jr620
-
Compteur de contenus
53 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par jr620
-
Bonjour à tous, Je mets fin à mon activité d'impression 3D. Je suis vendeur : d'une Anycubic KOBRA 3 COMBO quasi neuve, j'ai dû imprimer" benchi" en couleur et une autre bricole. La bête est dans sa boîte d'origine. Je dispose des photos du "Boxing" pour prouver que tout est dans la boîte ! Kobra 3 + ACE: 300 €, Kobra 3 seule : 200 €, ACE seul: 200 € + frais de port. d'une Creality K1 MAX en bon état avec accessoires, 500 € + frais de port. d'une Creality ENDER 6 + couvercle, extruder direct drive BIQ H2, carte mère et écran à remonter. Faire offre. d'une Alfawise U20 pour pièces détachées. Faire offre. Si vous êtes intéressé par l'une de ces machines contactez moi par MP.
-

Dispersion max acceptable pour la planéité du lit.
jr620 en réponse au topic de jr620 dans Discussions sur les imprimantes 3D
Merci pour vos réponses. @medmed, je suis largué, je ne sais rien de Klipper, il va falloir que je bosse le sujet. Quelles lectures/tutos me conseilles tu pour plonger efficacement dans Klipper ? Concernant le réglage du plateau avec des vis, pourquoi pas, mais je n'ai pas vu de vis de réglage sur la K2PLUS. -
Dispersion max acceptable pour la planéité du lit.
jr620 a posté un sujet dans Discussions sur les imprimantes 3D
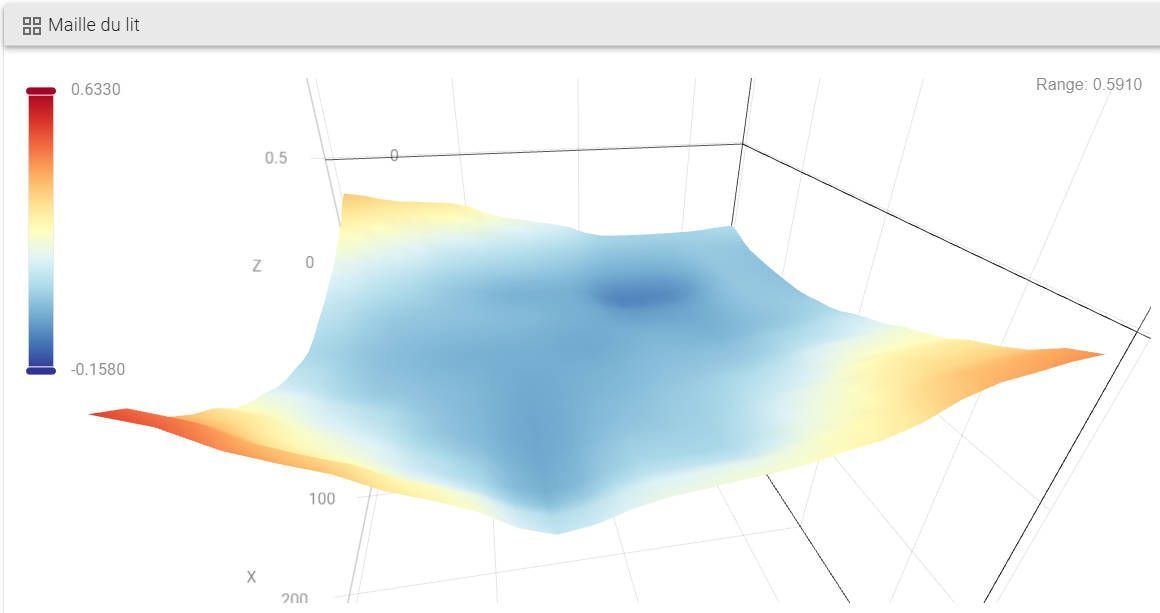
Bonjour à tous, Question simple (?) quelle est la dispersion maximale acceptable pour la planéité du lit mesuré avec Fluidd ? Que pensez-vous de ce tableau obtenu sur ma K2 plus. Est-ce améliorable, ou le firmware s'en débrouille ?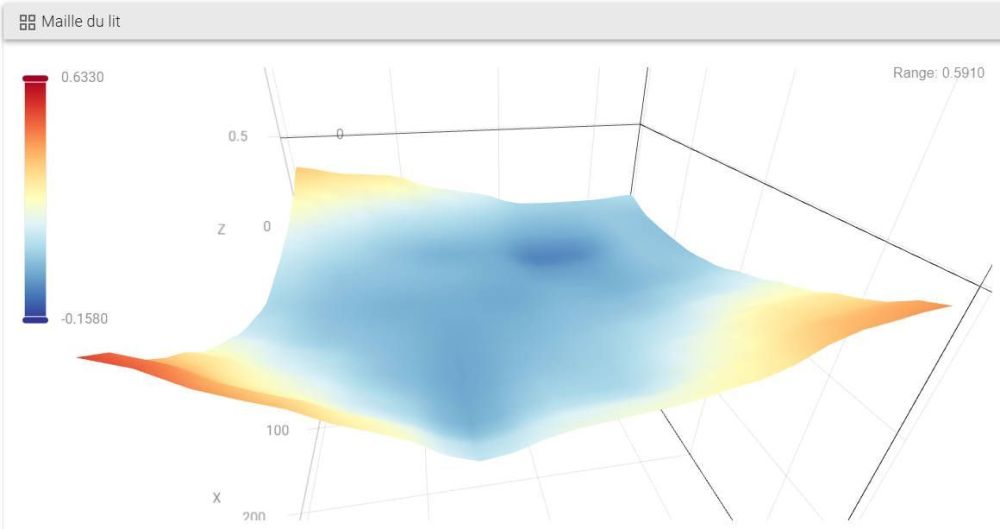
-
EFFET VAGUES lors impression sur K1-MAX
jr620 a posté un sujet dans Discussions sur les imprimantes 3D
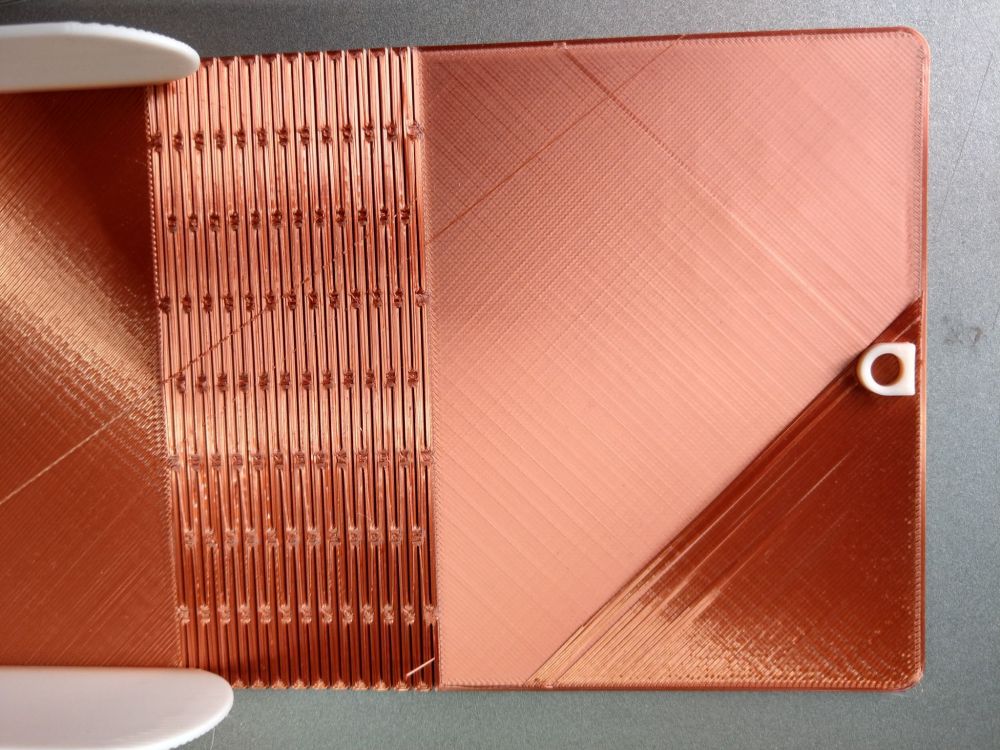
Bonjour, Lorsque j'imprime avec ma K1-MAX, j'observe un effet de vagues ou d'ondulation sur les parois verticales indépendamment de la direction X ou Y, comme vous pouvez le voir sur les photos jointes. Le problème est présent avec le PLA et l'ASA, quel que soit le slicer utilisé : Creality Print ou OrcaSciler. La piéce est imprimée debout sur sa base et j'utilise des supports arborescents. L'impression est réalisée en mode "silence" Quelle peut-être l'origine de ce défaut ? Merci pour vos lumières.


-
Merci PPAC pour ton explication détaillée, il faut effectivement bien cliquer sur le petit crayon. Voilà j'ai imprimé mon premier Benchy avec la KOBRA3, je suis un peu déçu du résultat. J'ai de meilleurs résultats avec ma Creality K1 MAX ! Je vais essayer un objet multi color, mais je suis un peu inquiet par la consommation de filament avec le trancheur d'AnyCubic.
-
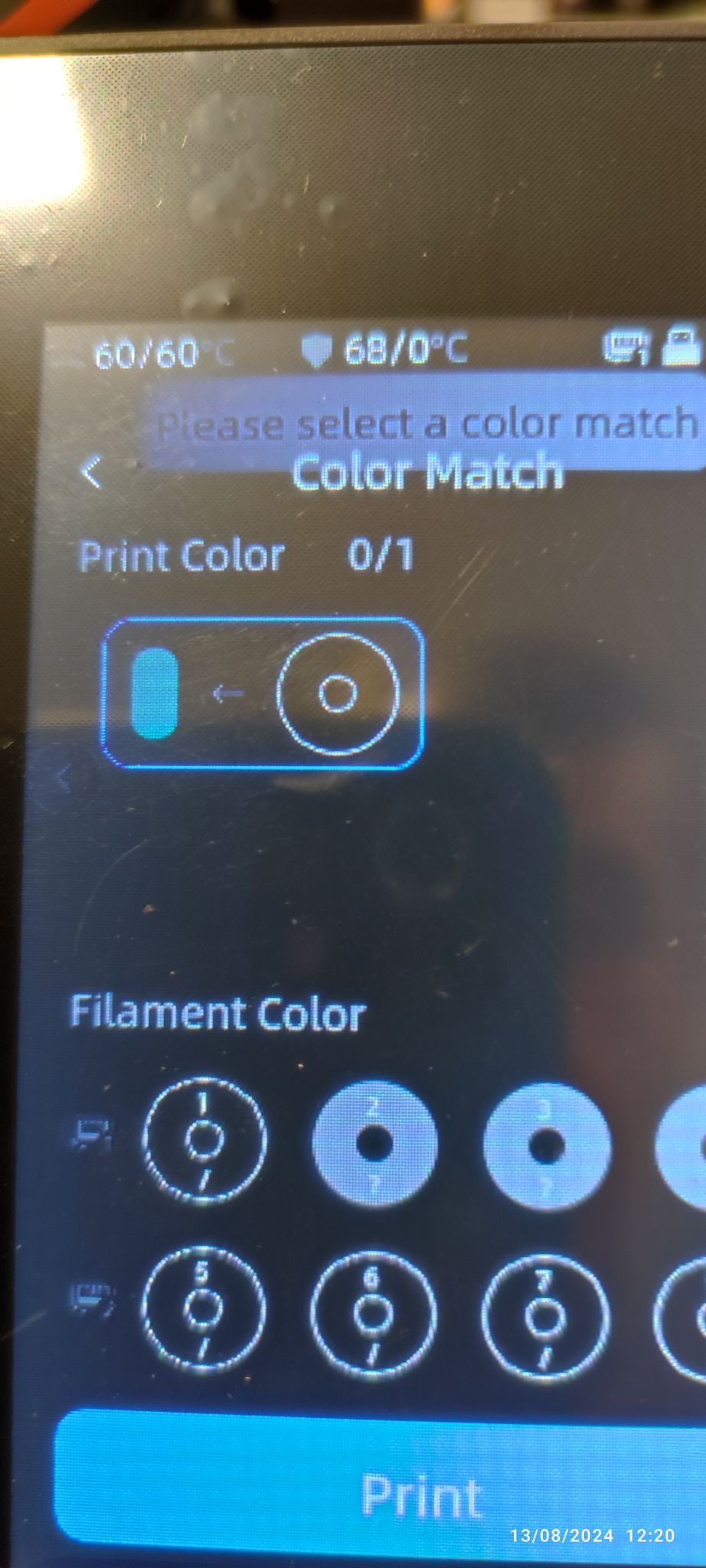
Bonjour à tous, J'ai acquis une imprimante 3D AnyCubic KOBRA3 COMBO. Lors de l'installation, j'ai découvert que le support du moteur axe Y était cassé (cf photo) après remplacement, ce qui n'a été si simple, car il faut déposer le plateau chauffant pour accéder à la courroie. C'est le remontage qui est plus difficile, car le plateau repose sur 4 entretoises qu'il est difficile de maintenir en place. Finalement, tout est remonté. Après la calibration, je me lance dans une impression de test : Benchy et là impossible d'obtenir l'impression. La seule chose que j'obtiens est un message d'erreur : "Please select a color match". J'ai tout essayé en sélectionnant l'une après l'autre les bobines qui apparaissent sur l'écran, c'est sans effet. J'ai beau relire la doc, je ne vois pas comment m'en sortir. Je me demande si je n'ai pas loupé quelque chose ? Comme l'achat d'une Bambu lab A1 ! Merci pour votre aide.



-
Avez-vous essayé la recalibration du plateau comme indiqué dans la vidéo de "NeeditMakeit" ?
-
Peux tu mettre une capture de la géométrie du bled ?
- 10 réponses
-
- 1
-

-
- creality k1 max
- z-offset
- (et 1 en plus)
-
Merci Ayahuasco pour cette information, que je n'avais pas découverte. Après réflexion, jouer sur le Z-offset n'est pas suffisant pour corriger les défauts que j'observe. Je dois d'abord remettre le lit "droit". Pour cela je vais suivre ces démarches : ou
-
Merci d'avoir corrigé mon erreur, je serai plus attentif la prochaine fois.
-
Bonjour, Je suis l'heureux propriétaire depuis peu de temps d'une Creality K1 MAX. La machine est impressionnante, ça me change de la cr10 et même de l'Ender-6, mais j'ai un petit problème de première couche, qui m'oblige à modifier le Z-Offset pour obtenir un résultat parfait. Mon problème est que je ne sais pas avec le logiciel Klipper installé par Creality, comment sauvegarder cette valeur, pour éviter d'avoir à la remettre à chaque impression. L'un d'entre vous sait-il comment faire ? Je ne souhaite pas pour le moment bidouiller en mode root ma machine ;-). Merci pour votre aide.
-
@clubelectro5454888 Connais tu cette solution : Ebook Project + Printable Files: Multi-Filament System for Creality K1 – Digital Inventor ? Elle améliore l'arrivée du filament dans l'extruder + autres avantages!
-
Ondulation / vagues lors des premières couches
jr620 en réponse au topic de jr620 dans Discussions sur les imprimantes 3D
Merci à tous pour vos remarques. Dès que j'ai un peu de temps, je ferai des essais en couche mince à différente température, vitesse et débit. Je vous informerai des résultats. -
Ondulation / vagues lors des premières couches
jr620 en réponse au topic de jr620 dans Discussions sur les imprimantes 3D
Je vais gâcher un peu de filament et du temps pour analyser cela plus à fond. Il me semble aussi que le défaut n'est pas isotrope. -
Ondulation / vagues lors des premières couches
jr620 en réponse au topic de jr620 dans Discussions sur les imprimantes 3D
@methylene67, à 100 mm/s tout baigne. Avant le changement d'extrudeur, j'avais de gros problèmes avec les rétractations. C'est pourquoi je suis passé en Direct-Drive. BIQU-H2 a/avait une bonne note. J'ai hésité à installer un Direct Drive Orbital comme celui-ci: Orbiter Extruder Trianglelab C'est donc probablement un problème avec la tête, comme cela a été noté par plusieurs utilisateurs de l'extrudeur BIQU-H2. Je ferais peut-être une modification de ce côté, mais avant, je veux installer Marlin avec Bltouch et puis Klipper. Merci pour votre aide à tous. -
Ondulation / vagues lors des premières couches
jr620 en réponse au topic de jr620 dans Discussions sur les imprimantes 3D
@Titouvol J'ai une BQ-H2 V2 et bien sûr j'ai refait le calibrage du stepper. Dans mon cas, avec le filament sunlu, je trouve une valeur de 951, contre 934 annoncés par BQ. Ce que je n'ai pas dit, c'est que j'imprimais à 200 mm/s. Je viens de faire un essai à 100 mm/s comme avant et plus de problème. J'en déduis que BQ-H2 avec SUNLU PLA+ serait incapable de fournir le flux adéquat. Qu'en pensez-vous ? -
Ondulation / vagues lors des premières couches
jr620 en réponse au topic de jr620 dans Discussions sur les imprimantes 3D
Merci pour l'aide. J'ai cette imprimante Creality Ender-6 depuis plusieurs mois. J'ai remplacé l'extrudeur déporté d'origine par un extrudeur DirectDrive BQ-H2, qui donne de très bons résultats. J'ai obtenu de très bonnes impressions mêmes de grande dimension. Ce n'est que depuis peu que mes impressions font apparaitre ces ondulations. J'ai aussi pensé à un problème lié au réglage de la première couche. J'ai donc fait plusieurs essais en jouant sur le Z, sans observer la disparition du problème. Ce qui a attiré mon attention, c'est que le filament déposé ne possède pas de bords propres, comme si extrusion se faisait par à-coups. Buse encrassée ou comme indiqué plus haut filament humide ? J'ai un sécheur de filament (SUNLU) je ferai un essai après séchage et je vous informerai du résultat. Oui, SUNLU PLA+ colle très bien le plateau de l'Ender-6, que j'ai initialement nettoyé à l'acétone (quand tu déballes le plateau, il est recouvert d'une substance jaune qui rend le collage impossible, mais qui part très bien à l'acétone) et maintenant à l'alcool isopropylique. Je travaille avec un lit à 50° C et la tête à 205 °C, voire 210 °C, ce qui me donne habituellement de très bons résultats sur toutes mes imprimantes.
-
Ondulation / vagues lors des premières couches
jr620 a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, J'imprime actuellement un grand disque et j'observe une ondulation du dépôt du filament sur les premières couches. Avez-vous une idée d'où cela peut provenir ? J'ai déjà imprimé cet objet, mais pas observé cet effet. Les ondulations sont peu profondes et ne s'observent plus après les premières couches. Je me demande si c'est dû à une ovalisation des roulettes ? Qu'en pensez-vous ? Merçi pour votre aide. Filament Sunlun PLA+ blanc. Firmware Creality d'origine, sans Bltouch. Tête d'impression Direct Drive BQ H2

-
Bonjour, Depuis peu, toutes mes impressions sont collées sur le FEP. L'impression du socle démarre correctement collée au plateau, puis au bout d'environ 1 cm plus rien sur le plateau, mais tout collé sur l'écran. Quel peut être le problème ? J'utilise de la résine Noir Creality.
-
problème moteur direct drive Biqu H2
jr620 en réponse au topic de breizh creation 3D dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Un dernier mot pour corriger une bêtise que j'ai écrite dans ma réponse précédente. La commande n'est pas G92 930.0 mais M92 930.0. Excusez-moi, je ne me suis pas relu ! -
Modification position de la tête d'impression.
jr620 a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, Je viens d'installer sur mon Ender-6 un extrudeur DirectDrive BIQU H2. Le montage déplace sensiblement la position en X et Y de la tête d'impression. J'utilise le firmware d'origine de l'Ender-6. J'aimerais savoir quels paramètres je dois modifier pour que le logiciel tienne compte du décalage de la tête d'impression. Dans CURA, on trouve des paramètres de la machine notés: "Xmin, Ymin Xmax et Y max". A quoi correspondent les valeurs attribuées à ces paramètres ? Pour éviter que le ventilo ne vienne taper dans la courroie, j'aimerais réduire le déplacement sur l'axe Y. Comment faire cela ? Pièces ajoutées : Support BIQU-H2 sur ENDER-6 et fanduct face avant -
problème moteur direct drive Biqu H2
jr620 en réponse au topic de breizh creation 3D dans Entraide : Questions/Réponses sur l'impression 3D
Comment as-tu commandé le moteur dans la vidéo que tu montres ? Utilises-tu un outil comme PronterFace ? Quelle valeur as-tu donnée pour la vitesse de fonctionnement de l'extrudeur. BIQU indique un pas de 932.0, qui est très différent de ce que tu avais avec un extrudeur classique déporté. Il faut donc envoyer la commande G92 E930.0 M92 E930.0 avant les tests pour configurer correctement l'imprimante. -
Bonjour Buzz06, pour résoudre le problème, il suffit d'installer la dernière version du logiciel pour l'imprimante. L'archive de mise à jour est disponible sur le site de Creality dans la section Support>Download>Resin Series Firmware> LD-002R, et suivre la procédure indiquée dans le fichier Word. J'espère que cela te dépannera.
-
Gros défaut d'impression en mode concentrique CURA 11.0
jr620 en réponse au topic de jr620 dans Discussions sur les imprimantes 3D
@PPAC Merci pour ton analyse approfondie. Je n'avais pas vu le problème de la couche 6 ou se fait le changement de filament. Je vais refaire un tranchage avec les paramètres std de Cura 11' (qualité standard) en changeant seulement le motif de la première couche ( concentrique au lieu de ligne) comme le recommande Héliox. Le débit 105% sur la première couche, c'est pour améliorer le collage du modèle. Je vous dirais ce que ça donne. Tu m'as fait découvrir PursaSlicer Viewer, il faut que j'installe cet outil, ça à l'air puissant. -
Gros défaut d'impression en mode concentrique CURA 11.0
jr620 en réponse au topic de jr620 dans Discussions sur les imprimantes 3D
Merci pour vos réponses. @Gasast J'ai utilisé une bobine neuve tout juste sortie de son emballage, puis placée dans une boîte de déshydratation (Sunlu Fila Dryer) que j'utilise pour toutes mes impressions. Pourquoi le délitement n'apparait-il que sur la dernière couche ? Les autres sont "parfaites". Je peux sans aucune difficulté enlever la dernière couche, mais plus profond, ce n’est pas possible, ça tient très bien. C'est cela qui m'interpelle ! @PPAC. J'utilise une buse standard Creality de 0.4 mm