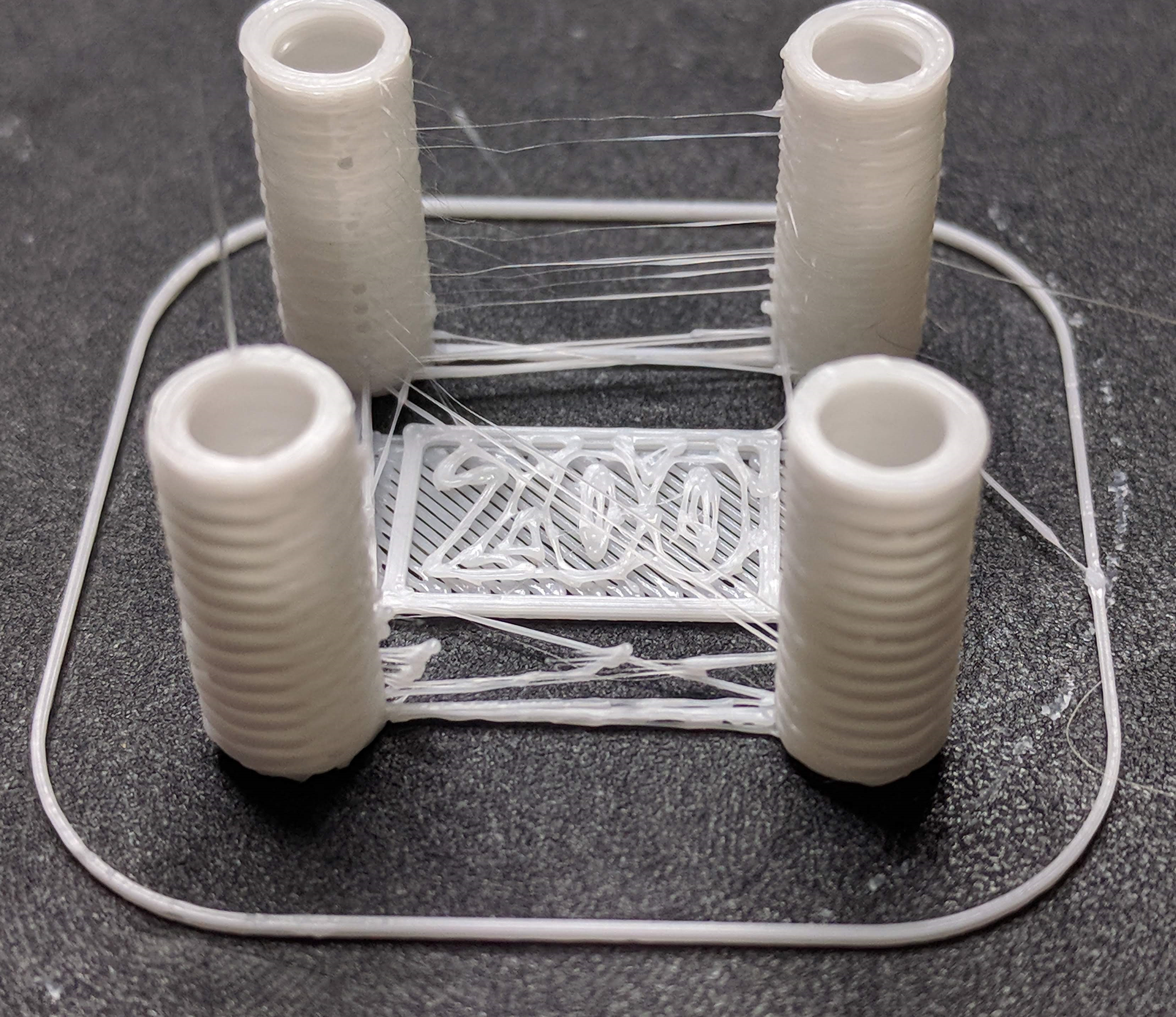
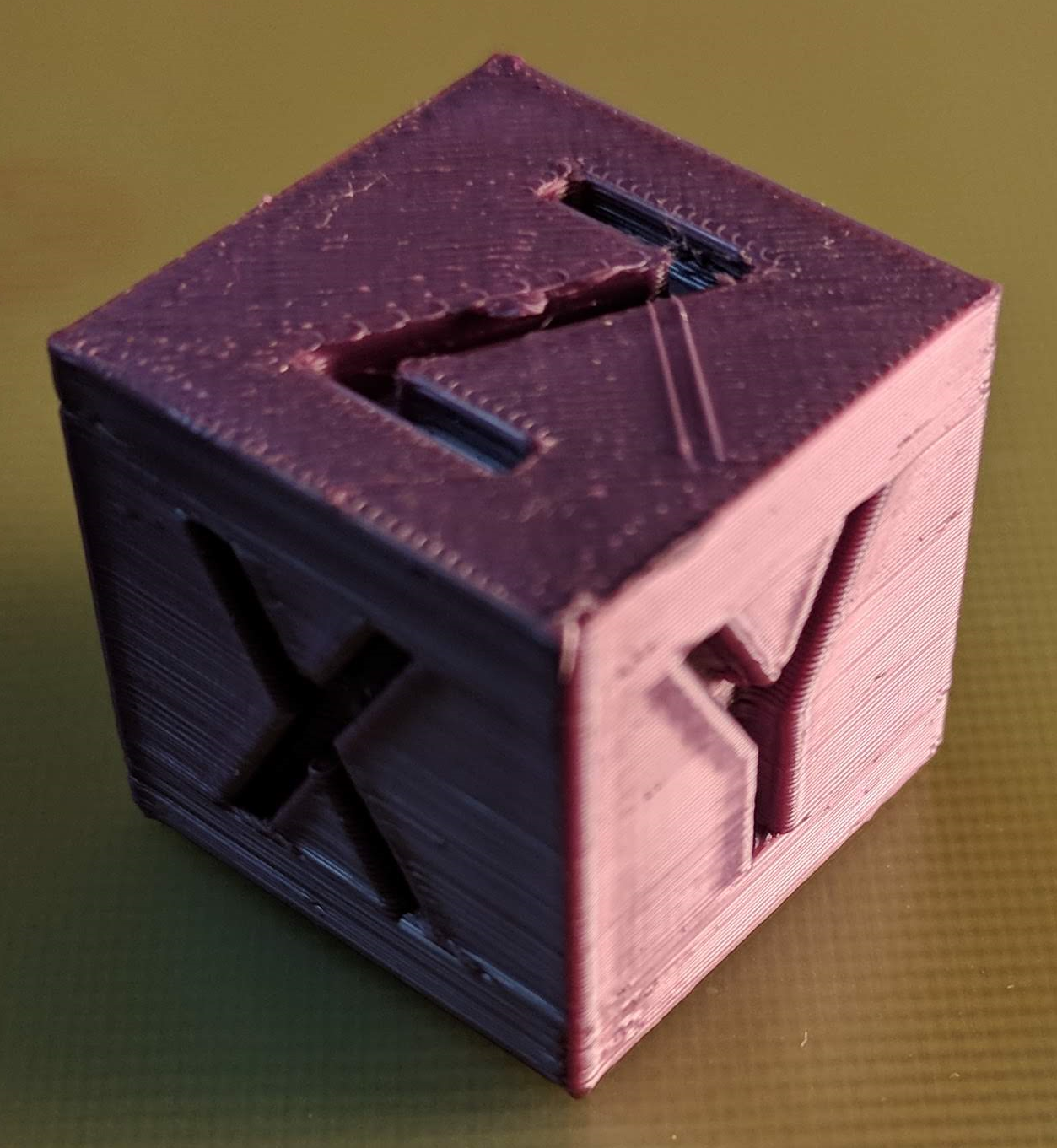
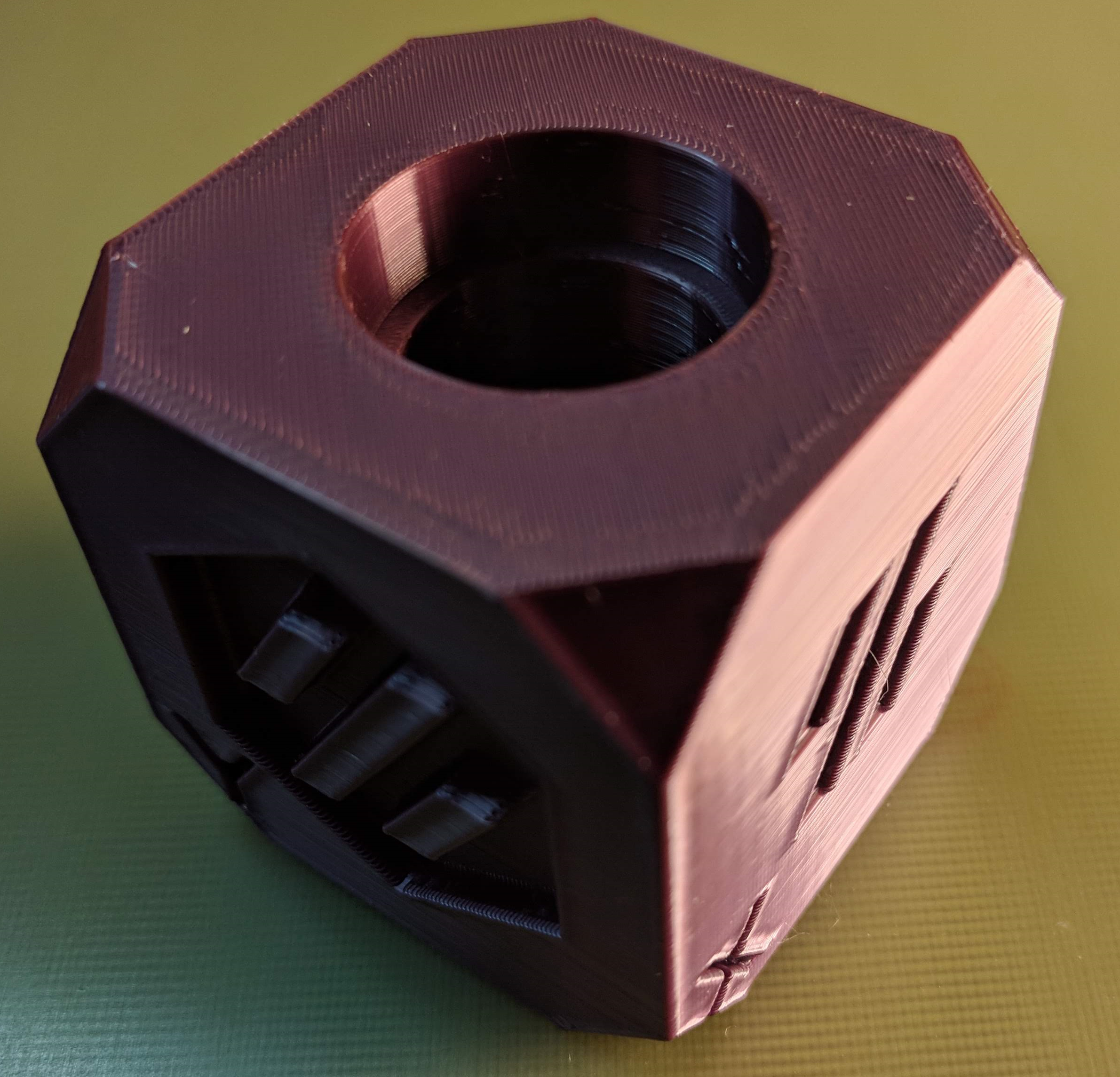
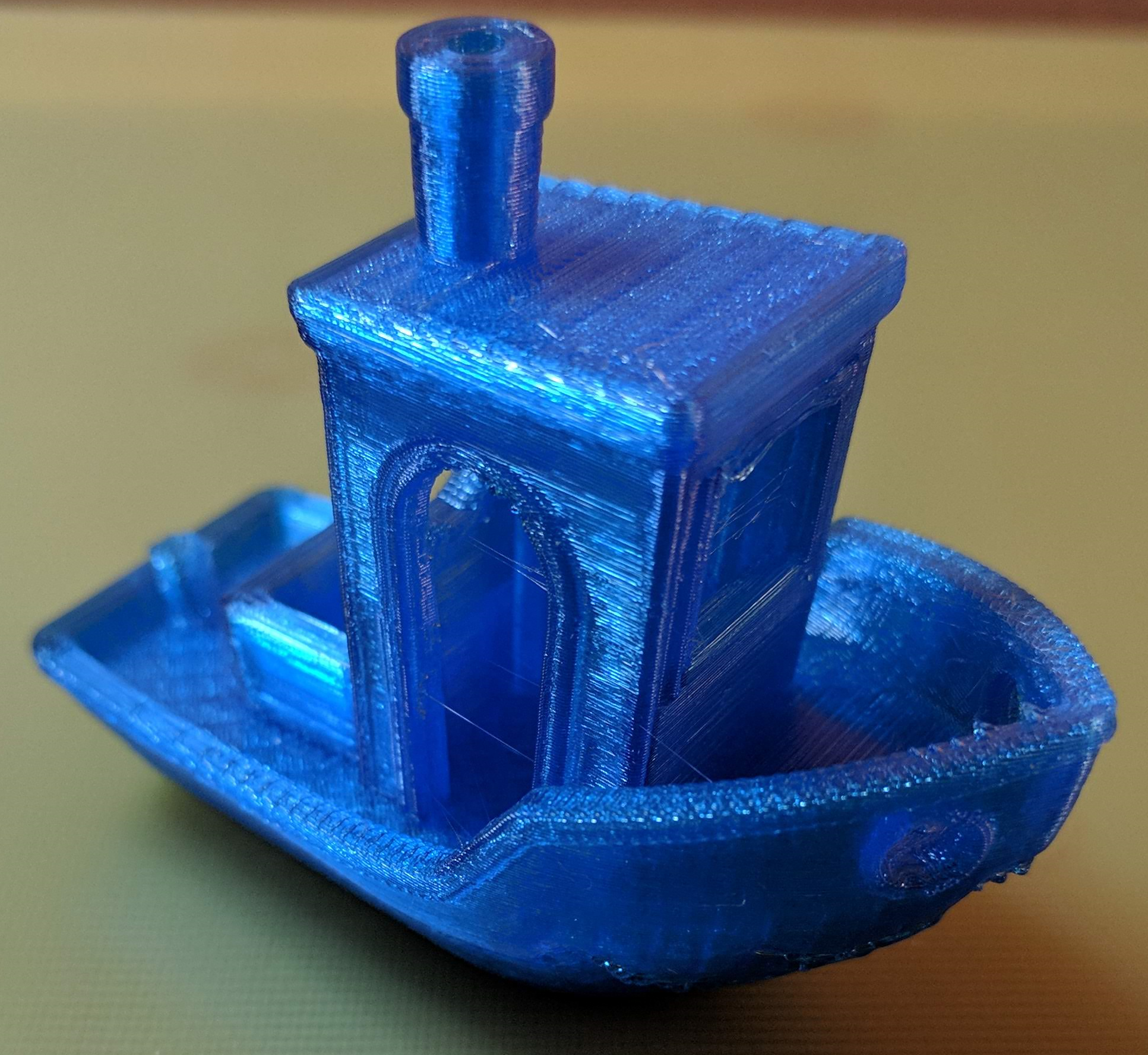
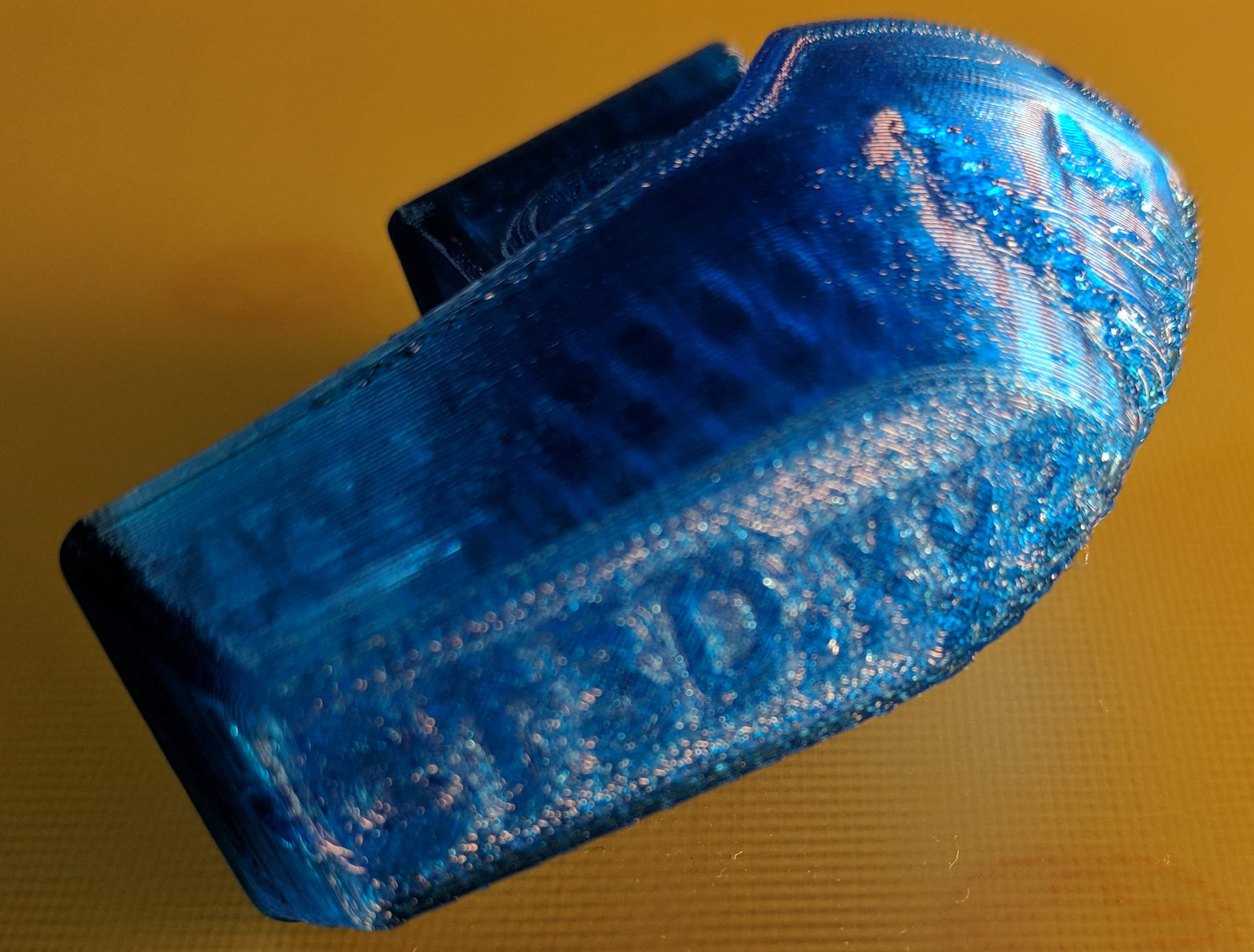
A noter que l’échantillon de filament PLA blanc accompagnant l’imprimante est épuisé. Je passe sur du PLA Eryone «Metal silk rainbow». C’est l’impression du test Kickstarter / Autodesk qui a consommé la majeure partie du PLA blanc 😉
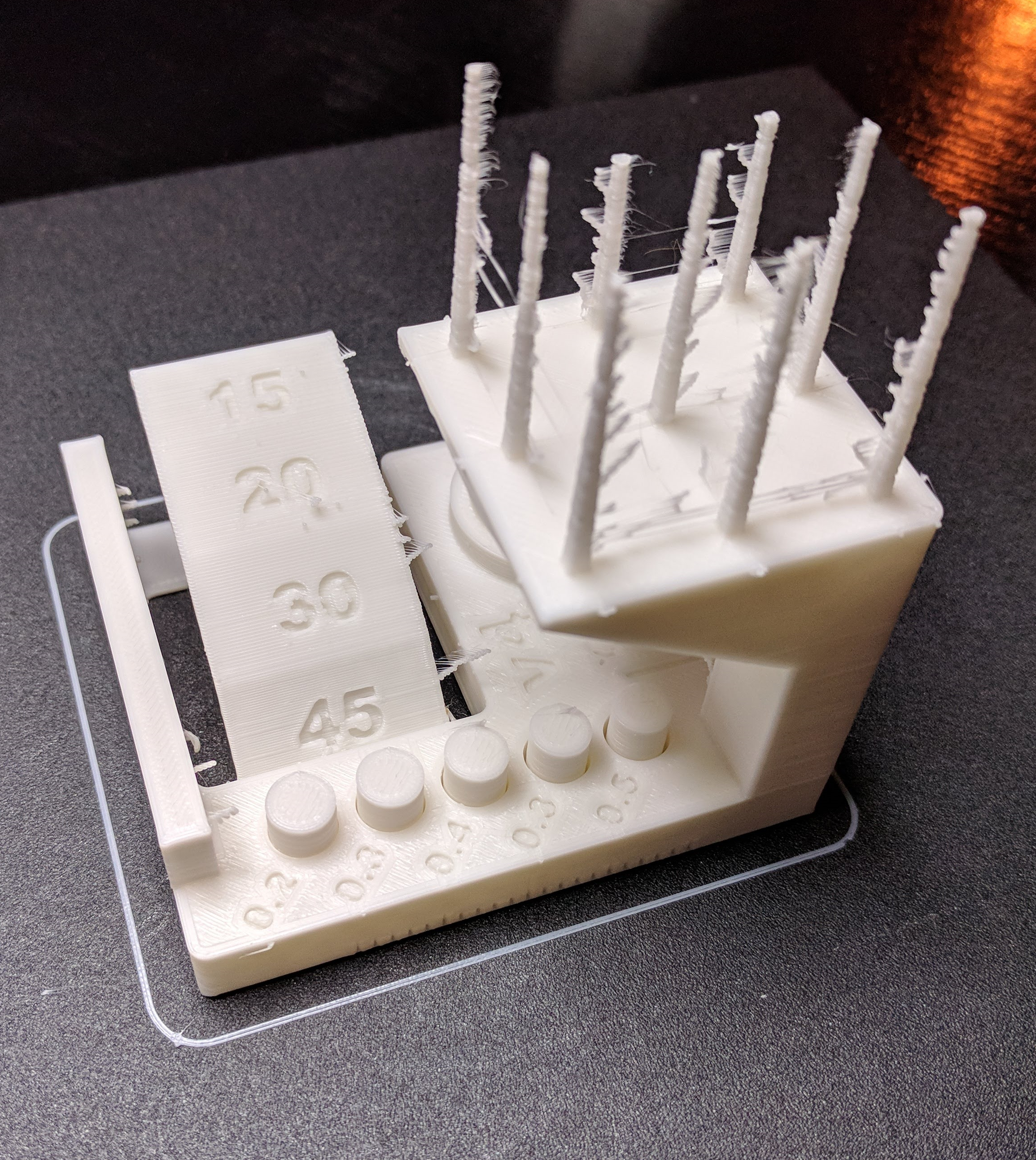


D’après le document du Github de ce test, le score total est de 27,5 / 30.
Une imprimante en Direct-Drive est souvent idéale pour imprimer du filament flexible (TPU).
Ça tombe bien, j’en ai deux à tester :
- un reste ancien, conservé sous pochette avec silica gel, de TPU Noir (shore 95A) de chez Grossistes3d,
- un neuf de chez Compozan gamme MaterialZ (TPU bleu transparent).
N’ayant pas le courage de tester à quelle température il faudrait imprimer, j’utilise la valeur moyenne indiquée sur la bobine de TPU MaterialZ (200-220°C), donc 210°C, en suivant les préconisations de Creality, à savoir une vitesse de paroi externe de ≃ 15mm/s.
Cependant, après plusieurs impressions, je m’aperçois en relisant le document de Creality que j’aurai dû modifié le pas de l’extrudeur de 425 à 540 🙁 (je n’ai pas modifié non plus la tension du levier de pression de l’extrudeur pour ce TPU alors qu’il est d’usage de le faire avec ce type de matériau),
Même sans ces modifications, le TPU a parfaitement été pris en charge par cet extrudeur.


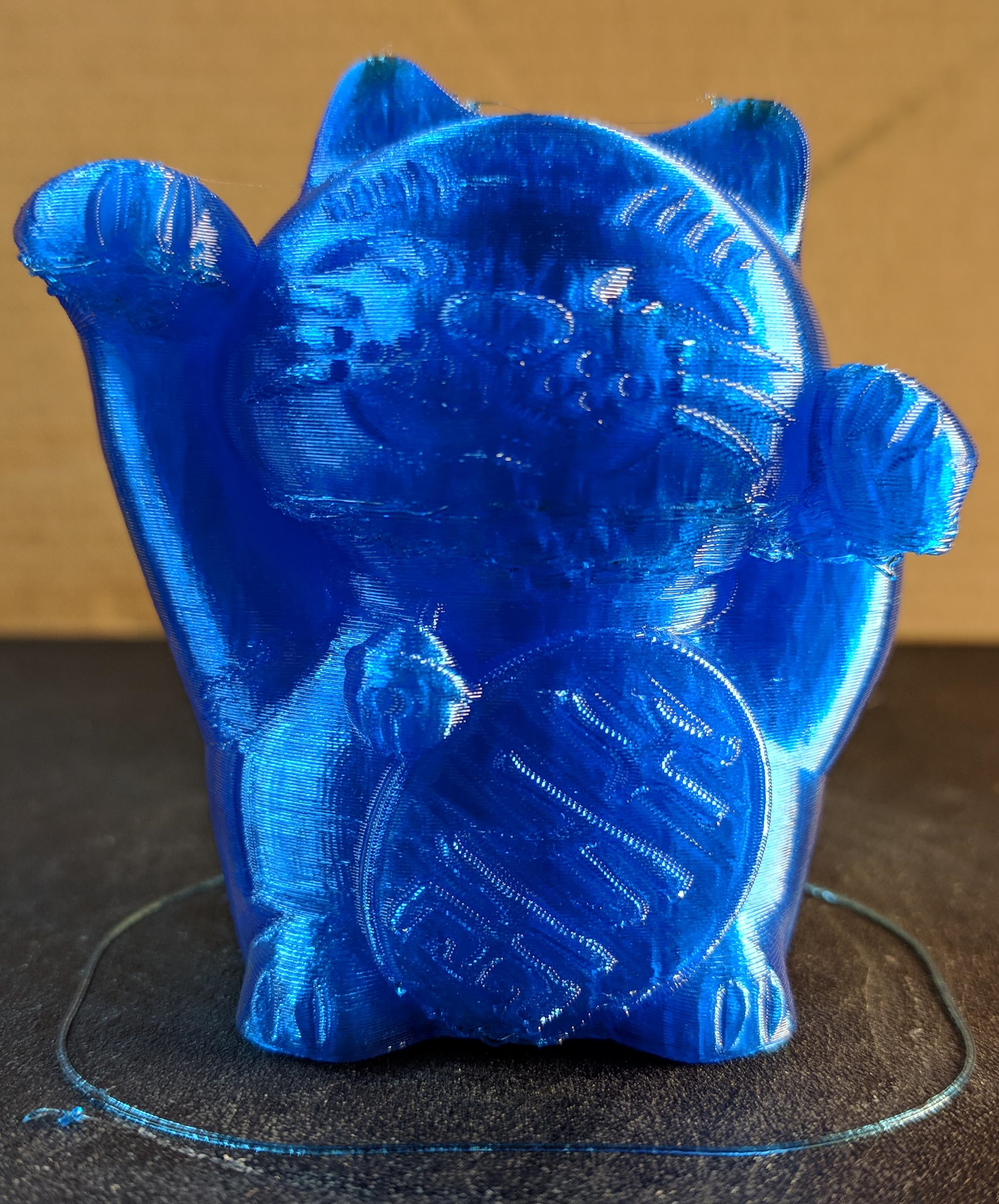
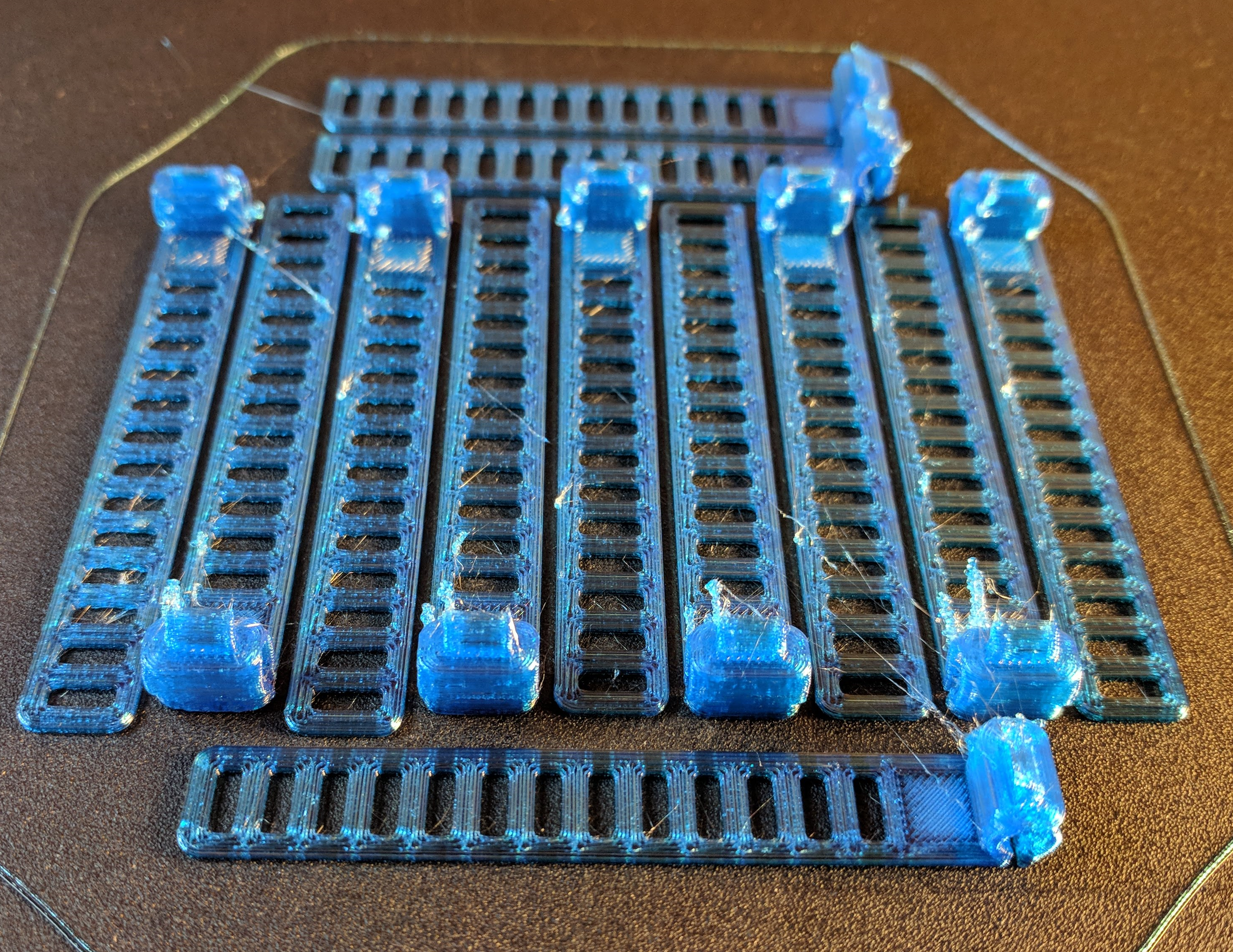
L’introduction de ce filament sur cette tête «direct-drive» est très facile, aucune difficulté rencontrée. Les impressions sont correctes, il faudra évidemment encore un peu affiner.
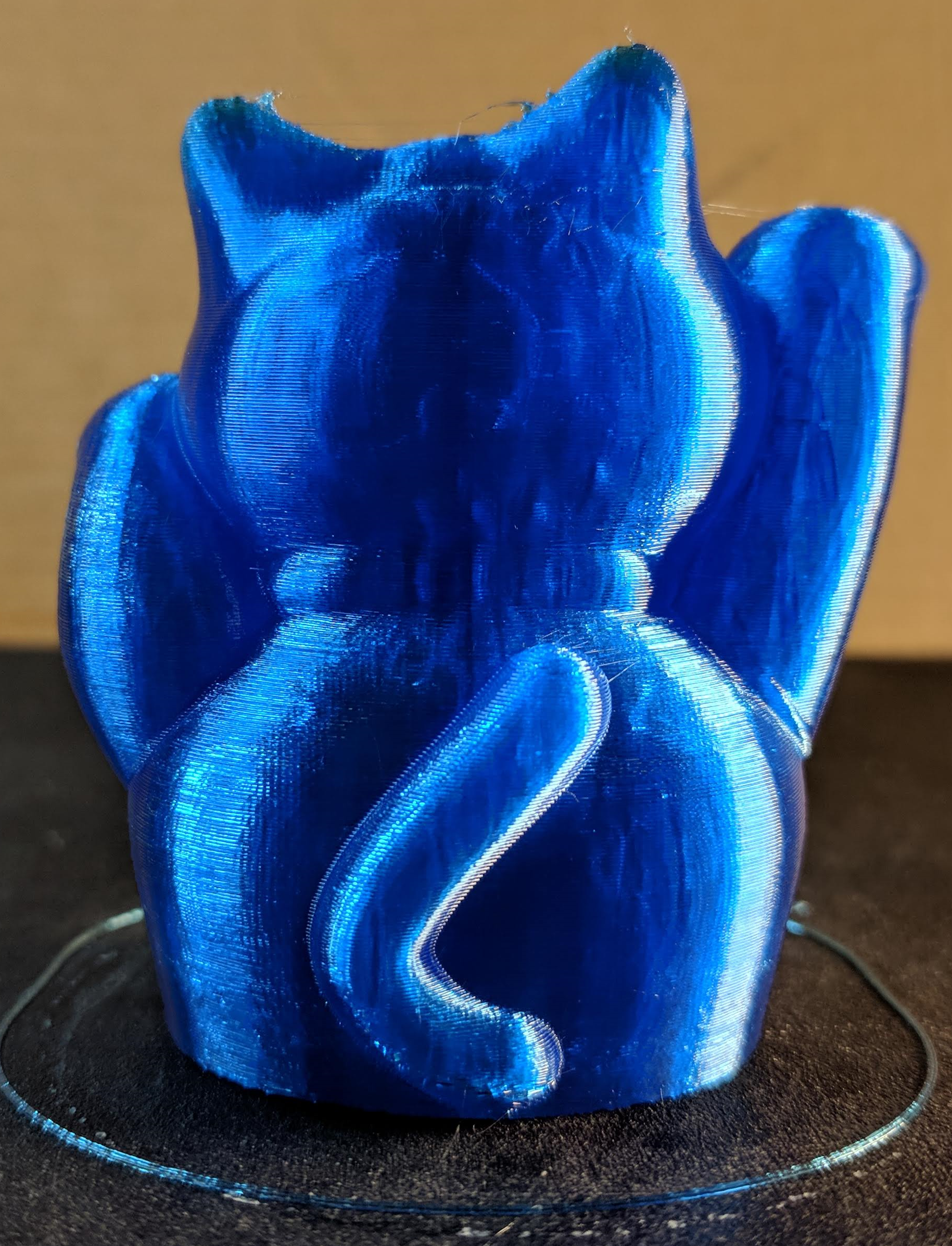
Je tente mon vieux TPU (plage préconisée de 210-230°C), il y a déjà un bon bout de temps que je l’avais utilisé. J’ai gardé la température de 210°C du MaterialZ mais visiblement il faudra que je retente à une température plus élevée :

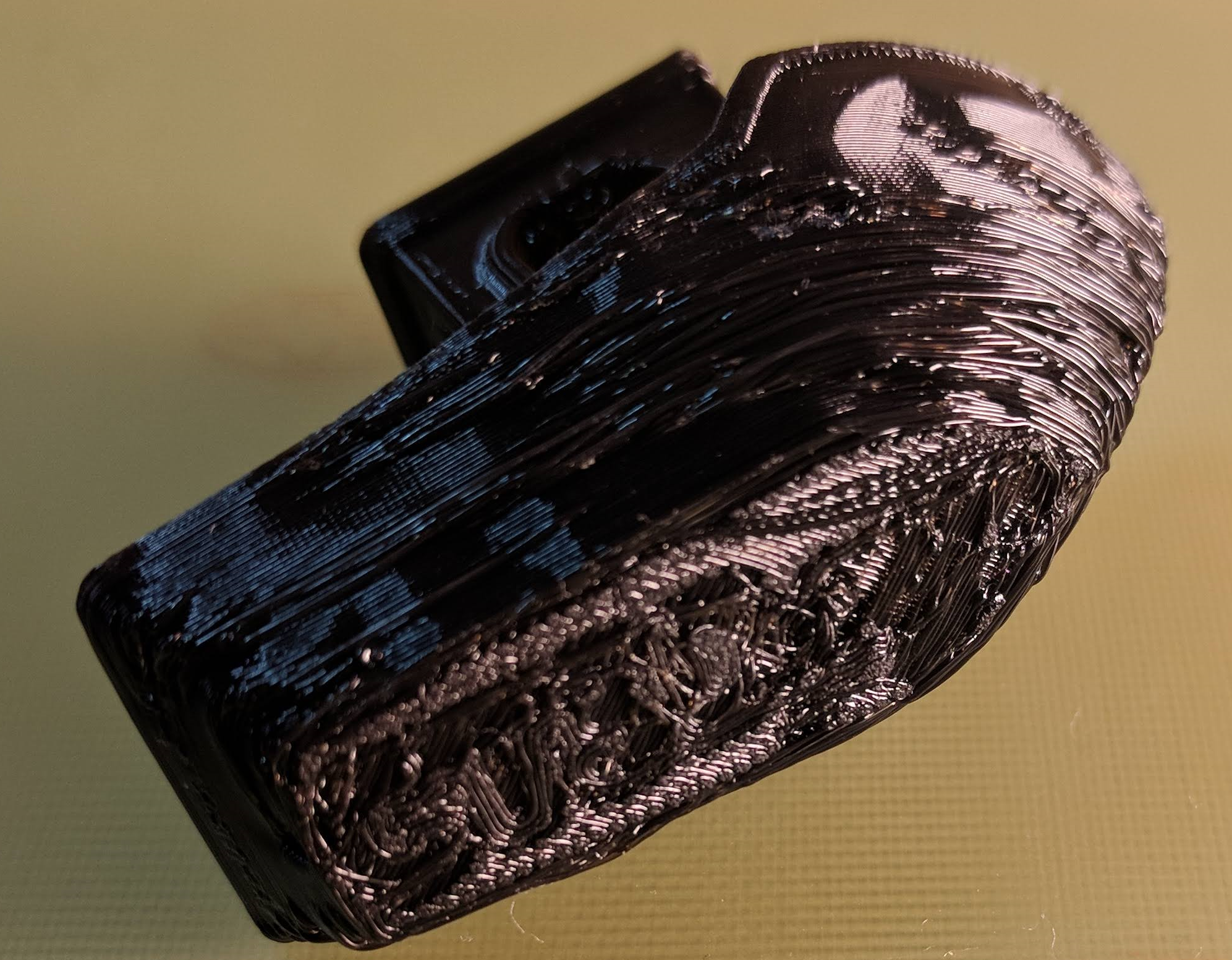
L’impression du TPU confirme le fonctionnement de cette tête en direct-drive.
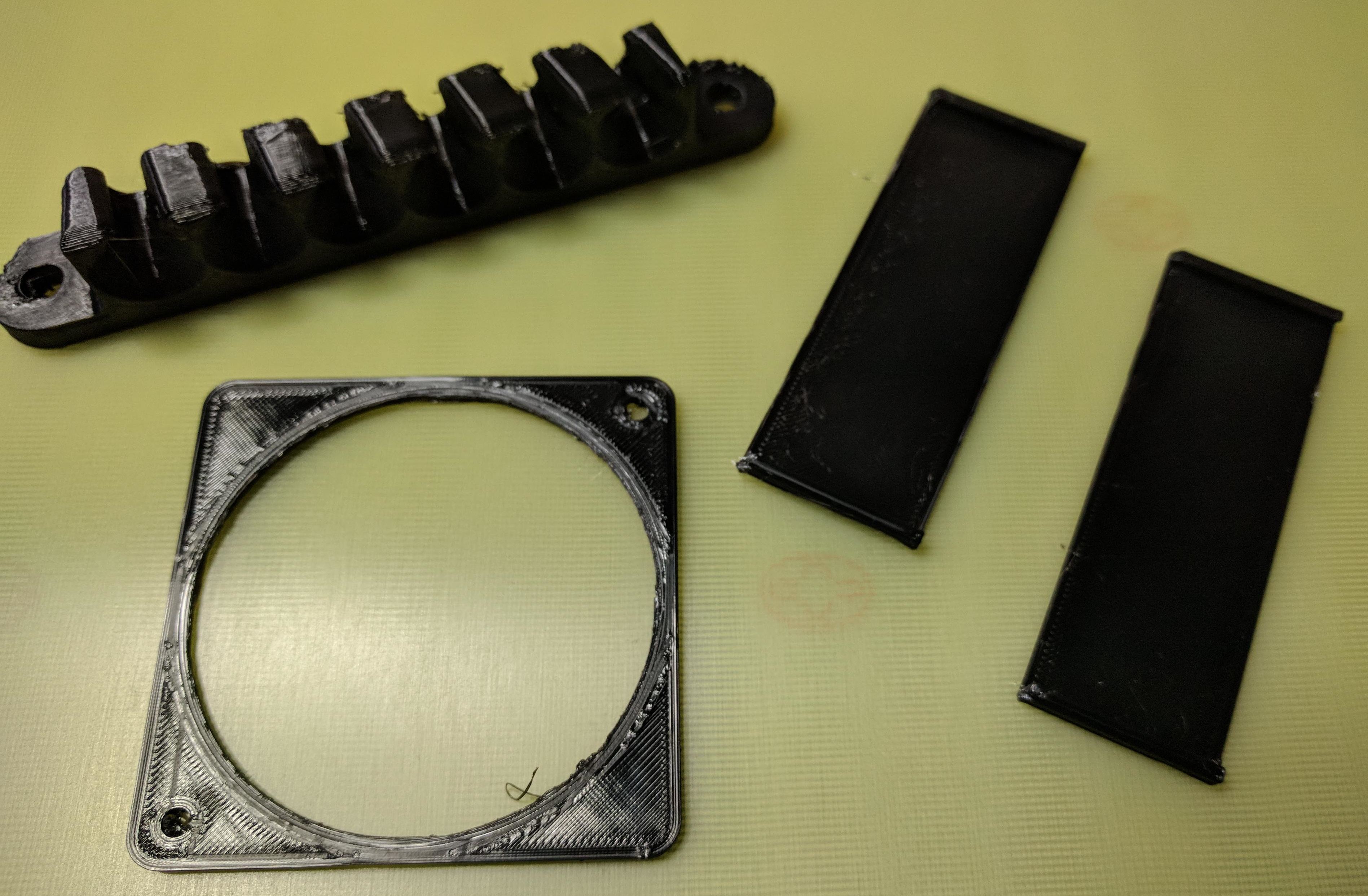
Un petit test d’impression bi-couleur (restes de vieilles bobines de PLA Orange et Noir) via le script de modification du Gcode «Filament change» confirme le fonctionnement et la prise en charge du Gcode M600 dans le firmware de Creality :
Pour les dernières impressions, je change à nouveau de filament (Eryone Metal Silk Rainbow) :

Revue et conclusion
Qualité d'impression - 8.5
Fiabilité - 9.5
Logiciel - 9
Utilisation - 9.5
Rapport qualité / prix - 9
9.1
/10
- Déballage, montage en moins d’une demi-heure
- Qualité de fabrication, solidité des profilés 4040 et 2040
- Composants de marques reconnues (courroies GATES, pilotes moteurs TMC, etc...)
- Mise à niveau automatique du plateau d’origine à l'aide du CRTouch
- Silence des moteurs en déplacement
- Extrudeur direct-drive à double entrainement (BMG avec réduction)
- Synchronisation des vis trapézoïdales, axe Z
- Alimentation 24V permettant une chauffe rapide du plateau
- Détecteur de fin de filament
- Reprise de l'impression après coupure de courant
- Carte mère 32 bits facilement flashable, acceptant des cartes au format SD (pas microSD)
- Connectique USB-C
- Boîtier électronique intégré avec compartiment de rangement des outils
- Tous les outils nécessaires au montage et à la maintenance sont livrés d’origine
- Manuel PDF disponible en plusieurs langues dont le français
- Bruit des ventilateurs du boitier électronique et du petit ventilateur (30mm) de refroidissement du radiateur de la tête
- Impressions limitées à quelques matériaux classiques (PLA, PETG, TPU, ASA) en l'absence d'enceinte fermée
- Impossibilité sous peine de détérioration du PTFE d'imprimer au-delà de 250°C avec ce coupe-chaleur de type «bore».
- Absence du câble USB de liaison vers un matériel informatique
Cette imprimante est une bonne évolution de la Ender-3 V2.
Le pré-montage du portique rend son assemblage encore plus rapide que son ainée.
Si son prix n'est pas trop élevé par rapport à cette V2, les modifications réalisées par Creality sur cette Ender-3 S1 devraient faire pencher la balance de son côté. Particulièrement pour l'impression de TPU.
La communauté Creality continue de grossir de jour en jour, les quelques soucis parfois rencontrés par certains trouvent généralement une réponse grâce à l'intervention de nombreux contributeurs.





Très bon test, appréciable de voir tous ces détails techniques et vous voir aussi factuel sur des composants dont la plupart des utilisateurs doit se moquer. Ainsi, on achète en toute conscience un matériel que l’on juge -ou non- fiable.
Merci d’autant plus que les constructeurs ne prennent pas -plus?- cette peine.
Merci.
Le matériel m’intéresse plus que la partie impression. Comme tout matériel, j’aime le décortiquer 😉
Bonjour, connaissez–vous la date de sortie de la CR-10 Smart Pro annoncé en même temps le 1er ?
Non. pour la CR10 Smart Pro.
La Ender-3 S1, elle, devrait être disponible dans les entrepôts européens au mieux mi-janvier 2022.
Ouais rien de vraiment exceptionnel pour le prix, je préfère encore resté sur ma ender 3 pro
Il serait préférable de comparer la Ender-3 S1 à une Ender–3 V2 voire à une CR6-SE 😉
Effectivement un direct-drive, un double axe Z synchronisé, un dispositif d’auto-nivellement (CRTouch), de nouveaux profilés, une tôle magnétique avec un PEI texturé (et non un genre de Buildtak comme je le dis dans l’article), etc. qui mis bout à bout si on devait les acheter séparément en cas d’upgrade, représentent cette augmentation de prix par rapport à une Ender-3 V2.
Si tu es satisfait de ton Ender-3 Pro et que tu n’as pas l’utilité de ces modifications alors tu as probablement raison de préférer ta machine.
🙂
Bonjour,
Pour cette Ender S1, quelles sont les paramètres à configuer dans Cura (en dehors de ceux de l’Ender 3 V2) ?
Y a-t-il des Gcodes de début et de fin à insérer également ?
Merci
Salut,
Ce n’est pas le meilleur endroit pour apporter une réponse.
Créer une nouvelle imprimante à partir d’un profil E3V2 (X220, Y220 Z270).
Le Gcode de démarrage de la E3V2 fonctionne très bien.
Dans Cura modifier la distance de rétraction en partant de 2mm@40mm/s puis effectuer des tests pour «améliorer»
Si tu es inscrit sur le forum, n’hésite pas à créer ton sujet 😉
🙂
Bonjour, quelle sont les dimensions de la base sans inclure le moteur Y et l’écran? pour la posée sur un plateau.
Bonjour, je souhaite débuter dans l’impression. Vaut il mieux débuter sur cette celle-ci ou une Artillery Sidewinder X2? Merci de ta réponse. Je ne trouve rien comparatif sur les machines qui sortent en ce moment.
Bonjour,
Tu peux lire le test de la X2 pour comparer les deux : https://www.lesimprimantes3d.fr/test-artillery-sidewinder-x2-20211113/
Sinon, viens demander conseil sur le forum 🙂 https://www.lesimprimantes3d.fr/forum/102-bien-choisir-son-imprimante-3d/
Merci de ta réponse.
Bonjour,
J’ai l’impression que le ventilateur de buse aussi proche du lit pour l’aspiration de l’air en début d’impression n’est pas idéal, plus haut, l’air sera plus froid et risque donc de changer la qualité d’impression et provoquer de potentiels clog selon la température de la buse en fonction du matériau, ce qui pour comparaison est un gros souci sur les Zmorph VX, leur spécificité avec une buse de 10mm de diamètre et 15mm sortant du bloc de chauffe, une horreur en matière de transfert thermique..
De plus cela reste un flux d’air provenant d’un seul côté, pas toujours idéal suivant les angles et ponts de pièces à produire.
Ensuite, les câbles plats pour la connectique, là aussi, je serais curieux de voir leur résistance à long terme, car l’effort fourni n’est pas que linéaire, ce pourquoi ils sont faits mais aussi en torsion, ce qui risque de fatiguer le câble sur les côtés plus rapidement, et provoquer de mauvais contacts, souvent difficiles à trouver.
Une buse avec moins de 50mm2 de contact thermique avec le bloc de chauffage reste très mauvais pour l’efficacité thermique. Il y a moyen d’améliorer cela assez efficacement avec une buse conique…
Un bloc de chauffe en alu type E3D, avec toujours autant de visses et de risque à endommager le thermistor en le maintenant pour dévisser la buse.
La Ender 3 pro reste une machine très intéressante en comparaison à celle ci qui me semble ajouter de nouveaux problèmes plus que d’améliorer le système.
De plus, un article récent entre le Bowden et Direct Drive pour de petites machines mécaniquement légères tend à maintenir le Bowden plus performant dû au poids à mettre en mouvement pour ce genre de mécanique minimaliste.
Bonjour,
Belle présentation, c’est limpide!
Connaissez-vous un site ou une vidéo qui expliquerait la navigation dans le menu de l’imprimante?
Je n’ai pas trouvé de notice, et pas non plus de vidéo….. c’est comme si c’était réservé aux initiés.
J’espère que vous pourrez m’aider.
Fred.
Super test!
J’ai une Creality 3V2 depuis 2 ans que j’ai upgradée avec des meilleures composants (extrudeur, tube, molette etc), super sympa mais marre de me bagarrer avec les roulettes et je n’arrive pas à imprimer en PLA flexible avec.
Tu penses que ça vaut le coup d’upgrader? Tu choisirais quoi entre la 3 S1 et la CR-6 SE? Et finalement si je pars sur la 3 S1 tu ne penses pas que la PRO vaille le coup? Il n’y a pas des applications sympas avec les autres filaments que celle-ci permet?
Merci d’avance!
O