vap38
-
Compteur de contenus
3 108 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
39
Tout ce qui a été posté par vap38
-

Gérer ses bobines d'impression 3D
vap38 en réponse au topic de papajds dans Consommables (filaments, résines...)
Réponse mon incident c'est déclenché le vendredi 13 j'ai perdu mon SSD de 1Go le symptôme ralentissement des applications écran figé et plus rien ? Impossible de restaurer Windows 11 ... Je peux t'envoyer la base mais avec Ondrive ou GOOGLE drive ton email en MP et hop j'ai réalisé une nouvelle base bobines vides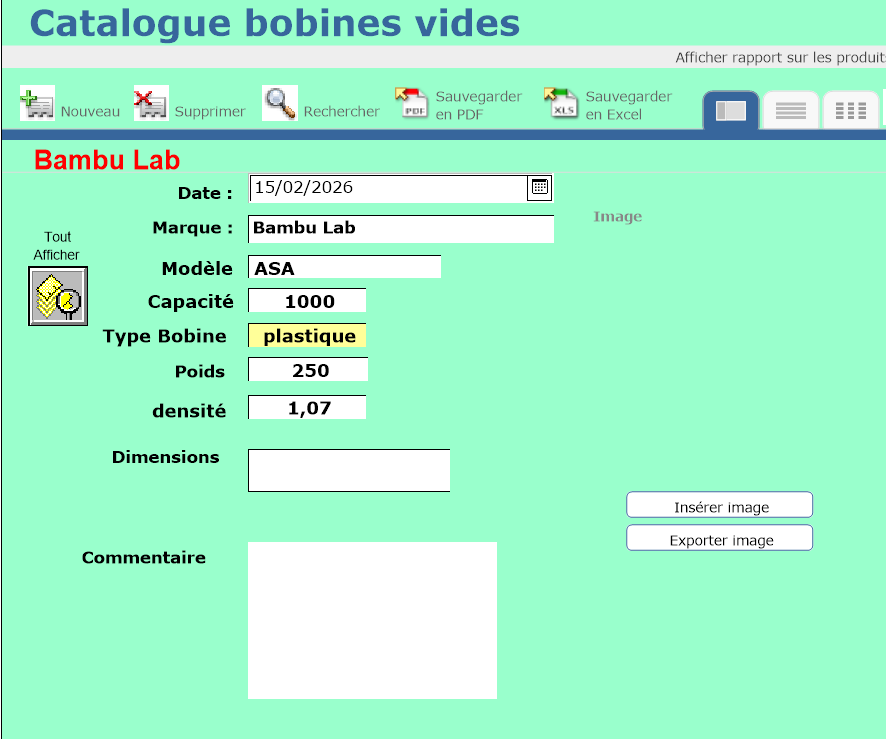
-
Gérer ses bobines d'impression 3D
vap38 en réponse au topic de papajds dans Consommables (filaments, résines...)
Bonjour, @papajds merci pour les données je vais mettre à jour ma base de donnée. Aujourd'hui gros crash du Pc ACER la mémoire SSD est HS à force de la solliciter. PC neuf ACER de 5 mois de vie heureusement j'ai un autre pc de secours çà sert bien serais-tu intéressé de recevoir ma gestion 3d des bobines ? si tu as un MAC ou PC pour essai... a+ -
je pense que le filetage du corps de chauffe est foiré ! il est possible de le changer pour un nouveau bloc du type ender5 encore dispo sur aliexpress. dans tous les cas il faut changer le bloc de chauffe et vérifier le filetage du dissipateur en inox ...
-
ok merci pour les photos ! j'ai vu la fuite au niveau de la buse ... il faut refaire l'étanchéité en démontant à chaud la buse et le tube PTFE qui doit être collé dans le dissipateur. Lu solution la plus facile disposer d'une alimentation 24v ou tout simplement raccorder les deux fils rouges à l'alimentation 24v. faire chauffer 1minute 30 pas plus. Se munir de gants et dévisser à chaud la buse, dévisser la vis d'ablocage du radiateur noir, extraire rapidement le tube PTFE et vérifier son état. Avec un tournevis fin et du tissu nettoyer l'intérieur du dissipateur pour extraire les résidus. Phase de remontage installer une buse neuve la visser au contact du bloc de chauffe et la dévisser d'un demi tour ; replacer le tube dissipateur propre et resserrer modérément la buse afin d'assurer l'étanchéité entre les deux éléments. resserrer la vis d'arrêt au milieu du radiateur noir. Le final recouper un peu l'extrémité du tube PTFE et le remettre à sa place. remonter le tout et c'est terminé. A+
-
salut @Lolo17138 une photo pour identifier l'extrudeur je vérifie mon stock si j'ai encore du disponible (je détiens un extrudeur a10M qui en Principe ne convient pas hélas pour l'imprimante A20)
-
Gérer ses bobines d'impression 3D
vap38 en réponse au topic de papajds dans Consommables (filaments, résines...)
merci pour ton retour @papajds j'ai réalisé une base de donnée pour le poids des bobines vides pour tous les constructeurs cette base comprend : le constructeur, le poids des bobines, les dimensions etc... Je vais essayer d'intégrer un calcul afin de déduire du poids brut de la bobine le poids de la bobine vide. Ouf c'est pas facile je vais faire un essai sans garantie c'est une nouvelle table liée en calcul pourquoi pas ! Bon pour la précision des saisies je vais vérifier la dérive de la conso avec un Slicer. A+ en exemple ci-joint la base en image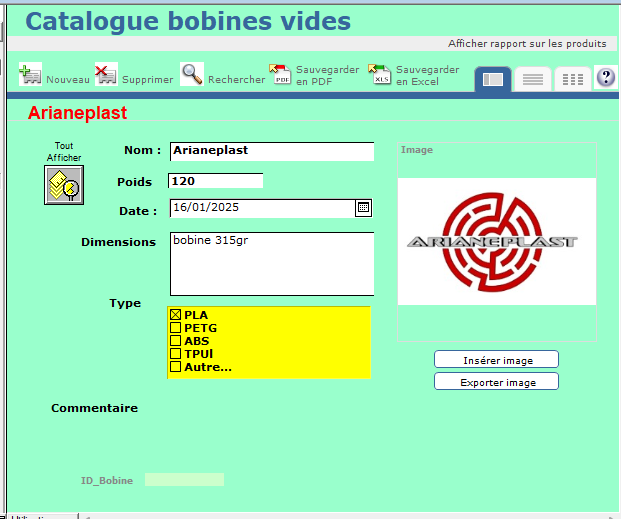
-
Gérer ses bobines d'impression 3D
vap38 en réponse au topic de papajds dans Consommables (filaments, résines...)
Hello @papajds j'ai installé l'application sous Windows11 et j'ai ouvert un fichier exemple bobines.csv héla çà plante dès je clic à l'écran sur une ligne l'application se ferme immédiatement sans message d'erreur. Je vais essayer sous Windows 10 pour tester la base qui gère les données comme sous excel je suppose. Je te tiens au courant super travail bravo pour la réalisation. Wouah ! beaucoup de fonctions intéressantes De mon coté j'ai également progresser à rajoutant de nouvelles fonctions pour décompter les consommations des filaments sur une table externe çà fonctionne très bien. Ainsi je peux suivre les stats des consommations par produits et par imprimantes en fonctions des projets.(les consos sont décomptées automatiquement pour chaque bobine) J'ai également rajouté un suivi des bobines à sécher; afin de réaliser une séquence de bobines à traiter avant d'imprimer. J'ai un seuil calculé pour déterminer quel bobine à traiter. A+ -
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
Bonjour @jcjames_13009 merci d'avoir apporter des idées oui je peux rajouter une date du séchage de la bobine pas de soucis. tu parles de la mise en place si je peux te répondre d'une manière générale l'application est générée par une compilation intégrant tous les fichiers DDL et ressources. Je vais compiler pour te donner une valeur du poids de l'application (la base fait 1.7 Mo avec toutes les données. (pour une gestion de 100 bobines environ) la BDD fonctionne sur tous les supports Windows et MAC. je détiens une ancienne version de Filemaker qui fonctionne très bien. Cette application peut fonctionner en réseaux avec un serveur sur le WEB. La nouvelle version de Filemaker fonctionne également sur les téléphones mobiles avec caméra et lecteur optique code barre et tag FID. Donc cette nouvelle version peut reconnaitre les tag pour identifier les bobines des différents constructeurs avec les paramètres d'impressions. Je ne me suis pas intéressé à gérer la base de données avec Klipper car çà devient vite une usine à gaz ! je préfère des outils de gestion adaptés et personnalisables légers et modifiable à souhaits. Pour la date du dernier séchage j'ai mis une condition si la date est supérieure à une valeur de 30 jours, alors la date devient en affichage rouge rappelant qu'il faut sécher le filament. la date de saisie est facilitée avec un aperçu du calendrier pour la saisie. Je suis disponible à répondre en MP ; je ne vends rien je suis juste un ancien développeur cela fait plus de 25 ans que je suis resté en stanby. je me répond juste à un besoin personnel c'est tout! c'est difficile de répondre aux nouvelles technologies le monde va très vite et la retraite favorise un peu la paresse ; mais du temps disponible. Bien évidemment je peux partager . A+ Francis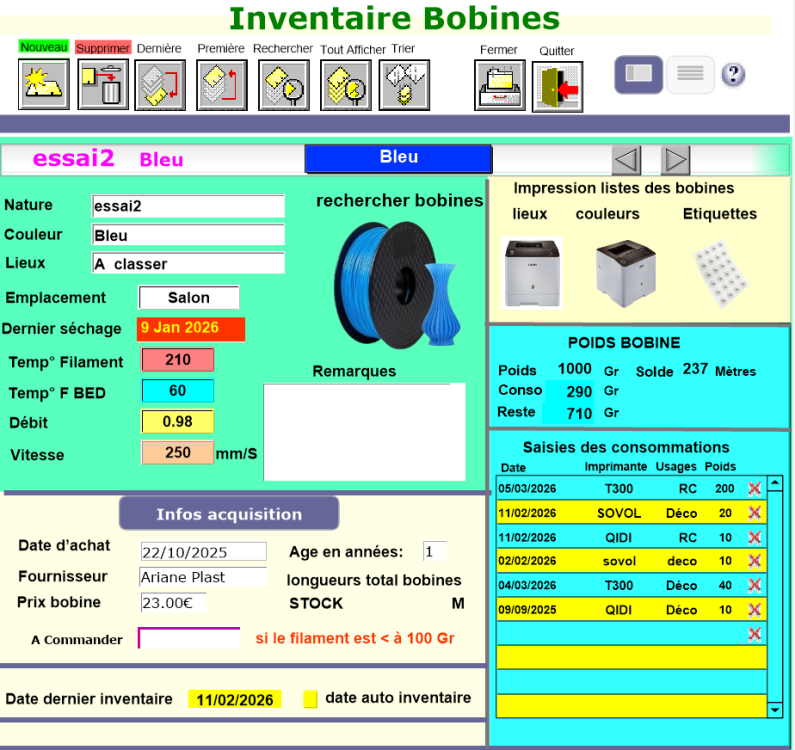
-
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
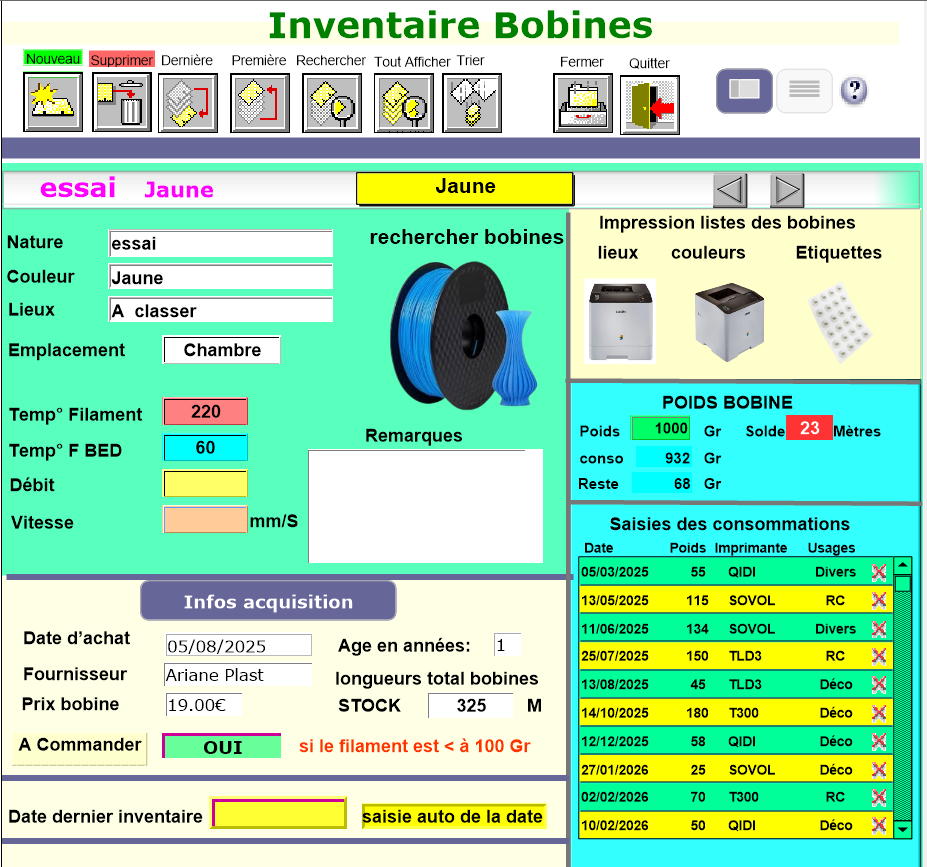
Bonjour à tous ! @Julien Voici quelques modifications, j'ai créer une table de saisie externe pour cumuler les sorties filaments pour des projets imprimés. la table comporte : - la date de saisie de la consommation du filament - J'enregistre les poids des filaments consommés dans le relevé précis lu dans un Slicer comme (QIDIStudio.) - J'identifie l'imprimante utilisée (la rubrique est modifiable par une liste de valeur) - la nature du projet (décoration, divers, RC etc..) (la rubrique est modifiable par une liste de valeur) - décompte automatique sur le poids initial de la bobine - Affichage de la quantité restante en mètres et en poids du filament - Commande automatique quand la bobine comporte un poids < à 100gr précision à 2.5% - statistiques valeurs multiples (longueurs filament, prix etc...) cette SGDB est simple d'utilisation elle me permet de valoriser mon stock et faciliter la recherche d'une bobine. Mon futur projet collecter tous les poids des bobines vides des différents fabriquant afin des les intégrer dans la gestion de stock. Nota je voulais intégrer la gestion du code barre pour imprimer des étiquettes mais le plugin + la police coutent trop chère A+ Francis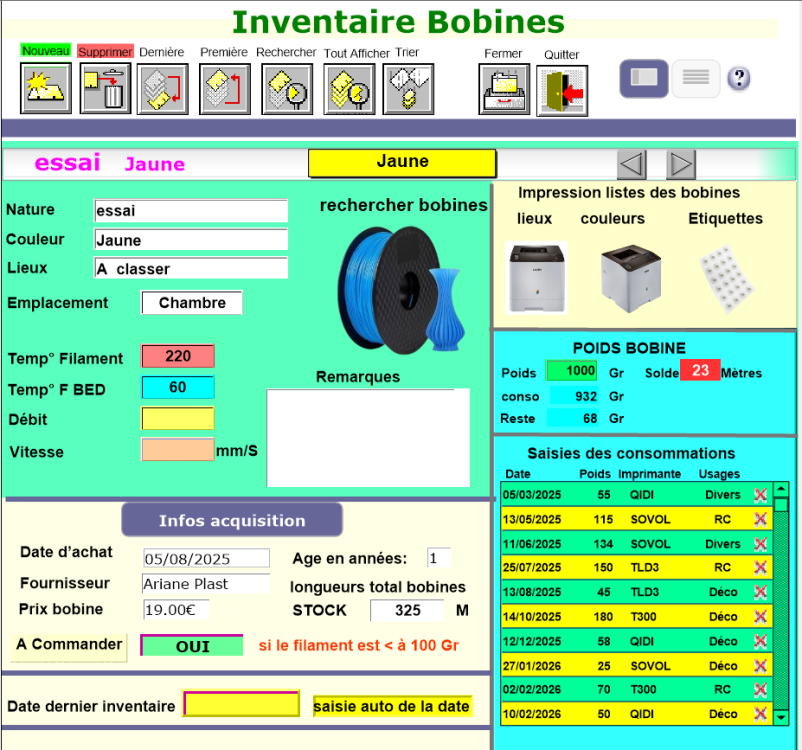
-
Si vous avez un tour : Electronic Lead Screw
vap38 en réponse au topic de electroremy dans Discussions sur les graveurs laser, les CNC et l'usinage
@electroremyLe concept est très intéressant car je réalise aussi des usinages sur un tour RC6123B avec un moteur triphasé. Ma question est la suivante comment est géré le fin de course du trainard ? à priori ii y a un interrupteur de fin de course règlage je pense. A vrai dire je ne rencontre pas de soucis pour réaliser des filetages au tour. Le seul problème c'est le démontage et le remontage des engrenages Comment acheter le boitier et ou ? -
gestion de stock des bobines de filament quelles solutions ?
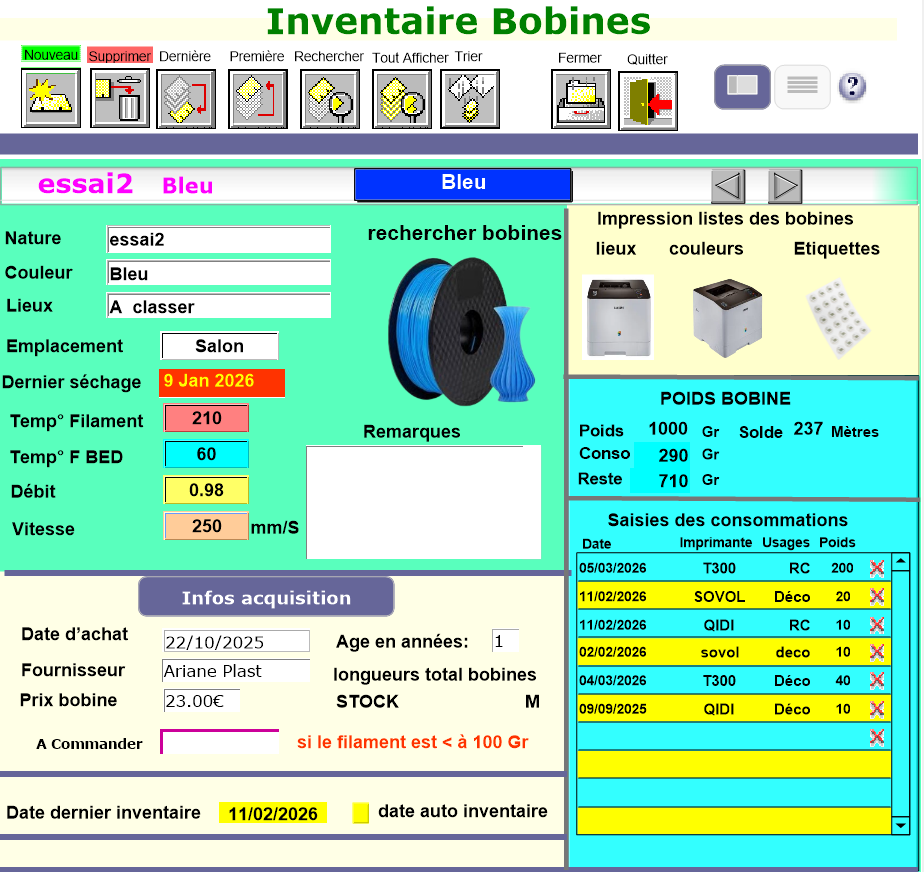
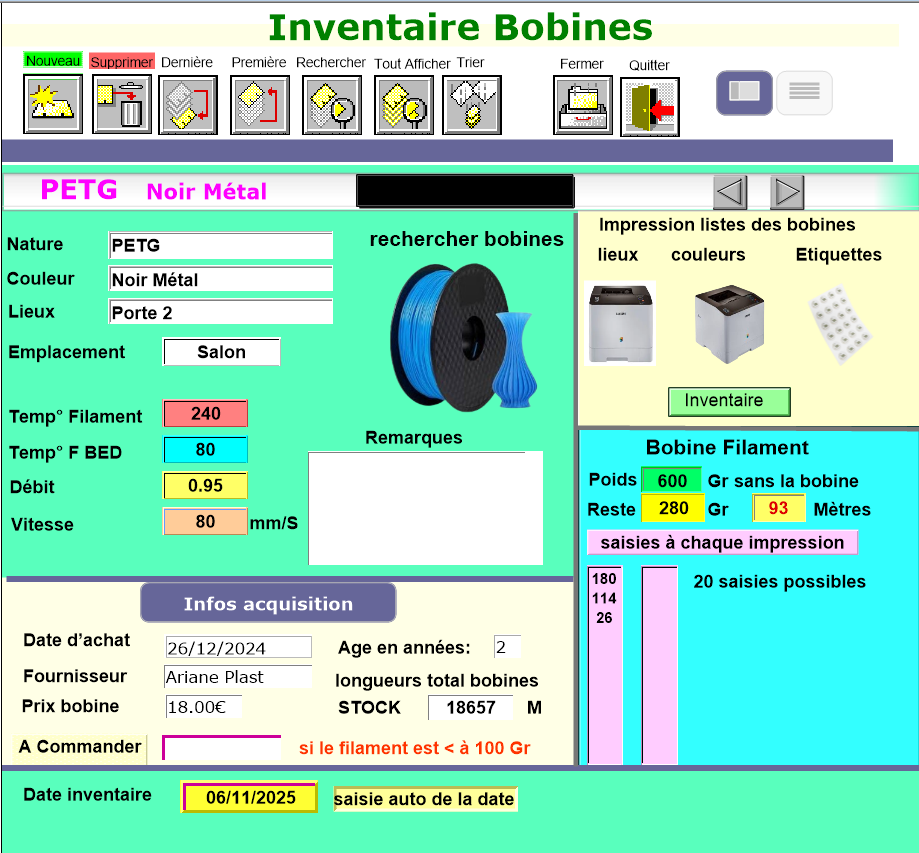
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
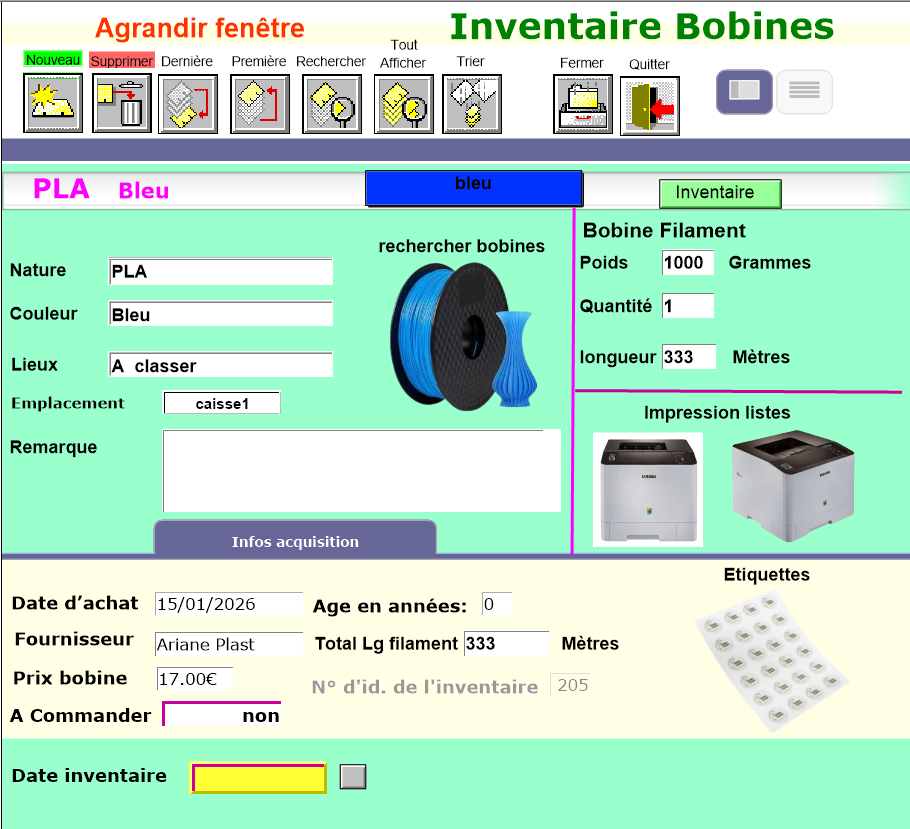
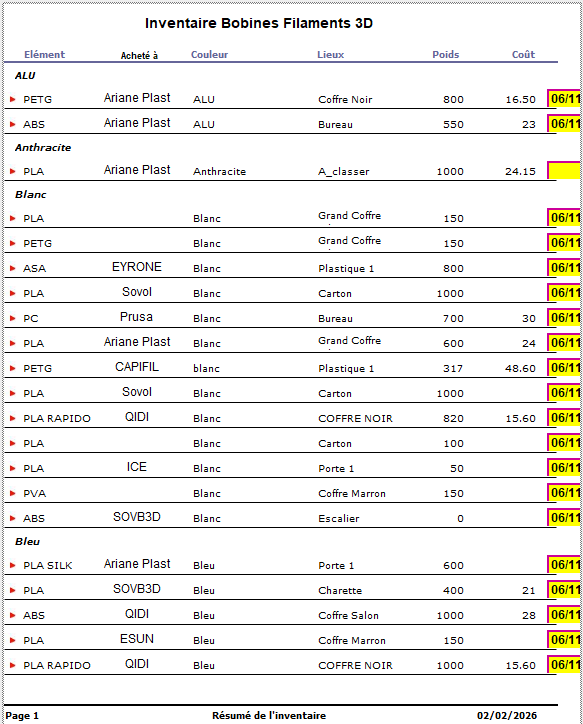
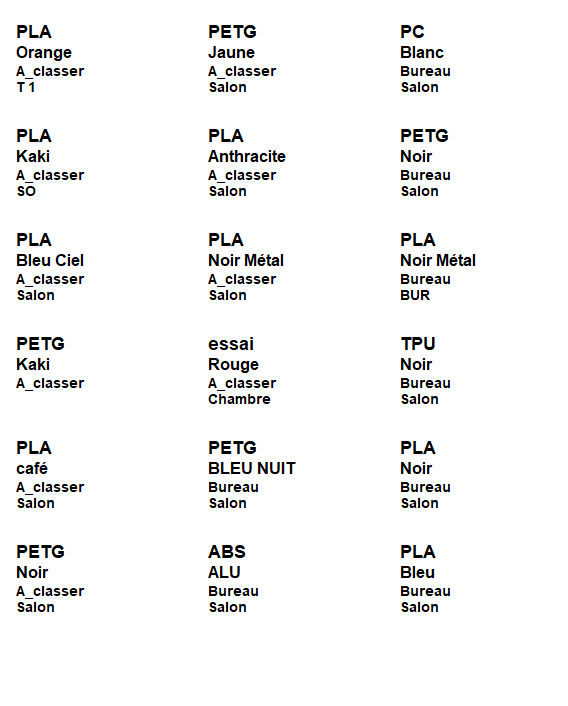
Bonjour à tous, Voici quelques améliorations de la BDD la gestion des bobines; j'ai rajouté quelques fonctions : - la possibilité de déduire à chaque impressions le poids des différents projets imprimés (20 lignes de commandes suffisent) - une allerte automatique avec un seuil mini de 100gr de filament pour éventuellement commander une nouvelle bobine. - le solde en mètres du filament restant après déductions des impressions réalisées - des paramètres des filaments pour une impression de qualité - un témoin optique pour visualiser la couleur du filament - des flèches de navigations pour scroller les différentes bobines (tri et recheches améliorées) - améliorations des listes avec différents TRI et sortie d'impressions au format PDF - mise en forme d'une sortie impressions d'étiquettes à coller sur la bobine ou le carton (pour situer le rangement) - possibilité de réaliser un inventaire précis avec date de saisie automatique - mise en forme des dates de saisies avec l'affichage d'un calendrier (plus facile et plus rapide pour la saisie) - une information sur l'âge de la bobine avec le nom du commerçant - une liste des bobines à commander projet en cours la saisie d'un QRCode avec édition d'étiquettes et ensuite la lecture avec le téléphone pour un inventaire et identification complète de la bobine. en résumé cette gestion me facilite bien la vie pour choisir une qualité de filament et la couleur. Cette BDD fonctionne sous Windows 11 et sur MAC mais je l'ai pas essayé a+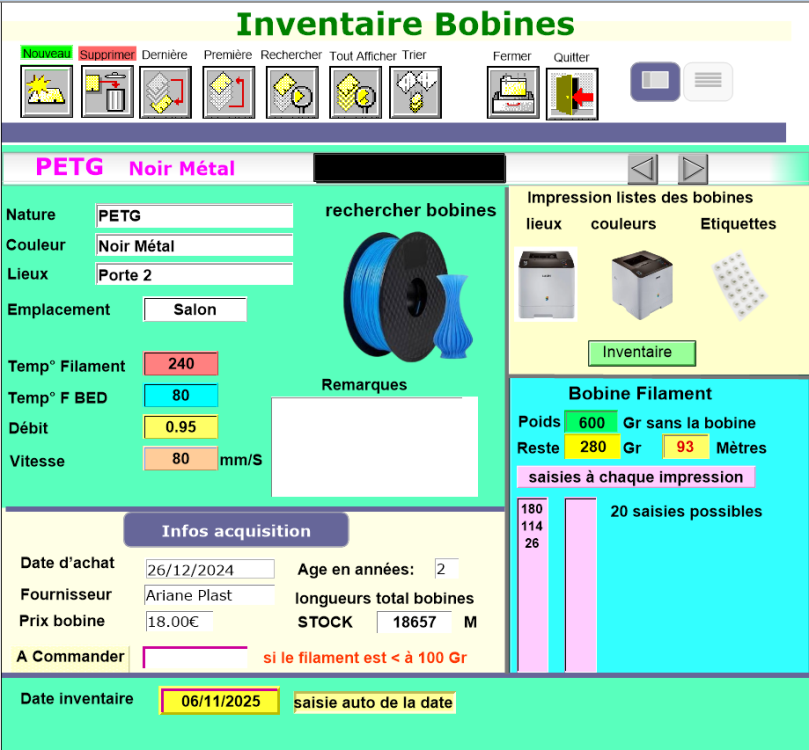
-
Ok réponse : dans tous les cas si vous utilisez la BOX la nature du filament et les paramètres sont synchronisés avec la BOX c'est obligatoire. Nota (filamant utilisé dans le slicer = filament utilisé dans la BOX) cette synchronisation doit être impérativement cochée dans les cas dans le slicer pour synchroniser la nature du filament, les paramètres et la couleur. Conclusion il est toujours possible de tricher sur l'origine du fabriquant de filament ; c'est à dire si le sclicer utilise par défaut le filament QIDI en PLA nous pouvons insérer dans la BOX du filament PLA d'un autre fabricant (çà fonctionne très bien) Nous ne sommes pas obligés d'utiliser du filament QIDI sauf que les températures sont à vérifier selon les produits utilisés autres que QIDI... c'est modifiable a+
-
oui bien sûr ! je confirme qu'il est possible d'utiliser la clé USB. choisir (exporter le fichier tranché du plateau) Toutefois il est plus génial d'imprimer en lien direct par la WIFI en configurant l'adtresse IP dans le menu réseau de l'imprimante. adresse locale 192.168.1.xxx et hop çà fonctionne
-
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
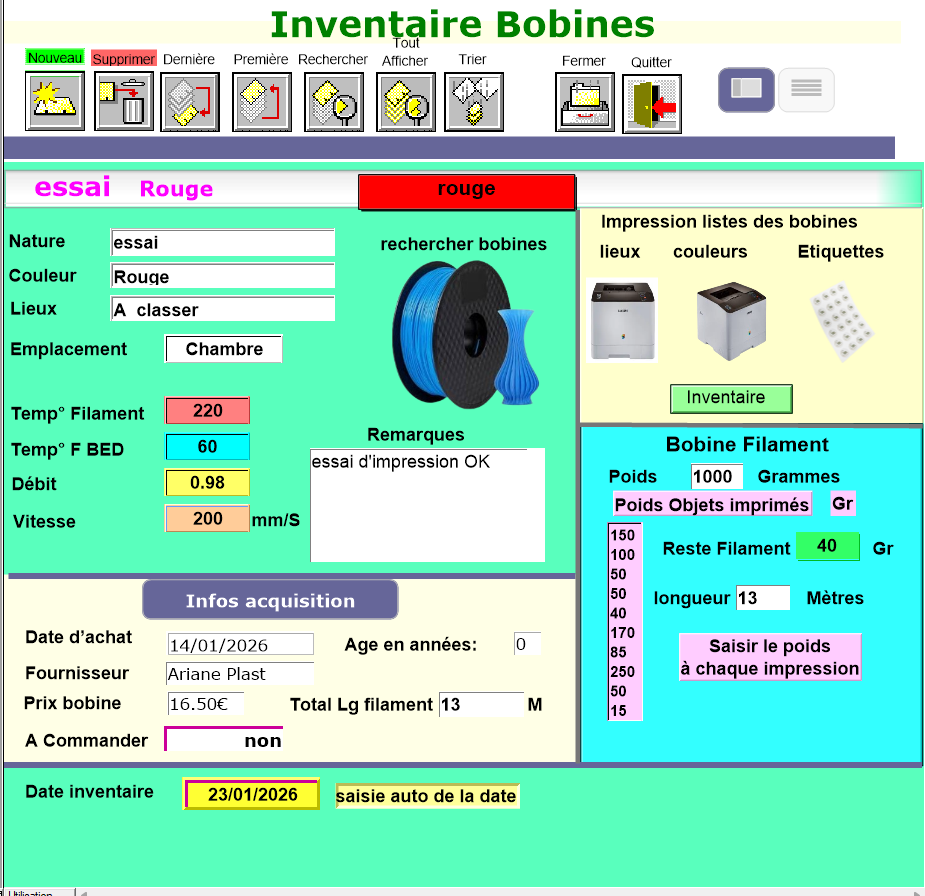
Bonjour, J'ai fait une mesure de pesées des pièces imprimées avec le slicer QIDISTUDIO pour une QIDI+4 Voici le résultat du poids des pièces. Le slicer annonce 40Gr et la pesée avec une balance électronique 40Gr stupéfiant de la précision. Ainsi je vais pouvoir suivre la consommation avec précisision avec ma gestion des bobines. en exemple: Le mode opératoire consiste à noter le cumul en gramme des pièces imprimées et de déduire la valeur au poids de la bobine concernée dans la SGDB. En déduisant les cumuls des différentes impressions j'ai un poids théorique de 755 gr de la bobine pour la SGDB la pesée de la bobine sur la balance indque 993gr - poids de la bobine 220gr = 773gr du filament (poids indiqué dans la gestion 750gr ) différence calculée 773-755 = 23gr présicion des saisies dans la gestion à -2.3% du coup je suis satisfait du suivi du poids du filament consommé mais nous ne sommes pas des pharmaciens çà me convient très bien... a+
-
Merci @tranbert pour ton partage sur l'impression du réservoir à silicat. Ma question ( Peut-être 80 % rentre, mais ça me va avec 75 % ) ? c'est à dire le STL le fichier d'origine doit être imprimé à quelle réduction et sur quels axes x y ou z?
-
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
bonjour @papajds que penses-tu de ma gestion de bobines ? si intéressé nous pouvons en parler en MP si tu veux Pour ma part je détiens 100 bobines rangées dans différents coffres. Conclusion ma gestion me permet de facilité la recherche et le rangement. Quel gain de temps et çà me permet d'évaluer la capacité d'une bobine pour différents projets. Enfin connaitre l'age de la bobine et la provenance permet de qualifier le produit. Ma gestion reste simple et efficace sans se prendre la tête a+ -
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
merci @fran6p pour les infos quand j'aurai un moment je vais m'y intéresser qu'elle est la limite maxi du nombre de bobines ? Si j'ai bien compris c'est la gestion complète du filament; c'est intéressant a+ -
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
Ce n'est pas évident pour tout le monde ! Klipper reste encore une intreface technique qui demande in investisment de temps et de compréhensions. Le mode d'emploi n'est pas évident car il faut toujours une démarche technique d'apprentissage. J'attends un tuto vidéo pour faire un essai afin de gagner du temps -
ok sur quel slicer en exemple sur prusaslicer il est facile de gérer une pause les firmwaire Marlin ont quelques défauts selon les imprimantes de ne pas compredre le M600 il faut tout simplement utiliser la pause M25 qui est reconnue par défaut par Marlin dans le gcode. Nota sur ma TLD3 la pause fonctionne en M25 a+
-
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
Je vais vérifier si mon sgbd peut utiliser une douchette; j'ai vu un tuto qui dure 59 minutes qui explique comment utiliser le code barre ! Nota pour exploiter toutes les fonctions et la mise à jour API, WEB, la licence 2025 à 625$ -
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
Le poids du filament utilisé c'est le poids fourni par le slicer qui est en déduction du poids de la bobine. (mais nous pouvons effectivement peser la bobine avant et après impression c'est en toute évidence une plus grande précision) En principe par rapport à la densité du filament c'est assez précis pour QIDIStudio j'ai fait un test de pesée sur une balance électronique c'est correct çà nécessite de noter chaque consommation pour la déduire de la bobine utilisée au choix selon sa solution... a+ -
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
@pascal_lb L'interface vient encore de changer Voici quelques modifications de gestion des bobines j'ai rajoutés des éléments de calculs et configuration technique du filament. températures extrudeur, BED, vitesse d'impressions, débits remarques etc... Pour la gestion d'une bobine j'ai rajouté le poids théorique et la longueurs de filament restante en théorie +-5% suivant les 10 consommations possibles. Il faut pour avoir un suivi saisir à chaque consommation le poids du filament utilisé. Nous avons une rubrique de calcul avec 10 saisies de consommations Il faut me pardonner cela fait 20 ans que je ne fais plus de développement . Je réalise avec un outil qui à pris un peu d'âge tout comme moi ! Je pense que les jeunes peuvent mieux faire voilà je vais à l'essentiel et çà me fait plaisir. Pour mon utilisation je suis content de trouver immédiatement mes bobines et c'est rapide. J'ai rajouté un inventaire afin de réaliser tous les trimestres un état des lieux ! a+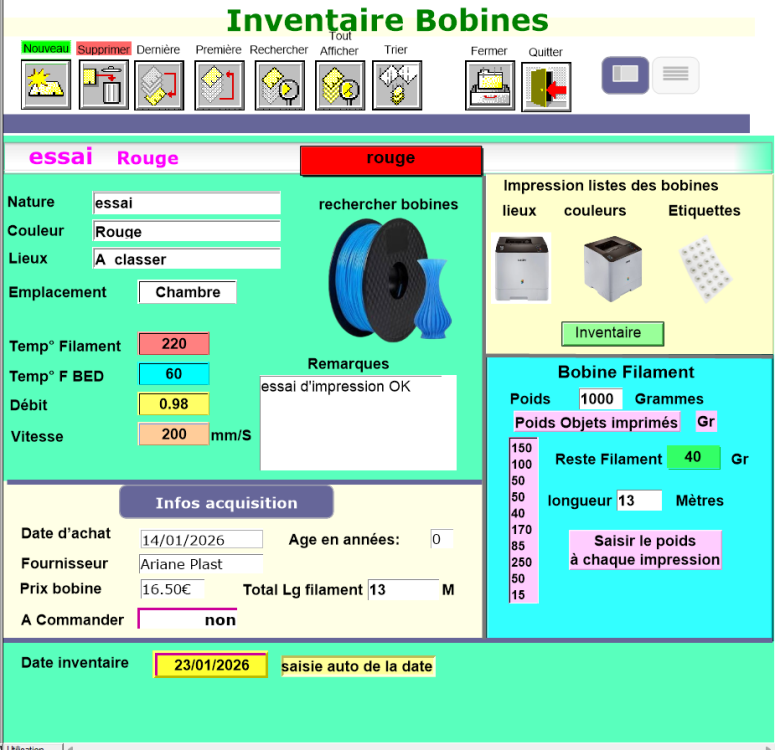
-
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
Ok je suis en période de test pour la gestion des bobines je vous ferai un retour bientôt je suis sur la réalisation des documents PDF pour différentes liste (lieux, couleurs, inventaire etc...) a+ -
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
@Kachidoki @pascal_lb J'utilise une SGDB Filemaker Voici délà une esquisse la copie écran c'est le travail d'une soirée Nota toutes les rubriques nature,couleur, lieux, emplacement sont des rubriques en saisie liste déroulantes modifiables à votre gré. L'interface comporte plusieurs modèles de documents en sortie d'impressions en cours de réalisations Chaque partie graphique comme la bobine bleue permet de réaliser une recherche d'un filament... a+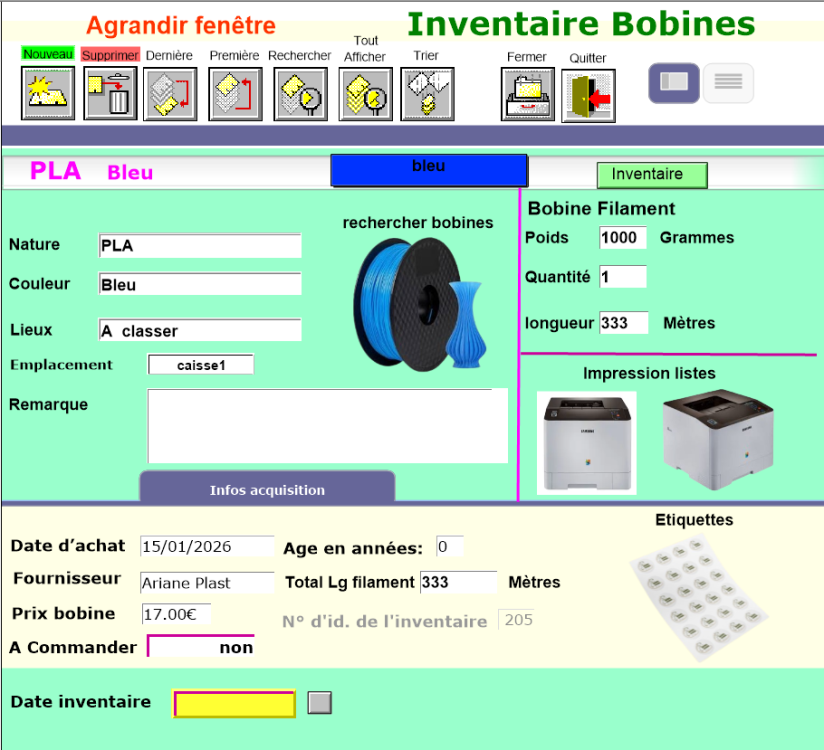
-
gestion de stock des bobines de filament quelles solutions ?
vap38 en réponse au topic de vap38 dans Consommables (filaments, résines...)
Voici ma méthode j'emploie une balance numérique pour évaluer le poids du filamant en enlevant en moyenne 220Gr le poids de la bobine. il est vrai que j'emploie plusieurs banquettes dans lesquelles je stock mes différentes bobines. Les baquettes me servent de sièges pour deux pièces dans lesquelles j'ai mes imprimantes. hélas je n'ai pas la place pour installer une étagère (déjà que j'ai environ 15 modèles RC à caser) Mon problème je ne sais jamais ou chercher parmis mes 100 bobines; c'est dingue parfois le temps que je perds à chercher Bon c'est partie ! je commence à réaliser la SGDB et je vous ferai une copie de l'écran de la gestion du stock a+