Chercher dans la communauté
Résultats des étiquettes.
-

Quel ABS pour le meilleur rapport qualité prix ?
vap38 a posté un sujet dans Consommables (filaments, résines...)
Bonjour, merci de votre aide je recherche un filament ABS de très bonne qualité avec un choix de nombreuses couleurs ? La technique d'impression n'est pas le problème ce qui est important c'est la qualité du produit car je suis assez déçu de plusieurs bobines d'ABS marque SOVB 3D. En effet j'ai des soucis de délaminage ( parois fines cassantes) malgré des températures optimisées 250° BED 105° pour le filament et la chambre à 55°. La pièce concernée comporte deux parois et l'ABS est cassant dès la moindre pression sur les parois de la pièce. Voici mon avis j'ai fait une impression test avec une bobine d'ABS GEEETECH aucun soucis de qualité; donc c'est bien un problème de qualité du filament. Nota : J'ai ouvert une bobine neuve ABS SOVB 3D sous film étanche et même problème de qualité Après séchage ? Bien entendu j'ai séché chaque bobine aux températures idéales et le résultat est médiocre... merci de votre aide si vous avez une qualité d'ABS une marque irréprochable a+ Francis -
Bonjour, je souhaite réaliser une chambre de smoothing avec des ventilateurs pour effectuer un lissage chimique avec l'acétone. Avez-vous une expérience avec un lissage à froid ou à chaud avec des vapeurs d'acétone ? merci de votre expérience. je souhaite lisser une mini coque de bateau propulsion Hydrojet. A+ Francis
-
Bonsoir à tous, Très content de ma PRUSA I3 mais j'ai commencé un projet HYPERCUBE EVOLUTION II 1) Constitution de la nomenclatures sur EXCEL. 2) Achats des cpts en cours à venir et en attente de réception. J'ai changé les dimensions , elle fera 500 X 500 X 500 avec plateau de 300 x 300 X 3mm. C'est ma PRUSA I3 REWORK 1.5 qui aura la mission d'impression des pièces en ABS avec buse 0.3 en couleur orange, résolution 0.1 taux remplissage 30%. Photos de la construction à venir dés réception des articles.
-
Bonjour à tous. Suite à la casse d'un tuyau dans un lave verre professionnel, j'ai décidé de concevoir et d'imprimer la pièce qu'il me fallait. Après de multiples essais j'y suis parvenu. J'ai donc monté la pièce sur son emplacement et vérifier l'étanchéité, tout allait bien. Mais après 1h de fonctionnement, la pièce s'est déformée à cause de la chaleur de l'eau. Mon problème est donc d'imprimer une pièce pouvant résister à une contrainte mécanique à une température d'environ 70°. Avec le pla, la pièce se déforme. D'après votre expérience, une impression en ABS serait elle plus viable ? Puis-je imprimer de l'abs avec une ender non modifiée ? Avez vous mieux à me proposer pour ma pièce ? Merci d'avance de vos retours
-
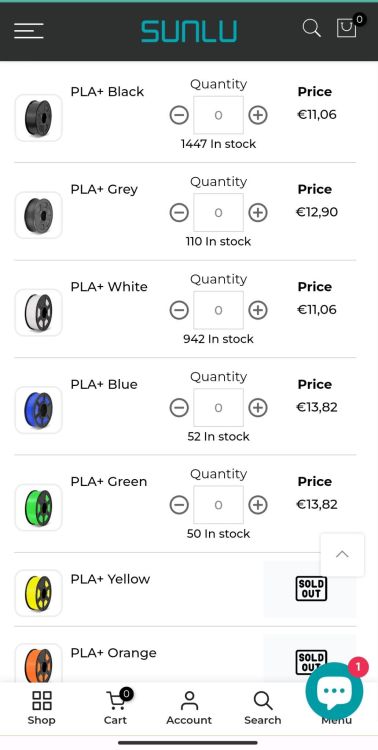
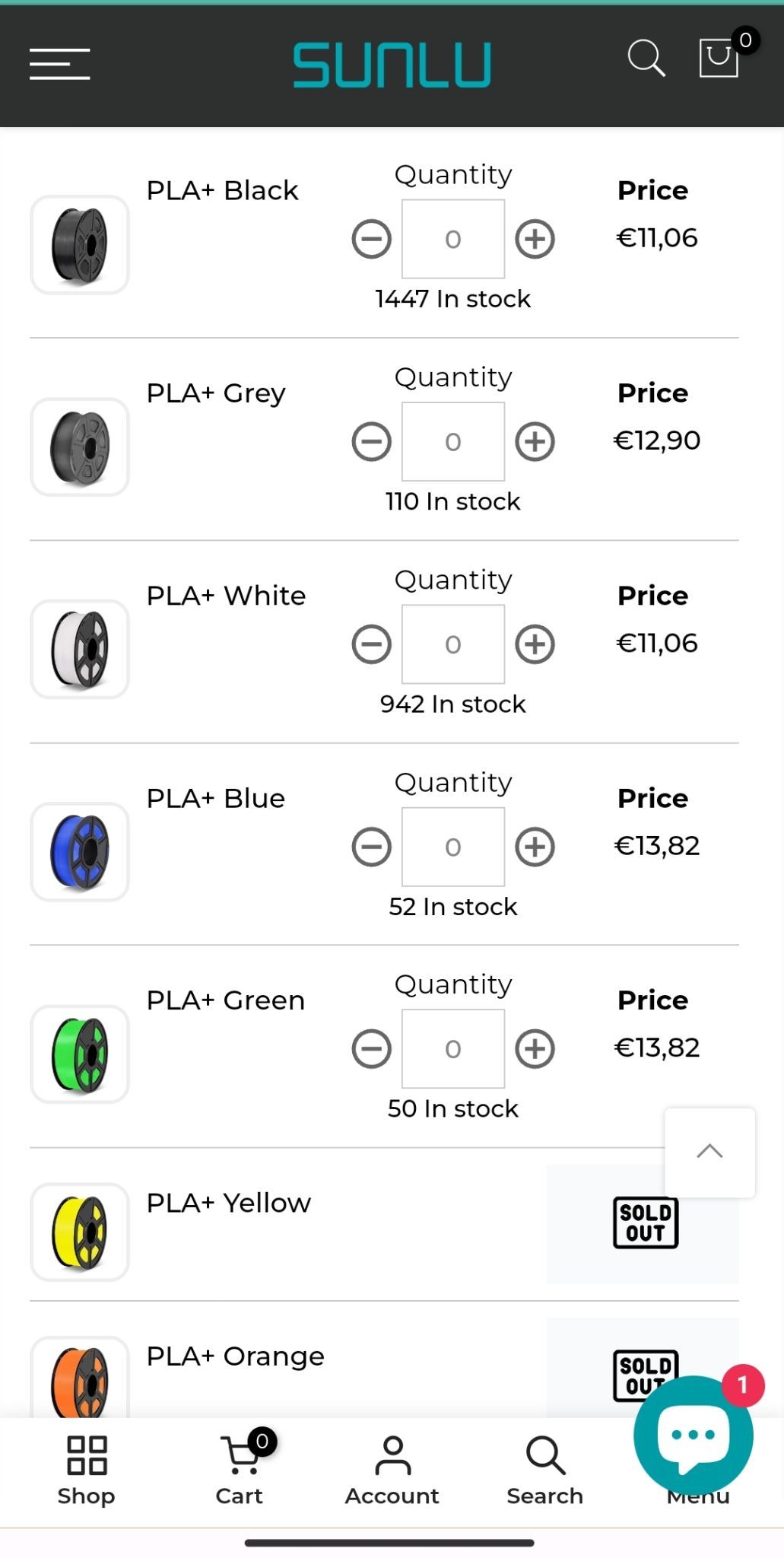
bonjour Je suis tombé sur de belles remises sur le site Sunlu pour les filament pla+ pla wood et autre (12-14€ le kg de pla+) aller sur ce lien https://www.sunlu.com/products/over-6kg-bundle-sale-pla-and-pla-plus-pla-meta-macaron-filament1kg-roll?sca_ref=4115312.GiA39EpMuO&sca_source=Tm Ou ici https://www.sunlu.com/?sca_ref=4115312.GiA39EpMuO et chercher {Over 6KG Bundle Sales} 1.75mm SUNLU PLA+(PLA Plus), PLA Matte 3D Printer Filament 1KG/Roll en plus vous pouvez avoir encore une remise avec le code GIA39EPMUO ( théoriquement -10% mais peut être un peu inferieur (-4% ce jour) livraison gratuit en Europe USA et UK je ne sais pas quand cette promotion se termine et franchement j'ai testé les pla+ je les trouve top (voir aussi les test sur youtube) j'espère que cela sera utile quand ont voit les prix exagéré de temps en temps d'amazon
-
Bonjour, Suite à un don d'imprimante ender 3, je me retrouve avec 2 bobines d'ABS 1,75mm de la marque eMotion Tech https://www.emotion-tech.com/. 1 bobine de 1kg blanc craie compète sous blister avec sachet anti humidité. 1 bobine de 800gr minimum de noir avec son sachet avec sachet anti humidité. Faire offre. Bien à vous.
-
Bonjour, je suis en possession d'une creality Ender 3. Je souhaiterais imprimé des sextoys pour un usage commercial. Je voudrais donc faire cela correctement et utiliser des plastiques adéquat. Pour le moment j'imprime en ABS (https://www.sunlu.com/products/abs-1-75mm-3d-printer-filament-1kg-2-2lbs) Savez vous quel filaments serait le plus adapté a cet usage ? Je vous remercie d'avance.
-
Bonjour voici comment optimiser l'impression de l'abs avec les Raise (merci André) Temperature d’impression = 260°CTemperature du plateau =110°CDistance buses plateau 0,2mm (https://www.raise3d.com/pages/wikiLeveling/Nozzle Distance)Utiliser les capots de ventilateurs présents dans la boite d’accessoires (voir photos)Bien fermer la machine, capot supérieur plus portes ferméesHauteur de couches conseillées, 100 microns et plus les petits capots c'est ca :
-
Bonsoir, J'ai l'intention d'imprimer des mousquetons et tendeurs pour élastique afin de faire tenir une bâche de voiture stationnée en extérieur. Il me faut donc un plastique solide et qui puisse résister aux différents éléments climatiques, chaud, froid, pluie, soleil, etc... Les pièces se trouveront plus sur le dessous du véhicule que directement exposées. Je pense partir sur de l'ABS, mais lequel ? Il faut également qu'il soit imprimable sur mon imprimante Anycubic i3 Mega qui est installée dans un caisson. J'ai donc jeté un œil sur le site de notre partenaire Filament-ABS, mais je suis un peu perdu face à tout le choix disponible !! - ABS - ABS-E - ABS ADH-Perfect - ABS Carbonne - ABS Kevlar - ABS Anti-UV À votre avis, lequel choisir ? Déjà, à voir les caractéristiques des filaments, je ne sais pas s'ils sont tous imprimables avec mon imprimante ? Merci
-
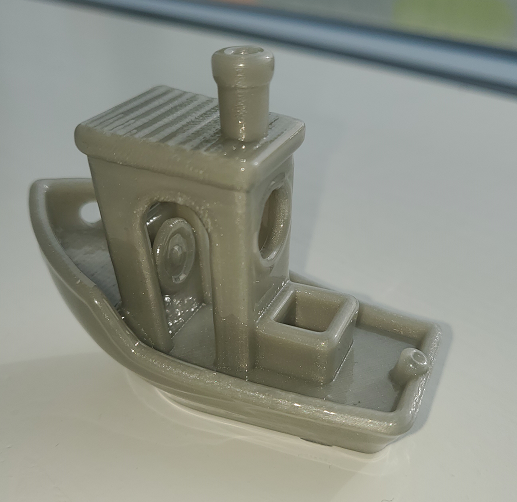
Je viens d'installé un Heatbreak bimétal et remplacé le petit bout de PTFE par du Capricorn. J'ai pu ainsi tester l'impression en ABS dont voici le résultat. ABS Flashforge - Bed 110°C - Buse 250°C - Couche 0.2mm avec bouclier. Après quelque soucis de délaminage d'où l'utilisation d'un bouclier, je suis plutôt satisfait du résultat. Je suis actuellement en train de faire des essais de smoothing à l'acétone. Je posterai les résultats d'ici peu. Edit: Voici le résultat du smoothing:



-
Bonjour, Je voudrais peindre des impressions en ABS et PLA pour leur donner un effet métal / patiné. J'ai trouvé pas mal de vidéos / autos sur le sujet mais dans 99% des cas, les liens donnés pour acheter les produits correspondants sont soit à l'étranger, rendant l'achat difficile, soit la référence est ancienne et indisponible ... Des produits à me conseiller ? Merci d'avance, goym
-

Impression ABS filaments (oozing)
Gdubol a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour a tous, Je suis nouveau dans le monde de l'impression 3D et je rencontre quelques problèmes avec mes premières impressions en ABS sur une Ender 5 pro. De fins filaments se placent dans les vides il me semble qu'on appelle ça de l'oozing. J'ai fait quelques recherches pour essayer de résoudre le problème (rétractation, diminution de la température, augmenter la vitesse) mais toujours le même résultat. Au niveau de mes essais j'ai fait varier la température entre 220 et 240°C, vitesse entre 40 et 80 mm/s avec vitesse de trajet entre 200 et 250 mm/s. Je vais continuer mes essais mais si l'un d'entre vous a des suggestions a me faire pour résoudre le problème je suis preneur ! (n'hésitez pas a me dire si vous avez besoin de plus d'infos) Je vous remercie d'avance. Gdubol -

simplify3d Points de rétraction avec SIMPLIFY 3D
lion02 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
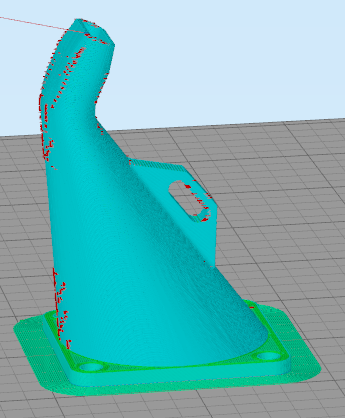
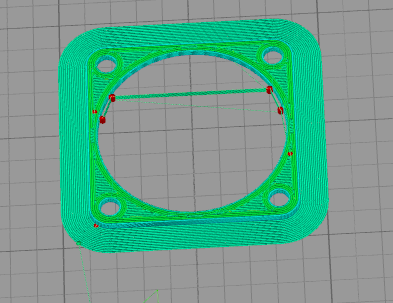
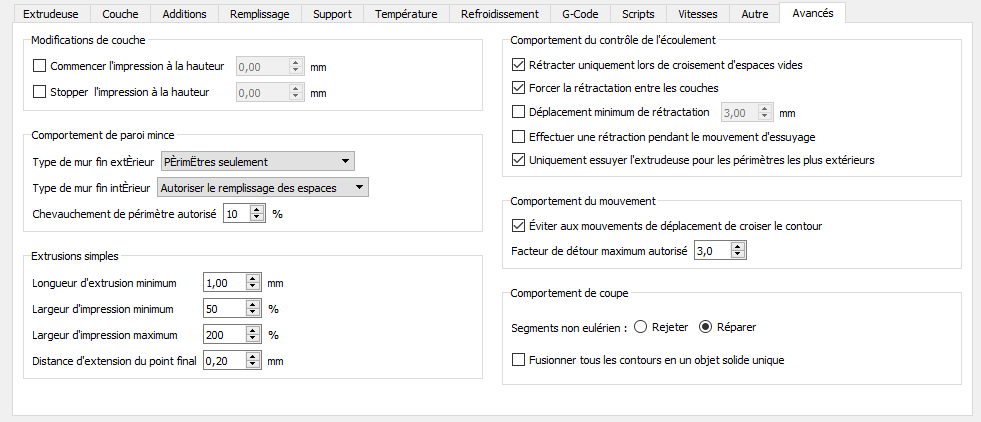
Bonjour, Voilà je vous expose mon problème de print d'une pièce avec S3D. E3D__fanduct.STL En fin d'impression j'ai des aspérités en extérieur ou intérieur de la pièce, au début je croyais que ces aspérités étaient provoqués par un problème de vitesse ou distance de rétractation. En regardant de plus près sur S3D j'ai remarqué que certains points de rétractation sont situés en dehors de la matière par endroit, et ça correspond exactement à mes problèmes d'aspérités. Si vous avez déjà eu ce phénomène j'attends avec impatience vos solutions de réglage, moi je n'ai pas encore trouvé ci dessous les photos. La pièce que j'imprime Les points de rétractation visualisés sur S3D en rouge, j'ai forcé la vitesse a 150mm/s pour avoir le rouge Au départ j'ai 4 points carrément en dehors de la pièce et donc de la matière en fin d’impression. Mes réglages Lion02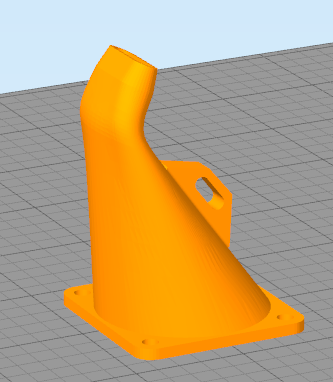
-
Salut les wiseur! Suites aux problèmes récurrents de bouchages de buse que l'on constate avec les différents types, différentes marques, couleurs et qualités de filaments, je vous propose de regrouper ici ceux qui fonctionnent bien suite à vos diverses impressions! Merci préciser le type (PLA, ABS, Nylon, Carbon, PETG, Phosphorecent, Kevlar, fibre de verre, ...), marque, couleur et pourquoi pas un lien où vous l'avez acheté, je mettrais à jour ce premier post au fur et à mesure! PLA : Pla optimus / Sakata3D Pla optimus. Retract a 5mm 200° buse et bed a 60 Pla 3d850. Retrait a 8mm 220° buse et bed a 70 - www.Filament-abs.fr Velleman Velleman 1.75 ok toute les couleurs [Conrad/distrelec (suisse)] 25 et 35€ les 750gr Fil 3D Fil 3D PLA 1 Kg 1.75 mm Perle Blanc Fil 3D PLA 500g 1.75 mm Transparent Fil 3D PLA 500g 1.75 mm Rouge Scarlet Ice Filament PLA blanc WinterShine, 1,75mm de chez IceFilament (un blanc immaculé comme on en trouve peu. Pas de warping, très bonne tenue. Ce qui n'est pas le cas de tous les filaments de cette marque), ICE FILAMENTS ICEFIL1PLA119 PLA Filament, 1.75 mm, 0.75 kg, Wintershine White - https://www.amazon.fr/gp/product/B017HAIMZU/ref=oh_aui_detailpage_o01_s01?ie=UTF8&psc=1 ICE FILAMENTS ICEFIL1PLA110 PLA Filament, 1.75 mm, 0.75 kg, Fluo Gnarly Green: PLA transparent non fluo! -https://www.amazon.fr/gp/product/B017HAI8A4/ref=oh_aui_detailpage_o01_s01?ie=UTF8&psc=1 ICE FILAMENTS ICEFIL1PLA103 PLA Filament, 1.75 mm, 2.30 kg, Brave Black ICE FILAMENTS ICEFIL1PLA105 PLA Filament, 1.75 mm, 0.75 kg, Daring Dark Blue ICE FILAMENTS ICEFIL1PLA116 PLA Filament, 1.75 mm, 0.75 kg, Sparkling Silver RECREUS FILAFLEX Filament RECREUS FILAFLEX ORANGE - 1.75 MM (avec la pièce guide filament pour l'extrudeur) - https://www.filimprimante3d.fr/fil-flexible-175-mm/1713-filament-recreus-filaflex-orange-175-mm-250g.html Température buse : 235° ( c'est un peu plus que la température recommandée, mais les lignes m'on semblé mieux collées entre elles qu'à 230°) Température plateau : 30° ( recommandé 0°, j'ai mis 30° histoire d'avoir une température stable tout au long du print, en tout cas aucun risque de décollage c'est sur...!) Vitesse d'impression : 20mm/s Débit : 125% (sinon on obtient un résultat poreux, je pense qu'on peut même encore augmenter un poil) Rétractation : 3.5mm (recommandé par le fabricant entre 3.5 et 3.9mm) Vitesse de rétractation : 40mm/s Distance de débrayage : 1mm Épaisseur de couche 0.2mm Dailyfil Dailyfil PLA-BOIS clair 0.5 kg 1.75mm Température buse : 200° Température plateau : 60° ARIANEPLAST ARIANEPLAST température 205°/215° , plateau a 60°/65° suivant les couleurs ! (température indiqué sur la boite (200°/230° et 0/70°) testé 9 couleurs : translucide , ciel , vert, vert translucide , turquoise , jaune , noir , marron , gris Prima Select PLA rouge vif/romantic, 1,75mm de chez PRIMA SELECT (l'un des seuls rouge aussi beau, très bonne tenue sans warping) PLA blanc, 1,75mm de chez PRIMA SELECT (même type de "blanc immaculé" que IceFilament), Sunlu PLA+ noir, 1,75mm de chez SUNLU (excellent) PLA+ Bleu, 1,75mm de chez SUNLU (vraiment un très beau bleu), PLA Bois, 1,75mm de chez SUNLU (a pour principal avantage, en plus d'un très beau rendu, de ne pas boucher les buses !), Geektech PLA Orange, 1,75mm de chez Geeetech ( péchu, vif avec un super rendu) PLA noir, 1,75mm de chez Geeetech (simplement extraordinaire) Cromatik/Dagoma PLA Cromatik By Dagoma 1.75 Ivoire PLA Cromatik By Dagoma 1.75 Silver UP FILA 3D Filament by Tiertime 2x500g Pla/Black rendu impeccable ICE FIlament gris un peu brillant Sparkling Silver : impeccable. adhérence, rendu, rien à redire ICE Filament DarkBlue : un joli bleu, une super adhérence au plateau, un rendu incroyable en 0.1 rien à redire 3D Hero 3D Hero Black PLA - https://www.amazon.fr/gp/product/B07CPT4WB1/ref=ppx_yo_dt_b_asin_title_o05__o00_s00?ie=UTF8&psc=1 3D Hero Red PLA - https://www.amazon.fr/gp/product/B07CPYB1W2/ref=ppx_od_dt_b_asin_title_o00_s00?ie=UTF8&psc=1 Plateau à 60° Température 205°
-
Salut à tous ! S'il vous plaît ne tirez pas sur le porteur du message... je ne fait que partager cette information ! Source : https://www.3dnatives.com/filament-amazon-impression-3d-23082018/ Petit résumé : Voilà, vous savez tout !
-
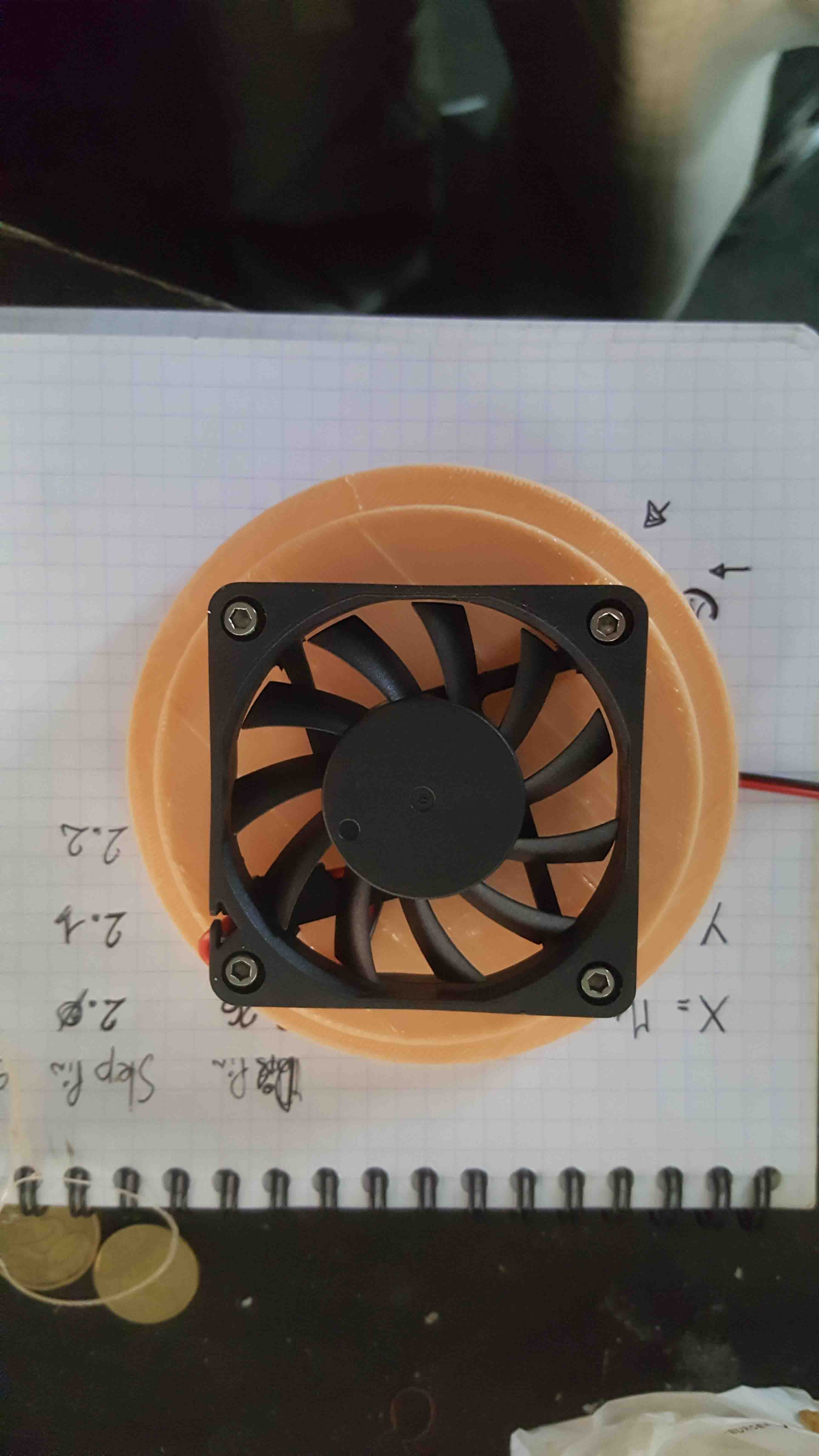
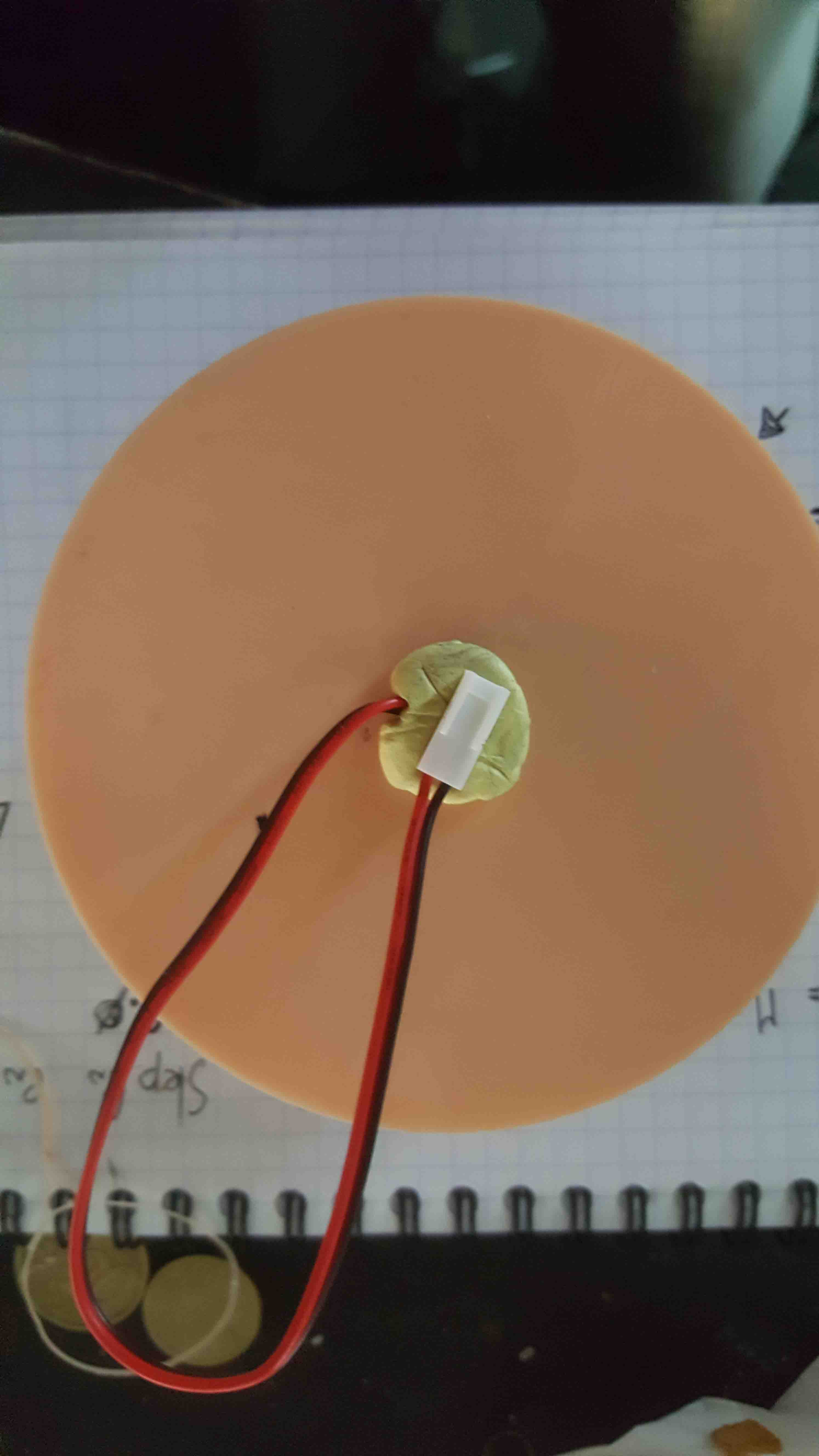
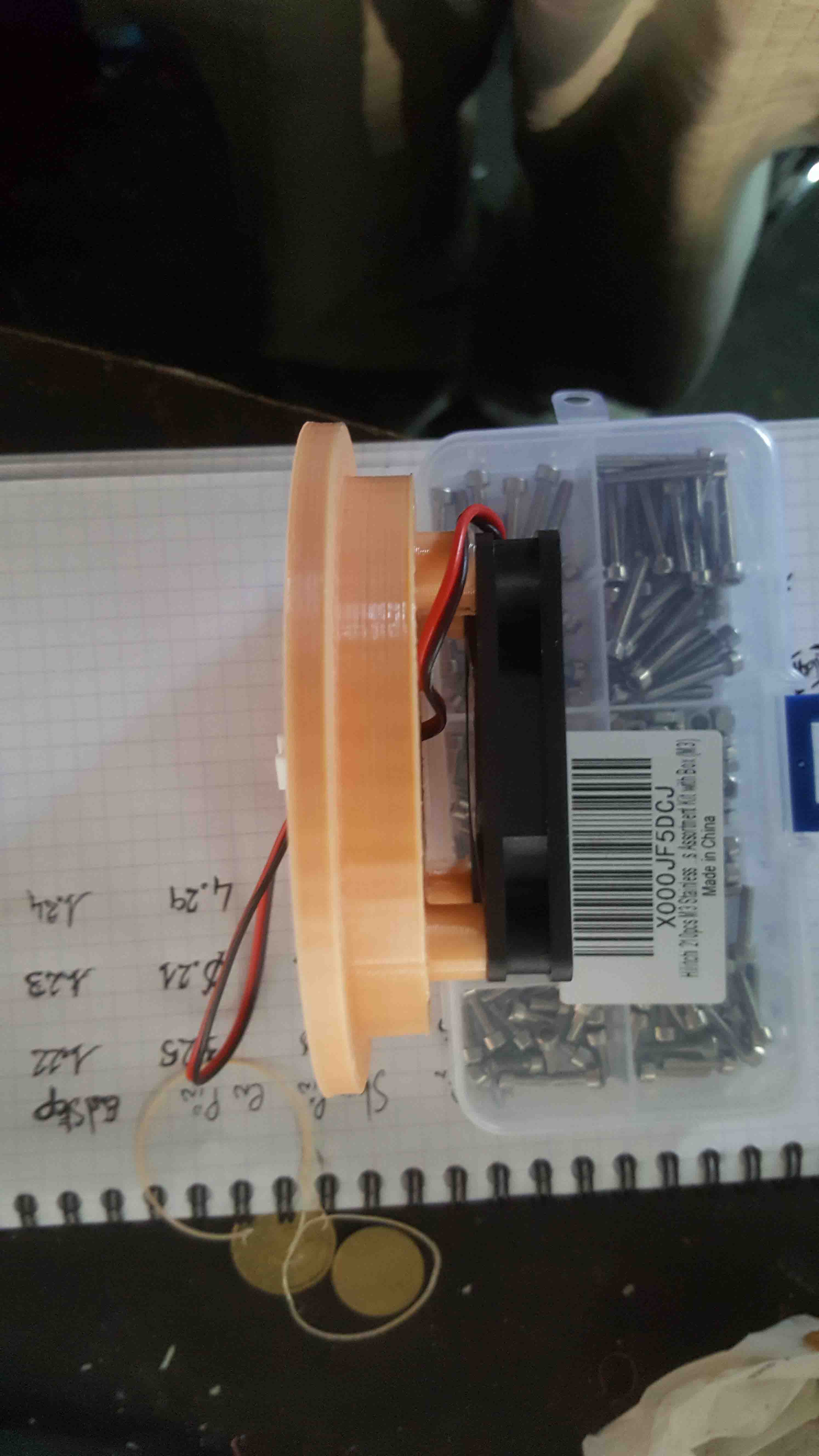
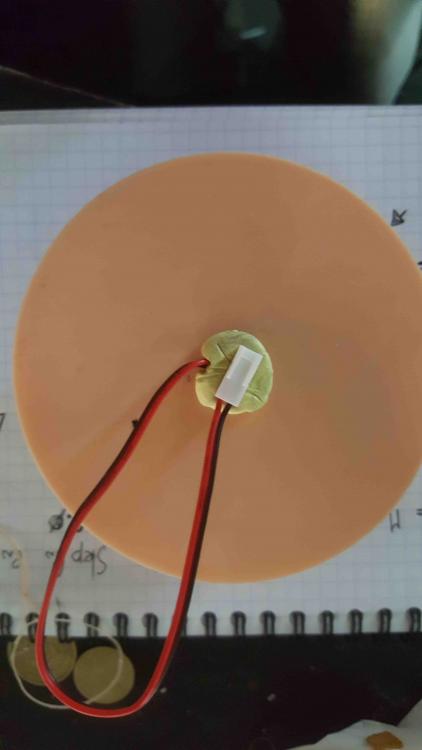
bonjour/bonsoir... Alors voilas je voulais un system qui soit sympas pour pouvoir lisser mon PLA. ou mon ABS rapidement. J'ai chercher sur le net, y a tout plain de design mais c'etait asser encombrant et pas tres pratique ... alors j'ai cree le mien. un petit interupteur et un branchement sur un des pin 24v de la carte mere de la micro delta... et bing "bob's your uncle". voilas quelques photos, (faut chauffer le plateaux au environ de 70° 80° pendant 10 minutes.... ca demande just un pot en vert a 5 euro... a imprimer en pla... et choisir un ventilot 6cm qui fasse pas d'etincelle... tada... bouchon abs vapor bath stuff 1.1.STL



- 18 réponses
-
- 1
-

-
- microdelta
- rework
- (et 3 en plus)
-
Bonjour à tous, je me renseigne pour une imprimante sous caisson pour de l'ABS et peut-être d'autres filaments (PLA, PETG, Flex), mais ayant déjà une CR10S, c'est plus pour l'ABS, le caisson et ayant une zone d'impression confortable, du 15*15*15 c'est vite très limite que j'effectue ces recherches... Si possible avec le BL-Touch installé. A part des ultimaker hors budget (je ne suis pas le fils de Crésus ), je ne sais pas vers quelle marque/modèle m'orienté. Ne connaissant pas spécialement d'autres marques que les Creality, Alphawise, etc... J'ai mis un budget de 700 euros, je pourrais monter vers 1000 si quelque chose de qualitatif vaut vraiment le coup... Merci d'avance pour votre lecture
-
Bonjour à toutes et à tous, J'ai une LK4 Pro et ai consommé la totalité du PLA fournis avec pour imprimer un modèle présent sur la carte SD. J'en ai profité pour suivre les tutos du forum et affiner les réglages en tout genre. J'ai acheté cette imprimante pour imprimer des pièces en ABS principalement. J'ai beaucoup lu sur le forum ces dernières semaines, et on conseille très souvent de maitriser le PLA à 100% avant de se lancer dans l'ABS. Dans mon cas, je n'ai aucune utilité à imprimer du PLA, je saute donc directement le pas. J'ai acheté de l'ABS Optimus de chez filament-abs et souhaite avoir votre avis avant de lancer cette première impression de 2h : -Température du BED : 95° -Pas de ventilation -Température de 240° -Vitesse de 50mm/s -Première couche à 130% -Imprimante dans une boite en OSB/Plexi Ca vous semble cohérent ? Aurais-je oublié quelque chose ? Merci d'avance.
-
Yo, j'ai @miserovitch qui m'a demandé en pm mes techniques... je suis partis en live dans ma réponse, et a la fin je me suis dit "tient sa ferais un bon post..." Alors voilas, ma maigre contributions, mes réflexions, mes délires sur le sujet. j’espère que sa aidera quelqu’un. tada... j'ai plusieurs technique, que j'ai améliorer au fil du temps. Les vapeur d’acétone sur l'ABS. ou la limonelle sur Le HIPS. J'ai fabriquer une cuve avec un vieux chauffe plaque Electrique. un petit plateaux tournant et des ventilo. Mais ça demande asser d'attention suivant les objet. (ma cuve est grande 20l). par contre le cote rendu est inégalé quand tu maîtrise. J'imprime des figurines en 0.12 ou 0.15 , et 20 second dans la cuve et y a plus aucune trace de couche. si tu reste trop longtemps ça enlève les petits détaille. Ensuite La galvanoplastie, c'est un peut plus chère mais sur des model imprimer a 0.2 max, la couche de peinture conductrice et la couche de métal, permet de lisse la plus part des "couches" . par contre le résultat est vraiment bluffant, et la résistance de l'objet accrus. (en plus tu peut avoir des finit en vrais argent, en or, en bronze en nickel, en chrome. en cuivre en étain. et les myriades de post traitement que tu peut faire sur ces métaux. et ensuite j'ai développer deux autre techniques. une par accident, et l'autre en amalgament. Ceux la je suis en train de faire des vidéos pour les expliquer plus clairement. Si tu peut attendre un ou deux mois. c'est pour le PLA. Qui lui ne se dilue pas (sauf avec des produit plus ou moins Toxic.) un petit teaser... (au départ c'est une impression complètement louper... c'est la figurine qui a convaincu mon pote le prof... PLA normal en 0.3mm) J'en ai une aussi pour rendre les objet PLA, en effet caoutchouté, tu les trempe dans du nettoyeur pour carburateur !!! et hop nijaflex sans nijaflex. (c'est assé bluffant). Tu a déjà utilisé le sand blasting. mois je le fait a l'air brush un peut modifié. c'est spécial comme rendu. et plus pour des objet au parois large. L’acétone reste pour moi le plus simple le moins coûteux. c'est tout dans le temps de "trempage" ou d’exposition. mais une fois bien maîtrisé. y pas grand chose qui s'en rapproche. J'ai aussi une DLP (résine et projecteur) avec un bac de 200x200mm donc quand je veut des grosse pièce bien lisse, j'utilise la résine. Mais la moral de l’histoire c'est qu'il n'y a pas de solution miracle, soit tu a une machine qui permet un rendu super en fin d'impression. un delta super bien calibré (sa existe et je te promet tu a du mal a voir les couche même en 0.2 . ou la résine. soit tu rajoute une fin couche de truc divers pour combler l'espace entre les couche la y a plein de technique. la meilleur mais la plus chiant c'est l’ajout d'une fine couche de résine aqueuse. mais c'est vraiment galère a faire, ou divers enduit. ou tu rabote les couche. la aussi sand blasting, sand paper ect... et enfin l’acétone sur l'ABS, la limonelle sur le hips. ça rabote mais sans raboté ... mais de toute les manière, le résultat seras égale a l’énergie dépenser; (plus tu y met de l'effort mieux se seras). exemple j'ai fait une épée warhammer 40k, le rendue de la lame est parfait, mais j'y ai mit du temps, 25h juste pour le rendu de la lame. Y a une source d'information vraiment bien c'est Adam Savage’s Tested. et y a pas longtemps Oldies (même si sa technique est super long et un peut trop technique, on ne peut admire que le résultat) et aussi un bon compte rendu de se qui ne marche pas sur du PLA : Tinkerine.. la play list "experiment" Bon Je vais aussi faire un copier coller pour un post histoire de partager.

-
Effet mille feuilles
Childerick a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous , J'ai un problème Pendant toutes mes impressions avec un effet mille feuilles que je n'arrive pas à enlever. Je n'ai rien changé sur ma méthode d'impression. Cela fait 3 semaine que j'essaye des choses pour régler le problème ,que je vois sur certain forum mais rien n'y fait . C'est pour cela que je viens vers vous ^^ . Merci par avance Cordialement Dominique -
Bonsoir, J'étais en train d'imprimer sur mon alfawise U20 en ABS , le filament c'est bloqué mais l'imprimante à continué de fonctionner. Quand je m'en suis rendu compte il avait au moins 1 cm ou il n'y avait que du vide . Comment pouvoir reprendre à la bonne hauteur s'il vous plaît afin de finir cette impression? Merci d'avance Cordialement Dominique
-

Quelle imprimante et filament pour pièces résistante ?
Transistance a posté un sujet dans Bien choisir son imprimante 3D
Bonjour, Au début plutôt sceptique quant à l'utilité de l'impression 3D dans mes activités créative, petit à petit l'idée fait son chemin et il n'est pas impossible que j'en vienne à sauter le pas. Je fais de la robotique en amateur et donc pour moi, l'impression 3D se résumerait à 99% du temps à la réalisation de pièces technique / fonctionnelle qui seront donc soumises à des contraintes mécanique particulières en utilisation normale (cisaillement, compression, etc.). Le côté esthétique m'importe peu à partir à moment où le résultat est un minimum propre. Ainsi je me pose beaucoup de question par rapport au type de filament à utiliser car d'une part il faut que les pièces imprimées résistent aux contraintes mais également à l'épreuve de dame nature (robots d'extérieur) et du temps (si mes pièces finissent par se dégrader au bout d'un an à cause de l'humidité ou du soleil, c'est pas la peine). Et mes recherches m'ont mené à des sources contradictoires, certaines affirmant que l'ABS était à privilégier d'autres le PLA... Je m'en remet donc à votre expérience perso ! D'ailleurs par rapport à l'ABS, il est dit que les vapeurs sont toxique et qu'il faut cartériser la machine, ce qui aiderait également à maintenir la pièce au chaud pour un meilleur résultat. Soit, s'il faut cartériser, je le ferais c'est pas un problème. Cependant je ne trouve pas d'infos sur le devenir des vapeurs. Sont elles inoffensives une fois refroidies ? (et si oui à partir de quelle température ?) Car si je me bouffe des toxiques quand j'ouvre le carter après impression bah... ça sert à rien de cartériser Viens ensuite le type d'imprimante. Mon budget étant le facteur limitant je m'orienterais sur une FDM cartésienne. A priori, un volume d'impression de 300mm de côté. Il y a des imprimantes au prix attractif du genre des CR-10 et ses clones mais, en lisant de-ci de-là, je me rends compte qu'il faut par la suite faire de nombreux achats supplémentaires (vitre ikea, bl-touch, carte mère, écran ,bed , lecteur de carte et j'en passe) sans parler des bricoles type flashage de firmware. Au final le prix grimpe vite, le temps perdu aussi et j'imagine que le gâchis de filament dans tout ce processus n'est pas non plus à négliger. De l'autre côté il y a la Prusa MK3S qui semble plébiscitée par beaucoup. Mais 760€, même si je pourrait les sortir, ça fait mal quand même. Donc je me retrouve avec un gros points d'interrogation au dessus de la tête. Je comprends très bien qu'en impression 3D, et surtout à bas prix, il faudra parfois mettre les mains sous le capot mais j'ai déjà mes propres projets qui avancent lentement (et l'impression 3D est censée accélérer la chose) donc si je dois perdre ce temps à dépanner l'imprimante tout les 2 jours c'est moyen. A ce "prix" là je préférerait me tourner vers du semi-diy. Côté software, j'aimerais pouvoir réutiliser mes compétences acquises sur Blender (j'ai vu qu'il permettait l'export en .stl) mais là encore, si vous avez des recommandations ou mises en garde, je suis tout ouïe. Merci. -

Problème finition moyennement propre
denis189 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, après énormément de réglage sur mon Alfawise u20 j'ai réussi a obtenir ce cube xyz. Du côté x et z c'est plutôt propre mais du côté y ça l'est beaucoup moins... Je n'ai aucune idée de ce qu'il faudrait modifier dans les réglages pour avoir toutes les faces de mon cube et donc tout les axes de l'imprimante correct. Est-ce dans les réglages même de l'imprimante ? En image le côté Y du cube j'espère que l'image est assez bonne pour que vous puissiez voir l'absence de finition Merci d'avance pour vos réponses Denis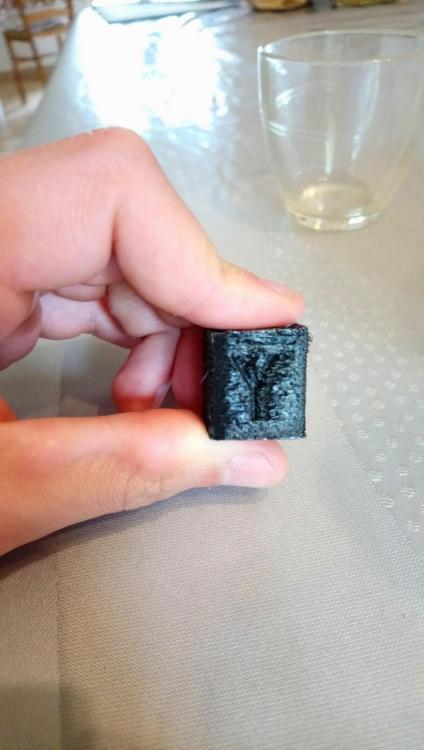
-
 Bonjour à tous, J'ai un problème avec les impressions en ABS, tout se passe bien en PLA. Voilà le problème, je viens de recevoir un filament ABS, préconisations: 220-230° et 100-110° pour le plateau. J'ai un tronxy x3 (clone amélioré de la Prusa i3) Mon plateau est en aluminium (chauffe entre 40 et 110). Recouvert du blutape d'origine (info inutile pour mon problème actuel). Lorsque je préchauffe la machine pour de l'ABS, elle monte à 235° pour un lit chauffant à 85°. Lorsque j'ai importé (carte sd) mon projet via CURA, j'ai demandé 90° pour le lit chauffant et 230° pour la buse. La machine se stabilise vers 227-228° et ne va pas au delà. L'impression ne débute pas puisqu'elle n'atteint pas les 230°. J'ai donc ramené un même fichier mais à 225° (tous les autres paramètres à l'identique.) et là la machine chauffe jusqu'à 223°. J'ai décoché la case refroidissement de la matière mais ça n'a rien changé. Je me demande donc quel paramètres bloque le préchauffage à 2° en dessous de la température de lancement. Merci à ceux qui ont une piste.
Bonjour à tous, J'ai un problème avec les impressions en ABS, tout se passe bien en PLA. Voilà le problème, je viens de recevoir un filament ABS, préconisations: 220-230° et 100-110° pour le plateau. J'ai un tronxy x3 (clone amélioré de la Prusa i3) Mon plateau est en aluminium (chauffe entre 40 et 110). Recouvert du blutape d'origine (info inutile pour mon problème actuel). Lorsque je préchauffe la machine pour de l'ABS, elle monte à 235° pour un lit chauffant à 85°. Lorsque j'ai importé (carte sd) mon projet via CURA, j'ai demandé 90° pour le lit chauffant et 230° pour la buse. La machine se stabilise vers 227-228° et ne va pas au delà. L'impression ne débute pas puisqu'elle n'atteint pas les 230°. J'ai donc ramené un même fichier mais à 225° (tous les autres paramètres à l'identique.) et là la machine chauffe jusqu'à 223°. J'ai décoché la case refroidissement de la matière mais ça n'a rien changé. Je me demande donc quel paramètres bloque le préchauffage à 2° en dessous de la température de lancement. Merci à ceux qui ont une piste. -
 Salut tout le monde, Je viens vous demander votre avis concernant un problème que je rencontre en imprimant de l’ABS. Pas de problème pour l’accroche au bed grâce à un plateau en verre à 100° + laque + bon réglage Z. Le problème survient dans certaines « intercouches » ou il y a mauvaise accroche/décollement comme vous pouvez le voir sur les photos. La même pièce en pla pas de Pb, en Petg non plus. J’ai essayé un remplissage à 20 % puis 100 %. Je dirais que c’est même pire avec du 100 %. Aussi en 0,2 et en 0,3 : pas grand-chose comme différence. Voici les réglages dans Cura pour la pièce en photo : 0.3 layer paroi 0,8 nombre : 2 remplissage 100 % buse à 220 et plateau 100 débit 100 rétractation 5mm vitesse d’impression 20 mm vitesse ventilo 20 % Imprimante : Tevo Tarentula + kit Taralu pro + originale E3D V6 en buse 0.4 Edit : L'imprimante est dans une pièce seule et sans courant d'air. Avez-vous une piste sur le pourquoi du comment ? Merci d'avance
Salut tout le monde, Je viens vous demander votre avis concernant un problème que je rencontre en imprimant de l’ABS. Pas de problème pour l’accroche au bed grâce à un plateau en verre à 100° + laque + bon réglage Z. Le problème survient dans certaines « intercouches » ou il y a mauvaise accroche/décollement comme vous pouvez le voir sur les photos. La même pièce en pla pas de Pb, en Petg non plus. J’ai essayé un remplissage à 20 % puis 100 %. Je dirais que c’est même pire avec du 100 %. Aussi en 0,2 et en 0,3 : pas grand-chose comme différence. Voici les réglages dans Cura pour la pièce en photo : 0.3 layer paroi 0,8 nombre : 2 remplissage 100 % buse à 220 et plateau 100 débit 100 rétractation 5mm vitesse d’impression 20 mm vitesse ventilo 20 % Imprimante : Tevo Tarentula + kit Taralu pro + originale E3D V6 en buse 0.4 Edit : L'imprimante est dans une pièce seule et sans courant d'air. Avez-vous une piste sur le pourquoi du comment ? Merci d'avance












.thumb.jpg.bcdc612e85e38d1fe7a7d23f4b959955.jpg)