Axsys04
-
Compteur de contenus
4 -
Inscrit(e) le
-
Dernière visite
Récompenses de Axsys04
")





-
Impression en ABS, la buse n'atteint pas la température
Axsys04 en réponse au topic de Axsys04 dans Paramétrer et contrôler son imprimante 3D
Merci pour vos réponses, je vais essayer de répondre à tout ça. Je ne sais pas si cela a un rapport avec la température maximale puisque lorsque je veux 230° elle s'arrête à 227-228° et lorsque je mets 225° elle s'arrête à 223°. J'ai tenté de prendre un autre profil d'ABS (pas d'imprimante, dans Cura je n'ai que la prusa i3 dont est issue la mienne) Le souci c'est qu'étant débutant, j'avais déjà tenté un profil personnalisé trouvé sur Internet correspondant à mon imprimante et j'ai perdu 3 jours à chercher pourquoi elle imprimait mal, avant d'apprendre que la tronxy était un clone d'une imprimante listée dans Cura. Alors finalement, pour le ventilateur de pièce je ne sais pas ce que c'est donc de base tout tourne, j'imagine que lui aussi. J'avais décoché lors d'un test le refroidissement de l'impression pour l'ABS dans Cura, mais je n'ai pas vu d'effet, ni physiquement ni sur la température. À savoir que j'ai passé l'après-midi à tenté de faire reconnaître l'imprimante à mon PC (windows 7). J'ai installé Arduino IDE et tous les pilotes, puis repetier host. Mon imprimante est reconnue (au départ j'avais un message disant No start signal detected - forcing start) puis après plusieurs paramétrage PC, ce message est passé et je me suis retrouvé avec une alternance de 10 lignes commençant par M105 xxx xxxx puis une ligne Communication timeOut - reset send buffer block. Puis à nouveau 10 lignes M105. Le Baud correspond de chaque côté et j'ai tenté toutes les valeurs mais cela ne change rien. Bien entendu, impossible d'envoyer de commande à l'imprimante, ni de récupérer la moindre donnée. Je soupçonne un pilote mal installé mais après un après midi dessus j'ai pas eu l'envie de repartir sur une recherche de solution à ce sujet. Par contre j'ai trouvé une astuce pour contourner le problème actuel qui donne quelques pistes pour le peu qu'on s'y connaisse: Lorsque je préchauffe pour l'ABS, mon imprimante demande 240° pour 85° de plateau. Pour autant, elle s'arrête à 235° environ. À ce moment là, je lance une impression via ma carte SD, la température de la buse demandée est inférieure au préchauffage (230°) et celle du plateau est 10° supérieur. Tant que le plateau n'est pas arrivé à 95° la température de la buse reste à 235°. Et arrivé à 95° pour le lit, celle de la buse redescend à 230° la machine se mets en route pour imprimer (ouf) mais la température de la buse stagne autour de 228° quand même. L'impression est de bonne qualité quand même mais bon, c'est pas pratique. Du coup si cela avait été un problème de ventilateur, j'imagine que la machine compenserait et atteindrait 230° puisqu'elle sait le faire (au pire avec des variations dûes au ventilateur). Non? Ce n'est pas un problème d'alimentation non plus puisqu'elle sait monter plus haut et rester à 235° même avec le plateau à 95°. Du coup, soit effectivement c'est un problème de profil mais je ne vois pas où, soit c'est le PID mais actuellement je n'ai pas la possibilité d'envoyer une commande pour le paramétrer... Si quelqu'un peut m'aider sur ce souci de pilote (si cela ne vient pas d'ailleurs). -
Bonjour à tous, J'ai un problème avec les impressions en ABS, tout se passe bien en PLA. Voilà le problème, je viens de recevoir un filament ABS, préconisations: 220-230° et 100-110° pour le plateau. J'ai un tronxy x3 (clone amélioré de la Prusa i3) Mon plateau est en aluminium (chauffe entre 40 et 110). Recouvert du blutape d'origine (info inutile pour mon problème actuel). Lorsque je préchauffe la machine pour de l'ABS, elle monte à 235° pour un lit chauffant à 85°. Lorsque j'ai importé (carte sd) mon projet via CURA, j'ai demandé 90° pour le lit chauffant et 230° pour la buse. La machine se stabilise vers 227-228° et ne va pas au delà. L'impression ne débute pas puisqu'elle n'atteint pas les 230°. J'ai donc ramené un même fichier mais à 225° (tous les autres paramètres à l'identique.) et là la machine chauffe jusqu'à 223°. J'ai décoché la case refroidissement de la matière mais ça n'a rien changé. Je me demande donc quel paramètres bloque le préchauffage à 2° en dessous de la température de lancement. Merci à ceux qui ont une piste.
-
cura Tronxy X3 et pramétrage CURA
Axsys04 en réponse au topic de Axsys04 dans Paramétrer et contrôler son imprimante 3D
Mon problème ne passionne pas les foules. Pour ceux qui rencontreraient un jour la même galère, j'ai trouvé d'où venait le problème. Juste du paramétrage de CURA. Il suffisait que je choisisse l'imprimante Prusa i3 (base de la tronxy). Là, l'impression est nickel ou presque.
-
cura Tronxy X3 et pramétrage CURA
Axsys04 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
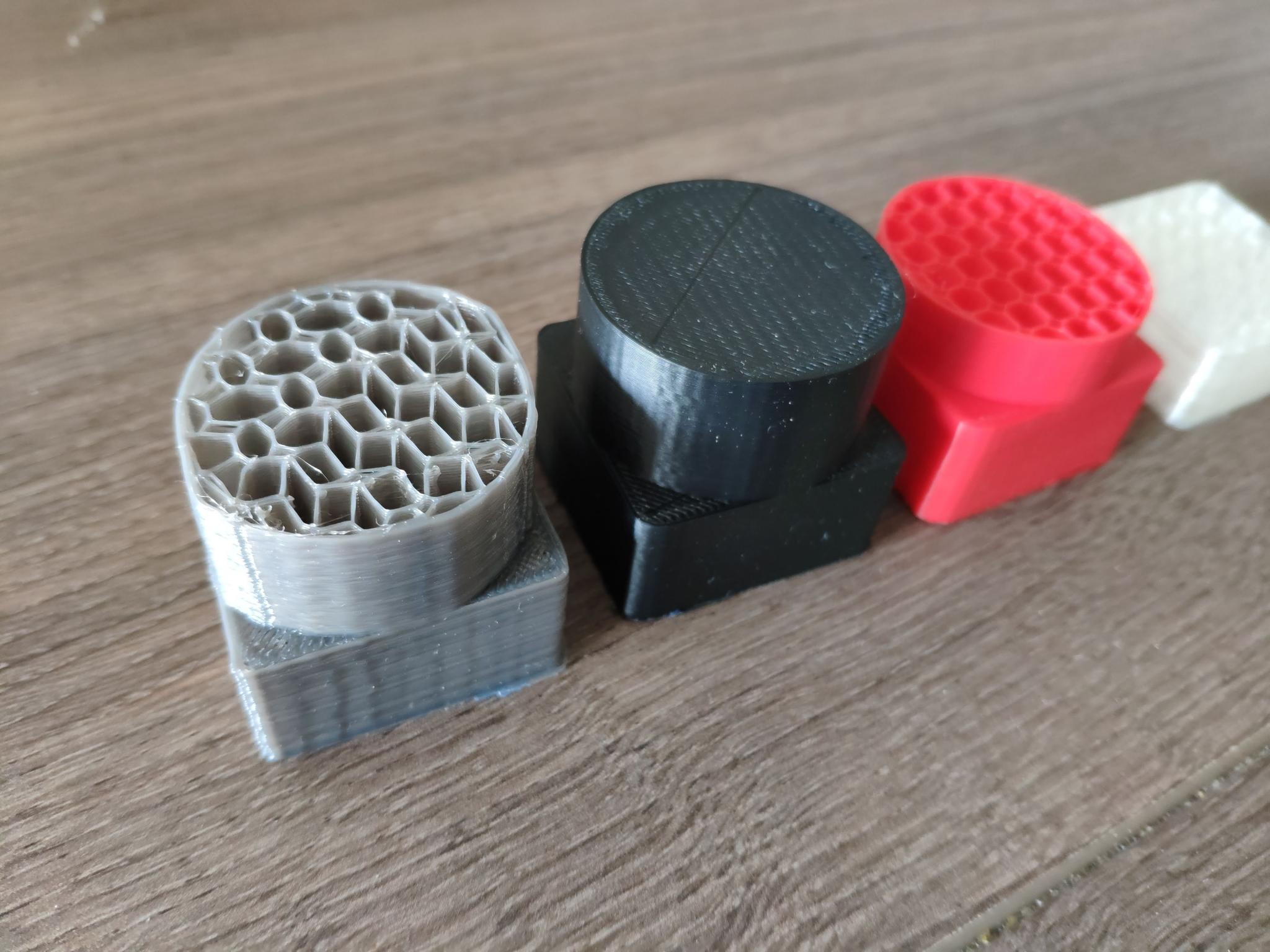
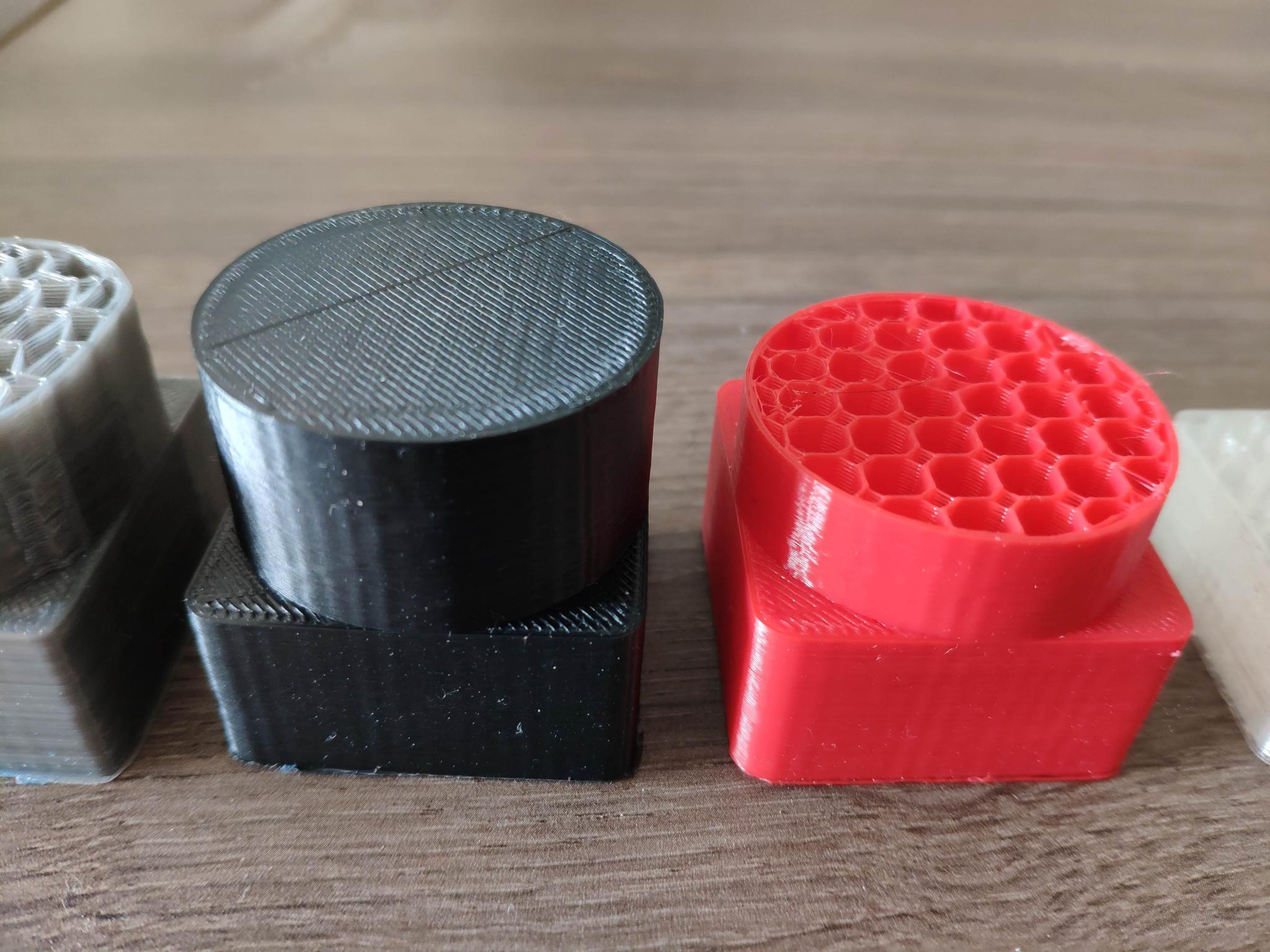
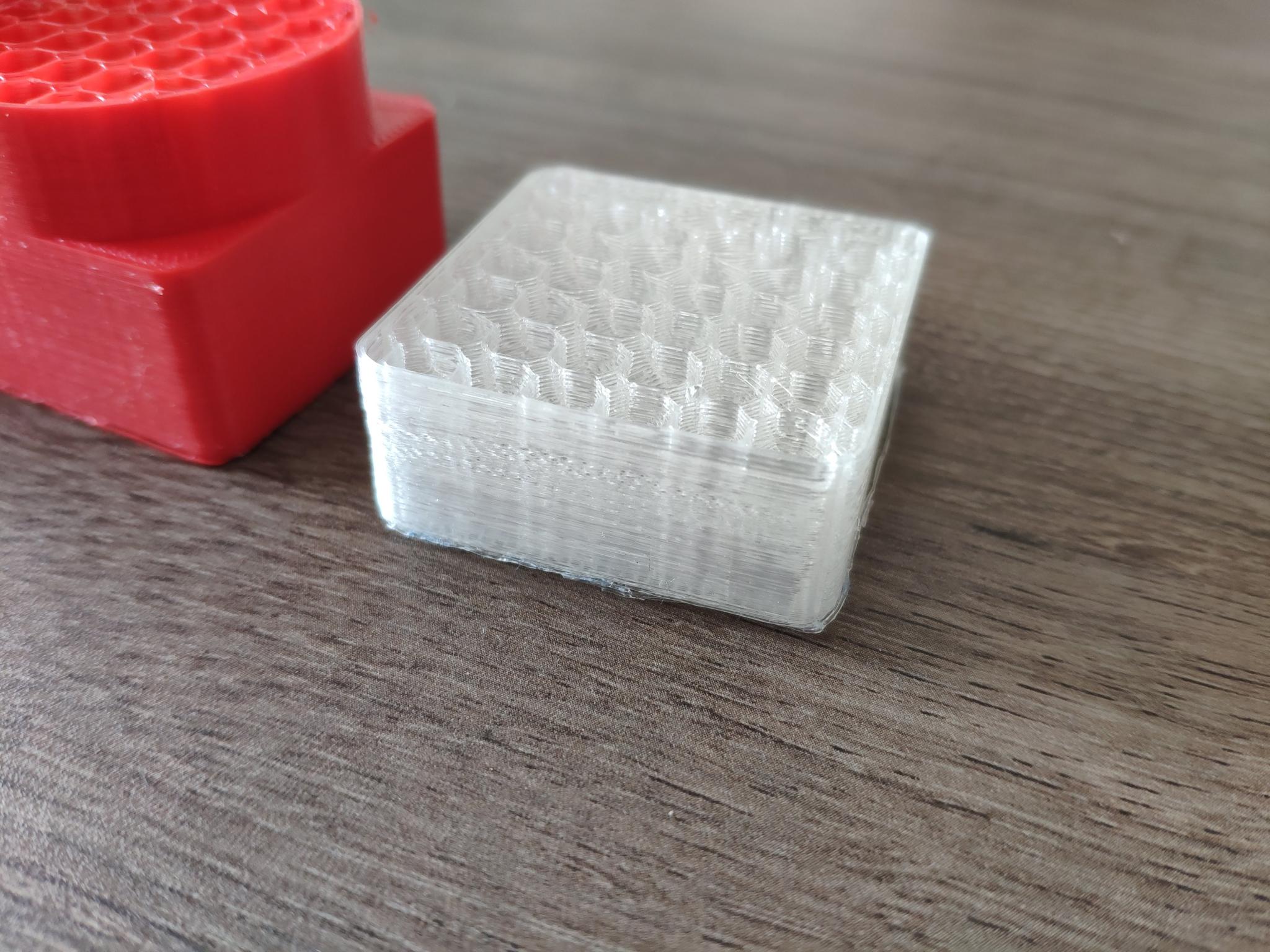
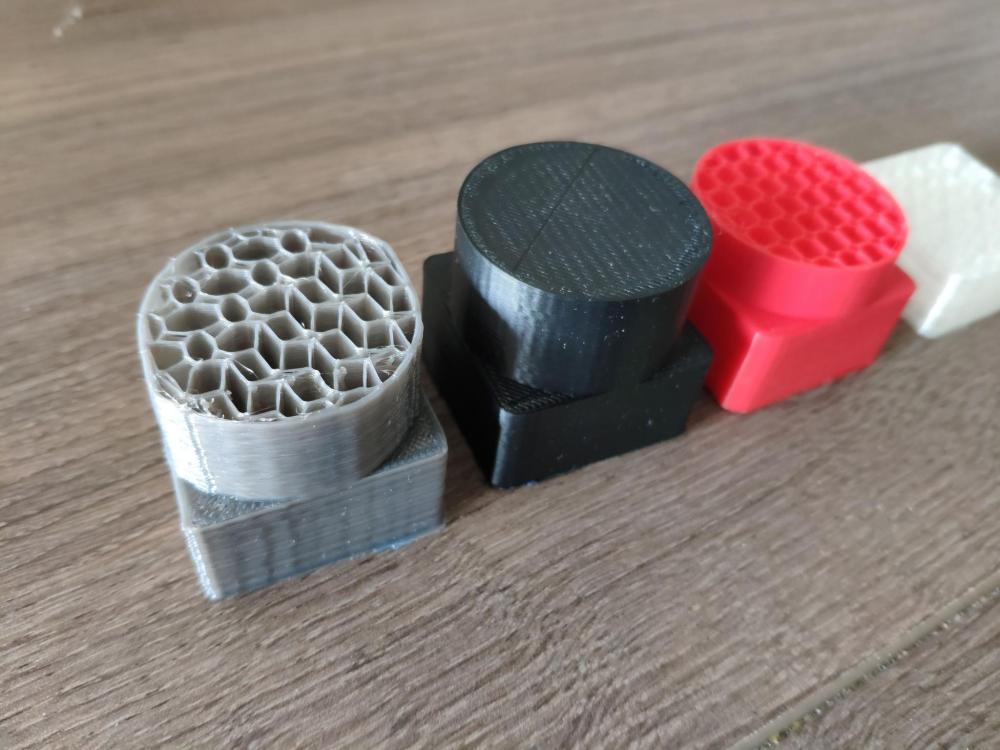
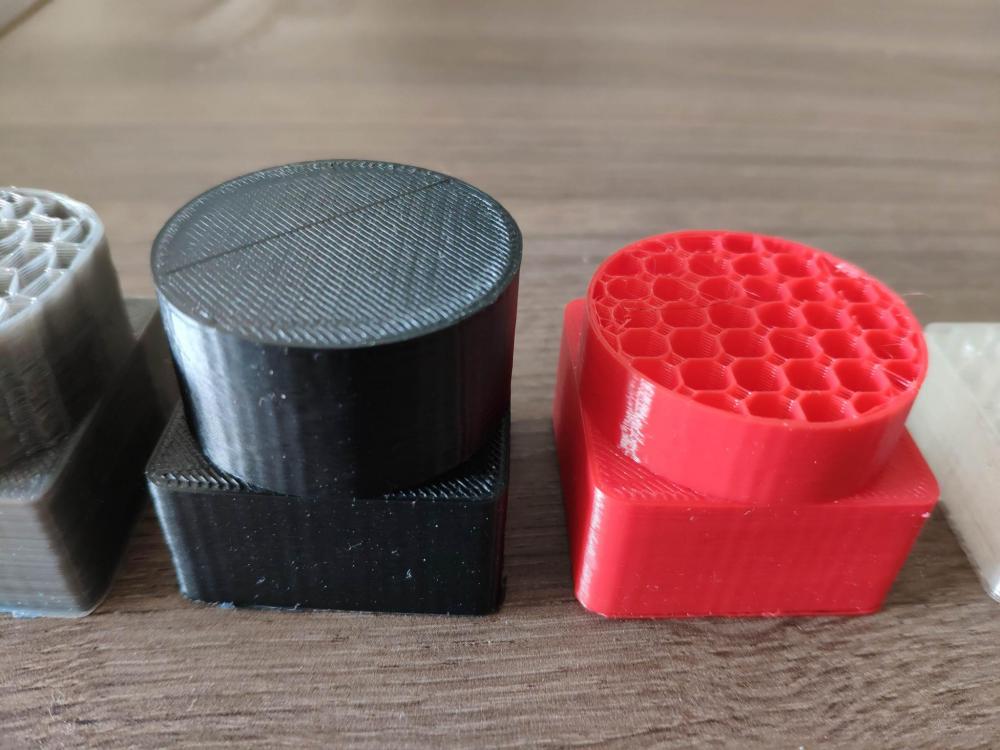
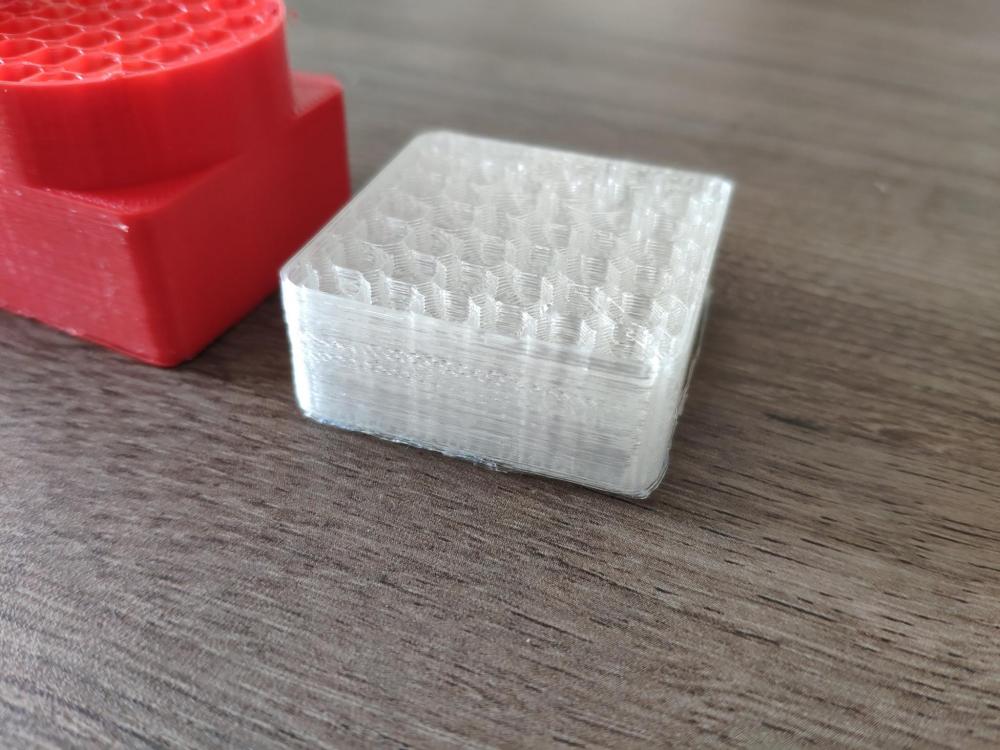
Bonjour à tous, Je possède une Tronxy X3 depuis quelques jours et après un montage non sans quelques difficultés, j'ai enfin pu obtenir une impression test convenable. Je dis convenable, car j'ai vu qu'il existait des upgrade à imprimer pour mon imprimante, afin de corriger des défauts de conception (genre la stabilité du plateau). Mais avant de pouvoir en arriver là, j'ai tenté de me documenter sur CURA et sur les paramètres à utiliser, et c'est là que j'ai besoin d'aide. En effet, confiant de la communauté, j'ai téléchargé un profil CURA pour mon imprimante, mais tous les objets que je tente d'imprimer n'ont pas le rendu du fichier gcode fourni avec la Tronxy. Je n'ai retouché que le taux de remplissage et la température respectivement à 10% et 265°, que j'ai paramétré à 20% et 200°, pour le reste je ne sais pas quoi faire. Donc l'historique de mes impressions, en photo : J'ai imprimé, en PLA, ces différents objets dans l'ordre : - L'objet gris est déformé car les courroies n'étaient pas tendues - Le noir, une fois que ces mêmes courroies aient été tendues - Le rouge, en arrêtant l'impression avant la fin pour voir les défauts éventuels sur la forme de remplissage - La tête de Groot, premier objet converti dans CURA, qui présente des trous dans les parois - Le coeur, second objet converti dans CURA, qui présente des défauts de surface rejoignant ceux de Groot J'ai d'abord cru à un problème lié au filament transparent utilisé, mais en prenant mon filament noir j'ai imprimé un coeur qui présente les mêmes défauts (ma fille l'ayant pris, je n'ai pas de photo de ce dernier) - J'ai donc repris le fichier test avec le même filament transparent (utilisé pourGroot et le coeur) qui ne présente pas ces défauts. Ce qui me laisse penser que c'est mes paramètres CURA e problème. Pour rappel, ma buse fait 0.40mm et peut imprimer de 0,06 à 0,4mm, j'utilise du fil PLA 1,75 Et voici les paramètres du profil CURA que j'ai téléchargé et que j'ai utilisé pour Groot : CUSTOM FFF Printer : Layer height : 0,15mm Wall tickness : 1mm Wall line : 2 Top et bottom : 1,2mm en 8 couches Remplissage : 20% Forme de remplissage : Grid Température : 200° Vitesse d'impression : 55mm/s Fan speed : 10% Plate adhesion : Brim Avant de modifier des paramètres j'aurai souhaité des conseils. Je n'arrive pas à identifier le problème (j'ai trouvé la liste des symptômes possibles et leurs causes). Merci à ceux qui sauront m'aider.


-
Hello, Nordiste, je débute dans l'impression 3D, et je m'y suis lancé avec l'acquisition d'une Tronxy X3. Le montage fût épique (il paraît que j'aurai dû commencer par une plug and play). Jusqu'à l'allumage, tout allait bien, j'ai acheté du PLA, imprimé 3 exemplaires du fichier test pour vérifier le calibrage. Après un premier objet test déformé, j'ai resserré les courroies, depuis, tout est ok. Reste un upgrade de la machine (notamment le plateau qui balance), bref, ce n'est pas le lieu, mais juste pour dire que je viens de m'inscrire pour avoir des conseils sur le paramètrage du slicer (j'utilise CURA, sur mac, mais je suis ouvert aux autres logiciels opensource) mes questions feront l'objet d'un post dans la catégorie dédiée !)