leloupenslip
-
Compteur de contenus
45 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par leloupenslip
-
CR10 S pro, plus d'adhérence d'un coup
leloupenslip en réponse au topic de leloupenslip dans Creality
@Savate, j'avais renettoyé à l'ipa après le lave-vaisselle. -
CR10 S pro, plus d'adhérence d'un coup
leloupenslip en réponse au topic de leloupenslip dans Creality
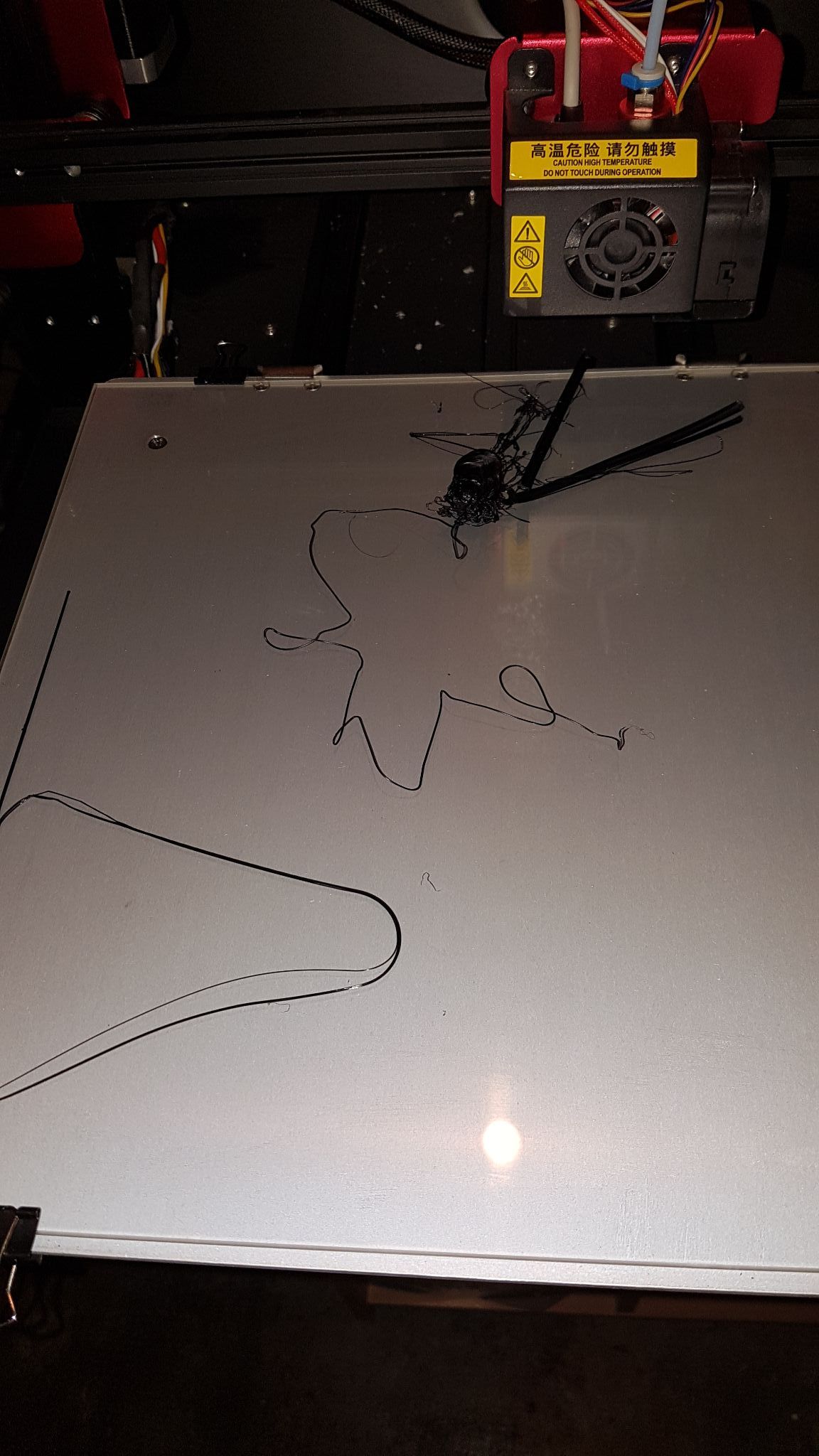
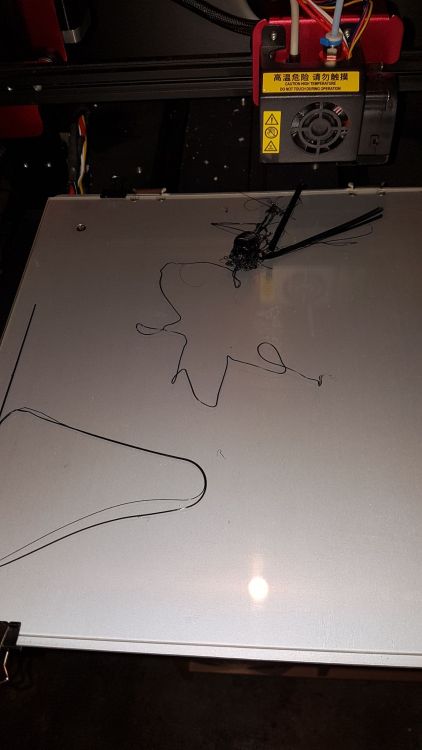
Bonsoir @RFN_31, oui les réglages sont fait bed et buse chauds. j'ai essayé la laque. je viens de réussir l'impression en faisant un radeau mais ça tenait tout juste, et j'ai des décalages d'impression au niveau de la couche où le ventilateur se met en route, je dirais à vue de nez, les 3-4 couches suivant l'entrée en fonctionnement du ventilo de buse. -
CR10 S pro, plus d'adhérence d'un coup
leloupenslip en réponse au topic de leloupenslip dans Creality
bon, après 8h de séchage à 45°c... ça ne fonctionne pas mieux vraiment, je ne comprends plus. ce fichier a été imprimé avec succès 2 fois il y a plusieurs mois. et maintenant quelque soit le fichier, je n'ai plus d'adhérence. si j'en avais encore, je m'arracherais les cheveux. .
-
CR10 S pro, plus d'adhérence d'un coup
leloupenslip en réponse au topic de leloupenslip dans Creality
oui, je l'ai même passé au lave-vaisselle. ah oui, merci de m'y faire penser, ça peut être ça. bien que l'imprimante soit dans une pièce fermée, en ce moment, avec ce qu'il tombe depuis samedi de la semaine dernière, l'air est humide. je vais tester et réquisitionner le déshydrateur de ma femme, (j'y ai déjà mis mes électrodes MMA avant de faire des soudures ). merci de vos conseils, messieurs. -
Bonjour la communauté, j'ai d'un coup des problèmes d'adhérence lors de mes impressions. j'ai remplacé le buildtack par une plaque de verre borosilicate il y a environ 9 mois, fait des tas d'impressions sans le moindre soucis. je nettoie le verre avec de l'isopropanol entre chaque impression, et je suis toujours sur le même type de pla, même marque. depuis lundi, j'essaie sans succès d'imprimer, ça commence "bien" puis l'impression prend une forme de banane et se décolle. 8 tentatives en changeant sur les 5 dernières les paramètres de vitesse, car comme l'objet est étroit et long, j'ai pensé que ça pouvait bouger. (c'est un porte téléphone) le pire, c'est que je l'ai déjà imprimé il y a plusieurs mois sans problème. réglage du plateau fait et refait au petit oignons Temp. buse: 200° temp bed: 65° (donnée entrée dans le fichier et la machine, car pour avoir 60° avec le verre, je suis obligé de monter légerement, Température prise avec thermomètre ) vitesse 50mm/s pas des ventilation les 10 premières couches j'ai essayé en changeant la température du bed (hausse, baisse):idem, ça se décolle. en changeant la ventilation aussi. la vitesse également. même essayé avec de la laque. là, je ne sais plus quoi faire pour que ça colle. donc si vous avez des pistes, je suis preneur. merci
-
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
oui, c'est fait merci du conseil. -
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
merci Pascal. et je pense aussi que ça dépend de l'imprimante et de la qualité de ses leds. mais comme rien n'est spécifié dans la notice de la photon, je vais rester sur 80% dans un premier temps. si j'utilise une résine plus transparente, je baisserai, comme pour mes résines dentaire: suivant la masse (opaque de masquage, dentine ou incisal transparent), le temps n'est pas le même caron ne peut pas jouer sur la puissance. -
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
pas grave Pascal, merci de m'avoir aussi aiguillé sur des pistes auxquelles je n'aurai peut-être pas pensé tout de suite. au fait, quelle est la puissance recommandée? je me doute que plus on mets de puissance, plus les lampes vont s'user vite, (j'ai l'habitude avec mes lampes pro pour faire les dents.) 80% c'est correct? c'est trop? pas assez? -
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
YES!!!!! j'ai trouvé d'où venait le souci: j'ai relancé une impression, puis fouillé dans les paramètres de l'imprimante (qui ne sont accessibles que impression en cours, ) la puissance des lampes était à 30%, je l'ai mise à 80% et bingo! même le petit escalier et la double hélice intérieure sont présent. moralité, toujours vérifier les paramètres en fonction quand on reçoit une machine. du coup, j'ai relancé l'impression test du cube Anycubic avec leurs paramètres de vitesse, hauteur de rétraction, etc. je viens de vérifier en faisant une pause, ça fonctionne.
-
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
voilà à quoi ressemblent mes tentatives: de gauche à droite, paramètres Anycubic photon workshop standards, puis avec modification du temps d'exposition, et le dernier tout plat avec les valeurs données par @pascal@91
-
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
oui, c'est bien ce que je pensais. -
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
et ces paramètres sont valables quelque soit la résine? je pense installer lychee -
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
ah oui! c'est totalement différent de ceux du slicer Anycubic au niveau des vitesses de levage, de retrait et de hauteur. pour le temps d'exposition, en suivant ces paramètres avec la résine que j'ai, rien ne colle sur le plateau. -
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
@biborax, je n'ai pas la résine d'Anycubic, je viens d'en commander. leur test d'impression sur la clé fournie est vertical. j'ai fait une tour verticale, je vais essayer en la penchant, merci du conseil -
problème de décollement sur Photon mono X
leloupenslip en réponse au topic de leloupenslip dans Les imprimantes 3D SLA
merci pour ta réponse, le temps exposition est celui recommandé pour cette résine, si je le baisse, rien ne tient sur le plateau. j'ai vérifié la planéité du plateau avec une règle de mécanique, il est plat. hauteur de remontée: 6mm, vitesse 20mm/s, rétraction 20 également. -
Salut les printeurs, voilà, je débute en impression résine avec une Anycubic Photon mono X, je pensais (à tort) que ce serai plus facile qu'avec mon imprimante filaire vu que j'ai l'habitude des résines photopolymérisantes dans mon métier. je n'ai pas réussi à imprimer le test, ça se décolle du plateau. donc, après lecture du forum, j'ai appris que certains tests fournis sur la clé usb avaient des problèmes, qu'à cela ne tienne, j'ai fait un fichier avec la tour. mais idem, ça se décolle en cours d'impression. -mon plateau a été soigneusement réglé et vérifié plusieurs fois. - j'utilise de la résine 3DJake Color Mix Resin Basic avec du colorant Dark Grey. vu l'opacité, je n'utilise pas les paramètres intégrés d'office par le slicer photon workshop - 60 sec pour les 6 premières couches - 12 sec pour les suivantes (ce sont les paramètres recommandés par le fabricant de résine) le problème est persistant, décollement du plateau en cours d'impression bien après les couches de fond et ça photopolymérise dans le VAT. j'ai contacté 3D jake, mais on m'a répondu totalement a coté du sujet en me parlant de mauvaise température de buse, de plateau et de qualité de fil PLA ! je les ai relancé, mais silence radio de leur part. donc je vous demande de l'aide car j'en ai un peu ma claque de nettoyer le FEP à chaque ratage d'impression. j'ai pris cette imprimante pour pouvoir imprimer des modèles dentaires orthodontiques et je ne peux pas le faire. merci pour vos conseils!
-
Hello Poisson21, j'ai reçu la mienne cette semaine, impossible de faire l'impression test de la clé usb, ça ne tient pas sur le plateau. j'ai vérifier minutieusement le niveau du plateau, nettoyé, mais rien n'y fait. je vais tenter avec la tour. le pire, C'est que j'ai pris cette imprimante pour des besoins pro, certes occasionnels (impression de modèles dentaire), mais si je dois galérer pour sortir une impression correct, ça va m'énerver. j'ai slicer la tour avec photon workshop, je testerais demain, là, il faut que j'aille nettoyer le vat du 5ième échec.
-
étant dans la profession, je dirais que la biocompatibilité joue, la stabilité dimensionnelle également, et que certaines sont calcinables pour nous permettre de fabriquer des armatures sans résidus lors de la coulée d'alliages. d'autres ont des propriétés de flexibilité, d'élasticité. quand à celles prévues pour faire des modèles, elles doivent impérativement être exact en dimensions, ni expansion ni rétraction, ça fausserait notre travail.
-
@Kyrian, ma CR10S Pro, quand je la mets en pause, la buse et le bed se refroidissent, pas de garde de température. je suis bien d'accord, si ça chute, l'impression se décolle. tu as fait un essai avec la tienne? si oui, elle garde sa température de bed? je suis curieux de savoir.
-
Bonsoir, j'ai une CR10 S Pro, je vérifie (par acquis de conscience) les réglages et les refaits si nécessaire toutes les 15-20 impressions. et en cas de changement de buse, bien-sûr.
-
oui, j'ai commandé une vitre et un support souple adhésif et aimanté, je verrais quand je les aurai reçu. je voudrais un bed vraiment plat car j'ai des pièces mécaniques à imprimer. je voudrais les faire en nylon, d'ailleurs si quelqu'un a des conseils pour l'impression en nylon, je suis preneur (temp buse et bed, vitesse, etc.)
-
ça dépend de la batterie , ça existe en 2.5mm2, pour les batteries moto, ou de tracteur tondeuse. pour les AWG, je viens de regarder, tu as raison, c'est American Wire Gauge, autrement dit une mesure Américaine des câbles. je vais mesurer le diamètre et chercher la correspondance. en attendant, j'ai aussi remarqué ces derniers temps, que mon bed s'était déformé, il est en alu. je pense mettre une vitre.
-
merci pour la réponse IXI ! je ne connais pas les câbles silicones, je vais chercher en espérant ne pas devoir en acheter 15km AWG? connais pas, mais je vais regarder. je pensais prendre du câble souple pour batterie auto
-
Bonsoir à tous et toutes, ça fait longtemps que je n'ai pas posté, même si je lis régulièrement les topics, mais là, je voulais vous faire part d'un problème qui est survenu. Donc, j'ai une CR10 Pro depuis 1 an, entièrement d'origine, et j'ai fait une centaine d'impression satisfaisantes. aujourd'hui, après avoir modélisé une pièce, je démarre l'imprimante, la mets en chauffe, la température monte. puis au moment du démarrage de l'impression, elle fait un Z home, et là, une étincelle très brève se produit sur le câble du bed. la température chute, plus de plateau chauffant. j'arrête l'impression, débranche et regarde: fil rouge d'alimentation du corps de chauffe cassé à raz du boîtier. éh oui, ces fils sont trop courts et lors des Z home, ça tire, ça plie le tout exagérément! je suis content que ce soit arrivé en ma présence, je n'ose pas imaginer ce qui se serait produit à un autre moment, un possible départ de feu est probable. je voulais vous faire part de ça, et vous encourager à vérifier régulièrement l'état de ces fils, qui soit dit en passant, sont masqués par une gaine collante. je vais donc changer cette alimentation pour une plus longue, ce sont des câbles rouge et noir/rouge collés ensemble comme les câbles de hp, mais de plus forte section, je dirais du 2.5mm2 à vu de nez. voilà, bonne soirée!

-
hello, oui, j'ai regardé mais n'ai rien vu. la pièce ne s'était pas décollée. j'ai pensé à la courroie mal tendue. je n'ai rien vu qui ressemblerait à une possibilité de réglage. j'ai fait d'autres impressions de la même pièce, et là, nickel. étonnant.