OUPS65
-
Compteur de contenus
267 -
Inscrit(e) le
-
Dernière visite
Récompenses de OUPS65
")





-
Pourquoi acheter une Bambu Lab A1 et une A1 mini en 2025
OUPS65 en réponse au topic de LesImprimantes3D.fr dans Les news du blog
Je suis passé d'une PRUSA MK3 à une A1 en profitant des promos de fin d'année. C'est comme passer d'une VOLVO S40 à une TESLA. Après réception et premiers essais, c’est effectivement le choc. L'article fait parfaitement le point sur ce petit bijou. J'ajouterai la facilité déconcertante de changer de buse tout autant que de filament, tout en pointant le cout de cet éco-système. Merci Pascal_lb -
Bonjour, en préambule, je ne souhaite pas de disgression ni état d'âme sur ce type de résine. Merci. Nous imprimons avec plaisir et succès avec diverses résines standard lavable à l'eau. Pour certaines applications plus spécifiques, nous aimerions utiliser une qualité plus résistante. je viens de découvrir que Anycubic propose une Résine ABS-Like V2 Lavable à l'Eau. Une recherche sur internet n'a rien apporté, hors foultitudes propositions d'achat de résines standards de toutes les marques. J'ai aussi noté le flou entretenu entre lavable à l'eau et nettoyage à l'iso. En clair, si non indiqué explicitement, ce n'est pas lavable à l'eau tristounet les algorithmes nouvelles vagues. Avez-vous des infos * permettant d'élargir la proposition à une alternative à la Résine ABS-Like V2 Lavable à l'Eau ? * des retours sur cette Résine ABS-Like V2 Lavable à l'Eau ? super merci
-
cura trier l'ordre des profils ?
OUPS65 en réponse au topic de OUPS65 dans Paramétrer et contrôler son imprimante 3D
C'est un peu le soucis avec Cura. intéressant, mais archaïque en usage quotidien. Je me retrouve plusieurs décennies en arrière. Astuces bien vues. Merci beaucoup à tous. -
cura trier l'ordre des profils ?
OUPS65 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, comment trier l'affichage des profils pour les lister par ordre alphabétique ou par ordre de création ? merci Philippe -
J'ai reçu les réponses. Elegoo ne recommande pas une diminution d'intensité qui dégraderait la qualité de l'impression des Saturn. Poliment tourné, mais sans autre explication. 3DMaterials, fabriquant des résines SuperFast 8k, m'indique que l'intensité de certaines imprimantes est trop importante pour leur résine "Superfast". D'où cette recommandation à -50% pour les Photon mono, mais pas pour la Saturn. Ils indiquent aussi que cette réduction réduira la vitesse de vieillissement des leds. J'ai fait un essai à 80% sur ma Saturn 2 et le résultat est effectivement une dégradation visible de la qualité d'impression. ps : puis-je ? déjà pas chère et ...

-
Une led chauffe et cette chaleur a un impact certain sur sa durée de vie. Baisser la luminosité va diminuer sa production de chaleur. De là à quantifier l'écart sur l'allongement du temps d'insolation. effectivement, peu, voire pas, d'info à ce sujet sur les forums. J'ai posé la question sur le discord de Lychee, mais n'ai obtenu aucun réaction. j'ai aussi une autre piste : le fabricant de résine 3dmaterials donne des paramètres pour une insolation à 50% sur l'Anycubic Photon pour sa SuperFast grey, mais pas pour les autres machines. Je vais leur poser la question.
-
Bonjour, l'impact des longues durées d'insolations des premières couches ne doit pas être très bénéfique pour l'écran leds. Lytchee peut réduire l'intensité lumineuse des leds, normalement à 100% sur ma Saturn2. Réduire l'intensité lumineuse devrait logiquement être compensé par une augmentation correspondante de la durée d'insolation. Je me demande si diminuer l'intensité des leds à 80% tout en augmentant le durée d'insolation de +20% aurait un impact bénéfique sur la durée de vie des leds ? Merci
-
déformations selon l'emplacement sur le plateau
OUPS65 en réponse au topic de OUPS65 dans Les imprimantes 3D SLA
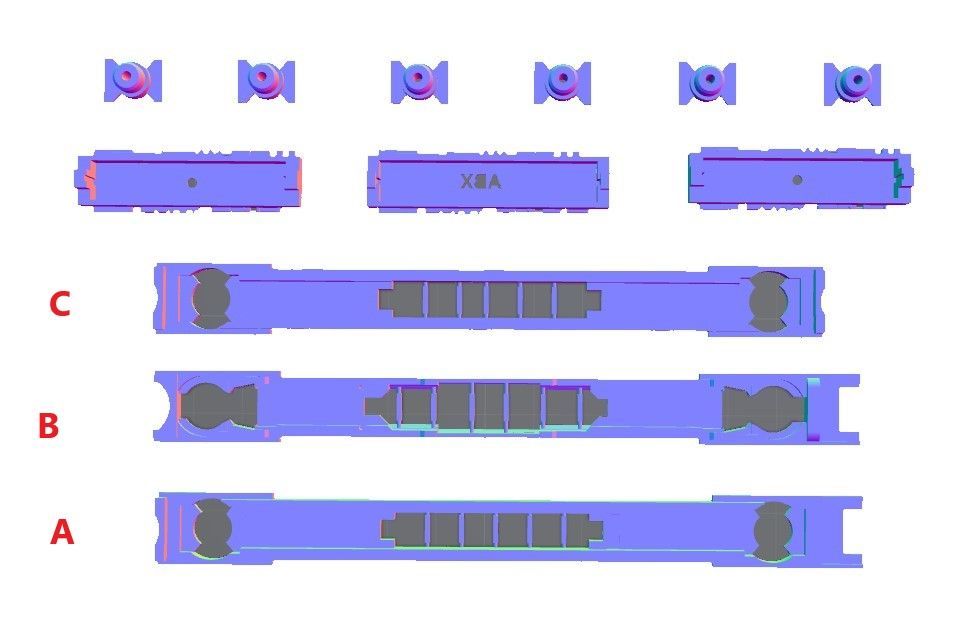
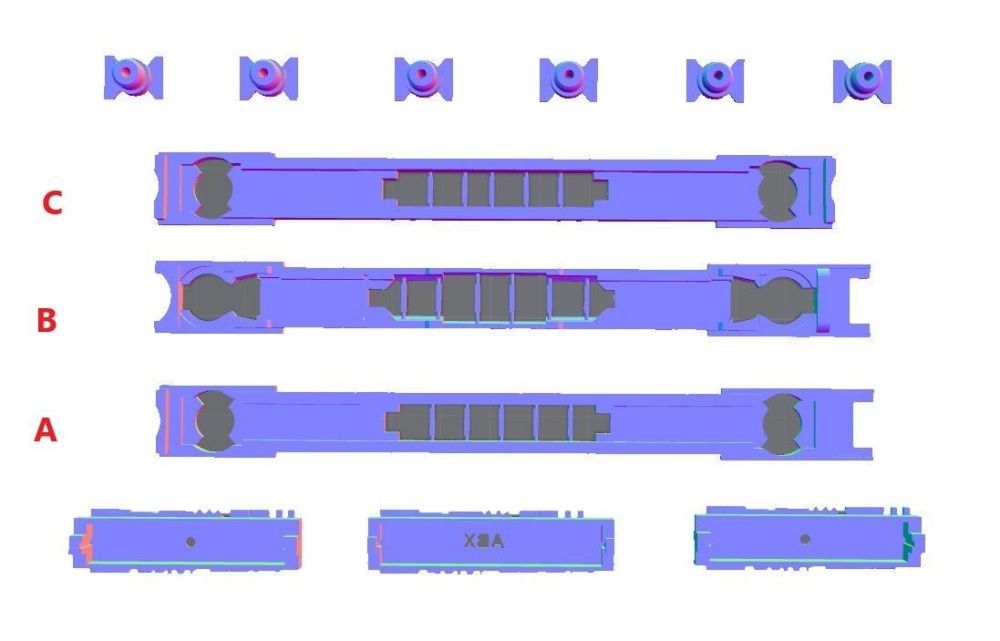
Merci pour ces pistes. ce qui me surprend est l'élimination totale du problème avec simplement une autre disposition des pièces. Dans le même ordre d'idée, en cas de pièces de hauteurs différentes, vaut il mieux placer les plus hautes au milieu ou aux bords du plateau ? -
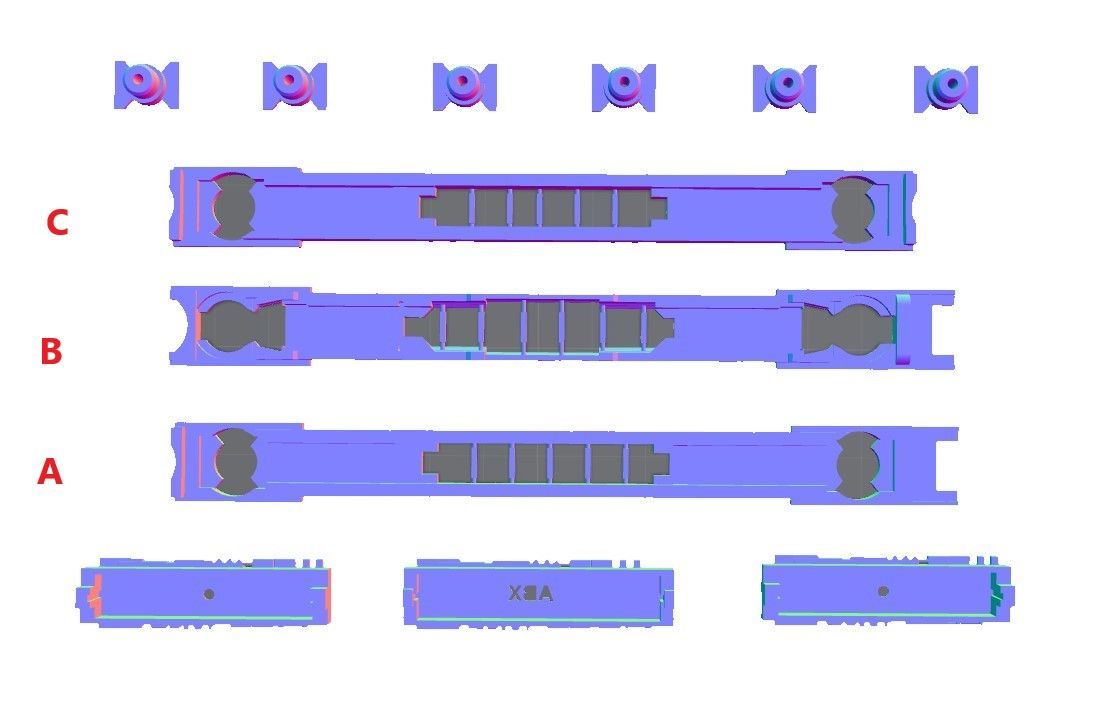
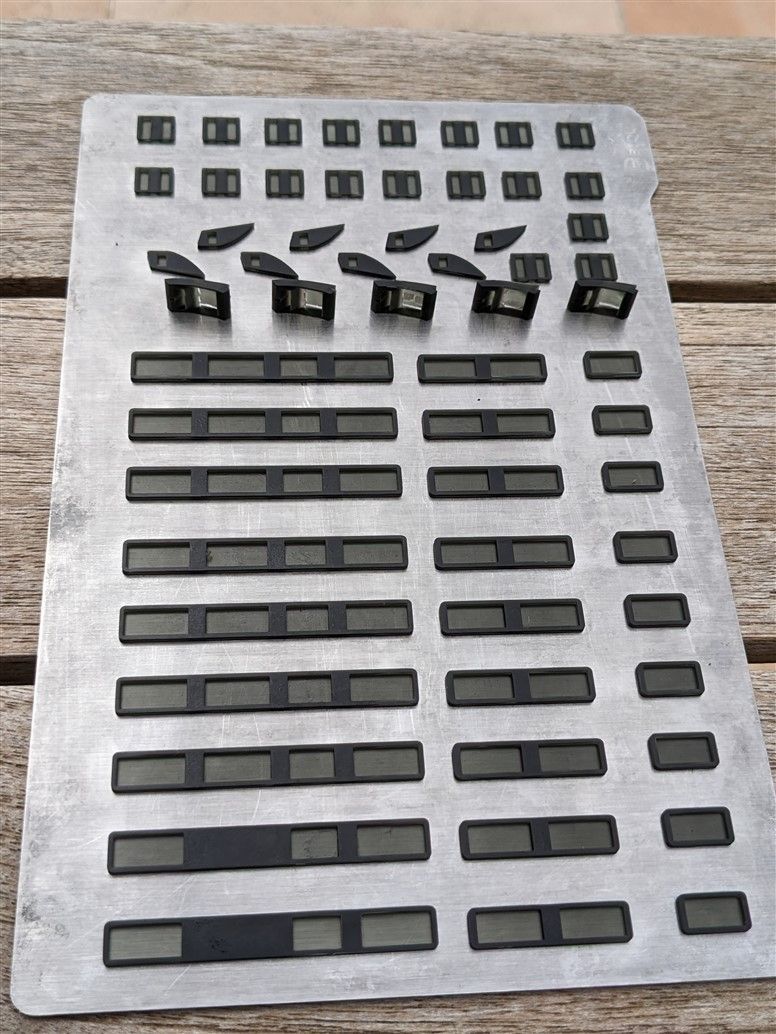
POSITION SUR PLATEAU ET PRECISION Largeur des pièces A, B, C : 12.24mm Lorsque la pièce A est placée au bord inférieur, j’obtiens en A : 12.57mm soit +2.6% en B : 12.25mm et en C : 12.22mm : ok. Lorsque la pièce A n’est plus en bord de plateau, mais que j’y intercale d’autres pièces, j’obtiens en A : 12.25mm, en B : 12.24mm et en c : 12.23mm : tout ok. contours de cette remarque : ELEGOO SATURN 8k, résine ELEGOO Résine Lavable à l'Eau gris, impression directe sur plateau après passage par UVTools pour éliminer les pattes d'éléphant ( cnf tuto sur son utilisation dans la rubrique "tuto")
-
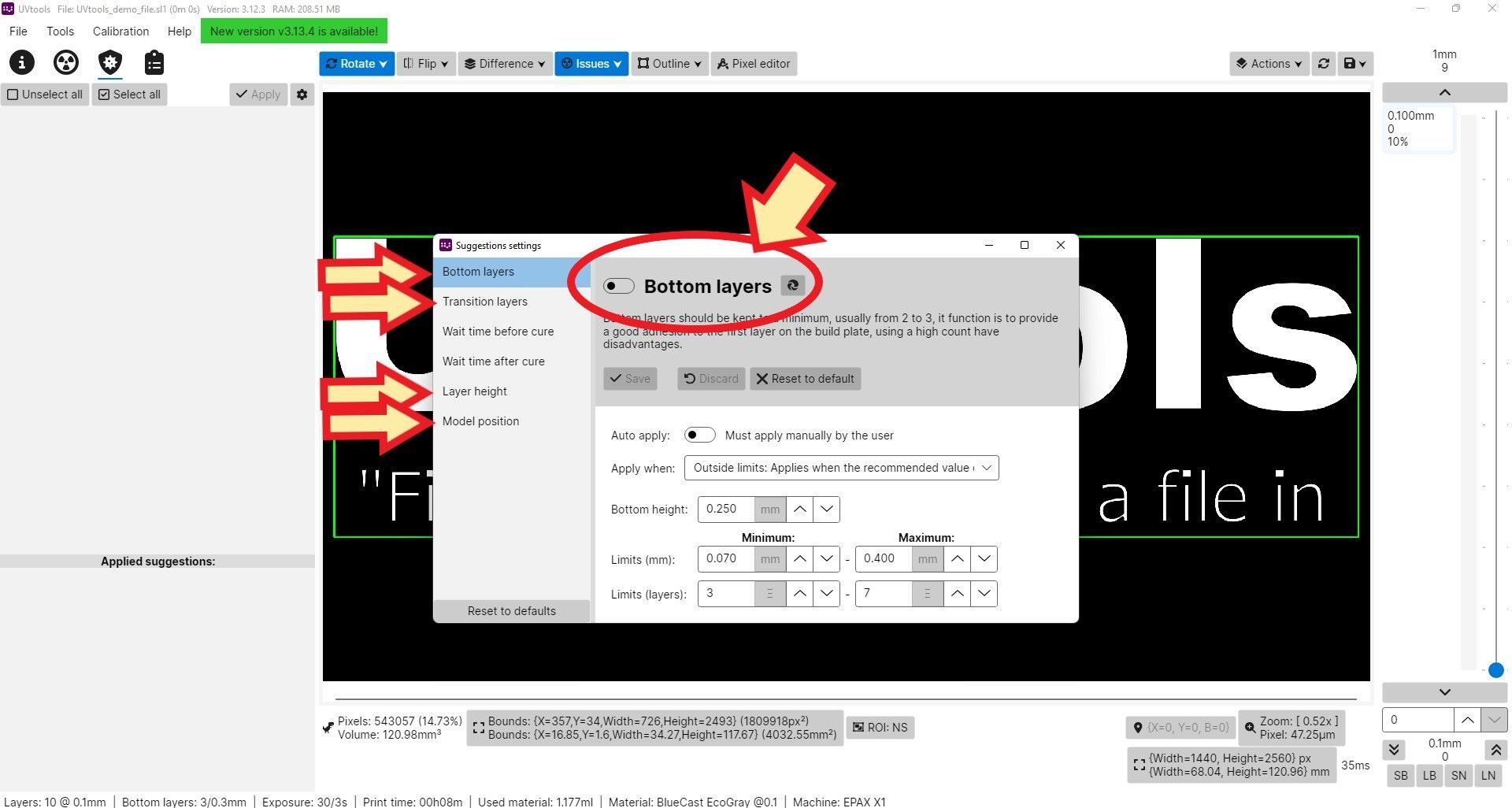
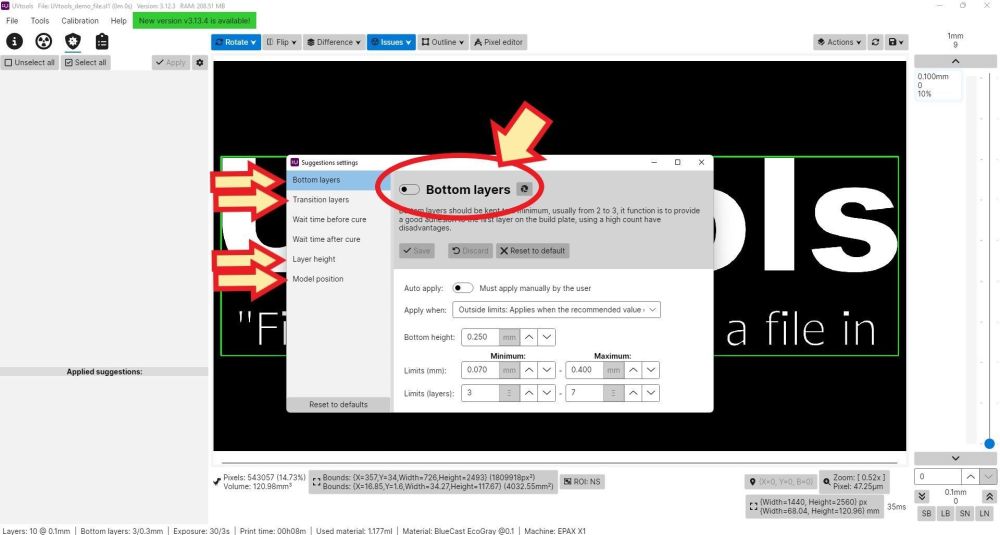
Bonjour, Pour lychee, ma Saturn 8k demande une insolation moindre que ma Saturn dont j'ai donné les params en screeprint ci-dessus. Je met 2,6sec en couches normales et donc 5,2sec (2x) en burn in layer exposure. Tous les autres params sont identiques. Je n'utilise pas le "two stage mention control" ( bi-vitesse) sur ma 8K. Aucun intérrêt sur de si petites épaisseurs. Je crains aussi que ces brusques accélérations/décélérations très répétitives ne génèrent que des soucis d'usure mécanique. Les paramètres modifiés dans UVTools sont ceux repris dans le tuto de l'auteur. les 4 traitements désactivés sont ceux pointés avec une flèche dans ma première "précision". Restent actifs : wait time before cure et wait time after cure Et, oui, j'arrive facilement à détacher les pièces du plateau sans les casser. Vu leurs faibles épaisseurs, je ne les insoles qu'un peu, les détaches et termine leur insolation.
-
resine : Pied d’éléphant et adhérence sur le plateau
OUPS65 a posté un sujet dans Les imprimantes 3D SLA
Bonsoir, j'ai posté un petit tuto pour expliquer comment utiliser l'astuce de Jan Mrázek il se trouve dan la section "tutoriels", même titre que ci-dessus.- 1 réponse
-
- 2
-

-
- pied déléphant
- adherence sur le plateau
- (et 1 en plus)
-
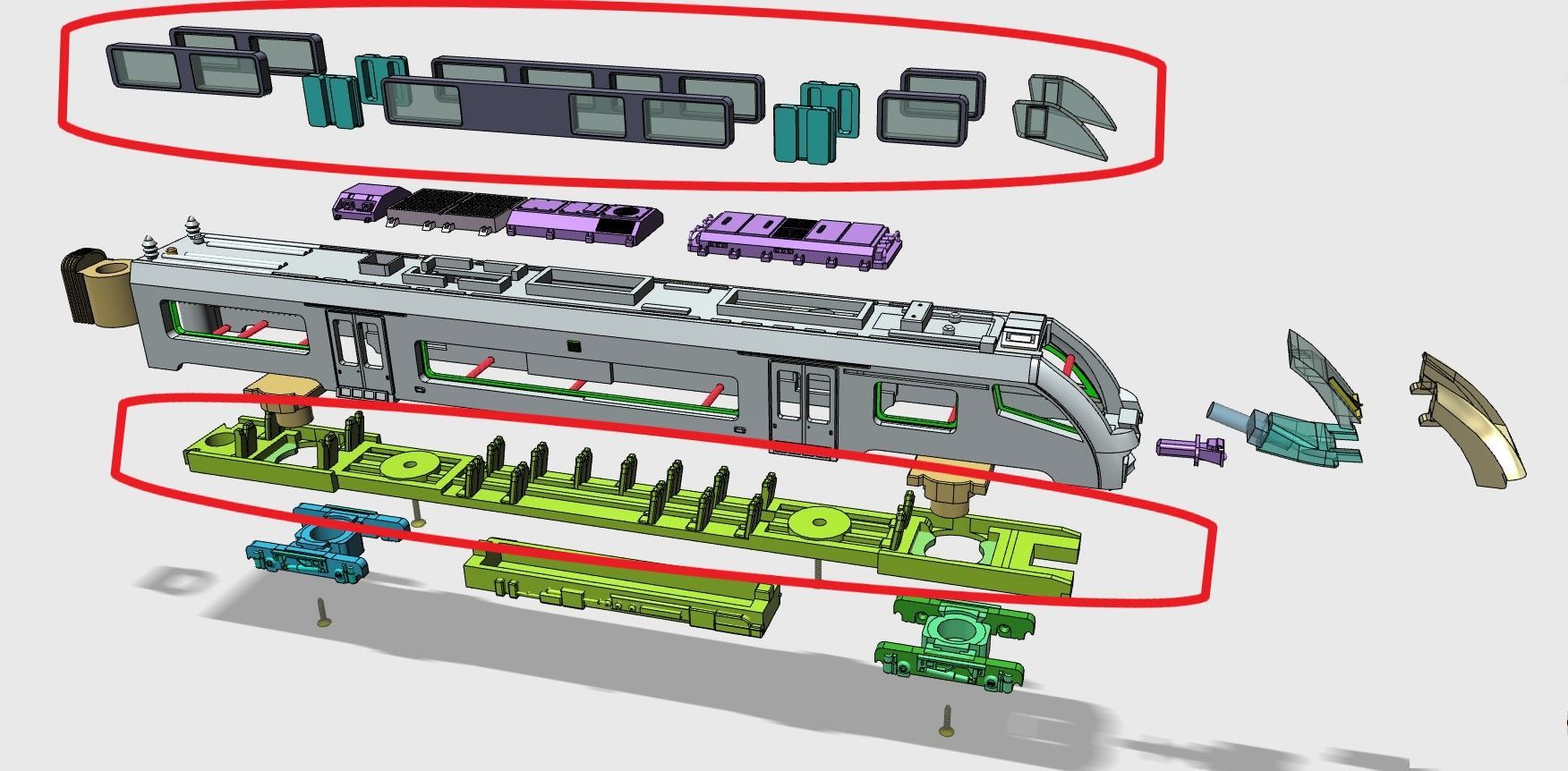
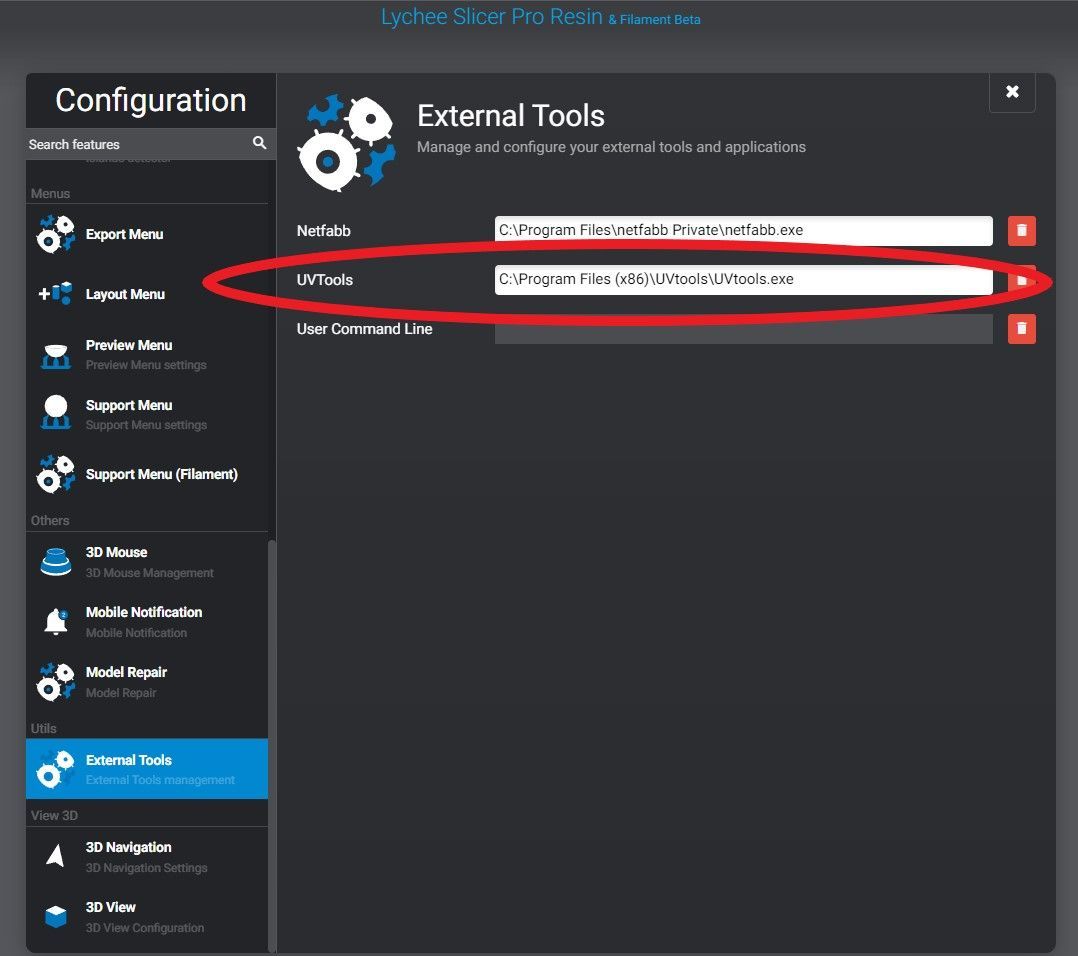
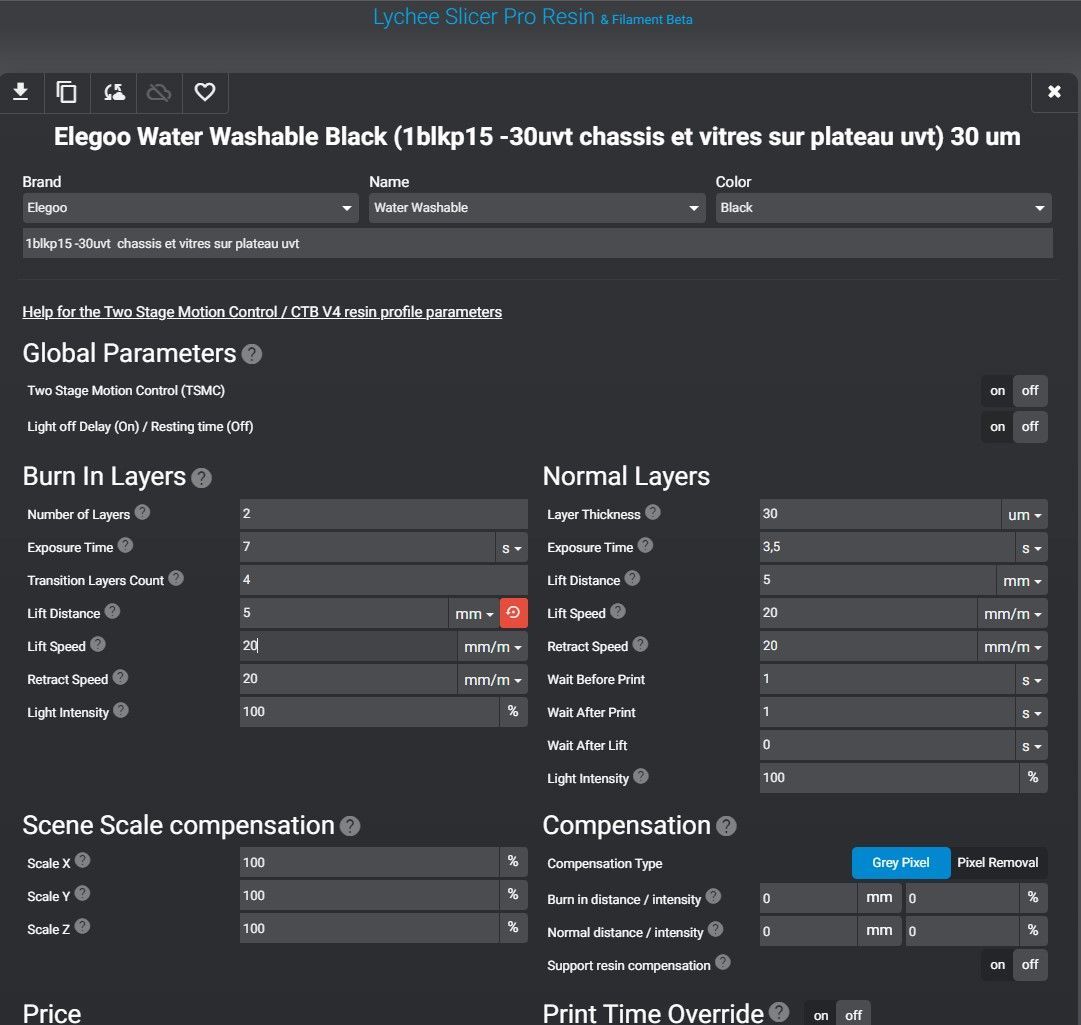
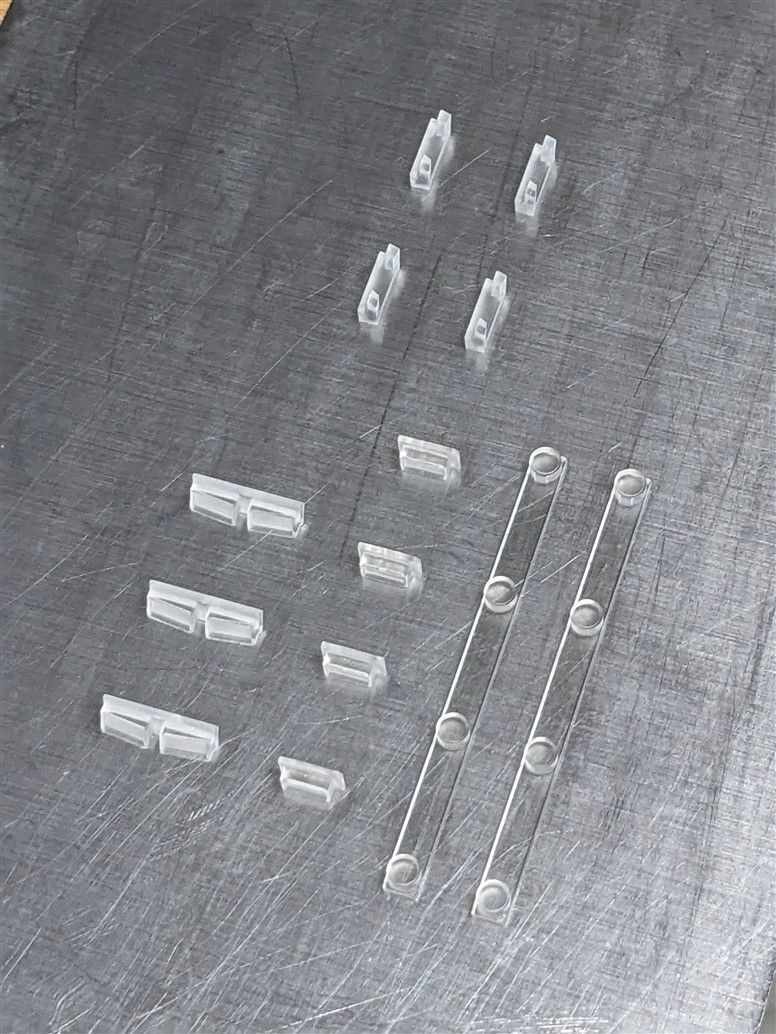
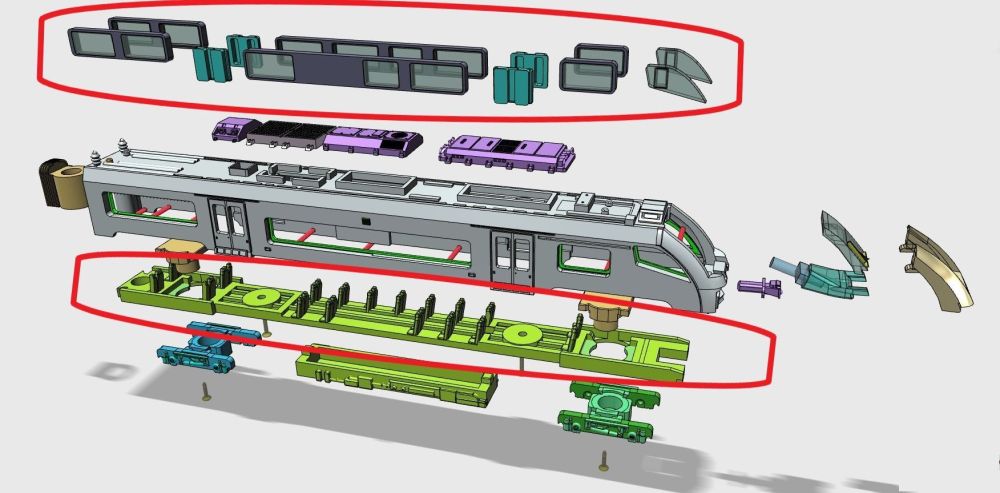
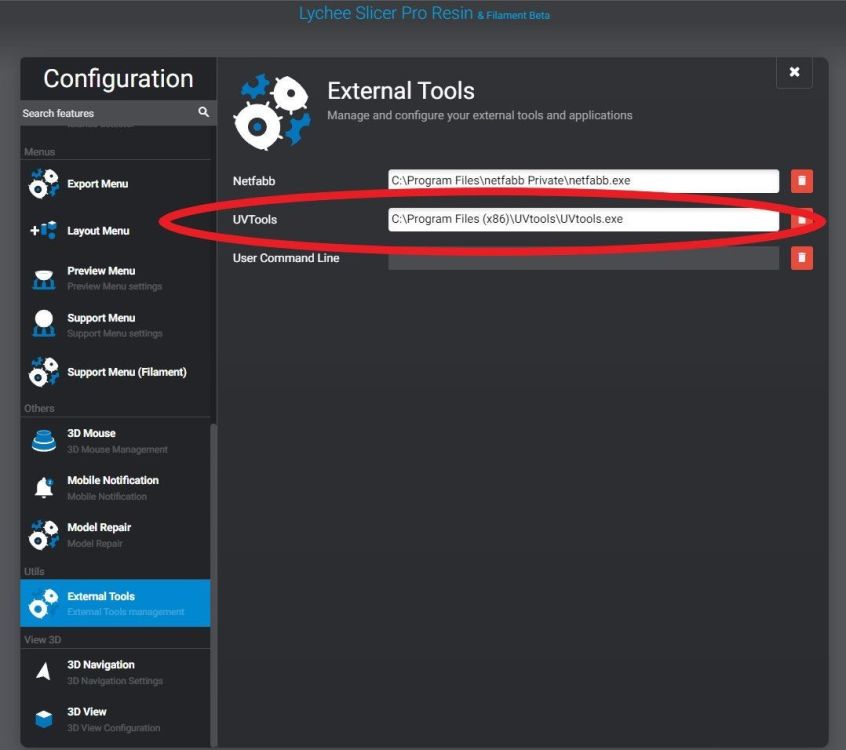
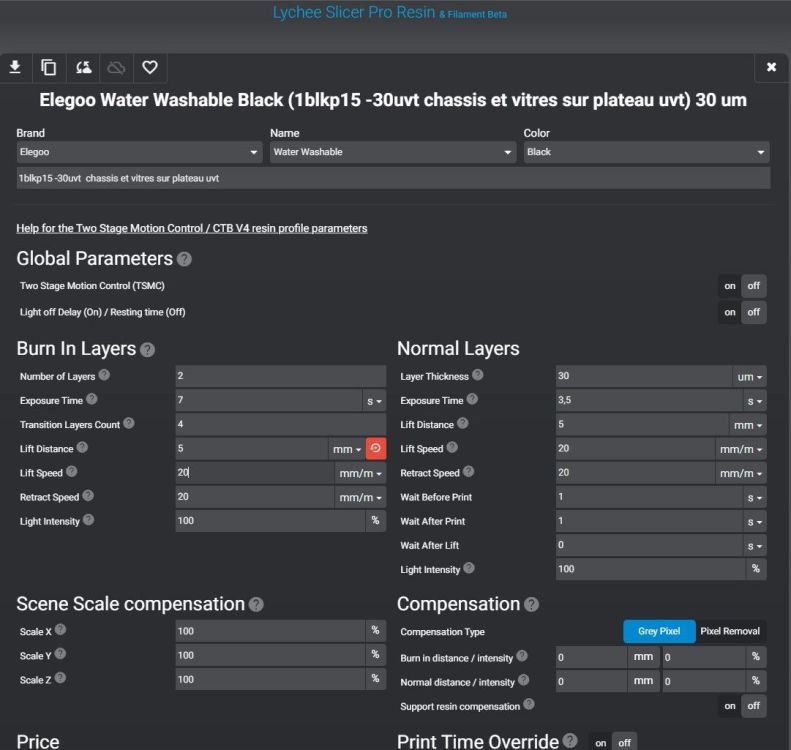
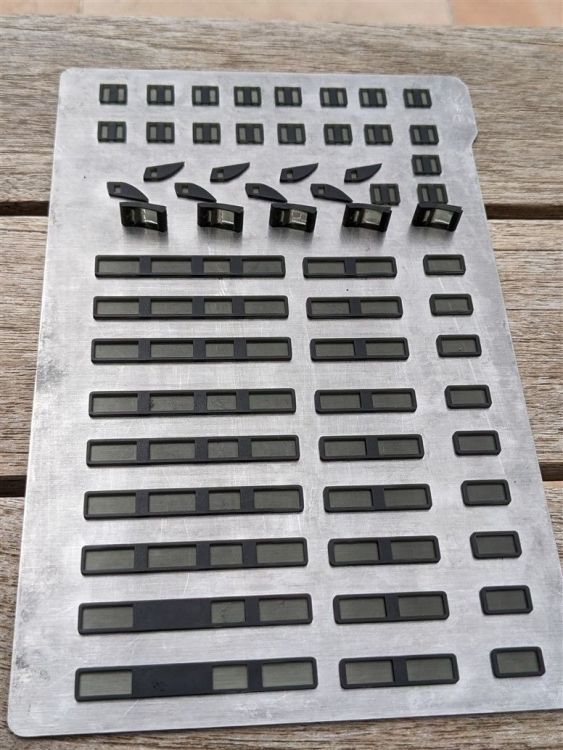
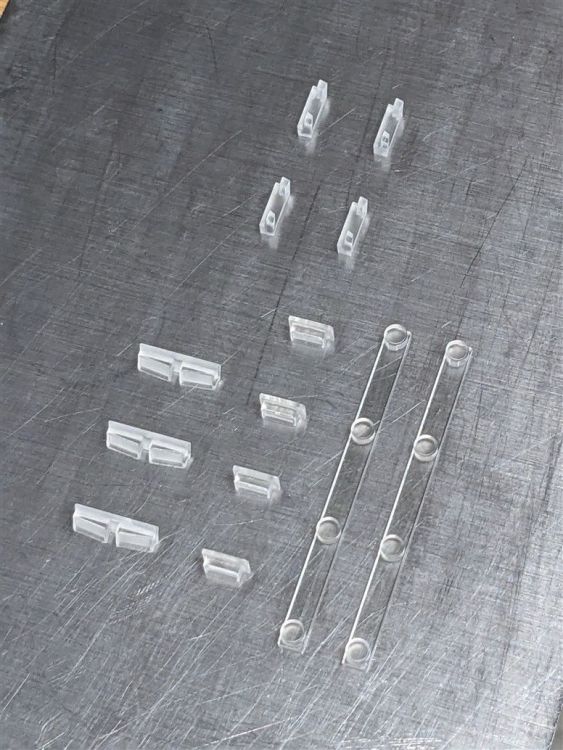
Pied d’éléphant et adhérence sur le plateau Limite des impressions concernées par mes essais : l’épaisseur des pièces ( fenêtres-3mm-, parebrise-9mm-, châssis-15mm-, …) est faible. Par contre, la précision dimensionnelle est un élément important car ces pièces se logent dans d’autres pièces avec une tolérance de 0,25mm. Transparentes, translucides ou de faibles épaisseurs, des supports d’impression sont non envisageables. Elles doivent être imprimées directement sur le plateau Or l’impression sur plateau demande de résoudre la quadrature du cercle : une insolation suffisante pour éviter le décrochage du plateau ET une insolation faible pour éviter le pied d’éléphant en permettant aussi un décrochage du plateau sans casse après impression. Jan Mrázek a étudié l’impact du refoulement de la résine excédentaire hors du faible espace entre le FEP et le plateau lorsque celui-ci se rapproche du FEP. Il a mesuré que la pression nécessaire à cette évacuation est importante et provoque un léger retard du plateau par rapport à la position prévue par le moteur. Le plateau continue à descendre un peu – moteur arrêté - alors que l’insolation a déjà débuté. Et c’est là le stuut. Cette pression sur le plateau est la plus importante pour la première couche car la surface de compression est celle de l’entièreté du plateau . Plus celui-ci est grand, plus le problème augmente. Pour cette première couche, il propose d’introduire un délai d'extinction spécifique afin que le plateau ait le temps de refouler complètement la résine excédentaire et de se mettre correctement en place. Ni lychee, ni Chitubox ne le permettent. Son étude complète (click droit pour traduction en français pour ceux qui utilisent Chrome) est à lire : https://blog.honzamrazek.cz/2022/01/prints-not-sticking-to-the-build-plate-layer-separation-rough-surface-on-a-resin-printer-resin-viscosity-the-common-denominator/ En liaison avec le concepteur de UVTOOLS, il a conçu une manière simple d’appliquer sa solution. Cerise sur le gâteau, UVtools est accessible dans LYCHEE slicer via les préférences du trancheur. Téléchargez le https://github.com/sn4k3/UVtools/releases et installez le dans le répertoire (à créer) c : / Program Files (x86) / UVTools Comment faire en pratique ? Prérequis : utiliser UVTOOLS minimum en V3 et un micrologiciel d’imprimante CTB en V4 ( cnf params de l’imprimante). 1/ Dans les paramètres résine de lychee : On coupe la compensation en mettant tout à zéro. On ajuste les paramètres des couches Burn In : régler l’insolation selon la plage suggérée de 1 à 3 fois la durée normale. J’utilise 2 fois la durée normale. J’ai fixé le lift à 5mm. J’ai aussi diminué fortement les vitesses in/out. Bref, j’ai misé sur un maximum de paramètres permettant de laisser le temps au plateau de se placer correctement. N’oublions pas que ces paramètres ne jouent que sur un nombre très réduit de couches que j’ai réduites à 2 / 4 en burn-in. L’impact temps est dès lors négligeable. Voici mes paramètres pour ma Saturn mise en CTB v4 2/ On tranche normalement. 3/ On traite le fichier .CTB dans UVtools en suivant la procédure bien expliquée dans le tuto en image https://blog.honzamrazek.cz/2022/07/step-by-step-guide-on-perfect-bed-adhesion-and-elephant-foot-removal-in-uvtools-3/ Deux précisions sur ce tuto : a/ j’ai désactivé le traitement de 4 des 6 proposés par UVTools pour ne conserver que les deux concernés par ce problème. b/ enregistrer (bouton save) les modifs des paramètres encodés selon tuto pour ne plus avoir à les réencoder par la suite. 4/ C’est ce fichier .CTB ainsi traité que vous enregistrez et imprimerez. Le résultat est impressionnant : plus de décollement du plateau et plus de pied d’éléphant. Ex : résine water washable Elegoo noire De plus, la faible durée d’impression en burn-in permet d’obtenir des impressions sur plateau vraiment transparente. Ex : avec la résine water washable Anycubic clear et les mêmes paramètres que ci-dessus : Voili, voilou, j’espère avoir pu aider .Et surtout, grand merci à Jan Mrázek


- 3 réponses
-
- 8
-
-

-

-
- pied éléphant
- impression sur plateau
- (et 2 en plus)
-
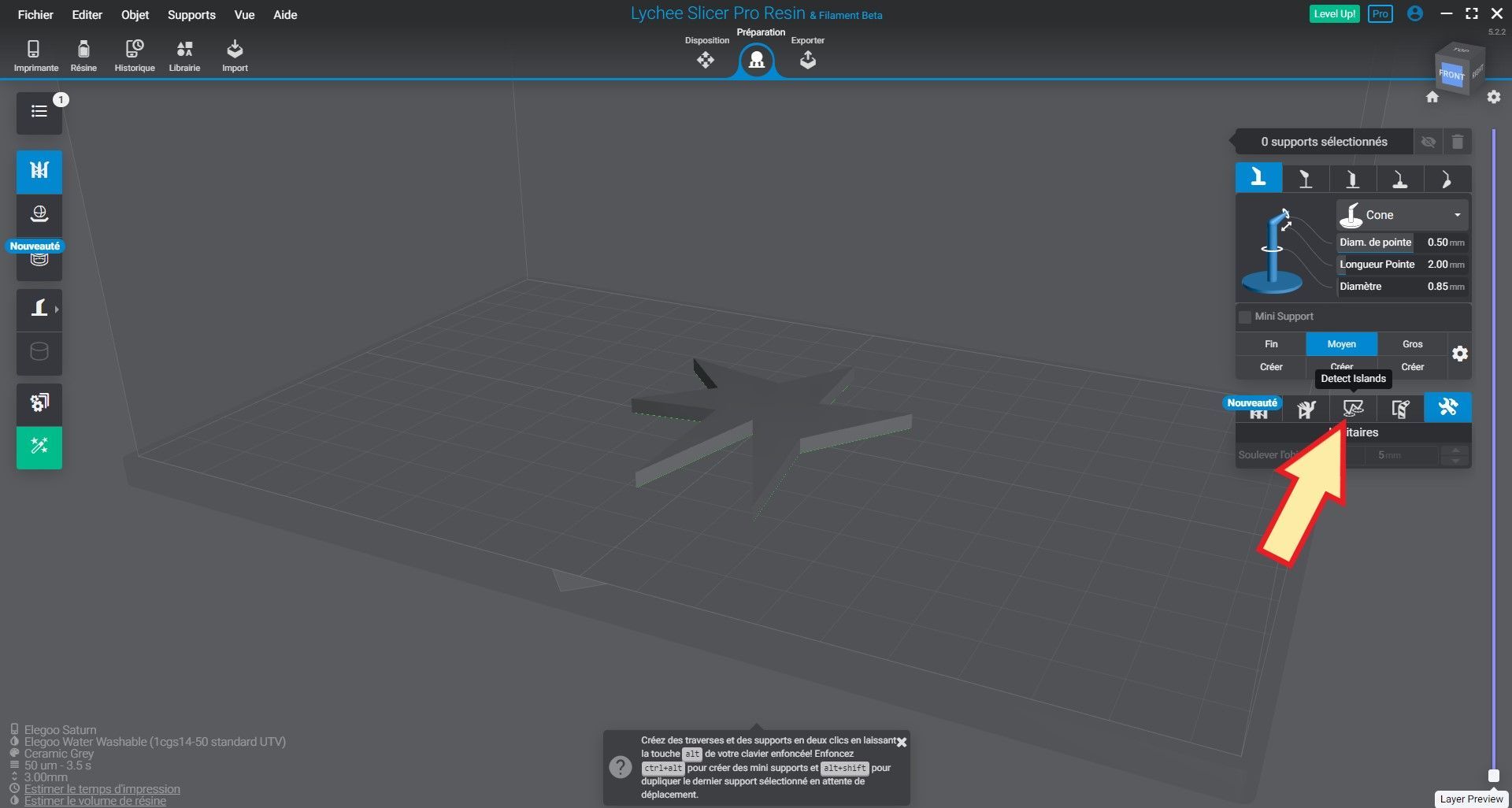
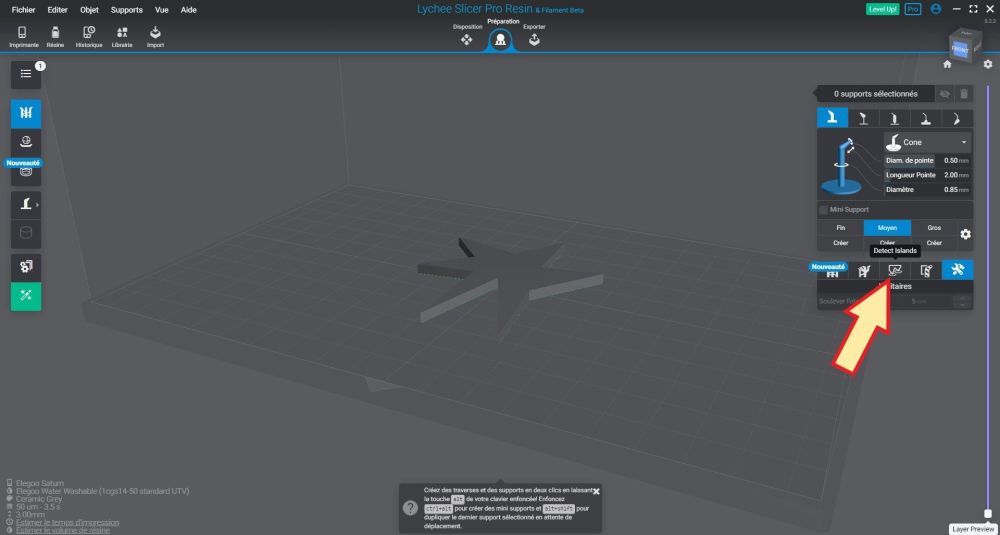
Bonsoir, le mode d'emploi de lychee peut se trouver : https://docs.mango3d.io/docs/lychee-slicer-resin/prepare-workspace/support-preset-library/ utilise un click droit pour la traduction google en francais. De part la forme de ta pièce, les tensions sont trop importantes pour que les supports fins y résistent. Il est logique qu'ils cèdent, surtout à grande vitesse. Place en des plus gros. Pour la position, je mettrais plutôt ta pièce sur " sa tranche ", même si elle n'est pas parfaitement plane : menu "orienter" et double click sur la tranche. Les tensions seront mieux réparties et tu auras une meilleure finition de tes surfaces. Ensuite la relever des 5mm standard et y placer tes supports. Une fois tes supports posés, utilise systématiquement la fonction "detect island" ( détecteur de minima - précision : réelle) du menu préparation pour détecter toute partie de ton modèle qui ne serait pas supporté correctement imprimer ce genre de pièce directement sur le plateau impose une face parfaitement plane (celle qui sera sur le plateau).... quitte à la redessiner un peu pour rendre une tranche plane.
-
[ Tuto ] Nettoyage d'un écran LCD recouvert de résine UV.
OUPS65 en réponse au topic de PPAC dans Les imprimantes 3D SLA
on utilise essentiellement de l'elegoo ceramic greys en couche de 0,01. Effectivement, la 8k nous fait rêver. On va juste attendre qu'elle fasse ses maladies de jeunesse. -
Retient que ta pièce s'imprime à l'envers en partant du plateau. Les supports servent à faire le lien entre les deux. il y a deux essentiellement deux usages de supports : Les supports ( = liens) importants sont les premiers rencontrés (cerclés en rouge). Ils vont faire tenir ta pièce au plateau et empêcher que cette dernière ne se décolle de celui-ci. Ils doivent être solides . Les autres sont nécessaires pour éviter d'imprimer dans le vide. La première couche de la pointe montrée avec la flèche s'imprimerait "dans le vide" s'il n'y avait pas un support(lien) la reliant au plateau. Il ne tient que le début de l'impression de cette petite pointe. Ce support peut donc être plus fin, ce qui facilitera son élimination lors du post traitement. Une dernière règle de base : pour faciliter l'écoulement de la résine à chaque couche, la pièce gagne à être inclinée. c'est ce que tu as fait avec ton sujet. C'est bien joué. Essaie lychee slicer. c'est le jour et la nuit tant sa convivialité est exemplaire.